
Изготовление трубогиба для профильной трубы своими руками
Изготовление трубогиба для профильной трубы своими руками
Многим домашним умельцам приспособление для гибки труб было бы весьма кстати, но покупать такой станок не каждому по карману. Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.
Подбираем материалы для станины
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Одно простое правило поможет правильно подобрать материал: станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.
В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того. Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам. Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости. Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.
Прокатные валки — купить или изготовить.
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.
Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек. Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.
Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Механизм прижима
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.
Более чем достаточно.
Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках. Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок. Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.
Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.
Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Источник: www.rmnt.ru
Как сделать трубогиб для профильной трубы своими руками, видео, фото, чертежи
Нередко случается, что для выполнения некоторых работ в доме или на приусадебном участке может понадобиться согнуть профильную трубу. Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Содержание
- Назначение
- Конструкция
- Изготовление трубогиба своими руками: 3 популярных способа
- Самодельный трубогиб: видео
- Трубогиб своими руками: фото
Назначение
Трубогиб имеет очень широкий спектр применения. Кованые конструкции, ограждения, решетки, мебель на приусадебном участке – все можно без труда сделать при помощи этого несложного устройства. Он не сплющивает и не заламывает материал. А для монтажных работ, связанных с водоснабжением, отоплением или газификацией, трубогиб – настоящая находка. Он бывает с электроприводом и ручного типа. Стоит отметить, что последнего варианта вполне достаточно для выполнения задач бытового назначения.
Конструкция
В настоящее время не составляет особого труда приобрести трубогиб в специализированных строительных магазинах. Производители позаботились об этом. Существует несколько разновидностей трубогибов в зависимости от их назначения.
Трубогиб ручной гидравлическийЕсли вы планируете работать с профилями небольшого диаметра, то лучше выбрать устройство с ручным приводом. Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные.
Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные.
Если в процессе работы вам потребуется точно вымерить угол и радиус будущей заготовки, то стоит обратить внимание на электромеханическое устройство. Его преимущество состоит в том, что заготовка в процессе обработки не ощущает внутреннюю деформацию.
Что касается разновидностей этого приспособления, то их классифицируют следующим образом:
- Арбалетные.
- Сегментные.
- Пружинные.
Пружинное устройство ручного типа обычно используют для работы с полимерными трубами. Изгиб осуществляется посредством сдавливания пружин. В сегментных приспособлениях – путем растягивания трубы.
Электромеханический трубогиб профильной трубыИзготовление трубогиба своими руками: 3 популярных способа
Трубогиб – полезный и нужный в хозяйстве инструмент. Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Проще всего, конечно, будет приобрести его в магазине, но стоимость его нельзя назвать дешевой. Поэтому самым простым и экономичным вариантом станет изготовление устройства своими руками. Можно выделить три основных способа изготовления трубогиба в домашних условиях.
Вариант №1. Простой способ. Вам потребуется изготовить полукруг из небольшого куска дерева.
- Из несколько прочных досок выпилить полусферу по необходимому шаблону.
Совет. Предпочтительнее выпиливать доски с уклоном к основанию.
- Получившиеся заготовки зафиксировать на устойчивой основе. Для этого вполне подойдет стена либо стол. Важно, чтобы доски были шире параметров трубы. Это делают для того, чтобы она не выскочила из шаблона.
- На другом конце полукруга крепится упор. Труба должна полностью входить по габаритам между шаблоном и деревянным упором.


Трубогиб готов к работе. Но как им пользоваться?
- Разместите трубу в центре между упорным брусом и шаблоном.
- Давите на противоположный край пока не получите желаемого угла изгиба конструкции.
Внимание! Этот вариант прекрасно подойдет для работы с такими металлами, как алюминий и сталь. Если вы работаете с трубами различного диаметра, то есть смысл изготовить несколько шаблонов.
Вариант №2. Несложный и экономичный способ.
- Приобретите в магазине обычные крючки из металла. Важно, чтобы они отличались большой прочностью.
- Зафиксируйте их на крепкой основе таким образом, чтобы расстояние между ними не превышало 50 мм.
- Должен получиться полукруг.
Принцип работы этого трубогиба схож с вышеуказанным вариантом. На конце полукруга нужно закрепить упор. Это устройство универсально, т. к. позволяет выполнять работы с материалами различных диаметров.
Вариант №3. Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Принцип его работы состоит в том, что цилиндр и ролики выполняют загиб материала. Цилиндр должен постоянно свободно двигаться. Именно благодаря ему возможно изменить угол требуемого изгиба. Чтобы сделать такой трубогиб самостоятельно вам понадобится:
- Пластины из стали толщиной от 0,5 до 1 см и длиной около 0,3 м — 2 шт.
- Уголки из стали 50 х 50 мм – 4 шт.
Также вам потребуется деревянный шаблон. Используйте доски толщиной не более 30 мм. Изготовление деревянного шаблона аналогично предыдущим вариантам.
Профильная труба в трубогибе- На основании зафиксируйте уголки, длина которых до 0,3 м.
- Сверху приварите оставшуюся пластину из стали.
- Просверлите в ней отверстие с диаметром немного больше, чем у винта, который будет устанавливаться в него.

Внимание! Предназначение винта – опора заготовки, которая будет обрабатываться.
- К той пластине, которая находится сверху, прикрепите уголки, направленные внутрь конструкции.
- Трубогиб готов. Вы сможете изменить угол изгиба практически любой профильной трубы.
Благодаря этим трем несложным вариантам изготовления трубогибов, можно значительно сэкономить деньги и время на проведении монтажных работ. Материалы и инструменты, которые понадобятся в процессе изготовления, есть у любого хозяина. Какой именно трубогиб сделать своими руками зависит от ваших возможностей и потребностей.
Самодельный трубогиб: видео
Трубогиб своими руками: фото
Основы гибки труб | PRO-TOOLS
Чтобы приступить к гибке труб в вашей мастерской, компания Pro-Tools собрала воедино эти основные термины по изготовлению металлоконструкций, чтобы сделать ваш первый опыт гибки максимально простым.
 Если вам нужна дополнительная помощь, не стесняйтесь звонить в Pro-Tools, и наша команда будет рада вам помочь.
Если вам нужна дополнительная помощь, не стесняйтесь звонить в Pro-Tools, и наша команда будет рада вам помочь.
Радиус центральной линии (CLR)
Говоря о радиусе матрицы, мы имеем в виду радиус центральной линии (CLR), полученный в результате изгиба. CLR — это расстояние от центра кривизны до осевой линии (оси) трубы. Если у вас возникли проблемы с переводом последнего предложения на английский язык, посмотрите на картинку выше. Используя изображение ниже, вы можете увидеть, как радиус изгиба оказывает значительное влияние на результирующую деталь.
При выборе штампа факторы, влияющие на выбранный вами CLR, включают тип и сорт материала для гибки, толщину стенки, внешний диаметр, применение или дизайн конечного продукта и требуемый внешний вид. Все трубогибы и трубогибы Pro-Tools способны сгибать CLR диаметром до 7 дюймов; самый плотный CLR, который вы можете сгибать, составляет 2 дюйма (в зависимости от вашего материала) с использованием трубогибов Pro-Tools 105 Standard Duty или Heavy Duty.
Достигнутый радиус центральной линии (достигнутый CLR):
Это значение представляет собой радиус, который вы получаете при гибке штампом. На штампах Pro-Tools есть надпись CLR. Материал пружинит или растягивается после того, как его согнули; подумайте о том, чтобы намотать проволоку на карандаш — отпустите проволоку, и она упадет с карандаша. Из-за этого растяжения вы обнаружите, что CLR изогнутого куска материала немного больше, чем CLR, указанный на штампе.
Калиброванный радиус центральной линии (калиброванный CLR):
При использовании программного обеспечения Bend-Tech это значение используется для указания степени растяжения и сжатия при каждом изгибе. Это значение получают с помощью калибровочного теста путем сгибания тестового образца материала и измерения полученных ножек. Затем программное обеспечение использует данные растяжения/сжатия для правильного расчета количества материала в каждом изгибе, а также для правильного расположения изгиба.
Внешний диаметр (OD):
Внешний диаметр (OD) – это расстояние по крайним внешним размерам трубы или трубы. Вы можете купить на веб-сайте Pro-Tools гибочные станки и штампы, которые гнут наружный диаметр до 2-1/2 дюйма. звоните по телефону +1 (813) 986-9000.
Внутренний диаметр (ID):
Внутренний диаметр (ID) — это наибольшее расстояние по внутренним размерам трубы или трубы.
Толщина стенки:
 В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.
В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.Степень изгиба (DOB):
Это относится строго к количеству градусов, необходимых для конкретного изгиба.
Пружинирование:
Причиной пружинения является неравномерное растяжение материала при изгибе. Материал центральной линии пытается вернуться к своей первоначальной форме, но его сдерживает неуступчивый материал с обеих сторон. Эффект заметен, когда материал вынимается из гибочного станка.
Упругость необходимо компенсировать путем добавления коэффициента упругости (количество градусов, на которое материал пружинит) к желаемой степени изгиба. Вы можете легко определить коэффициент упругости, выполнив пробные изгибы. Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одинаковым внешним диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одинаковым внешним диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Пример:
Если вы хотите согнуть кусок трубы до 90 градусов, и вы определили в своих тестовых изгибах, что материал будет пружинить на 7 градусов, вы должны согнуть трубку на 7 градусов после 90 (97 градусов), чтобы получить желаемый изгиб на 90 градусов, когда вы снимаете трубку с трубогиба.
Труба и труба:
Когда речь идет о трубе и трубе, вам действительно нужно знать одну вещь: трубка 1-1/2 дюйма — это не то же самое, что труба NPS 1-1/2. Для труб диаметром 1-1/2 дюйма фактический наружный диаметр (НД) составляет 1500 дюймов. Для трубы NPS 1-1/2 фактический наружный диаметр (НД) составляет 1,9.00”. Это относится ко всем размерам труб менее NPS 14. Это означает, что если у вас есть трубка 1-1/2 дюйма и труба NPS 1-1/2, вам потребуется отдельная головка для каждого размера. Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Таблица 40 Размеры труб | |||
| Номинальный размер трубы (NPS) | Внешний диаметр | Внутренний диаметр | Номинальная толщина стенки |
| 1/8 | 0,405 дюйма | 0,269 дюйма | 0,068 дюйма |
| 1/4 | 0,540 дюйма | 0,364 дюйма | 0,088” |
| 3/8 | 0,675 дюйма | 0,493 дюйма | 0,091 дюйма |
| 1/2 | 0,840 дюйма | 0,622 дюйма | 0,109 дюйма |
| 3/4 | 1,050 дюйма | 0,824 дюйма | 0,113 дюйма |
| 1 | 1,315 дюйма | 1,049” | 0,133 дюйма |
| 1-1/4 | 1,660 дюйма | 1,380 дюйма | 0,140” |
| 1-1/2 | 1900” | 1,610 дюйма | 0,145 дюйма |
| 2 | 2,375 дюйма | 2,067” | 0,154 дюйма |
| 2-1/2 | 2,875 дюйма | 2,469 дюйма | 0,203 дюйма |
| 3 | 3. 500” 500” | 3,068” | 0,216 дюйма |
| 3-1/2 | 4000” | 3,548 дюйма | 0,226 дюйма |
| 4 | 4.500” | 4,026 дюйма | 0,237 дюйма |
| 5 | 5,563 дюйма | 5,047” | 0,258 дюйма |
| 6 | 6,625 дюйма | 6,065” | 0,280 дюйма |
| 8 | 8,625 дюйма | 7,981 дюйма | 0,322 дюйма |
| 10 | 10,750 дюйма | 10,020” | 0,365 дюйма |
| 12 | 12,750 дюйма | 11,938” | 0,406 дюйма |
| 14 | 14 000 дюймов | 13,125 дюйма | 0,437 дюйма |
Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб. Размер трубы указывается двумя безразмерными числами: a номинальный размер трубы (NPS) для диаметра, основанного на дюймах и спецификации (Sched. или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
Труба иногда используется в конструкциях, таких как поручни, но ее предполагаемое использование заключается в транспортировке веществ, которые могут течь (т.
(1) При центробежном литье постоянная литейная форма непрерывно вращается вокруг своей оси с высокой скоростью по мере заливки расплавленного металла. Расплавленный металл центробежно отбрасывается к внутренней стенке формы, где он затвердевает после охлаждения. (2) сварная труба изготавливается как труба ВПВ и (3) бесшовная труба изготавливается как бесшовная труба.
примеров лучших самоделок
Желание обустроить загородный дом и участок диктует потребность в максимуме инструментов. При проведении водопровода, строительстве теплицы, монтаже арочных конструкций не обойтись без хорошего трубогиба. Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно.
Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно.
Мы расскажем, как сделать трубогиб своими руками. В представленной нами статье подробно описаны проверенные на практике конструкции, даны пошаговые инструкции по сборке. Основываясь на наших советах, вы сможете собрать отличный инструмент для собственной фермы.
Содержание статьи:
- Виды трубогибов на рынке
- Необходимый монтажный инструмент
- Как сделать трубогиб-улитку?
- Необходимые материалы и инструменты
- Процесс сборки улиткового гибочного станка
- Создание ручной роликовой модели
- Необходимых материалов и инструментов
- Процесс производства труб
- Автомобильный концентратор. трубогибы на рынке
Трубогибы — механические или гидравлические конструкции, помогающие сгибать металлические трубы, уголки, стержни, профнастил без нарушения внутренней структуры изделия.
Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.По принципу работы можно выделить трубогибы следующих типов:
- Механические с непосредственным ручным усилием. Используется при работе с трубами малых диаметров, на деформацию которых достаточно силы одного человека.
- С гидравлическим приводом. В основном такие орудия изготавливаются по арбалетному типу, и они рассчитаны на формирование местного изгиба.
- С храповым механизмом. Трубогибы этого типа используют ручное усилие, но позволяют фиксировать достигнутый уровень деформации после каждого нажатия на рукоятку инструмента.
- Электрические станки. Электродвигатель значительно облегчает процесс деформации труб, но и значительно удорожает инструмент.
Особенности работы с некоторыми типами рассмотрены ниже:
Фотогалерея
Фото
Трубогиб ручной механический для труб малого диаметра
Конструктивно гибочные станки можно разделить на 2 типа:
- Радиус
- Арбалет.
В первом случае труба огибается вокруг отрезка шаблона заданного диаметра, а во втором случае выдавливается башмаком между двумя опорными стойками.
Радиусные трубогибы являются очень точными инструментами, поэтому широко используются в промышленности. Имеют сменные сегменты для различных углов изгиба.
При самостоятельном изготовлении трубогиба мастера обычно опираются на существующие модели инструмента, доказавшие свою простоту и эффективность. При сборке трубогиба в домашних условиях большое влияние на его конструкцию оказывают подручные материалы, из которых будет изготовлен инструмент.
Наличие трубогиба среди инструментов домашнего мастера позволит вам изготовить в собственном доме много полезных конструкций и садовых предметов:
Галерея изображений
Фото
Скамейка, изготовленная с помощью трубогиба
Гнутая садовая мебель из труб
Беседка с овальной крышей
Теплица из металлических арок
Необходимый монтажный инструмент
Сделать хороший трубогиб с помощью молотка, отвертки и шурупов не получится.
Как минимум, при изготовлении данного инструмента вам потребуется:
- сварочный аппарат;
- болгарский;
- токарный станок;
- дрель.
Но основной частью сборки трубогиба остается точный чертеж, без которого не стоит даже начинать сборочные работы. При изготовлении трубогиба не обойтись без общехозяйственных инструментов.
Естественно токарный станок и сварочный аппарат покупать не обязательно. Для подрезки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в мастерскую, занимающуюся изготовлением кованых изделий. За небольшую плату вам быстро помогут сделать все необходимое.
Как сделать улитку-трубогиб?
Самодельный улитковый гибочный станок может показаться сложным. На самом деле это устройство собрать не сложнее, чем роликогиб. Процесс отличается только используемыми деталями и временем сборки.
Кохлеогиб позволяет сгибать профиль сразу по всей длине, а не только в одном месте.
За это свойство он снискал популярность среди монтажников.Необходимые материалы и инструменты
Так как описываемый вальцовый станок не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, предлагаемые материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба Вам потребуется:
- Швеллер — 1 метр.
- Листовое железо.
- Три вала.
- Две звезды.
- Металлическая цепь.
- Шесть подшипников.
- Труба металлическая 0,5 дюйма для изготовления хомутов — 2 метра.
- Втулка с внутренней резьбой.
- Зажимной винт.
Особое внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звезды можно взять от старых велосипедов, но они должны быть точно такими же по размеру.
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, т.
к. на них будут действовать высокие нагрузки в процессе эксплуатацииПеред выбором и покупкой всех материалов необходимо нарисовать чертеж со схематическим изображением всех конструктивных элементы, чтобы не приобретать их в процессе изготовления трубогиба.
Процесс сборки улиткового гибочного станка
Сборка любого оборудования начинается с составления чертежа-схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы на фото-инструкции:
- Сварить основу инструмента из двух параллельных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Наденьте подшипники на валы и приварите две такие конструкции к основанию. Целесообразно ограничивать валы металлическими планками или размещать их во внутренней полости каналов.
- Очистите звездочки и приварите их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие зажимного механизма.
- Наденьте подшипники на прижимной вал и соберите конструкцию пресса с боковыми упорами из планок или швеллеров.
- Сделайте основу для втулки и приварите ее к пластине. Закрутить зажимной винт.
- Приварить к верхней кромке прижимного винта и к приводному валу затвора из труб.
- Смажьте подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото
Вместо швеллеров можно приварить трубогиб к существующей металлической раме
На вал действует сильное сдвиговое усилие, поэтому внешний шов должен быть прочным
В случае обрыва цепи можно сделать слегка ослабленным и поставить на уже приваренные звездочки
Направляющие должны быть строго параллельны, иначе пресс будет постоянно заедать
В качестве направляющих прижимного ролика можно использовать отрезки оставшегося швеллера
Втулка и винт должны иметь широкую и глубокую резьбу, чтобы она не сорвалась уже после нескольких нажатий
На длине рукоятки рычага лучше не экономить: чем она длиннее, тем больший крутящий момент можно разработан
Основание трубогиба должно быть прочно прикручено к опоре, иначе инструмент будет шататься и опрокидываться
Сварка двух швеллеров между собой
Приварка вала к основанию трубогиба
Надевание цепи на звездочки
Приварка вертикальной направляющей
Сборка напорного вала из швеллера
Приварка резьбовой втулки к плите
Винтовые и приводные роликовые затворы
Трубогиб в работе
После и его испытаний можно покрасить конструкцию с антикоррозийной краской для лучшей сохранности сварных швов.
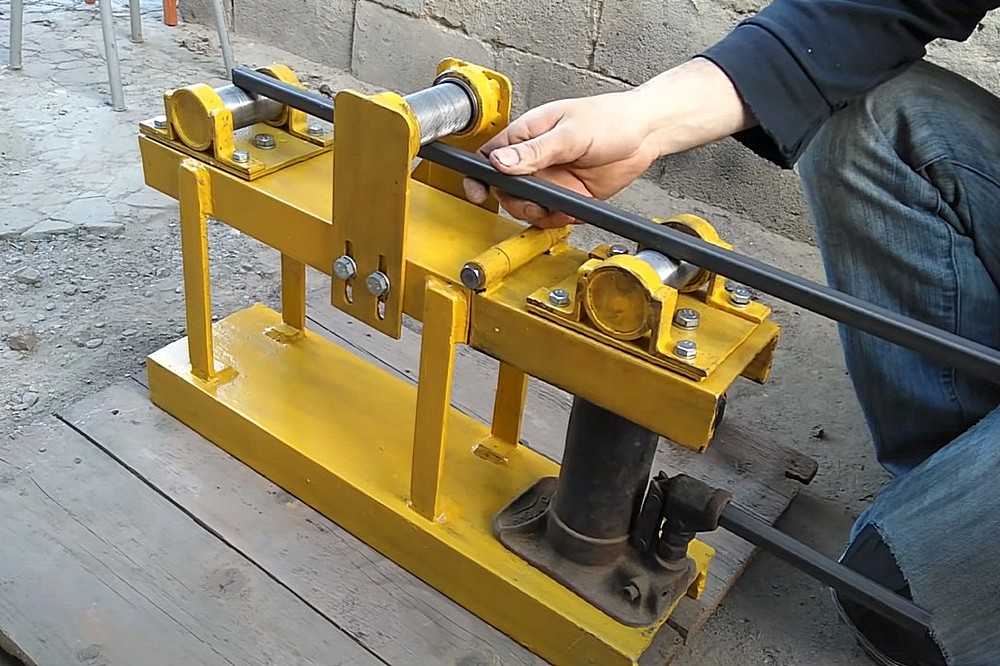
Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.Изготовление модели ручного ролика
Изготовление ручного трубогиба своими руками производится из тех же стальных деталей без применения специальных механических приспособлений. Это приспособление предназначено для локального изгиба трубы. Для деформации профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее рассмотрим процесс изготовления двухвалкового трубогиба, крепящегося к опорной раме. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация трубы — процесс трудоемкий, для которого нужны хорошие и прочные материалы, иначе вместо профиля можно гнуть сам рабочий инструмент.
Для изготовления механического ручного радиально-гибочного трубогиба вам потребуется:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), прошедшие предварительную обточку. Диаметр большего 100 мм, меньшего 60 мм. Оба имеют толщину 35 мм и внешний радиус 0,5 дюйма.
- Труба стальная диаметром не менее 1,5 дюйма с толстой стенкой (не менее 3 мм). Он будет служить рычагом, поэтому его минимальная длина составляет 1,5 метра.
- Четыре стальные полосы размером 15 х 6 см и толщиной 4-5 мм для крепления основания трубогиба в тисках, трубодержателей и изготовления рукояток. Также вам понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальной лист 300 x 300 мм и минимальной толщиной 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, напильники, наждачная бумага, линейка и т.д. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключая из них углубление вокруг окружности можно получить универсальный инструмент для гибки металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Подготовить чертеж с расположением основных элементов.
- Проверить соответствие отверстий в роликах диаметру болтов.
- Просверлите два отверстия диаметром 0,5 и 0,75 дюйма в двух металлических полосах. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обоих роликов).
- Проделайте в центральной раме отверстие диаметром 0,75 дюйма. Вставьте в него соответствующий болт, не высовывая его сзади. Приварите болт к металлической пластине.
- Возьмите просверленные металлические пластины размером 15х6 см, болт 0,5 дюйма, ролик поменьше, полосу стали 35 х 60 мм и сварите из них конструкцию в виде буквы «П», предварительно вставив болт с ролик в соответствующие отверстия.
- Приварите концы болта к металлическим полосам. У вас должен получиться своеобразный рожок с отверстием большего диаметра ближе к открытому краю.
- К основанию получившегося рога нужно приварить ручку-трубу.
- Приварите опорную пластину для трубы к металлической раме. Расстояние от линии стержня до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварите полосу 15 x 6 см под станиной для фиксации в тисках.
- Вставьте в рожок большой ролик, прикрепите конструкцию к центральному болту и сверху накрутите гайку.
- Зажать трубогиб в тиски и провести первые испытания.
Важные нюансы изготовления:
Фотогалерея
Фото
Перед работой смазать внутренний канал малого валика машинным маслом или литолом
Для усиления крепления центрального болта его можно вкрутить в нить предварительно нарезанная в отверстии
Если вы забудете установить ролик в рупор и приварить болт, придется переделывать всю конструкцию
Опорный брус необходимо усилить 2-3 уголками, так как он испытывает сильные нагрузки в горизонтальной плоскости
Стопорная планка должна быть приварена по всей длине, так как на нее действуют большие радиальные нагрузки
При креплении конструкции на центральный винт между роликами необходимо поставить дюймовую трубу для оценки правильности сборки
Труба должна прочно удерживаться между роликами.
Его исходное положение должно быть параллельно нижнему стопорному стержнюОкраска трубогиба вряд ли будет долговечной, но замедлит коррозию металлических элементов
Материалы для ручного трубогиба
Центровой болт с резьбой и приваркой
Приварка болта к П-образной конструкции
Формирование опорной плиты на основе
Крепежная планка приваривается снизу к основанию
Вдавливание кулачка на центральный шнек
Вид сбоку на вальцовый станок
Окрашенный готовый вальцовый станок
Слабым местом во всей получившейся конструкции являются сварные швы, поэтому в процессе изготовления трубы им уделяется особое внимание Бендер.
Автомобильный ступичный трубогиб
Еще один уникальный трубогиб от народных умельцев — инструмент, собранный из металлического профиля и автомобильных ступиц. Его конструкция массивна и проста, что позволяет не беспокоиться о поломках в процессе эксплуатации.
Процесс изготовления такого трубогиба следующий.
Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.Между ступицами имеется направляющий неподвижный швеллер, который можно сварить из двух уголков. Швеллер меньшего размера расположен внутри направляющей конструкции, к одному краю швеллера приварена третья ступица с осью вращения, а ко второму — гайка или резьбовая втулка для нажимного болта.
По краям направляющего швеллера приваривают планки или уголки для ограничения вертикальных перемещений подвижной части конструкции. Край основного паза закрыт листом металла с отверстием для прижимного винта. С другой стороны пластины к винту приварена ручка ворот.
В результате получается вальцовый гибочный станок с местным усилием зажима. Если к верхней части подвижной втулки прикрутить ручку для вращения, то с помощью такого инструмента появляется возможность согнуть профиль по всей длине.
Фотогалерея
Фото
Широкий обод автомобильных ступиц может мешать сборке трубогиба, поэтому его лучше сразу срезать болгаркой
Направляющий швеллер также можно сварить из листового металла , но предпочтительнее одноканальный канал
Для предотвращения бокового смещения внутреннего канала к его сторонам можно приварить дополнительные куски листового металла
Втулка прижимного винта должна быть хорошо смазана машинным маслом
Вместо обычных металлических пластин в качестве ограничителей можно использовать уголки: они дополнительно уменьшат колебания внутреннего канала в желобе
Прижимной винт не должен упираться в подвижные элементы ступицы
Ограничительная втулка должна быть приварен к винту, чтобы ограничить его движение наружу.
Благодаря высокому качеству ступичных подшипников ручку прижимного вала можно сделать с одной стороны, главное, чтобы она не сломалась
Автомобильный концентратор, сваренный к слою
Угловой направляющий канал
Внутренний подвижный канал с ограниченными ограничениями
Стул для зажима
Верхний граничный углы
Внешний вид заживления
. Рассматриваемый трубогиб является мощным и универсальным инструментом, который можно собрать с минимумом затрат, ведь старые ступицы в автосервисах можно сдать по цене металлолома.
Изготовление трубогиба
Трубогиб — самый простой инструмент для деформации металлического профиля и труб, который вы можете изготовить самостоятельно.
Для его изготовления потребуются такие изделия:
- домкрат автомобильный;
- два швеллера шириной 100 мм и длиной 60 см;
- четыре уголка со сторонами 50 мм и длиной 40 см;
- основание кровати;
- два валика в форме песочных часов со сквозными центральными отверстиями;
- 2 болта для крепления роликов;
- Насадка полукруглая для домкрата с внутренней выемкой.
Если заготовка сырья и процесс сборки кажутся вам излишне трудоемкими, то лучше приобрести готовые. С правилами подбора снаряжения ознакомит наша рекомендуемая статья.
Чтобы сделать домкрат, вам потребуется:
- Приварите четыре угла в вертикальном положении к станине.
- В каналах от центра к краю просверлите отверстия под болты, которые будут удерживать ролики с обеих сторон.
- На каждые два угла поставить швеллер с ребром и приварить его. Оба швеллера должны быть обращены основаниями друг к другу, а расстояние между ними должно быть равно длине роликов.
- Вставьте ролики между каналами в симметричных местах и закрепите их болтами.
- Установите полукруглую насадку на домкратный винт и поместите гидравлический инструмент в центр станины между каналами.
После сборки конструкции можно положить трубу на дно роликов и прижать ее по центру полукруглой насадкой с помощью домкрата.
Галерея изображений
Фото
Детали ржавого домкрата
Установка роликов между швеллерами
Установка насадки домкрата
Как работает домкрат?
Недостатком этого приспособления является его статичность, т.
к. прокрутить всю длину профиля через трубогиб не получится.К преимуществам домкрата-гибочного станка можно отнести невысокую стоимость, простоту конструкции и отсутствие необходимости тяжелого физического труда.
Желающие сделать станок для работы с профильными трубами найдут много полезной информации, с содержанием которой советуем ознакомиться.
Выводы и полезное видео по теме
Представленные видео материалы помогут ознакомиться с приведенными выше рекомендациями по изготовлению самодельных трубогибов в динамике, а также познакомят с дополнительными вариантами сборки этих инструментов из подручных материалов.
Видео №1. Роликовый домкрат:
Видео №2. Изготовление трубогиба:
Видео №3. Сборка ступичного трубогиба:
Видео №4.
 Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.
Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.
 За это свойство он снискал популярность среди монтажников.
За это свойство он снискал популярность среди монтажников.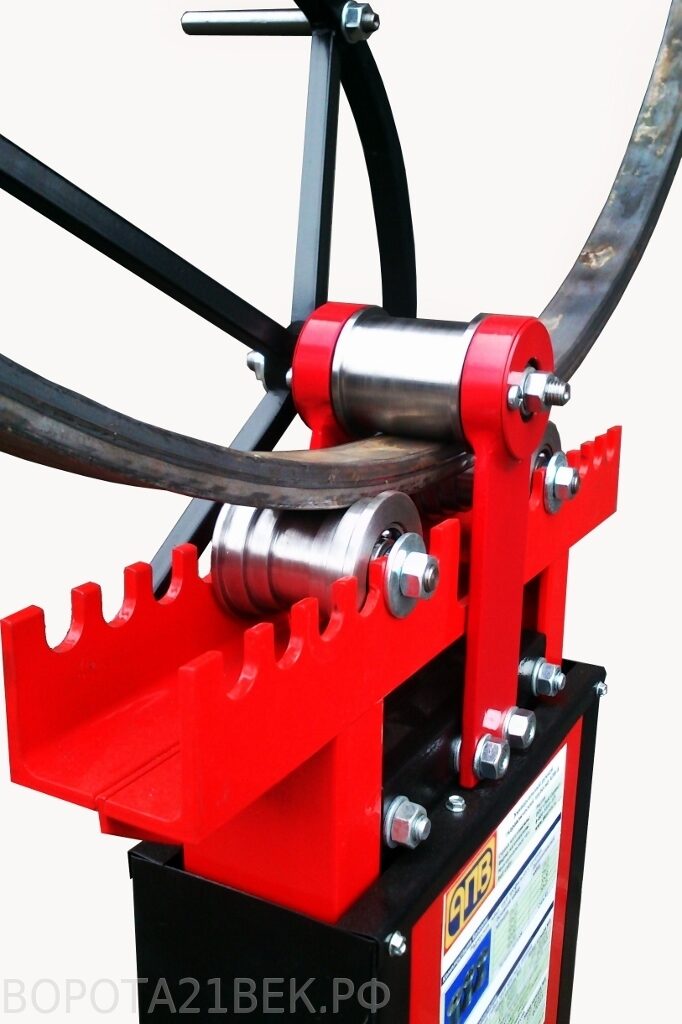 к. на них будут действовать высокие нагрузки в процессе эксплуатации
к. на них будут действовать высокие нагрузки в процессе эксплуатации
 Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.


 Его исходное положение должно быть параллельно нижнему стопорному стержню
Его исходное положение должно быть параллельно нижнему стопорному стержню Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
 к. прокрутить всю длину профиля через трубогиб не получится.
к. прокрутить всю длину профиля через трубогиб не получится.