
ручной из профильной трубы, трубогибочный станок, чертежи и размеры для изготовления самодельного устройства, схема роликов, гиб
Содержание:
При работе с трубами часто возникает необходимость изменить форму трубы, проще говоря, согнуть её. Сделать это можно на специальном оборудовании, или даже купить изделие готовой формы. Но намного проще и дешевле изготовить простой трубогиб своими руками. Использование такого несложного инструмента значительно облегчит и ускорит работу.
Устройство самодельного трубогиба
Простейшая конструкция
Самый простой ручной трубогиб своими руками может сделать каждый. Для изготовления такого элементарного приспособления достаточно иметь бетонную плиту, сверло для работы с бетоном и стальные штыри (их нужно много).
Сделать самодельный ручной трубогиб можно без всяких чертежей и всего за три шага:
- На бетонной плите чертится квадратная сетка с размером сторон ячеек 4 на 4 или 5 на 5 см.

- В узлах сетка соответствующим сверлом просверливаются отверстия под металлические стержни (по возможности их нужно как можно больше углубить).
- По окончании операции в заготовку вбиваются стальные стержни.

В итоге получается самодельный трубогиб для круглой трубы, на котором можно сгибать трубы диаметром до 25 мм. Сам процесс крайне прост: труба устанавливается между штырями и загибается в нужном направлении. Радиус кривизны можно изменять, перемещая трубу по диагонали между стальными стержнями.
Достоинства трубогиба, изготовленного по такой схеме, очевидны: этот инструмент крайне легко изготовить, а детали при необходимости можно быстро заменить. Недостатки приспособления — его громоздкость и необходимость прилагать значительные усилия во время работы.
Альтернативная схема
Другой вариант, как сделать самодельный трубогиб — изготовить составную конструкцию из стальных стержней и домкрата.
Сделать такое приспособление также довольно легко:
- В перпендикулярную поверхность (к примеру, стену) вбивают параллельно друг другу металлические стержни.
- На жёстком постаменте (фундаменте) располагают домкрат так, чтобы проекция оси его штока приходилась посередине между стержнями.
Процесс сгибания трубы осуществляется следующим образом: отрезок необходимой длины размещают между штырями и домкратом, после чего, поднимая шток домкрата, добиваются необходимого искривления трубы.
Такая конструкция сложнее первого варианта, однако есть и очевидное преимущество — наличие пневматического (гидравлического) механизма, позволяющее сгибать изделия довольно большого диаметра. Изготовление трубогиба с домкратом требует наличия прочной вертикальной опоры и устойчивого расположения подъёмного механизма.
Самодельный трубогиб для профильных труб
Профильную трубу, сечение которой имеет отличающуюся от круглой форму (прямоугольную, квадратную или овальную), из-за неудобной для процесса геометрии и наличия рёбер жёсткости согнуть значительно сложнее.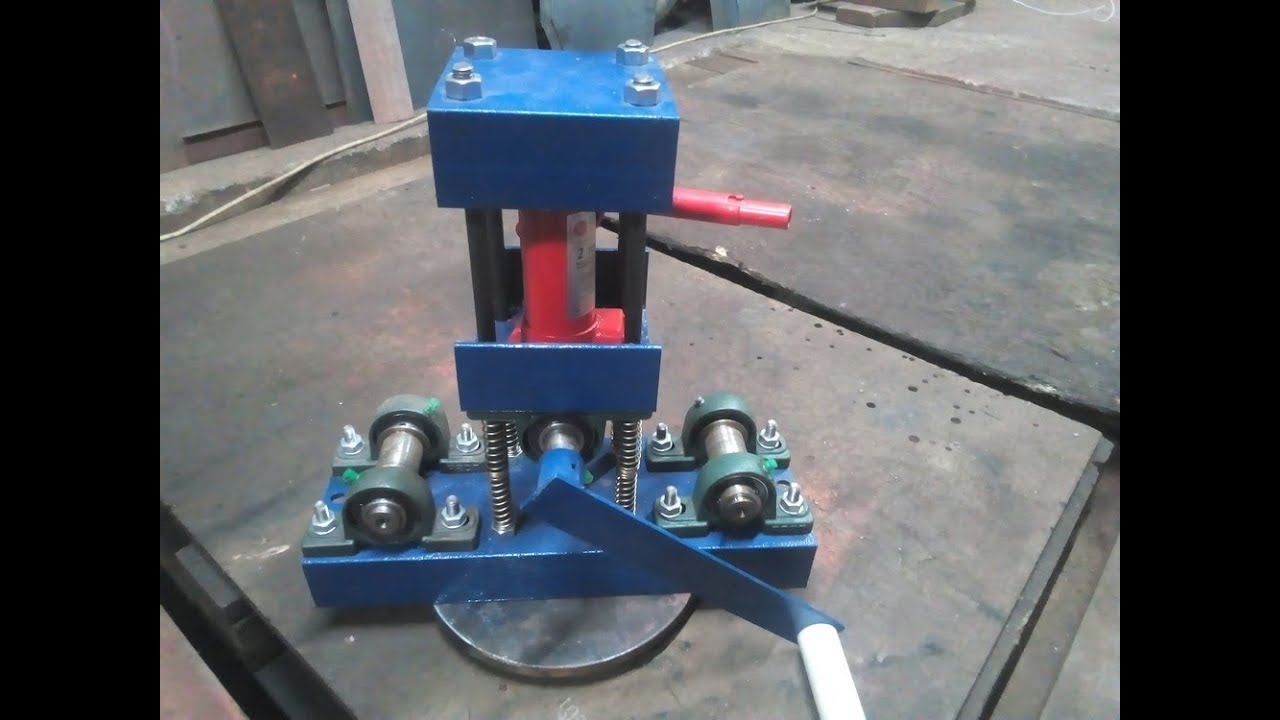
Чертежи, размеры трубогиба своими руками такого назначения могут различаться, однако, независимо от предполагаемой детализации, для изготовления трубогиба профильных изделий понадобятся сварочный аппарат, швеллер, ролики и струбцина. Читайте также: «Как сделать трубогиб в домашних условиях – типы трубогибов и способы их изготовления».
Гиб профильной трубы в таком устройстве осуществляется в процессе прокатки в пространстве с возрастающим давлением. Благодаря этой технологии сгибание происходит постепенно и равномерно, без порчи геометрии профиля. Два ролика для трубогиба своими руками зафиксированы на швеллере горизонтально, их предназначение — передвигать отрезок трубы. Деформируется изделие посредством ещё одного ролика, находящегося в нижней части струбцины. Читайте также: «Как сделать самодельный трубогиб для профильной трубы – два проверенных варианта».
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.

Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
- отрезок профильной трубы нужной длины устанавливают на подающие ролики;
- в процессе вращения рукоятки струбцины изделие прижимают к нижним роликам с помощью третьего, зафиксированного на нижнем конце шпильки;
- с помощью цепной передачи, подсоединённой к роликам, профильную трубу перемещают сквозь зону деформации. Читайте также: «Виды трубогибов для профильной трубы, схемы изготовления своими руками».

Гидравлический трубогиб с электроприводом
Этот аппарат отличается большей производительностью, чем описываемая выше конструкция, за счёт замены струбцины на гидравлический узел и цепной передачи подающих роликов на электропривод. Электрификация позволяет избавиться от утомительной ручной работы и значительно ускорить процесс.
Помимо этого, благодаря наличию гидроузла и электрифицированной подачи на таком станке можно одновременно сгибать несколько труб, сделав в верхнем ролике соответствующие пазы. Читайте также: «Разновидности трубогибов с ЧПУ, преимущества и правила использования».
Создание электрифицированного трубогибочного станка своими руками происходит в такой последовательности:
- На ровном основании монтируют подающий вал.
- На торце вала крепят шкив для ременной передачи, переходящей на ротор электрического двигателя. На втором конце устанавливают ведущую звёздочку цепной передачи.
- На необходимом расстоянии от первого вала устанавливают второй, на котором крепят ведомую звёздочку. Нужно отметить, что если вместо шарикоподшипников по бокам к основанию приварить стальные пластины в форме трапеции, можно в качестве движущего механизма использовать не валы, а обычные канатные ролики.
- Монтируют деформирующий ролик — сверху или снизу, в соответствующем отверстии. Вал ролика находится в пазах пластин или П-образной рамки. Движение ролика ограничено штоком поршня и собственно отрезком трубы.

Сгибание труб без применения трубогиба
Если планируется разовая операция или нет возможности собрать необходимую конструкцию, можно согнуть трубу круглого сечения и без использования специальных установок.
Для этого из дерева вырезают заготовку, форма которой соответствует планируемому радиусу кривизны готового изделия. Трубу в зажимах сгибают о заготовку. Возможна и замена такого шаблона на вбитые в деревянную подставку штыри или крюки, расположенные по принципу первого описанного в статье трубогиба.
Можно также предварительно разогреть заполненное песком место сгибания трубы или, если работа производится на холоде, залить водой. После разогрева песка или застывания воды трубу также сгибают вокруг шаблона соответствующей кривизны.
Ещё один способ — сделать в трубе на месте будущего внутреннего радиуса пропилы соответствующей ширины, после чего согнуть трубу (края пропилов должны совместиться) и с помощью электросварки восстановить целостность трубы. По такой технологии можно сгибать трубы любого размера и в любом направлении.
Простой трубогиб для профильной трубы своими руками
Самодельный станок трубогиб для гибки профильной трубы, подробные фото по изготовлению станка.
Конструкция данного трубогиба, достаточно проста в изготовлении, правда понадобится выточить некоторые детали, но их можно заказать у токаря. Процесс изготовления самодельного станка, подробно показан на этих фото, а в конце статьи, также имеется видео, где показан трубогиб в работе.
Для изготовления станка, использованы уголки 60 х 40 и 35 х 35, а также прочий металлолом.
Для начала автор изготавливает основание. Для этого, он берет два уголка 60 х 40 мм и сваривает их между собой. Далее от уголка размером 35 х 35 мм, отрезаем, заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.
Теперь нужно изготовить платформу для крутящего валика. На нее пошли два уголка 60 х 60 мм, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Следующий этап: изготовление опор под валики и подшипники. Из профильной трубы 20 х 40 мм вырезаются заготовки. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук.
Опоры привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля.
Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля.
Следующий шаг изготовление креплений, они необходимы для жесткого крепления станка к поверхности стола, чтобы при работе он был устойчив.
Покраска и сборка.
Самодельный трубогиб, удачно прошёл испытания, согнутая профильная труба получилась равномерной без изгибов.
В этом видео, автор показывает свой самодельный станок:
Автор самоделки: Юрий Сербин.
Простой трубогиб для домашней мастерской
В процессе изготовления различных металлоконструкций для дома и дачи часто требуется согнуть профильные трубы не под углом, а с плавным изгибом с определенным радиусом — например, это необходимо при изготовлении арочных конструкций теплиц или беседок. Чтобы не покупать для разовых работ дорогой трубогибочный станок, сделайте простое самодельное устройство.
Чтобы не покупать для разовых работ дорогой трубогибочный станок, сделайте простое самодельное устройство.
Этот самодельный трубогиб можно изготовить на скорую руку, не прибегая при этом к токарным работам. Преимущество такого мини-станка заключается в компактных размерах и простоте конструкции — сделать его под силу каждому. Данный тип трубогиба пригодится в тех случаях, когда нужно согнуть профильную трубу 20х20 мм.
Процесс изготовления самодельного трубогиба
От стальной трубы диаметром 110 мм необходимо отрезать болгаркой небольшой кусок. Затем находим центр и делаем разметку по всей окружности — для этого можно использовать обычный штангенциркуль. По намеченной линии приваривается стальной круглый пруток диаметром 8 мм.
По краям привариваются два квадратных прутка, предварительно согнутые в кольцо. Расстояние между кольцами должно быть 21 мм. Таким образом, получился валец для профильной трубы с размерами 20х20 мм, причем для этого не потребовался токарный станок, так что берите эту идею на вооружение.
С обеих сторон получившегося вальца привариваются два металлических блина толщиной 8 мм, однако предварительно по центру необходимо просверлить отверстия сверлом на 10 мм. Затем из двух уголков сваривается станина трубогиба. В ней сверлится одно сквозное отверстие для болта М12, к которому крепится рукоятка.
Оцените запись
[Голосов: 2 Средняя оценка: 4.5]Мне нравитсяНе нравитсяТрубогиб для профильной трубы по схеме своими руками
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.

Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.

Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
Здесь:
- Болты;
- Домкрат;
- Оправка.
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
 На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.
Похожие статьи:
Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.

Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
 После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.

Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
 При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.

Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
 Вместо прижимного винта в таких трубогибах нередко используется домкрат.
Вместо прижимного винта в таких трубогибах нередко используется домкрат.В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.

Оценка статьи:
Загрузка…Поделиться с друзьями:
Самодельный профилегиб без токарных работ
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Блок: 1/4 | Кол-во символов: 525
Источник: https://InfoTruby.ru/svoimi-rukami/trubogib-dlya-profilnoj-truby

- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Гибка профильной трубы с заломами. Ролик трубогиба с ребром по центру.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
 Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.Профилегиб.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
 Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Для домашнего использования подойдут ролики диаметром примерно от 20мм.- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролик трубогиба для гибки круглой трубы.
Блок: 2/6 | Кол-во символов: 3056
Источник: https://delairukami. ru/masterskaja/kak-sdelat-trubogib-profilnoi-trybu/
ru/masterskaja/kak-sdelat-trubogib-profilnoi-trybu/
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.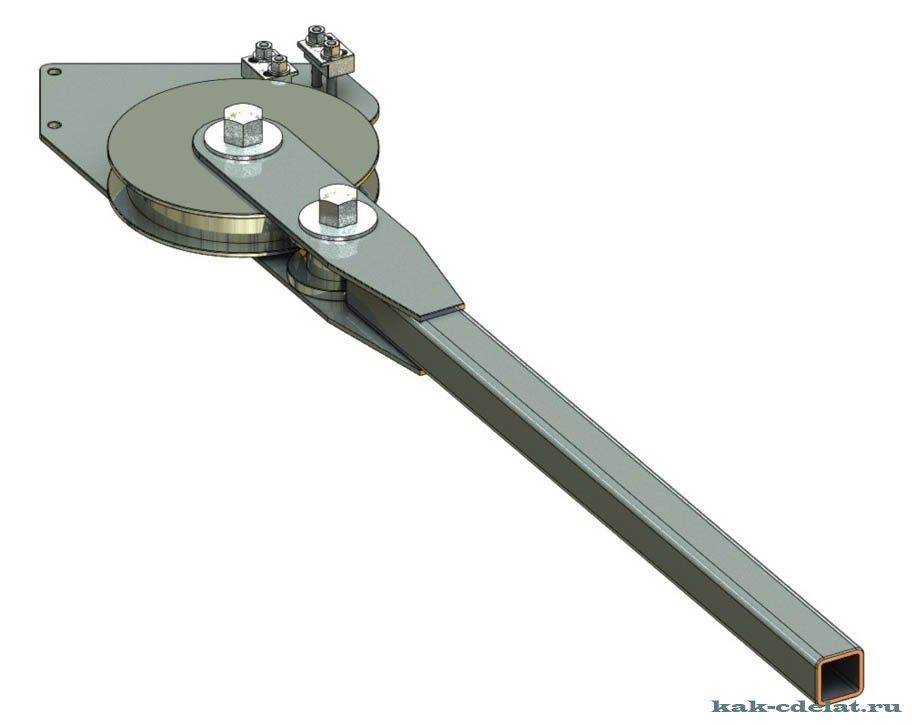
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Блок: 2/4 | Кол-во символов: 2059
Источник: https://InfoTruby.ru/svoimi-rukami/trubogib-dlya-profilnoj-truby
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
 Именно за счет такой ручки создается требуемое крутящее усилие.
Именно за счет такой ручки создается требуемое крутящее усилие.Чертежи трубогиба для профтруб
Блок: 3/7 | Кол-во символов: 891
Источник: http://met-all.org/oborudovanie/prochee/trubogib-dlya-profilnoj-truby.html
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.

Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Блок: 3/4 | Кол-во символов: 999
Источник: https://InfoTruby.ru/svoimi-rukami/trubogib-dlya-profilnoj-truby
Как согнуть профильную трубу без спец-инструмента?
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента.
Посмотрите – может вам вообще не придется сооружать трубогиб. Правда следует сказать, что такой подход не всегда готов удовлетворить полностью потребности по сгибам. Тем более если требуется согнуть профильную трубу сразу в нескольких местах и под разным радиусом.
Согнуть профильную трубу качественно и красиво проще всего с помощью специальных приспособлений – трубогибов. Но в отдельных случаях гнуть профильные трубы вполне можно самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, не применяя при этом какую-либо оснастку:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующей заморозкой;
- использование самодельного дорна;
- подрезка стенки профиля по внутреннему радиусу.
Когда есть потребность сгиба профильной трубы в одной, максимум двух удалённых друг от друга точках, вполне разумно применить простые методы:
- Засыпать внутреннюю область профильной трубы мелким речным песком.
- Плотно закрыть торцевые части.
- Согнуть профиль руками по шаблону в нужных местах.
Аналогично выполняется работа с трубой, заполненной водой. Но в этом варианте воду необходимо заморозить. Не всегда рабочие условия позволяют совершить такую процедуру.
Чтобы согнуть трубу без деформаций и под заданный радиус, достаточно заполнить её внутреннюю область обычным речным песком. Такой способ применим для работы с тонкостенными трубами
Ещё один похожий способ – использование дорна – стальной пружины чуть меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется сгиб.
Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.
Профильную толстостенную трубу несложно согнуть методом «подрезов». В качестве инструмента можно взять ножовку по металлу или дисковую пилу. На согнутой трубе стыки срезов заваривают сваркой
Толстостенные мощные профили согнуть в одной-двух точках можно простым способом технологичных подрезов. Технология предполагает вырезание небольших сегментов стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится сгиб профиля до момента соединений границ сделанных подрезов. Точки стыка границ подрезов сваривают при помощи электросварки.
Точки стыка границ подрезов сваривают при помощи электросварки.
Галерея изображений
Фото из
Дачная скамейка из гнутого профиля
Кресло-качалка с полозьями из согнутой трубы
Перила и ножки из гнутого профиля
Уютная дачная беседка с округлой крышей
Садовая мебель для загородного участка
Обустройство стоянки для автомобиля
Блок: 2/6 | Кол-во символов: 2805
Источник: https://sovet-ingenera.com/santeh/tools/kak-soorudit-trubogib-profilnoj-truby-svoimi-rukami.html
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.
Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.
Блок: 4/6 | Кол-во символов: 631
Источник: https://delairukami.ru/masterskaja/kak-sdelat-trubogib-profilnoi-trybu/
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом.
Блок: 5/6 | Кол-во символов: 2020
Источник: https://delairukami.ru/masterskaja/kak-sdelat-trubogib-profilnoi-trybu/
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.

В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Блок: 7/7 | Кол-во символов: 1416
Источник: http://met-all.org/oborudovanie/prochee/trubogib-dlya-profilnoj-truby.html
Выводы и полезное видео по теме
Из видеоролика вы можете узнать, как выглядит самодельный трубогиб на станине.
Работать с трубами профильной формы приходится достаточно часто в условиях ведения домашнего или дачного хозяйства. Поэтому присутствие в домашней мастерской инструмента под названием трубогиб только приветствуется.
Как показывает практика мастеров-самоучек, инструмент этот несложно изготовить самостоятельно. А сделав такую конструкцию, её легко освоить и периодически применять.
Пишите, пожалуйста, в находящемся ниже блоке. Расскажите о том, как своими руками согнули профильную трубу. Делитесь интересными технологическими тонкостями, задавайте вопросы, размещайте фото по теме статьи.
Блок: 6/6 | Кол-во символов: 698
Источник: https://sovet-ingenera.com/santeh/tools/kak-soorudit-trubogib-profilnoj-truby-svoimi-rukami.html
Количество использованных доноров: 4
Информация по каждому донору:
- https://sovet-ingenera.com/santeh/tools/kak-soorudit-trubogib-profilnoj-truby-svoimi-rukami.html: использовано 3 блоков из 6, кол-во символов 4665 (23%)
- https://delairukami.ru/masterskaja/kak-sdelat-trubogib-profilnoi-trybu/: использовано 5 блоков из 6, кол-во символов 9784 (48%)
- http://met-all.org/oborudovanie/prochee/trubogib-dlya-profilnoj-truby.html: использовано 2 блоков из 7, кол-во символов 2307 (11%)
- https://InfoTruby.ru/svoimi-rukami/trubogib-dlya-profilnoj-truby: использовано 3 блоков из 4, кол-во символов 3583 (18%)
Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Оцените статью: Поделитесь с друзьями! Устройство изготовленияи нюансы как сделать трубогиб для профиля
Промышленные образцы гибки труб имеют достаточное количество отличий от подобных устройств, созданных вручную. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с малогабаритной профильной трубой. Что касается более серьезных работ, когда ожидаются гибкие трубы от 3 дюймов, используются машины с гидравлическим приводом. Промышленный инструмент рассматриваемого типа актуален только при соответствующем масштабе работ, то есть вряд ли пригоден в качестве домашнего оборудования.
Производство трубогибов промышленным способом — это производство двух модификаций устройств, причем одни созданы в мобильной версии, доступной для переноски, а другие — в стационарной. Комфорт большой, трубогибы подключены к электричеству разные. Они обеспечивают нужный радиус изгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проводить работы по гибке труб в домашних условиях, то необходимо учесть определенные нюансы:
- Инструмент ручной нарезки снабжен пружинным элементом, с помощью которого изменяется конфигурация трубы;
- сегментный инструмент позволяет производить гибку трубы за счет ее растяжек вокруг сегмента используемого оборудования; Инструмент
- dornish позволяет сгибать только тонкостенные трубы на достаточно малом радиусе с помощью специальных направляющих.
Чтобы сделать станок для гибки профильной трубы своими руками, необходимо помнить, что конечный продукт должен отличаться предельной простотой и выполнять свою функцию.
1-й путь
Для изготовления и использования гибочного станка для профильной трубы нужно подготовить две обрезки швеллера, две обрезки пальцев, которые входят в состав тракторных гусениц, и четыре угла.
Для гибки заготовки необходим домкрат, способный развивать усилие от 5 тонн и более.Потребуется его модернизация за счет установки на выдвижной штанге стальной платформы, для изготовления которой можно использовать б / у шкив, имеющий ширину «ручья», сопоставимую с профилем трубы. В этом случае устройство гидропривода предполагает отрезание половины шкива и просверливание в нем посадочного места под шток домкрата.
Лицо будущего станка собрано из уголков, закрепленных на стальном листе с помощью сварки.Всего используется четыре уголка с полкой от 60 до 80 мм, на верхних концах которых закреплены сваркой два швеллера. Для регулировки угла изгиба необходимо обеспечить наличие симметричных отверстий в стенках каналов, которые вы хотите просверлить.
Для приведения готовой машины в исходное положение для работы достаточно:
- в отверстия, полученные в раннерах, вставить оси (пальцы) и закрепить ролики как упоры для заготовки;
- поднять платформу домкрата до уровня, чтобы заготовка могла пройти в образовавшуюся щель;
- установите заготовку в станок для профильной трубы и с помощью домкрата произведите необходимый изгиб, используя его функциональные возможности.
2-й ход
Самодельная гибка для профильной трубы на основе прокатки. Из расчета, что заготовка будет уложена на боковые ролики, а сверху прижата третья. После фиксации трубы в этом положении останется только вести валы цепной передачей для достижения желаемого изгиба.
Для изготовления станка для прокатки профильной трубы требуется:
Внимание! Проблемно произвести функциональную вальцовку гибки труб без соответствующих расчетов и чертежей.При этом не у всех есть необходимые для этого знания, поэтому лучше всего использовать готовую документацию.
Самостоятельное изготовление трубопровода для профиля — это полностью выполненная задача, которая должна относиться к определенным целям. Если вы планируете проводить такие работы только в качестве разовых мероприятий, можно собрать деревянную конструкцию, которая вполне способна выдержать недолгую жизнь. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно получить устойчивую разводку более сложной и надежной конструкции.
Для сборки стационарного устройства, востребованного для гибки труб, необходимо выполнить следующие действия:
- смонтировать металлический каркас, соединив его элементы болтами и сваркой;
- установить на них оси и валы в соответствии с существующим чертежом, соблюдая уровни размещения: два над третьим;
- собрать цепную передачу, используемую для приведения машины в действие, для чего потребуется не только цепь, которую можно позаимствовать, например, от старого мотоцикла, но и три шестерни;
- закрепите ручку на одном из валов.
Чертежи гибки профильной трубы
Самодельный трубогибочный станок
Уточнение-пояснение к схеме:
- Печь деревянная;
- канал;
- Болт;
- Уголок;
- Специальная слеза;
- Ролик прижимной;
- Ручка;
- Зажим;
- Ролик направляющий;
- Болты крепления углов.
Самый простой трубогиб из домкрата арбального типа
Здесь:
- Болты;
- Джек;
- Оправка.
Монтаж простой гибки трубы
Следуя приведенной ниже инструкции, можно своими руками изготовить трубогиб для профильной трубы на сечение от 10 × 10 до 25 × 25 мм под углом до 180 градусов.
Предлагаемая конструкция проста, и для ее изготовления потребуется следующий набор материалов:
- планка крепления; Квадратный профиль
- , необходимый для изготовления поворотной ручки;
- два ролика, у которых диаметр первого — 65 мм, а второго — 173 мм;
- ось, оборудованная в торцевой части резьбы М14;
- гайка М16, шайба с
Для изготовления монтажной пластины можно использовать металл толщиной от 7 мм.В этом элементе конструкции просверлите отверстие (30 мм) для установки оси для ролика, 4 гнезда (8 мм) под штифты М6 и отверстия под болты.
Квадратный профиль (36 × 36 мм, толщина стенок 4 мм) подходит для изготовления ручки, приводящей в движение станок. Чтобы прикрепить этот элемент как рычаг к его внутреннему концу, нужно приварить две пластины и проделать в них отверстия (30 мм), ориентируясь на болты, фиксирующие ролики.
Монтаж трубогиба производится в соответствии со следующими процедурами:
- Монтажная пластина фиксируется на верстаке болтами M8.Он должен обеспечивать устойчивость верстака, чтобы исключить вероятность его смещения во время работы по гибке гибки.
- На оси вращения, закрепленной в монтажной пластине, установлен большой ролик, закрепленный гайкой.
- Ось, удерживающая малый ролик, установлена и закреплена.
- На свои места ставятся шпильки М6, необходимые для удержания части профиля при работе с ним. К стилетам прикрепляются монтажные планки, соотнесенные с размером профиля.
В дальнейшем процесс кривизны профтрубе предполагает, что сначала будет зарезервировано в левом положении до тех пор, пока не будет установлена ручка трубогиба, затем заготовка будет установлена в нужное положение, изгиб которого обеспечит работа машины с приводом от рычага.
Заключение
Так как сделать гибку трубы для профильной трубы довольно сложно, мы представили 3 различных варианта ее производителя. Один из них должен прийти.
После изготовления гибки трубы своими руками отправьте ее нам на почту с описанием работы и мы разместим на сайте.
Достаточно часто при изготовлении теплиц, теплиц, арок, заборов, душевых кабин, металлического каркаса мебели и других конструкций для гибки используются трубы холоднокатаного профиля. Решить такую проблему можно с помощью специального трубогиба, который хорошо справится с созданием изгиба трубы. Однако не каждому удастся обзавестись заводским вариантом такого инструмента.Поэтому и мастера-самоделки, и многие профессионалы производят гибку труб своими руками. Для этого воспользуйтесь подсказками, изучите чертеж конструкции и посмотрите видео-структуру.
Трубогиб — конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то легко справится трубогиб, с которым можно сделать загиб на угол 180 градусов . Это устройство может изменять конфигурацию трубы Из нержавеющей стали, металлопластика, алюминия.В этом случае изгиб производится по необходимому размеру и форме.
Trubbier design
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
Сверху основной частью машины может быть проверка на уровень и пробка для заливки масла. На резьбовой части инструмента вращаются установочные планки, которые представляют собой сварную конструкцию. Нижняя планка крепится к стопорной гайке, а верхняя прижимается двумя винтами и фиксатором.
Для установки опор на поперечные пластины устройства предусмотрены специальные отверстия. Снизу заглушки имеются резьбовые отверстия для крепежных болтов , регулируемых по высоте.
Гнущаяся трубка на такой конструкции расположена на преступлении, которое находится в ее середине. Обеспечивающие сгибание сегменты должны быть изготовлены из стали точного литья.
На сегодняшний день профильные трубы все чаще используются для изготовления различных конструкций.Поэтому чертеж конструкции гибки трубы для таких заготовок несколько отличается. Для изгиба трубы, деформации ее поперечного сечения ролики на профиле следует выбирать такого же сечения, как и изделие.
Разновидности гибки труб
Выпускаемые на рынок изделия для гибки труб могут иметь ручной, электрический или гидравлический привод.
Из которых наиболее удобны электромеханические инструменты , с помощью которых можно обеспечить наиболее точный радиус и угол изгиба.Использование такой гибки трубы не влечет за собой деформаций профиля.
Конструкция с ручным приводом применяется для гибких труб малого диаметра.
Трубогиб с гидравлическим приводом способен изгибать заготовки диаметром до трех дюймов. Поэтому такой инструмент предназначен для выполнения масштабных работ.
Кроме того, изгиб трубы может отличаться в зависимости от способа воздействия на изделие , при котором она будет изгибаться.К таким методам относятся:
- Арбальтовый метод, при котором труба опирается на два неподвижных ролика и изгибается между упорами. Под воздействием шаблона, расположенного на заготовке.
- Намотка — при таком способе гибки заготовка сначала выполняет конструкцию ролика. Затем на точку хиба фокусируется. Ролик начинает вращаться и наматывать трубы между собой и упором. В этом случае шаблон и продукт являются подвижными.
- Officon — это самый простой способ Гнуть трубы.На таком устройстве шаблон еще есть. Труба просто зажимается, а прижимной ролик перемещается и обдувает трубу по шаблону.
- Прокатка или прокатка подразумевает использование трех вращающихся роликов. Один из них центральный, а два поддерживающих. Заготовка прижимает центральный ролик, поэтому его необходимо установить относительно опорных элементов в соответствии с необходимым радиусом изделия.
Когда изгиб трубы осуществляется первыми тремя способами, радиус изгиба задается шаблоном.Кроме того, при использовании арбеллерного метода все давление стержня передается на заготовку в верхней точке шаблона , где металл наиболее подвержен растяжению. Поэтому тонкостенные изделия в этом месте могут потерять форму или даже сломаться.
Недостатков прокатного способа практически нет. Именно прокаткой в заводских условиях изготавливают метчики стальные. Таким способом гораздо проще и эффективнее производить гибку профильных труб.
Трубогиб своими руками: чертеж, видео инструкция
Самодельная гибка труб может производиться в различных вариациях. Даже самые простые из них способны обеспечить радиус изгиба. Трубы на них гнутся по шаблону.
Самый простой шаблон для гибки трубы
Шаблон выполненный своими руками из деревянных досок , толщина которого должна быть немного больше диаметра гибких трубок.
Доска обрезана с небольшим наклоном, что позволяет заготовке не скользить.Между собой и к основанию доски крепятся любым удобным способом.
Дополнительно рядом с шаблоном нужно прикрепить упор , в который заготовка будет стекать при гибке. Расстояние между ним и шаблоном должно быть таким, чтобы труба в этот зазор могла легко вставляться.
Трубогиб готов и теперь его можно использовать по прямому назначению. Для этого нужно:
- Один конец заготовки вставить между фокусом и шаблоном.
- Возьмите противоположный конец трубы и плавными плавными движениями согните ее на шаблоне.
- Чтобы заготовку можно было легко и удобно гнуть, можно поставить рычаг в виде трубы большего диаметра или цельного стержня.
Вместо деревянного шаблона на соответствующей линии изгиба фанеры можно закрепить металлические крючки. Такой изгиб трубы будет хорош, потому что крючки можно переставлять Тем самым регулируя радиус изгиба заготовки.
Чтобы использовать такие простые инструменты, толстостенное изделие можно было гнуть, рекомендуется использовать ручную лебедку.
Как сделать трубогиб с прижимным роликом?
Инструмент из деревянных роликов имеет то преимущество, что при использовании труба не деформируется.
Материал основы такой гибки трубы выбирается в зависимости от предполагаемых нагрузок. Поэтому для его изготовления берут плотную фанеру или листовой металл.
Держатель для прижима и центрального ролика (шаблона) может быть изготовлен из металлической заготовки П-образной формы.Он должен свободно вращаться вокруг центрального ролика, прикрепленного к основанию. К держателю прикреплен рычаг в виде длинной ручки , а на основании — упор.
Для небольших заготовок можно выполнить гибку зажимной трубы своими руками на два разных радиуса изгиба. Для этого нужно сделать выкройку со скругленными углами , каждый из которых должен иметь свой радиус. В рукоятке такого инструмента должно быть два отверстия, с помощью которых его можно было бы снять и установить в другое место.
Гидравлический станок для гибки профильных труб
Изготовление такой гибки трубы своими руками — довольно трудоемкий процесс. Он состоит из гидроцилиндра, упоров для труб, разгрузочного устройства и досок.
Для изготовления гидравлической машины потребуется:
- домкрат гидравлический около 5 тонн;
- металлические пластины;
- канал;
- 2-3 ролика;
- башмак.
В первую очередь следует выполнить конструкцию из швеллера, которая должна быть оснащена роликами и башмаками.После этого из аналогичного материала изготавливают раму станка.
Последнюю платформу станка необходимо укрепить металлическими пластинами. После этого на эту полку устанавливается домкрат. Конструкция фиксируется болтами и к ней крепится ручка.
Ролики для гидравлической гибки труб устанавливаются на одинаковой высоте в прямоугольном канале и крепятся болтами. Ниже потребуется установка обуви. Расположение этих элементов определяет необходимый радиус изгиба трубы.
Машина с гидроприводом готова. Более подробную инструкцию его производителей можно посмотреть на видео.
Технология гибки:
- Труба вставляется в башмак и фиксируется с обеих сторон.
- Далее активируется домкрат, ручку которого нужно для начала медленно вращать.
- Сила, создаваемая гидравлическим приводом, будет передана на валок, и продукт начнет изгибаться под заданным углом.
Вы можете остановить работу машины в любой момент.А чтобы протянуть трубу, достаточно будет прокрутить ручку в противоположную сторону на пару оборотов.
Гнуть профильные трубы в домашних условиях можно самой семейной, сделанной своими руками с конструкциями. И самодельные мастера, и профессиональные инженеры все чаще совершенствуют самодельную гибку труб, чертежи которой можно найти в Интернете.
Профильные трубы используются в качестве материала не ниже круглого. Выполняя с ними монтажные работы, также придется резать, гнуть, затачивать, варить.Без соответствующей оснастки в такой работе не обойтись.
Купить готовую арматуру для слесаря и сантехники получается далеко не всегда, часто приходится записываться на прием самостоятельно. Например, сделать трубогиб из профильной трубы своими руками, полностью вынуждая каждого. Предлагаем ознакомиться с тремя наиболее популярными вариантами и технологией их сооружения.
Использование специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией сантехнического дела.Между тем за все время сюжета был придуман ряд простых способов получения складок без использования специального инструмента.
Посмотрите — может вообще не надо строить гибку трубы. По правде говоря, такой подход не всегда готов удовлетворить выполнение фибрессов. Особенно, если вам нужно согнуть профильную трубу сразу в нескольких местах и под разным радиусом.
Гнуть профильную трубу качественно и красиво легко с помощью специального приспособления — гибки труб.Но в некоторых случаях гибка профильных труб может быть вполне самостоятельной.
Простейшие поделки, помогающие сделать один-два сгиба, без применения какой-либо защелки:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующим замораживанием;
- Применение самодельного дорна;
- Состояние стенки профиля по внутреннему радиусу.
При переходе профильной трубы в одну, максимум две точки, удаленные друг от друга, вполне разумно применить простые методы:
- Промазать внутреннюю поверхность профильной трубы мелким речным песком.
- Плотно закройте концевые части.
- Согните профиль руками по шаблону в нужных местах.
Аналогично работа ведется с трубой, наполненной водой. Но в этом варианте воду нужно замораживать. Не всегда условия работы позволяют произвести такую процедуру.
Чтобы труба изгибалась без деформаций и с заданным радиусом, достаточно заполнить ее внутреннюю часть обычным речным песком. Этот способ применим для работы с тонкостенными трубами.
Еще один аналогичный способ — использование Дорна — стальная пружина немного меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется складывание.
Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.
Профильная толстостенная труба легко изгибается методом подконтроля. В качестве инструмента можно взять нож по металлу или дисковую пилу. На гнутых стыках пропилов заваривают сварку
Толстостенные мощные профили гнутся в одной или двух точках простым методом технологических переводников.Технология предполагает нарезку небольших отрезков стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится загиб профиля до соединения границ пропилов. Точки стыка границ подконков сваривают электросваркой.
Галерея изображений
У каждого хозяина большой приусадебный участок или небольшой коттедж, хоть раз в жизни (хотя бы) может понадобиться для гибки трубы — приспособление для гибки профильной трубы.
Например, это может быть заготовка для каркаса теплицы или навеса, беседки или любых других металлических конструкций.
На базе для продажи металла, и в другой продукции обычно используются аппараты заводских производителей, но это удовольствие недешевое. Чтобы сэкономить бюджет на более приятные траты, выгоднее самостоятельно сделать изготовление устройства ручным.
Для этой конструкции, как говорится, «много ума не надо», да и в деталях дефицита тоже не будет, чертежи гибки действительно создаете сами.
Варианты отводов
Можно согнуть трубу «до дома», засыпать трубу песком, нагреть до красной паяльной лампой или газовой горелкой, затем согнуть трубу. Этот метод не признан приоритетным среди мастеров, трудоемок и не дает достаточной точности, также могут быть случайности и деформации.
Чтобы получить идеально гнутую трубу, с соблюдением норм и заданных параметров, не повредить исходный материал, в работе используются мастера по специализированной гибке труб.
Начинается большая популярность покупных труб рычажного типа. Это простейшее изобретение работает по принципу «рычага» — сила концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно удалить и заменить другим.
Чаще всего в комплекте таких конструкций предусмотрена пара дополнительных шаблонов для труб разного диаметра. Существуют аналогичные агрегаты трубогибочные ручные, дрон или арбалтные, они позволяют гнуть короткие отрезки круглых стальных труб, подвергающихся только холодной обработке.
Устройства Arblet очень компактны, ценятся в области монтажа и инженерных коммуникаций.
Что такое работа трубогиба
Принцип работы совершенно простой, заключается в нагреве трубы, труба нагревается до красного цвета и становится очень пластичной, податливой к изменениям. Каждый вид гибки труб имеет свои особенности.
Основные функции — это качество гибки и возможность гибки труб разного размера и диаметра.
С помощью дополнительных прокатных устройств достигается гибка большего диаметра. Устройство функционирует с помощью валов, их в комплекте три.
Направляющие и давление. Труба проходит через движущиеся элементы, степень изгиба задается с усилием прижимного ролика. Если радиус закругления готового изделия оказался небольшим, процедуру следует повторить.
Гибка труб по шаблону
В большинстве случаев самый простой вариант, подходящий абсолютно всем мастерам, даже начинающим, — это выкройка из дерева.Доски выбирают по толщине гибких труб, обязательно оставляйте запас доски в пару сантиметров.
Чтобы при работе профиль не выезжал из шаблона, на концах оставался откос. Выкройку жестко закрепляют на полу или другой устойчивой поверхности, рядом осуществляется крепление трубы.
Профиль вставляется в зазор между шаблоном и фокусом, плавно и осторожно прижимается к другому его концу, прижимая трубу к шаблону.Лебедка или рычаг облегчат работу.
Огромный плюс такого процесса, экономия денег и простота выполнения.
Примечание!
У любого устройства есть недостатки, и этот способ не исключение. Гибка не точная, плохого качества, так как шаблон будет одноразовым (применяется только на один диаметр трубы).
Улитка трубогиба
При штамповке же заготовок с большим тиражом, малым радиусом кривизны незаменим трубогиб-улитка.
Его достоинства в малогабаритных размерах и удобстве управления. Недостатком будет ограничение радиуса закругления, только не большие размеры.
Роликовая труба
Нишу универсальности и практичности занимают приспособления, выполненные в ручном режиме — трубогибочные машины (гибочные станки), на таких станках можно изгибать любой угол.
Конфигурация особо не отличается от других моделей, у них тоже есть база и валы.Подвижный ролик настраивается и растягивает вращение ведущих валов.
Примечание!
Опрессовка может быть увеличена с помощью лебедки, рычагов или электропривода. Однако для изготовления дома такая конструкция достаточно сложна в исполнении.
Для воспроизведения такого агрегата потребуется много токарных и сварочных работ. Если вы все же решитесь на изготовление такой модели, она прослужит вам долго и порадует функциональностью.
Как сделать гибку труб своими руками, вопрос в современном мире достаточно актуален. Чтобы облегчить задачу, вы можете найти в Интернете фото отвода, чтобы примерно понять, как он должен выглядеть.
Существует также множество простых в использовании чертежей гибки труб. Ознакомившись со всей информацией и оценив свои силы и наличие необходимых компонентов, спокойно приступайте к работе.
Фото гибка трубы своими руками
Примечание!
0003
0003Гибкая трубка — довольно распространенная процедура, которую выполняет специальное устройство — трубогиб.Трубогиб для профильной трубы можно сделать своими руками, а можно купить на строительном рынке или в магазине.
Последовательные устройства различаются по принципу действия, у них могут быть разные типы дисков, однако для работы на любом из этих устройств требуется определенный опыт. Ограничивает использование устройств, изготовленных в производственных условиях, и то, что им не подходит. Хорошим выходом из всех подобных ситуаций станет самостоятельное изготовление приспособлений для гибки профильных труб, от которых можно использовать средства защиты.
Обязательные элементы оформления
Для изготовления трубогиба своими руками можно использовать чертежи различной конструкции. Их выбор определяется в основном тем, какие материалы у вас есть. Чаще всего останавливают свой выбор на отводах труб фронтального типа, в конструкцию которых входят:
- три ролика (вала), которые должны быть металлическими; Цепь приводная
- ;
- ось вращения;
- механизм, приводящий в движение все элементы устройства;
- металлических профилей, из которых будет изготовлен каркас устройства.
Очень часто ролики из дерева или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут гнуться. Если пренебречь этим требованием, то рабочие элементы самодельной адаптации могут просто не выдержать нагрузки и разрушиться.
Чтобы разобраться, как согнуть профильную трубу на самодельном приспособлении, важно понимать, по какой технологии выполняется такой процесс. Как правило, при изгибе трубы используется принцип прокатки или прокатки, что позволяет свести к минимуму риск заворачивания и повреждения трубы.
Чтобы сделать изгиб профильной трубы с помощью такого приспособления, ее необходимо вставить между ручкой и повернуть. Использование такого простейшего гибочного устройства позволяет получить на профильной трубе волокнистые волокна, полностью соответствующие заданным параметрам.
Для изготовления простого станка для изготовления гибких профильных труб потребуются следующие конструктивные элементы:
Домкрат обыкновенный- ;
- металлических профилей и полки необходимые для изготовления каркаса;
- пружин, отличающихся повышенной прочностью;
- валов в количестве 3 шт .; Цепь приводная
- ;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба размещается на двух боковых роликах, а третья сторона опускается сверху, создавая необходимое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить рукоять, в результате получится цепь и соответственно валы оборудования.
Процесс изготовления отвода
Для изготовления устройства для получения необходимо выполнить следующие процедуры.
- Готовят надежный каркас, элементы которого соединяются с помощью сварки и болтовых соединений.
- По заранее подготовленному чертежу устанавливают ось вращения и сами валы, два из которых размещаются над третьим. От расстояния, на котором расположены оси таких валов, зависит радиус изгиба профильной трубы.
- Для активации такого механизма гибки используется цепная передача. Для настройки такой передачи она оснащена тремя передачами, а саму цепь можно выбрать от старой машины, мотоцикла или другого оборудования.
- Для переноса такого оборудования необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается необходимый крутящий момент.
Инструкция по изготовлению гибки труб
Самостоятельно изготовить трубогиб для профильной трубы совершенно несложно, если придерживаться следующей технологической последовательности.
- На зажимной вал установите шестерни, подшипники и кольца, которые соединяются с ним шпонкой со шпонкой.Сначала разрабатывается чертеж такого вала, затвора для подшипников и роликов, затем эти детали вынимаются, что лучше всего доверить квалифицированному поворотному столу. Всего для этого устройства необходимо сделать три вала, один из которых подвешен на пружинах, а два других расположены по бокам.
- Затем в кольцах необходимо просверлить отверстия, необходимые для изготовления проточки и нарезания резьбы.
- Теперь необходимо сделать полку, для которой используется швеллер, в котором также просверлить отверстия и нарезать резьбу, необходимую при установке напорного вала.
- Вся конструкция оборудования после подготовительных работ должна быть собрана, для чего используются сварные и болтовые соединения. В первую очередь выполняется монтаж каркаса, который одновременно обслуживает и опоры колена.
- Следующим шагом является навешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельной гибке труб необходимо установить боковые опорные валы, один из которых монтируется.
- Последний ход — установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- к полке дополнительно привинчивается прижимной вал, фиксируемый ключом;
- установка прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно привариваются гайки для пружин, после выполнения монтажных работ полка переворачивается и висит на пружинах;
- натяжение цепей осуществляется с помощью магнитного уголка, который используется в качестве держателя;
- при вращении пружин используются мечи, которые предварительно изготовлены из Гроверса;
- рукоятка привода гибочного станка выполнена с поворотной трубкой;
- домкрат на такое самодельное устройство устанавливается на подвесной платформе, для чего используются болтовые соединения и сварка.
Производство отводов гидравлических труб
В Интернете можно найти множество фото и видео, как самостоятельно сделать приспособление для гибки профильных труб с гидроприводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, напорным устройством и трубами для труб, является довольно трудоемким мероприятием.
На чертеже и в конструкции такого гиба трубы можно выделить следующие элементы:
- Домкрат гидравлический
- грузоподъемностью не менее 5 тонн;
- башмак;
- роликов в количестве 2-3 шт .;
- мощный нарезчик металла;
- пластин из толстого металла и других деталей.
Для выполнения требуемого изгиба профильной трубы с помощью гидравлического устройства необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого необходимо использовать домкрат, который его поднимающийся стержень надевает на ролик, воздействуя на трубу и загибая ее. После получения необходимого угла изгиба процесс можно остановить и снять трубу с изгиба, потянув рукоятку домкрата несколько раз в обратном направлении.
Валы для шестерен и подшипников трубогибов струбцина конструкции отрезного станка рамы
Передвижная установка подушек пола цепи валов с натяжным устройством
Для самостоятельного изготовления гидравлического гибочного устройства для профильных труб, которое без проблем можно найти в Интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото делаем конструкцию для установки башмака и роликов, а также рамы оборудования.
- Металлическая пластина закреплена на нижней площадке, на которой будет установлен домкрат. После этого такое приспособление фиксируется болтами и устанавливается на нем рукоятка привода.
- Самое главное — найти подходящие ролики для профильной трубы, которые должны плотно прилегать к своей рабочей части. При желании ролики для профильной трубы, которые устанавливаются на швеллер на одинаковой высоте, можно изготовить своими руками.Башмак устанавливается под роликами, а их взаимное положение определяется требуемым радиусом изгиба.
- Для крепления роликов и башмака используйте болты, отверстия под которые выполнены по размеру, указанному на чертеже.
Способы гибки труб на самодельном станке
Вопрос в том, как согнуть профильную трубу с помощью самодельной гибки трубы, вряд ли вас поставят в тупик, если вы ознакомитесь с еще несколькими рекомендациями.На гидравлических машинах с успехом можно гибку из профильных труб из разных материалов, а также из толстостенных изделий. Можно выполнить такую операцию как холодным, так и горячим способом, предполагающим предварительный прогрев участка трубы.
Таким образом, с помощью ручного гидравлического гибочного станка можно воздействовать на трубу двумя способами:
Холодный — это самый простой способ гибкости, который применяется для труб из пластмассовых материалов. Тонкость такого процесса — заполнение трубы гибким песком, солью, маслом или холодной водой.Это позволяет добиться лучшего изгиба без значительных деформаций трубы.
Змеевидные трубогибы Made Simple
Почему изгибается змеевидная трубка
Ответ прост; для передачи тепла. Трубка, изогнутая в форме змеевика, позволяет производителю оригинального оборудования (OEM) извлекать тепло из одной среды и передавать это тепло в другую. Например, в холодильнике содержится тепловая энергия, содержащаяся в продуктах, которые пользователь хочет сохранить в прохладном состоянии.Примеры продуктов могут включать молоко, мясо или даже масло. Цель холодильной системы — отвод тепла от охлаждаемых продуктов. Трубка, изогнутая в форме змеевика, — эффективное решение для отвода этого тепла.
Змеевидный профиль — это эффективный способ максимизировать площадь поверхности (и, следовательно, хладагента), необходимую для теплопередачи при ограниченном пространстве. Поскольку змеевидный профиль чаще всего представляет собой одну непрерывную изогнутую трубу, по умолчанию количество соединений ограничено двумя (двумя концами), что снижает гарантийные расходы OEM-производителей.
Итак, видимо, существует потребность в гнутых профилях змеевидной формы. С точки зрения изготовления следующим логичным вопросом становится «каковы варианты создания такой конфигурации». Оказывается, диапазон опций от очень низкотехнологичной ручной гибки до трубогибов с ЧПУ.
Гибка вручную
Довольно часто в процессе разработки новой конфигурации используются ручные гибочные станки для изготовления необходимого змеевика. Имея в руках чертеж, оператор часто вынимает шкалу, отмечает трубу, в которой начнутся изгибы, и затем начинает изгиб.Цель здесь — доставить для испытаний изогнутую трубу, которая выглядит как рисунок. Ожидается, что после тестирования и принятия серийные модели будут работать так же, как испытанный прототип.
Довольно часто начинается производство, и процесс изготовления змеевидного гнутого профиля становится немного проще благодаря усовершенствованным способам выкладки трубы. Процесс ручной гибки часто продолжается с помощью ручного гибочного станка Imperial Eastman, уровень качества которого соответствует уровню внимания оператора.Существенным преимуществом процесса гибки вручную является то, что первоначальные вложения небольшие.
Как и при любом процессе гибки змеевидной трубы, ручной гибочный станок должен иметь необходимый зазор внутри гибочного инструмента для успешного формирования змеевидного профиля.
Гибка с ЧПУ
Гибка с ЧПУ может вывести процесс гибки змеевиков на новый уровень. Начнем с того, что катушки, изготовленные на ЧПУ, позволяют получать более повторяемые изогнутые профили. При правильной системе обработки материалов змеевик с ЧПУ может быть получен более плоским по сравнению с ручной гибкой.Более плоский / прямой змеевик обеспечит увеличение теплопередачи.
Турбо-зарядка процесса программирования
Современное программное обеспечение позволяет инженерам отправлять созданный в САПР файл STEP с изогнутым змеевидным профилем непосредственно на гибочный станок.
Это помогает сэкономить время на программировании змеевика на гибочном станке с ЧПУ, устраняя необходимость вводить точки данных LRA (также известный как YBC). С преобразованием файла STEP в данные гибочного станка LRA можно быстро изготовить первую гнутую деталь.
Платформа, поддерживающая навалочную катушку НКТ, может повысить ценность производственной операции. В зависимости от скорости, с которой змеевик протягивает насосно-компрессорную трубу вперед, для компенсации может не потребоваться питание. Встроенная отсечка также может повысить ценность, поскольку сама отсечка часто интегрируется в контроллер ЧПУ.
Характеристики змеевикового трубогиба с ЧПУ
При поиске гибочного станка с ЧПУ для производства змеевиков критически важны несколько важных характеристик станка. Во-первых, есть ли у гибочного станка зазор для изгиба на 180 ° вперед и назад? Стандартный роторно-волочильный станок (ЧПУ, ЧПУ и т. Д.) часто не имеет зазора для изгиба змеевидного профиля. Необходимый критический зазор находится за зажимной матрицей и за самой пресс-матрицей. Типичный ротационный волочильный станок будет иметь зазоры позади этих штампов, что препятствует производству рулона в соответствии с чертежом. Некоторые контроллеры трубогибов облегчают извлечение змеевика. В этом случае программное обеспечение знает, когда программируется змеевидный изгиб. Это, в свою очередь, автоматически регулирует определенные программируемые настройки.
Змеевиковые змеевики часто используют значительное количество труб.Заправка трубки в зону изгиба зачастую намного лучше, чем попытка вставить конец трубы в зону изгиба. При использовании сцепного устройства длина самой трубогибочной машины становится менее важной.
Змеегибочный трубогиб с ЧПУ обеспечит необходимые зазоры во всех аспектах процесса гибки. Сюда входит каретка, которая подносит трубу к зоне изгиба. При формировании изгиба на 180 ° змеевик длиной 48 дюймов должен выходить из каретки, поскольку трубка изгибается к отметке 180 °.Без этого зазора невозможно достичь желаемого профиля.
При программировании змеевика может потребоваться компенсация некоторых переменных в контроллере трубогиба, чтобы обеспечить необходимый зазор для изгиба змеевидного профиля. Некоторые контроллеры ЧПУ предоставляют «змеевидные функции», чтобы снизить нагрузку на программирование.
Одним из распространенных подходов к изгибу змеевиков является использование ротационного трубогиба. Трубогиб с вращающейся вытяжкой с необходимыми зазорами выполнит изгиб на 180 ° (возвратный изгиб), а затем повернет плоскость на 180 ° в положение для следующего обратного изгиба.Это называется перемещением оси R или оси B. Это хорошо работает для более короткого диапазона изогнутых змеевиков. Аспекты обработки материала при гибке короткого змеевидного профиля не всегда важны.
Однако по мере увеличения расстояния между обратными изгибами необходимость изгиба как по часовой, так и по часовой стрелке без изменения плоскости становится все более важной. Именно здесь начинает выглядеть привлекательно гибочный станок типа CW / CCW. Гибочный станок с ЧПУ типа CW / CCW устраняет необходимость поворота плоскости между обратными изгибами и, таким образом, улучшает общую плоскостность конечного изогнутого профиля.Это означает лучшее качество и лучшую теплопередачу.
Погрузочно-разгрузочные работы
После того, как трубогиб имеет все необходимые зазоры для формирования детали, следующим вопросом, который необходимо решить, являются аспекты обработки материалов в системе гибки. Гибка ротационной вытяжной трубы существует уже несколько десятилетий. Однако способность управлять изогнутой трубкой в процессе гибки продолжает развиваться. В змеевиках длиной от нескольких дюймов до нескольких футов и более способность управлять изогнутым материалом становится наиболее важной с точки зрения качества.
Одним из решений является статический стол вокруг трубогиба. Этот подход часто используется, чтобы помочь направить изогнутый материал штифта при его качании от изгиба к изгибу.
Другой подход — вращающийся опорный стол, синхронизированный с гибочной головкой. Когда изгибаемая головка вращается, чтобы дозировать опорный стол. Такой подход снижает сопротивление изогнутого профиля при его вращении вокруг изгибаемой головки.
Наличие медной трубки 3/8 дюйма, сформированной в виде змеевидного профиля с 20 изгибами и 60 дюймами между каждым изгибом, требует хорошей обработки материала.Без достаточных средств для поддержки изогнутого материала конечный продукт не будет плоским, что приведет к менее эффективной теплопередаче. OEM-производители, стремящиеся к конкурентному преимуществу на рынке, стремятся улучшить теплопередачу своей продукции. Они сообщают своим клиентам, что производятся плоские гнутые профили, которые улучшают охлаждение в местах продажи.
Проектирование для производства
Есть несколько рекомендаций по проектированию змеевидной трубки. Во-первых, если это вообще возможно, сделайте радиус изгиба по средней линии не менее 2x наружного диаметра трубы.Поэтому, если вы изгибаете трубу диаметром 3/8 дюйма, убедитесь, что радиус изгиба по средней линии составляет не менее 3/4 дюйма. По мере того, как радиус средней линии становится меньше, чем в 2 раза больше внешнего диаметра трубы, потребность в оправке возрастает. оправка не всегда желательна.
Постарайтесь спроектировать трубу так, чтобы не приходилось привлекать оператора для поддержки трубы во время процесса гибки. змеевидных изгибов следует изгиб на 90 °, который возвращается в машину или на сам сформированный змеевик.Это означает, что оператор должен манипулировать трубкой во время процесса гибки. Хотя это часто делается, это проблема безопасности.
Если возможно, ознакомьтесь с ограничениями используемого трубогиба. Такие вопросы, как насколько малый радиус центральной линии может быть сформирован до того, как будет осуществлен вывод с трубогибом? Помните, что зазор за пресс-матрицей и прижимной матрицей часто играет важную роль. Каждый гибочный станок с ЧПУ, независимо от производителя, имеет ограничение.Знание этих ограничений очень полезно до того, как тюбик будет отправлен на изготовление. Если вы не уверены в ограничениях трубогиба, поговорите с оператором станка, торговым представителем и / или производителем самого станка с ЧПУ.
При оценке змеевикового змеевика на предмет пригодности для производства могут быть 1 или 2 изгиба, которые вызывают серьезные проблемы при изготовлении. Может случиться так, что отказ от этих изгибов и их установка в качестве дополнительной операции может обеспечить хорошее производственное решение.Поскольку гибочный станок с ЧПУ делает деталь с несколькими гибками, оператор может выполнять второстепенные гибки для чистовой обработки детали. Кроме того, может случиться так, что вместо того, чтобы пропустить конкретный изгиб, можно сделать частичный изгиб, что позволит оператору закончить изгиб, в то время как следующая катушка будет производиться на ЧПУ.
Преимущества / недостатки
В процессе гибки вручную будет получена змеевидная катушка с небольшими начальными вложениями. Это положительная сторона. Обратной стороной является то, что человеческий фактор часто находит свое отражение в производстве.Кроме того, ручное изгибание требует особого внимания для получения плоской змеевидной спирали.
требуют гораздо более высоких начальных вложений. Однако после первоначальных вложений выгода может включать передачу файла STEP непосредственно из CAD в гибочный станок, более согласованные змеевики, прикрепленные к холодильной установке, и более плоские / прямые змеевики для лучшей теплопередачи. И давайте не будем забывать, что для работы с ЧПУ требуется гораздо меньше внимания, чем для гибки вручную.
Заключение
Трубогибы змеевиков с ЧПУ — не всегда правильный ответ. При средней и высокой производительности в сочетании с недорогой рабочей силой можно использовать процесс ручной гибки. Тем не менее, когда требуется стабильное качество и надежная теплопередача, использование ЧПУ для выполнения гибов часто имеет финансовый смысл.
Об авторе
Джордж Винтон, P.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия.С ним можно связаться по адресу [email protected] или + 1-888-321-1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и трубок в Winton проектируются, производятся и тестируются на собственном предприятии. У нас есть большая линейка стандартных продуктов, а также способность разработать лучшее решение для нужд наших клиентов. Наши опытные сотрудники по продажам заботятся о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то, что им нужно для производства деталей.Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
Изготовление стойки для трубогибов
Этот учебник по стенду для трубогиба идет рука об руку с реальной сборкой трубогиба, которая находится здесь. Но вы можете использовать эту подставку с другими типами гибочных станков с небольшими изменениями.
Здесь вы можете получить актуальные планы всей сборки. В противном случае следуйте простым инструкциям, и у вас будет хорошая подставка для загиба.
Сборка подставки для трубогиба своими руками.
Детали:
- Пластина заземления (BTBD125 — 11.00.100).
- Пластина верхняя (BTBD125 — 11.00.200).
- Квадратный профиль TS2x2x0,25×44.
- Передняя косынка (BTBD125 — 11.00.300).
- Боковая косынка (BTBD125 — 11.00.400).
- Вставка верхняя (BTBD125 — 11.00.500).
- Средняя передняя косынка (BTBD125 — 11.00.600).
- Средняя боковая косынка (BTBD125 — 11.00.700).
Шаг 1: Вырежьте кусок 9×19 ’’ из листа мягкой стали толщиной 0,5 ’’. Станок по чертежу BTBD125 — 11.00.100 и просверливаем отверстия.
Шаг 2: Повторите шаг 1 для верхней пластины. Соблюдайте чертеж BTBD125 — 11.00.200.
Шаг 3: Отрежьте четыре куска длиной 46 дюймов квадратного профиля 2×2 дюйма. Отрежьте по размеру согласно рисунку. Обратите внимание на определенные углы в обоих направлениях. Они придадут подставке пирамидальную форму.
Шаг 4: Поместите заземляющую пластину на плоскую рабочую поверхность. Соберите подготовленные детали из предыдущих шагов, соблюдая основной сборочный чертеж BTBD125 — 11.00.000. Используйте сварочные приспособления, чтобы обеспечить правильные углы и соосность деталей. Приварите их прихваточным швом. Проверьте выравнивание компонентов.
Шаг 5: Вырежьте косынки из листа мягкой стали толщиной 0,25 дюйма. Соблюдайте соответствующие рисунки. Приварите косынки к раме прихваточным швом.
Шаг 6: Еще раз проверьте центровку и завершите сварку в соответствии со схемой сварки (Рис.3.1).
На этом вы закончили со стойкой для трубогиба. Если вам нужна помощь в установке гибочного станка на подставку, следуйте инструкциям ниже. Планы на все это будут лучшим подспорьем, но вы все равно можете обойтись без них, если вы будете следовать инструкциям ниже, а также с основным руководством по изготовлению трубогибов здесь.
Настольный трубогиб и подставка в сборе:
Сборка целого настольного трубогиба!
Детали:
- Фиксированный рычаг в сборе (BTBD125 — 01.00.000).
- Распорка (BTBD125 — 08.00.000).
- Шайба FW 0.875.
- HBOLT (0,8750-9×5,75×2-S).
- Стенд (BTBD125 — 11.00.000).
- Кольцо (BTBD125 — 06.00.000).
- Шайба FW 0,75.
- БОЛТ ПРАВЫЙ 0,75-10x2x1,75-S.
- HNUT 0.7500-10-D-S.
- Штифт (BTBD125 — 07.00.000).
- Поворотный рычаг в сборе (BTBD125 — 02.00.000).
- Штамп (BTBD125 — 04.00.000).
- Штифт быстрого отсоединения высотой 5 дюймов.
- Эксцентриковый блок (BTBD125 — 09.00.000).
- Колесо направляющее (BTBD125 — 05.00.000).
- Штифт быстрого отсоединения высотой 3,75 дюйма.
Шаг 1: Поместите фиксированный рычаг в сборе (1) на плоскую рабочую поверхность и расположите распорную втулку (2) концентрично последнему отверстию, как показано на следующем рисунке. Проденьте болты 0,875 дюйма (4) через шайбы (3) и отверстия в неподвижном рычаге.
Шаг 2: Прикрепите фиксированный рычаг к стойке (5) с помощью болтов.
Шаг 3: Установите кольцо (6) на нижнюю сторону неподвижного рычага, используя болт с круглой головкой (8), шайбы (7) и гайку (9).См. План монтажа (рис. 4.1).
Шаг 4: Отрежьте кусок диаметром 2,5 дюйма из 10-дюймового круглого стержня. Станок по размерам на чертеже БТБД125 — 04.00.000. Расположите последнее внешнее отверстие поворотного рычага (11) концентрично внешнему отверстию фиксированного рычага (1) и матрицы (12). Зафиксируйте быстросъемный штифт (13) и установите направляющее колесо (15) с помощью короткого быстросъемного штифта (16).
Шаг 5: Отрежьте кусок длиной 3,5 дюйма из блока размером 2,5×3 дюйма. Станок подогнать под габаритные размеры и просверлить отверстие согласно чертежу BTBD125 — 09.00.000. Установите блок с помощью быстроразъемного штифта (13).
Шаг 6: Используйте штифт (10) для установки угла изгиба.
Хорошая работа по созданию стойки для трубогиба! Если вы не возражаете, пришлите нам несколько фотографий своей сборки. Нам нравится видеть, что люди чего-то достигли с помощью наших руководств и планов.
Ручной трубогиб малого диаметра [TLS-HB1]
Универсальный инструмент для гибки труб
Ручной трубогибочный станок HB1 работает с трубками с внешним диаметром до 5/8 дюйма.Прочная стальная конструкция обеспечивает долговечное качество гибки нестандартных топливных, тормозных и гидравлических трубопроводов, даже труб шасси малого диаметра. Быстрая настройка и простое управление делают его правильным выбором для легких производственных, ремонтных и опытных работ. Трубогиб HB1 позволяет производить качественные гибы из различных материалов и различной толщины стенок с гибкостью, необходимой для любого проекта.
Уникальная конструкция этого гибочного станка позволяет выполнять гибку правой или левой рукой, а также гибку с близкими расстояниями.Его можно зажать в тисках или прикрутить к дополнительной подставке и закрепить на полу. Каждый набор штампов является двусторонним, поэтому у вас есть два варианта радиуса для каждого размера, а регулируемая гибочная матрица позволяет легко перемещать и снимать трубку.
Закажите трубогиб без принадлежностей или используйте раскрывающееся меню выше, чтобы добавить дополнительный штамп для модели Deluxe с опорой для основания со стойкой для штампов, в которую также входит дополнительный штамп для штампа.
| Номер детали | TLS-HB1 | TLS-HB1-K | TLS-HB1-DX |
|---|---|---|---|
| Производительность по низкоуглеродистой стали | 5/8 дюйма x.065 дюймов (15,9 x 1,6 мм) | ||
| Круглая алюминиевая емкость | 5/8 дюйма x 0,065 дюйма (15,9 x 1,6 мм) | ||
| Емкость сплошного прутка для слабого кражи | 5/16 дюйма (7,9 мм) | ||
| Минимальный наружный диаметр | 3/16 дюйма (4,8 мм) | ||
| Стиль гибки | Роторное сжатие | ||
| Мин. Радиус центральной линии | 0,62 дюйма (15,7 мм) | ||
| Макс.Радиус центральной линии | 3,15 дюйма (80,0 мм) | ||
| Максимальная степень изгиба | 180º | ||
| Максимальный наружный диаметр | 5/8 дюйма (15,9 мм) | ||
| Комплектация: трубогиб | Х | Х | Х |
| Монтажный блок для тисков | Х | Х | |
| Пьедестал | Х | ||
| Стойка для штампов | Х | ||
| 3/16 дюйма (4.8 мм) Радиусные матрицы 4D и 5D | Х | Х | |
| Радиусные матрицы 3D и 5D 1/4 «(6,3 мм) | Х | Х | |
| 5/16 дюйма (7,9 мм) 3D и 5D Радиусные матрицы | Х | Х | |
| 3/8 дюйма (9.5 мм) Радиусные матрицы 3D и 5D | Х | Х | |
| Радиусные матрицы 3D и 5D 1/2 дюйма (12,7 мм) | Х | Х | |
| 5/8 «(15,9 мм) 3D- и 5D-радиусные матрицы | Х | Х | |
Гарантия производителя на 1 год
| ПРОДУКТЫ — Новые ТОВАРЫ — Б / У УСЛУГИ Веб-сайты продуктов Связаться с нами Главная страница Oak Bluff, MB Канада R4G 0A5 Телефон: 204-788-1199 |
Wallace Machinery — ваш поставщик №1 из единого источника для оборудования и промышленных материалов. |
Производство трубной гибки более 13 лет!
Noble Industries имеет оборудование и знания, чтобы справиться со всеми вашими трубами и трубогибом , которые необходимы ! Сгибание трубы и трубки может быть простым делом или выглядеть как художник и обладать собственной наукой. Качество гибки понимается благодаря нашим многолетним знаниям в области гибки труб и трубных изделий. Мы можем гнуть круглую, квадратную, прямоугольную или овальную трубу. Мы специализируемся на прецизионной гибке труб с минимальной деформацией труб.Noble Industries может выдерживать жесткие допуски и может изгибать трубы самых разных размеров. Когда трубчатый продукт изгибается, существует вероятность деформации, если он изгибается слишком быстро или выходит за пределы допуска материала. Другие факторы, которые необходимо учитывать, включают толщину стенки и степень изгиба. Большая часть нашей продукции по гибке труб большого размера выполняется на нашем трубогибочном оборудовании с ЧПУ. У нас также есть ручное гибочное оборудование, которое требует крепления. Гибка с ЧПУ позволяет производить изгибы с точным и точным радиусом, изгибы с большим и малым радиусом и эллиптические изгибы — все на одной детали.Самой дорогой частью некоторых работ по гибке труб или гибке труб может быть тип уникального инструмента или приспособления для производства деталей и проверки качества результатов. Небольшие производственные партии от 50 до 100 металлических деталей или производственные партии от 500 000 до 1 000 труб — Noble Industries оправдает ваши ожидания.
Наша гибка труб по индивидуальному заказу Методы включают гибку с помощью плунжера, прокатку, гибку на оправке и гибку с вращательной вытяжкой.
Плунжер для гибки труб
Плунжерная трубка и изгиб трубы — это метод, при котором штамп прижимается к той секции трубы или трубы, где требуется изгиб.Матрица будет давить на боковую стенку материала и заставлять ее изгибаться, на другой боковой стенке также есть противоположные матрицы. Это заставит трубу или трубу соответствовать контурам штампа или инструмента.
Валковая трубогибочная
Рулонная труба и гибка трубы протягивает материал через ролики, оказывая давление на трубу, когда она проходит через ролики. Положение роликов постепенно изменяется во время работы, пока не будет достигнут желаемый радиус.Этот метод позволяет добиться более плавного изгиба и меньшего искажения изгибаемой трубы или трубы.
Изгиб трубопровода на оправке
Изгиб трубы на оправке используется, когда изогнутая труба и труба не должны иметь деформации или иметь очень небольшую деформацию. Труба и труба поддерживаются изнутри гибкой оправкой, которая поддерживает материал, так что изгиб происходит без внутреннего складывания или деформации.
Трубогиб роторно-вытяжной
Поворотный вытяжной изгиб образуется путем протягивания детали вокруг вращающегося формирователя изгиба.Передняя кромка сгибаемого материала прижимается к штампу для гибки, в то время как материал остается между канавкой штампа для формования и противодействующей силой, обычно называемой встречным изгибом или штампом для прижима. Формовочная матрица поворачивается до желаемой степени изгиба, завершая процесс.
Перечень оборудования Noble Industries для гибки труб и труб
- Трубогиб с ЧПУ SOCO — оправка с вращением на 360 градусов — длина 20 футов с максимальным размером трубы 2 дюйма круглой или 2 дюйма на 2 дюйма квадратной формы.
- Рондо (трехвалковые) трубчатые и угловые ролики — 3 «X 3»
- Трубогиб 3/4 «
- Разные специальные матрицы
Продукты и профиль клиента
Noble Industries обеспечивает гибку труб для следующих изделий:
- Примерами гибки труб для автомобилей и транспорта являются поручни.
- Ручки для тележек для медицинских, стоматологических и промышленных
- Трубогиб для тренажеров и тренажеров
- Дисплеи для точек покупки для розничной торговли и строительного магазина
- Строительные проекты
Это лишь некоторые из областей, в которых используются наши услуги по прецизионной гибке труб.
Выберите Noble Industries для всего вашего производства металла
Noble Industries — лучший выбор для всех ваших производственных нужд. Другие компании, занимающиеся производством металла, стремятся иметь таких же квалифицированных мастеров, новейшее оборудование и продукцию, производимую с такой же точностью, как и наша компания. Мы выполняем всю работу правильно и в срок.
Свяжитесь со знающим специалистом Noble Industries по телефону 800-466-1926 и сообщите нам, как мы можем удовлетворить ваши потребности в дизайне, производстве, покрытии, упаковке и исполнении.
| Изгиб | Уток становится дугой или монограммой обеих кромок на разных линиях. |
| Химические пятна | Химические пятна на ткани. |
| Дренажные метки | Миграция цвета. |
| Сгибает | Любая складка. |
| Пятна от насекомых | Пятна от насекомых на ткани. |
| KD желтый | Ткань становится желтой после машины KD TMT (от нормального оттенка). |
| Лунные метки | Форма луны на кромке ткани или кромке ткани не прямая. |
| Прижимные метки | Маркировка по утку на равномерном расстоянии. |
| Рубцы | Истирание или истирание, в основном, от протирки каната или пресса NIKKI. |
| Лента для пара | Неправильное связывание ткани на балке машины KD TMT, полоса у кромки. |
| Повреждения при обработке | Любые повреждения от ножниц, станка, пресса NIKKI или любого другого станка. |
| Следы загрязнения | Любой тип пыли на ткани. |
| Контакт с цветом | Другой цветовой элемент наносится на ткань. |
| Опалочная лента | Неправильное выгорание волокон с поверхности ткани из-за складки ткани или проблемы с пламенем. |
| Пятна | Любые пятна на ткани, такие как масло, жир и т. Д. |
| Водяные пятна | Пятна от капель воды на ткани. |
| Следы обертки | Оттиск обертки на ткани в машине KD TMT |
| Концевые отметки | Отметка стыка ткани. |
| Истирание (Fsg.) | Любой тип истирания на валке или любых частях машины. |
| Сублимация цвета | Миграция цвета из-за пара. |
| Сдвиговые повреждения | Любые повреждения от ножниц. |
| Повреждение стентера | Повреждение из-за запутывания булавки или ткани со стороны нагнетания машины. |
| Corino повреждение | Повреждение булавки или разрыв ткани из-за натяжения. |
| Nikki damage | Любые частицы, попавшие в сторону пластины машины, могут повредить ткань. |
| Повреждения от вымывания | Любые повреждения из-за чистящих валков или любых других частиц внутри машины. |
| Пиллинг | Образование шариков на поверхности ткани. |
| Усадка | Удлинение на любой машине может возникнуть, если ткань смочена в горячем растворе моющего средства. |
| Повреждение при вращении | Любое повреждение из-за любых частиц попадает внутрь машины. |
| Пятно от смолы | Пятна химического вещества на основе смолы на ткани. |
| Желтое пятно | Куркума, масло, пятна на ткани выглядят как желтые пятна. |
| Паровые пластыри | Неравномерное пропаривание в аппарате KD TMT и обдув. |
| Следы всасывания | Происходят из зоны охлаждения стентера. |
| Двойные отметки | Любая складка создает двойную отметку на машине. |
| Следы пистолета | Кольцо или отпечаток пистолета, когда мы используем его во время удаления пятен. |
| Неправильная установка булавок | Неправильная установка булавок на кромке ткани. |
| Следы от пыли | Любые отложения волокон на ткани. ➤
|