
своими руками гибка, схема устройства и ремонт
- 1 Как сделать трубогиб?
- 2 Как устроен трубогиб?
- 3 Выбираем трубогиб
Трубогибы применяются для того, чтобы можно было согнуть трубу под углом в 90 градусов. Они способны помочь согнуть любую трубу: водопроводную, газовую, котельную и другие, размером до 2 дюймов, что зависит от их модификации.
В том случае, если вам нужно гнуть трубы небольшого диаметра и небольшое количество, то есть смысл сделать трубогиб профильной трубы своими руками.
Как сделать трубогиб?
Своими руками можно сделать простой трубогиб, который подойдет для домашнего использования. Для промышленности лучше все-таки приобрести специальный трубогиб, который намного сильнее и обхватывает более широкую площадь воздействия, чем ручные.
Трубогиб для изгиба профильных труб
Правда, стоят они приличных денег, поэтому если нужно согнуть одну трубу, то, несомненно, гибка труб своими руками, окажется более выгодной.
Совет! Какой конструкции будет трубогиб, зависит от того, какой диаметр имеет труба. Если диаметр трубы не превышает 20-ти мм, то согнуть ее можно при помощи бетонной плиты с отверстиями в ней. В отверстия плиты нужно поместить штыри из стали. Трубу следует пропускать между штырями и гнуть ее в нужную сторону и на нужный угол.
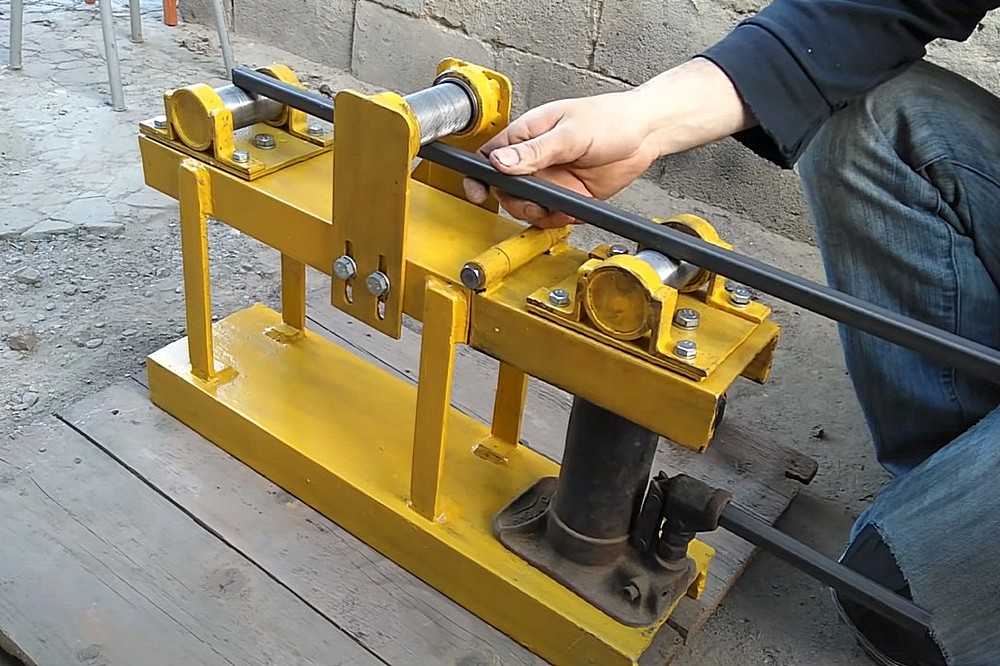
Конструкция самодельного прокатного трубогиба
В том случае, если толщина трубы больше25 мм, то нужно будет сделать конструкцию посложнее. На основание нужно прикрепить два ролика, которые имеют круглое сечение боковой грани. Радиус, который будет иметь боковая грань, должен быть того же диаметра, что и труба, которую нужно согнуть.
После этого поместите трубу между роликами и закрепите какой-нибудь ее конец. Не зафиксированный конец прикрепите к лебедке и включите ее. Постепенно труба согнется на нужный угол.
Совет! Если вы хотите, чтобы изгиб был плавным, то можно воспользоваться горячим методом.
Просто засыпьте в трубу кварцевый песок и заткните при помощи деревянных плашек. Просверлите у основания трубы несколько отверстий, чтобы через них могли выходить газы. Пометьте при помощи мела участок, на котором будете проводить нагревание и нагрейте его до необходимой температуры. После того, как труба прогреется, ее нужно загнуть так же, как описано в варианте с бетонной плитой.

Как видите, гибка профильной трубы своими руками возможна вот такими не хитрыми способами, что поможет сэкономить на трубогибе.
Используются трубогибы в стройке, в газовых, котельных станциях, в промышленности, отопительных и водопроводных системах и в замене водопроводных труб в квартире своими руками. Они могут применяться и для рихтовки труб.
У трубогибов много плюсов, например, они имеют небольшой вес, чем намного удобнее трубогибочных станков стационарного типа, также у них небольшие размеры и ими легко пользоваться.
Существуют переносные ручные гидравлические трубогибы, которые хорошо подходят для разводки труб водоснабжения своими руками, газопровода и систем отопления, в общем, их хорошо использовать там, где нужно очень много двигаться и переносить инструменты.
Гидравлические трубогибы имеют гидронасос моноблочного исполнения с автоматическим поршнем, имеющим обратный ход, мощность которого от 5-ти до 20-ти тонн.
Ремонт трубогибов такого типа не проводится, так как им не нужно никакое техническое обслуживание.
Как устроен трубогиб?
SWG-2 Трубогиб гидравлический
Если рассматривать трубогиб, то он состоит из гидроцилиндра, верхней и нижней планки и двух трубных упора. Основной частью трубогиба является гидроцилиндр, который выполняет силовую функцию.
Далее схема трубогиба имеет нагнетательное устройство, размещенное на задней части корпуса, также там имеется рукоятка и винт перепускного клапана.
На верхней части гидроцилиндра есть пробка для того, чтобы в него можно было заливать масло и проверять его уровень. Планка трубогиба, расположенная снизу, наворачивается на резьбовую часть, расположенную на передней части корпуса, а затем прижимается при помощи фиксирующей гайки, в то же время планка, расположенная сверху, прикрепляется замком и двумя винтами.
Гибочное усилие трубогиба обеспечивается выдвижным штоком. Шток назад возвращается под воздействием пружины, которая установлена в гидроцилиндре.
Нижняя и верхняя планки трубогиба сделаны как сварная конструкция, на поперечных пластинах которой есть отверстия, в которые устанавливается упоры. Снизу на трубогибе есть резьбовые отверстия, в которых установлены установочные болты, которые можно регулировать по высоте.
Упор трубогиба представлен в виде цапфы, на концах которой упоры помещаются в отверстия, расположенные на планках. В середине на упоре расположен ручей, на который опирается изгибаемая труба.
Сегменты, обеспечивающие сгибание, сделаны из стального точного литья.
Технические характеристики:
Изделие | Усилие | Ход штока | Размеры | Гибочные шаблоны | Толщина труб | Вес |
| SWG-2 | 16 | 250 | 1/2-2” | 1/2” 3/4” 1” 1 1/4” 11/2”2” | 2. 75-4.5 75-4.5 | 60 |
| SWG-3 | 18 | 320 | 1/2-3” | (1/2 — 2)” 21/2”3” | 2.75-4.5 | 125 |
Выбираем трубогиб
MTB31-40 Трубогиб ручной роликовый, профилегиб
Вашему вниманию! При выборе трубогиба нужно особое внимание уделить на диаметр трубы, которую нужно согнуть, условия эксплуатации, толщину стенки трубы, угол сгибания заготовки, а также на то из чего сделан сгибаемый профиль.
В том случае, если нужно провести бесфитинговый монтаж трубы, имеющей небольшой диаметр и сделанной из меди и тонкой стали, то лучше всего воспользоваться ручным трубогибом, при помощи которого можно согнуть трубу на 180 градусов.
Для того, чтобы сгибать арматуру в довольно короткие сроки, лучше всего приобрести переносной электрический трубогиб, который можно установить заранее на нужный уровень и не нужно отключать, так как он сделает это сам, когда достигнет заданного угла.
Такие модели хорошо использовать на небольшом производстве. Существуют еще и мобильные гидравлические трубогибы, без которых не обойдется ни одна замена труб в квартире. Они помогут провести сгибание трубы там, где нужно ее проложить.
При этом все трубогибы делятся на ручные и электрические, что зависит от диаметра труб и объема работ.
Совет! Если вы все-таки приобрели специальный трубогиб, то помните, что для его хорошей работы нужно вовремя доливать масло, чтобы в гидросистему не попал воздух. Также следует следить за тем, чтобы на шток не попала грязь, песок, ржавчина или другие частицы. Не следует заливать отработанное масло, и следите за его уровнем в системе.
При хранении не переворачивайте гидроцилиндр. Перед тем, как приступить к работе, смазывайте трущиеся поверхности. Устанавливайте упоры симметрично оси гидроцилиндра, в противном случае может произойти повреждение штока.
как сделать для профильной трубы своими руками, самодельный профилегиб, а также гибка изделий без станка
Домой Инструменты и оборудование Как сделать трубогиб для профильной трубы своими руками? Особенности гибки вручную и. ..
..
Содержание
- 1 Предназначение приспособления
- 2 Необходимые элементы конструкции
- 3 Конструктивные разновидности устройств
- 3.1 Приспособления с прижимным роликом
- 3.2 Устройства намоточного типа
- 3.3 Приспособления арболетного типа
- 4 Как сделать своими руками?
- 4.1 Как облегчить процесс?
- 5 Особенности гибки профильных труб
- 6 Возможности изгибания без станка
- 7 Полезные видео
Это приспособление можно приобрести в готовом виде, но можно сделать и своими руками, избегая ненужных затрат (смотрите другие инструменты для строительства и ремонта).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т. д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
[stextbox id=’warning’]Еще по теме: Как быстро и правильно возвести каркас из профильной трубы[/stextbox]
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.

- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).

[stextbox id=’info’ defcaption=»true»]Изгиб ограничивается минимально допустимым диаметром.[/stextbox]
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба основана на одинаковом принципе — фиксация трубы в месте наибольшего напряжения и гнутие по определенному диаметру с допустимым усилием. Однако реализация его может осуществляться разными конструктивными решениями. Выделяются такие основные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством. Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
 Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.Особенности гибки профильных труб
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
- Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
- Минимальный диаметр изгиба определяется по высоте профиля (h). Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
- Особое внимание сварному шву. Он должен располагаться только сбоку.
 Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.

Полезные видео
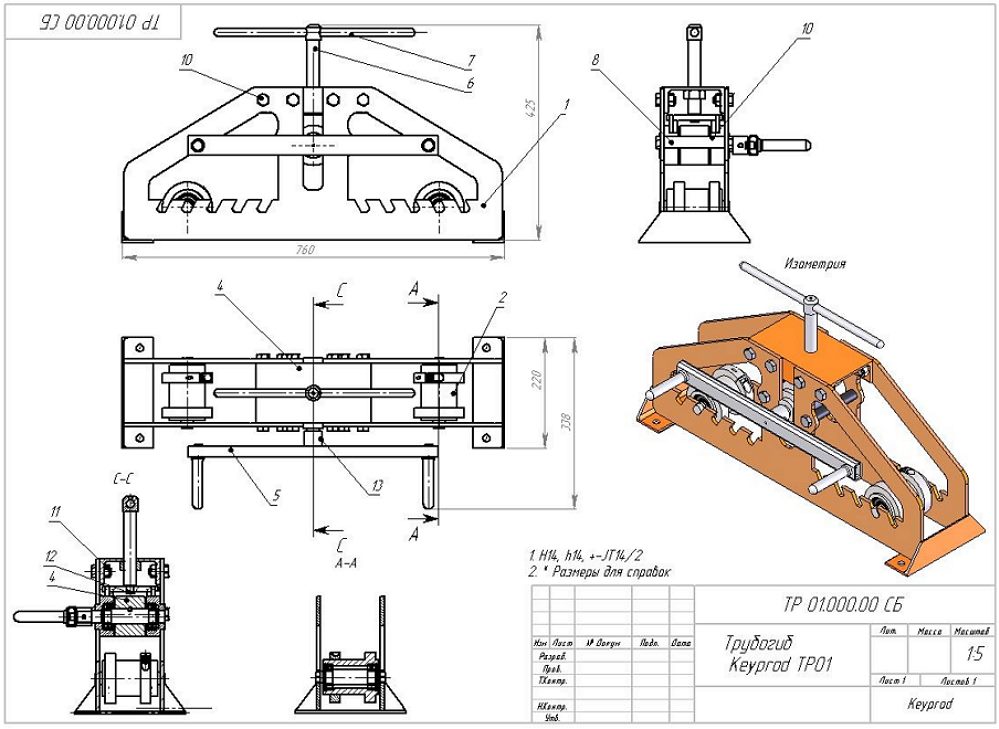
Размеры и чертежи самодельного трубогиба для профильной трубы:
[yvideo number=»eoWdXK1XdCI»]
Как сделать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, за исключением одной детали — протяжного вала, видео будет интересно тем, кто обустраивает домашнюю мастерскую, либо хочет сэкономить во время строительных работ:
[yvideo number=»vhUNvapJ4fQ»]
Самодельный гибочный станок из подручных материалов, цель — изготовление дуг для теплицы, смотрим:
[yvideo number=»uLPqia3Asv0″]
При изгибании необходимо помнить о том, что она склонна к деформации и повреждениям при такой операции. Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
- ТЕГИ
- трубогиб
Предыдущая статьяКак выбрать хороший качественный пузырьковый уровень? Настройка и регулировка, как выставить уровень во время работы
Следующая статьяЧто такое строительный степлер? Виды и назначение, как правильно вставить скобы самому
ЭТО ПРИГОДИТСЯ
В ТОПЕ ПРОСМОТРОВ
приложений для гибки труб | Ercolina Bending Applications
Гибка труб необходима в самых разных отраслях промышленности. Трубогибочные станки Ercolina используются во всем, от автомобильной промышленности до судостроения, авиации, аэрокосмической промышленности и многих других. Автомобильная промышленность использует станки для гибки на оправке, чтобы свести к минимуму овальность, возникающую при изгибе тонкостенных труб. Наши гибочные машины также помогают устранить морщины на внутреннем радиусе изгиба.
Наши гибочные машины также помогают устранить морщины на внутреннем радиусе изгиба.
Две другие отрасли промышленности, которые в значительной степени зависят от высококачественной гибки труб, — это авиационная и аэрокосмическая отрасли. В этих отраслях изгибы должны быть точными, и здесь нет права на ошибку. Наши трубогибочные станки Ercolina помогают этим отраслям добиться чрезвычайно точных изгибов. В аэрокосмической отрасли особенно важно производить изгибы с высочайшей точностью. Наши гибочные станки идеально подходят для промышленной гибки труб, квадратных и прямоугольных профилей. Наши станки для гибки на оправке могут даже сгибать профили с радиусом центральной линии всего в 1,5 раза больше диаметра.
Просмотрите эти рекомендуемые приложения для гибки.
Пришлите нам ваши заявки на гибку труб и труб
Мы призываем наших нынешних клиентов Ercolina предоставлять нам информацию о приложениях для изготовления металлов и использовании их машин Ercolina. Если мы используем ваше приложение на нашем веб-сайте, CML USA, Inc. Ercolina отправит вам бесплатный подарок. Спасибо за Вашу поддержку. Перейдите в раздел «Свяжитесь с нами», чтобы сообщить нам о своей заявке. Помните, что все поля должны быть заполнены.
Предлагаемое оборудование Ercolina для гибки труб, труб и профилей
- Декоративные изделия из железа
- Гибка выхлопной трубы
- Гибка выхлопной трубы
- Изгиб кабелепровода
- Гибка труб на оправке
- Гибка труб без оправки
- Гибка уголка
- Гибка труб
- Гибка плоского железа
- Шасси багги изгибается
- Изгиб шасси багги Dune
- Комплект для гибки шасси автомобиля
- Изгиб ходовой части стандартного автомобиля
- Изгиб шасси для дрэг-рейсинга
- Изгиб маркизы
- Изгиб выхлопной трубы по индивидуальному заказу
- Гибка каркаса безопасности
- Гибка металлических изделий
- Изгиб трубчатого шасси
- Гибка перил
- Гибка алюминия
- Гибка из нержавеющей стали
- Гибка хромомолибденовой стали
- Изгиб уголка
- Гибка рамки знака
- Гибка камина
- U Изгиб крюка
- Гибка профиля карниза
- Металлический складной
- Гибка рамы прицепа
- Гибка мебельной трубчатой рамы
- Гибка молочных труб
- Гибка медных труб для водопровода
- Гибка морских труб
- Гибка труб для нефтепереработки
- Изгиб теплообменников
- Гибка труб в рулонах
- Изгиб гоночного шасси Performance
- Переносной изгиб для теплиц
- Изгиб крыши прицепа
- Гибка тента грузовика
- Спиральный изгиб
- Брус скрутки для декоративных штакетников
Независимо от того, в какой отрасли вы работаете или каковы ваши потребности в гибке труб, у Ercolina есть инструменты и машины для гибки труб, специально предназначенные для вашей отрасли. Свяжитесь с нами сегодня, чтобы узнать, как мы можем помочь со всеми вашими потребностями в гибке труб.
Как согнуть нержавеющую трубку | Фитинги и клапаны Superlok
Анатомия трубогибаСегодня в блоге Mako Superlok мы говорим обо всем, что вам нужно знать о ручных трубогибах и о том, как сгибать трубы. Если вы только начинаете изучать гибку труб, существует множество терминов и особенностей этих инструментов, которые могут быть трудными для понимания. Мы собираемся начать с анатомии трубогиба. Глядя на каждую часть бендера, мы поговорим о каждой части и о причине ее появления. После того, как мы разберемся с этим, мы поговорим о том, как использовать все функции в своих интересах, чтобы сделать максимально точные изгибы.
Думаешь, ты знаешь о магах все, что нужно? Нажмите здесь, чтобы перейти к гибочной части↓
Детали для гибки- Ручки
- Начнем с ручек сверху. Они позволяют оператору гибочного станка получить преимущество рычага, чтобы приложить надлежащее усилие к трубке. Изгиб труб из нержавеющей стали требует значительных усилий по сравнению с более мягкими металлами.
- Трубная защелка
- Защелка трубки плотно захватывает передний конец трубки. Фиксируя трубку на месте, она предотвращает соскальзывание трубки с выравнивания, помогая оператору выполнять точные изгибы.
- Защелка ручки
- Эту защелку можно отвести назад, чтобы переориентировать короткую ручку на 90°. Это необходимо, когда установщику необходимо согнуть трубу между 90° и 180°.
- Роликовые гребенки
- Роликовые гребенки предотвращают повреждение трубы в процессе гибки за счет прокатки вдоль трубы во время изгиба. В этой системе используются два ролика для дополнительной поддержки трубки на протяжении всего процесса.
- Центральная матрица/оправка
- Эта деталь точно соответствует размеру трубы и очень прочная. Это помогает трубе сохранять свою форму, не ломаясь и не перекручиваясь при изгибе.
- Блок тисков
- Этот массивный элемент с плоскими сторонами предназначен для зажима в тиски. Это улучшает работу трубогиба, удерживая центральную оправку во время работы трубогиба. Операторам, использующим этот метод, не нужно беспокоиться о применении силы к обеим рукояткам, что значительно упрощает процесс.
 Они позволяют оператору гибочного станка получить преимущество рычага, чтобы приложить надлежащее усилие к трубке. Изгиб труб из нержавеющей стали требует значительных усилий по сравнению с более мягкими металлами.
Они позволяют оператору гибочного станка получить преимущество рычага, чтобы приложить надлежащее усилие к трубке. Изгиб труб из нержавеющей стали требует значительных усилий по сравнению с более мягкими металлами. Это помогает трубе сохранять свою форму, не ломаясь и не перекручиваясь при изгибе.
Это помогает трубе сохранять свою форму, не ломаясь и не перекручиваясь при изгибе. Два набора маркировок находятся на передней стороне гибочного станка. Первый набор – это шкала угла изгиба. Он варьируется от 0° до 180° и показывает, на сколько градусов вы уже согнули. Вторая — это начальная шкала угла, и по этим отметкам вы выстроите точку изгиба. Однако вы, возможно, заметили, что не все эти индикаторы являются числами. Для чего нужны буквы «R» и «L»? Эти две точки обозначены таким образом из-за их взаимосвязи друг с другом. «Л» это 9точка изгиба 0°, а «R» — 60°. Однако, если вам нужно сделать изгиб в обратном направлении на 90°, вы должны выровнять отметку изгиба 90° с буквой «R».
Однако, если вам нужно сделать изгиб в обратном направлении на 90°, вы должны выровнять отметку изгиба 90° с буквой «R».
При изгибе труб буква «R» означает изгиб в обратном направлении. Используйте эту отметку, когда вам нужно сделать изгиб
под углом 90°, при этом задний конец трубки защелкивается в трубогибе вместо провода.
Итак, что если вам нужно сделать угол 15° или 30°? Поскольку не все трубогибы имеют индикаторы для этих углов, вы должны поставить свою отметку на соответствующем расстоянии между отмеченными отметками.
Измерение для изгиба трубки Прежде чем мы сможем использовать эту информацию, нам нужно снять размеры для нашей трубки. При работе с трубкой все измерения должны производиться относительно центральной линии вашей трубки. Каждый раз, когда мы начинаем прогон, мы должны измерять от центра фитинга в начале прогона и заканчивать в центре фитинга, который завершает этот прогон. Этот метод измерения называется «от центра к центру».
Этот метод измерения называется «от центра к центру».
Как только вы узнаете свои измерения, может быть целесообразно составить карту вашего пробега, чтобы вы не потеряли их из виду. Этот шаг не является строго обязательным, но он определенно помогает в сложных системах с несколькими запусками. Карта также поможет вам рассчитать, сколько трубок вам понадобится для завершения забега. Промахнуться на последнем повороте — сценарий, приводящий в бешенство. Тем не менее, вам пока не следует обрезать трубку до определенной длины. Поскольку для закругленных углов используется немного меньше труб, чем для острых углов, вам нужно будет обрезать длину после изгиба.
Ваш первый изгиб трубки Начиная с ведущего конца трубки, сделайте отметку на длине первой ноги. Затем возьмите наконечник, сдвиньте его вниз по трубке и используйте его, чтобы переместить эту метку по всей длине трубки. Это гарантирует, что вы сможете четко видеть метку независимо от ориентации трубки. Оттуда вставьте трубку в трубогиб и неплотно закройте защелку трубки, чтобы можно было отрегулировать положение трубки. Так как мы делаем 9Изгиб 0°, мы совместим отметку изгиба с буквой «L» на начальных указателях. Наконец, полностью закройте защелку трубки и надавите на короткую ручку. Прежде чем завершить сгибание, вы можете остановиться прямо перед своей целью и убедиться, что ваш сгибатель правильно откалиброван. Если вы перегнули трубку, вы всегда можете положить ее обратно в трубогиб, чтобы завершить изгиб. Однако, если вы перегнули, не следует пытаться разгибать трубку. Это может вызвать нагрузку на изогнутую область и ослабить ее целостность.
Оттуда вставьте трубку в трубогиб и неплотно закройте защелку трубки, чтобы можно было отрегулировать положение трубки. Так как мы делаем 9Изгиб 0°, мы совместим отметку изгиба с буквой «L» на начальных указателях. Наконец, полностью закройте защелку трубки и надавите на короткую ручку. Прежде чем завершить сгибание, вы можете остановиться прямо перед своей целью и убедиться, что ваш сгибатель правильно откалиброван. Если вы перегнули трубку, вы всегда можете положить ее обратно в трубогиб, чтобы завершить изгиб. Однако, если вы перегнули, не следует пытаться разгибать трубку. Это может вызвать нагрузку на изогнутую область и ослабить ее целостность.
После того, как изгиб завершен и проверен на правильный угол, пора переходить к следующему изгибу. Может быть полезно провести следующее измерение, пока трубка все еще находится в трубогибе. Плечо центральной матрицы часто находится в центре трубки, поэтому его можно использовать в качестве точки крепления. Если ваш трубогиб не имеет этой функции, обязательно измерьте его от центра последней секции трубки, чтобы получить правильную длину. После того, как вы закончите измерения, все инструкции для ваших следующих изгибов останутся прежними, за исключением одной дополнительной вещи. Выравнивание! В этой демонстрации наши два изгиба выровнены друг с другом. Чтобы добиться этого, мы можем поставить уровень на центральный штамп, а затем на предыдущий изгиб, чтобы убедиться, что они плоские. Кроме того, если вы не используете тиски для удержания трубогиба, вы можете посмотреть на ручки, чтобы проверить выравнивание. Хотя, если ваши изгибы не должны быть плоскими, вам необходимо убедиться, что ваши изгибы синхронизированы с правильными позициями относительно самих себя.
Если ваш трубогиб не имеет этой функции, обязательно измерьте его от центра последней секции трубки, чтобы получить правильную длину. После того, как вы закончите измерения, все инструкции для ваших следующих изгибов останутся прежними, за исключением одной дополнительной вещи. Выравнивание! В этой демонстрации наши два изгиба выровнены друг с другом. Чтобы добиться этого, мы можем поставить уровень на центральный штамп, а затем на предыдущий изгиб, чтобы убедиться, что они плоские. Кроме того, если вы не используете тиски для удержания трубогиба, вы можете посмотреть на ручки, чтобы проверить выравнивание. Хотя, если ваши изгибы не должны быть плоскими, вам необходимо убедиться, что ваши изгибы синхронизированы с правильными позициями относительно самих себя.
После того, как вы согнули трубку до нужной формы, пришло время отрезать ее окончательную длину. Мы рекомендуем использовать ножовку, потому что она делает чистые прямые пропилы без скашивания конца трубы. Тем не менее, важно помнить, чтобы ваш резак не царапал трубку рядом с местом разреза. Несовершенства труб любого рода могут ослабить их. Это особенно верно, когда это повреждение происходит в области, где зажимаются наконечники. Какой бы метод резки вы ни предпочли, используйте инструмент для удаления заусенцев, чтобы очистить конец трубки. Это поможет герметизировать феррулы и уменьшит турбулентность среды в линии.
Тем не менее, важно помнить, чтобы ваш резак не царапал трубку рядом с местом разреза. Несовершенства труб любого рода могут ослабить их. Это особенно верно, когда это повреждение происходит в области, где зажимаются наконечники. Какой бы метод резки вы ни предпочли, используйте инструмент для удаления заусенцев, чтобы очистить конец трубки. Это поможет герметизировать феррулы и уменьшит турбулентность среды в линии.
Наконец-то настал момент истины. Хорошая посадка — это когда вы можете вставить трубку на место, не прилагая усилий и не борясь с трубкой. Если вы правильно измеряли и проверяли углы по мере продвижения, вам не должно быть слишком сложно получить хорошую подгонку. Тем не менее, есть вероятность, что вы сидите немного туго. Это давление называется боковой нагрузкой, и оно может повлиять на целостность вашей системы, заставляя фитинги чувствовать себя затянутыми вручную задолго до того, как они должны быть. В свою очередь, это означает, что установщик начинает отсчет 1-1/4 оборота слишком рано и никогда не прижимает наконечники должным образом.