
Как заточить сверло правильно в домашних условиях + Видео и Фото
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным. Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно.
Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла. В этой статье будет рассказано, как заточить спиральное сверло, а также сверло с твердыми напайками для сверления бетона.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
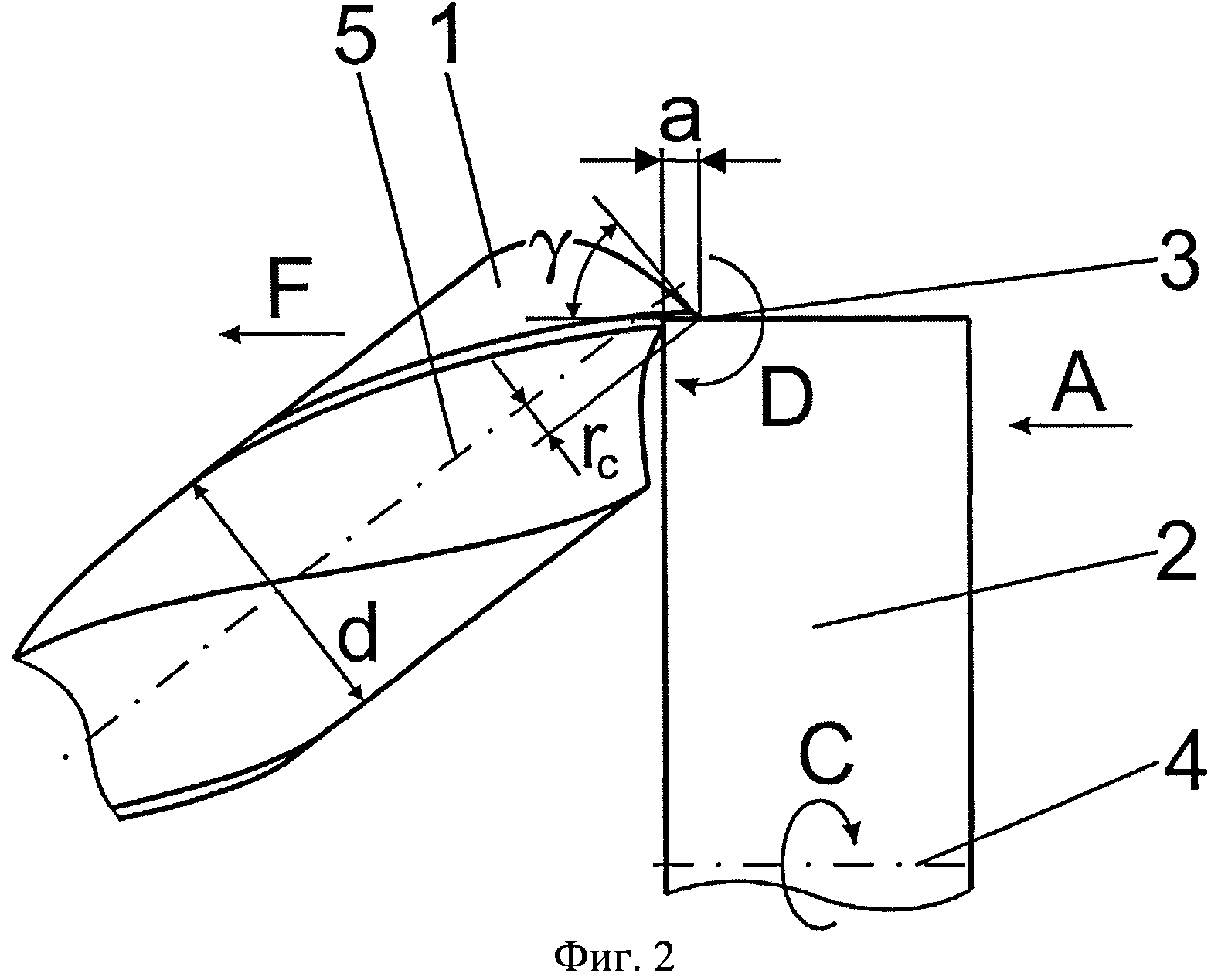
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.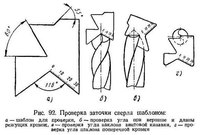
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью.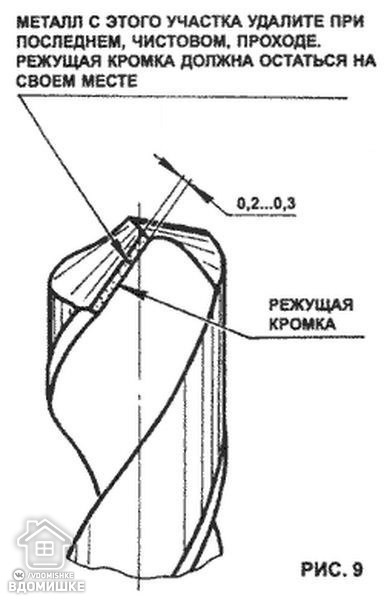 См. фото:
См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео. Ручная заточка спиральных сверл. Часть — 1.
Видео. Заточка спиральных сверл. Часть — 2.
Видео. Стачивание перемычки ребра сверла. Часть — 3.
Видео. Заточка сверл — приложение.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится.
Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится.
До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.
Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения.
Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Видео. Заточка буров для перфоратора. Часть — 1.
Видео. Заточка буров для перфоратора. Часть — 2.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как самому правильно заточить сверло вручную
Для заточки свёрл существуют специальные приспособления, которые помогают правильно выдержать все рабочие углы этого инструмента. Но если нужного устройства под рукой нет, то несложно научиться проводить эту ответственную операцию самому. Начинать практиковаться в заточке лучше со сверла среднего диаметра 10 – 12 мм.
Но если нужного устройства под рукой нет, то несложно научиться проводить эту ответственную операцию самому. Начинать практиковаться в заточке лучше со сверла среднего диаметра 10 – 12 мм.Чуть-чуть теории
Это угол заточки сверла, он приблизительно составляет 120 градусов.
После заточки передняя режущая часть инструмента должна быть симметрична. Если произошло смещение, надо поправить – переточить.
За режущей кромкой имеется задний срез или задняя поверхность. Она должна быть направлена относительно режущей кромки на 1 – 1,5 мм вниз в сторону хвостовика сверла.
Подготовка к операции
На точильном камне маркером наносим черту параллельно оси вращения. Теперь постараемся правильно расположить сверло в пространстве для проведения заточки. Прикладываем сверло задним срезом режущей кромки к черте на точильном камне, плотно без зазоров. Сверло должно располагаться строго горизонтально!
При этом нанесенная черта будет находиться несколько выше оси вращения точила.
Продольная ось инструмента в горизонтальной плоскости будет повёрнута влево примерно на 30 градусов, это обеспечит правильный общий угол заточки в 120 градусов. Запомним это положение в пространстве.
Переходим к практике
Берем побывавшее в работе сверло, со сбитыми режущими кромками и попробуем его заточить. Находим правильное положение инструмента в пространстве, начинаем заточку.
Вначале одну сторону, потом другую. Не торопимся, делаем работу максимально аккуратно. Если затачиваемая комка перегревается, раскаляется до красна, окунаем инструмент в емкость с водой. Затем продолжаем работу.
Проверяем результат
Как будто бы все получилось. Угол заточки около 120 градусов, задний срез имеет правильный скос к хвостовику сверла.
Берем дрель, вставляем заточенный инструмент в патрон. Пробуем сверлить стальную пластину толщиной 8 мм.
Все идет довольно хорошо.
Однако, истинным критерием правильно выполненной операции является стружка спиральной формы.
 Если она еще и симметричная двухсторонняя, то значит, углы заточки оптимальны.
Если она еще и симметричная двухсторонняя, то значит, углы заточки оптимальны.Небольшое послесловие
Вполне возможно, что с первого раза операция может не получиться. Ничего страшного. Терпение и аккуратность, это даст положительный результат. Пару слов о технике безопасности. Точило должно иметь защитный кожух. Работать необходимо в перчатках, причем прочных, например спилковых. Лицо и глаза следует ОБЯЗАТЕЛЬНО защитить очками, а лучше маской. Успешной Вам работы!
Смотрите видео
В видеоролике наглядно происходит процесс заточки сверла вручную, так что обязательно посмотрите.
Как правильно заточить сверло по металлу! Видео о правильной заточке сверл
В домашнем хозяйстве самым востребованным электроинструментом является дрель. Используя надежного помощника можно не только высверливать практически любые отверстия, но и вырезать места под установку электромонтажных приборов, включая розетки, выключатели.
Но для этого вам обязательно понадобится набор сверл. Выпускаются сверла для работы с любыми материалами.
В процессе работы сверла тупятся и нуждаются в заточке.
Размещенный ниже материал рассказывает, как правильно заточить сверло по металлу в дополнение посмотрите видео о вариантах заточки
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла.
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материалА для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания.
Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм.
Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке.
Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть.
Центровые сверла используются для центровки деталей при точении.
Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет. Надо только бережно относиться к их хранению и использованию.
Для нас же важно научиться затачивать сверла при работе по металлу, бетону.
Для того чтобы узнать, как правильно заточить сверло по металлу, достаточно посмотреть видео о способах и углах заточки.
Чтобы произвести заточные работы, надо иметь не только заточное оборудование, но и средства защиты.
Из средств защиты надо обязательно приобрести защитные очки.
А для заточки сверла лучше всего купить заточной станок.
Видео:
Несколько слов о заточном станке
Чаще всего заточной станок изготавливается на основе небольшого электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок должен быть оборудован в обязательном порядке прозрачным защитным экраном, подпятником.
В домашних условиях не следует использовать сверла диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О том, что сверлу требуется заточка, можно судить по появляющемуся характерному скрипу при сверлении, особенно в его начале. Одновременно сверло начинает сильно нагреваться, что еще больше приводит к его стиранию.
Точатся сверла на специальных заточных станках. В домашних условиях сверла можно затачивать на простом точиле с камнем, при помощи болгарки с насадкой, на наждачке.
Итак, как правильно заточить сверло по металлу?
Как затачивать сверло, определяет форма задней плоскости сверла.
Дело в том, что заточка сверла производится по задним граням.
Внимание! Правильно заточенное сверло имеет два зуба, заточенные абсолютно одинаково.Говоря о видах заточки, отметим, что их бывает несколько.
Самый простой, одноплоскостной.
Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В процессе заточки запрещается перемещать или вращать сверло.
Это самый простой вид заточки. Но его рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида заточки считается разрушение режущей кромки сверла в процессе работы в виде выкрашиваемости.
Второй распространенный вид заточки называется коническим.
Данный вид заточки используется для сверл диаметром свыше 3 мм. Это более сложный вид заточки.
Коническую заточку сверла сложно выполнить вручную.
Для ее выполнения, надо взять сверло в левую руку, зажав рабочую часть. Правой рукой зажимается хвостовик.
Сверло прижимается режущей кромкой к торцу заточного круга под нужным углом.
Покачивая сверло правой рукой, создайте конусную поверхность на задней грани сверла.
Внимание! Плавными и медленными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня.
Эти же действия выполните и для второй части сверла.
Внимательно следите за выдерживанием формы задней грани и углом заточки.
Для точного измерения углов заточки применяйте специальный прибор, называемый угломером.
Если измерительного прибора нет, можно сделать шаблон.
А какие углы надо выдерживать, где узнать их величину.
Угол заточки сверла по металлу выбирается из таблицы.
Важно! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Обязательно делайте охлаждение и закалку водой.
Чтобы обеспечить требуемые углы заточки сверла, рекомендуется использовать специальные приспособления.
Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
__TITLE__
Методы заточки сверл болгаркой в домашних условиях, своими руками
О заточке сверла при помощи точильного камня мы рассмотрели. А еще как самому заточить сверло?
Если нет под рукой заточного станка, можно обойтись болгаркой.
Способ 1
Данный способ заключается в том, что сверло жестко крепится в тисках или приспособлении. Задается угол закрепления.
На болгарку устанавливается диск для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла.
А как заточить сверло болгаркой, хорошо показано на предлагаемом видео.
Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закреплять сверло в приспособлении или тисках.
Видео:
Способ 2
При этом способе заточки крепится болгарка. На болгарку устанавливается диск с мелкой наждачной бумагой.
Сверло держится рукой, прикладывается к диску режущей частью.
Все отлично видно, как заточить сверло по металлу болгаркой на видео.
youtube.com/embed/v2dNjNoT0SM?rel=0″ frameborder=»0″ allowfullscreen=»»/>
Видео:
Правила заточки победитовых сверл
А как заточить победитовое сверло? Победитовое сверло чаще всего используют для сверления отверстий в бетоне, кирпиче, камне.
В процессе работы сверло нагревается, издавая визжащий звук. Это первый признак, что сверло нуждается в заточке.
Подробно о способах, как заточить победитовый бур для перфоратора.
Чтобы заточить победитовое сверло, лучше воспользоваться точильным станком с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для победитового сверла он равен 170º.
Заточка победитового сверла заключается в подправке затупившейся режущей кромки.
Видео:
Работа с наждаком
Плавным касанием сверла к заточному камню подправьте переднюю поверхность сверла.
Сверло берется в левую руку ближе к режущей части, правой рукой держится за хвостовик. Сверло подводится к заточному камню, отрезному диску болгарки или грибу с установленным наждачным полотном.Заточка заключается в подправке режущей кромки победитового сверла, которая при сверловке твердой поверхности затупляется.
Внимание! Надо помнить, что частота вращения заточного камня зависит от твердости сверла. Чем тверже материал сверла, том медленнее должен вращаться диск.
В процессе заточки необходимо следить за одинаковостью режущих сторон. В противном случае у вас получатся увеличенные и неровные отверстия. Важно не перекаливать сверло и охлаждать.
Видео:
Видео:
Выводы:
- – сверло можно заточить правильно и в домашних условиях самому;
- – сверла до 3 мм предпочтительнее затачивать одноплоскостным видом заточки;
- – для сверл свыше 3 мм рекомендуется применять коническую заточку;
- – для заточки можно использовать не только специальное оборудование, но и болгарку с наждачной насадкой;
- – заточку победитового сверла лучше производить на заточном станке с алмазным диском;
- – при заточке обязательно пользоваться защитными очками.


Видео подобранное по теме заточки сверл разными способами
Видео:
Видео:
Видео:
Как заточить сверло по металлу: угол заточки, основные правила
Рассказываем как заточить сверло по металлу правильно при помощи точила, болгарки и приспособлений. Основные требования и правила заточки в домашних условиях. Особенности восстановления победитовых и ступенчатых сверл. Угол заточки, использование шаблонов.
Со временем даже самое качественное сверло затупляется, все хуже входит в металл и не позволяет проделать ровное отверстие требуемой точности. В большинстве случаев ничего не остается, как заточить сверло по металлу, не отходя от рабочего места. Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.
Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.
Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.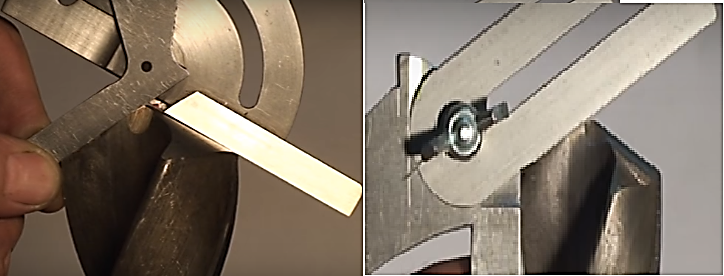
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.

Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
 При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.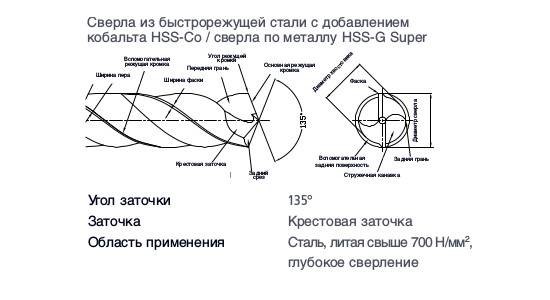
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом. При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок.
Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
Основным элементом такого шаблона для заточки сверл по металлу является подручник, предназначенный для решения следующих важных задач:
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.
Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.
Правильный угол
Для качественной и точной заточки сверла важно подобрать правильный угол.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.
Таким образом, чем мягче металл заготовки, в которой требуется проделать отверстие, тем угол тупее.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Кроме доводочных дисков, довести режущие поверхности до совершенства можно при помощи наждака, установленного на дрель или болгарку.
Проверка заточки
Для быстрой проверки правильности заточки инструмента используют специальный шаблон, при помощи которого можно контролировать:
- длины рабочих граней;
- положение вершин углов;
- угол наклона винтовой канавки;
- угол продольной грани.
Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.
Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Важные правила
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.

Длины режущих граней должны отличаться одна от другой не более чем на 0,1–0,3 мм. Данное правило особенно важно для инструмента небольшого диаметра.
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.
Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
 » src=»https://www.youtube.com/embed/2IfuWWQ1skI?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/2IfuWWQ1skI?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
В отличие от обычных конусные сверла заточить непросто: при неправильном выполнении работы режущая кромка инструмента может прийти в негодность.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
А вы сталкивались когда-нибудь с необходимостью заточки сверла по металлу в домашних условиях? Все ли у вас получилось или возникли какие-то затруднения? Поделитесь, пожалуйста, собственным опытом в комментариях.
как правильно заточить на наждаке и болгаркой любое сверло в домашних условиях своими руками?
Каким бы ни оказалось сверло – даже высококачественным – после сотен циклов сверления оно становится более тупым, теряя идеальную заточку, придаваемую самому изделию ещё на заводе. Оно не просверлит идеальное, не рваное отверстие, пока не вернуть сверлу былую остроту.
Когда нужно точить?
Заточка сверла по металлу нужна в следующих случаях.
- Соскакивает с намеченной при помощи керна точки.
- При попытке просверлить без разметки будущего отверстия сверло не зацепляется верхушкой острия за выбранную точку, а «гуляет», какие бы усилия мастер ни прилагал.
- Появляется биение, стук, шум при сверлении, переходящий в высокочастотный лязг. Стук и вибрация расшатывает дрель (или перфоратор). На разбитой тупыми свёрлами механике сверлить новыми, только что купленными бурами нельзя: новое сверло от этого часто ломается.
- Перегрев даже после минуты непрерывной работы. Перекаливание быстрорежущей стали приведёт к потере её прочностных свойств (вязкость, твёрдость), и изделие будет пригодно лишь для работ по дереву, а не по металлу.
- Металлические частицы становятся рваными, спиральная стружка исчезает.
Обнаружив один или несколько признаков, немедленно прекратите сверление и проверьте остроту острия и спиральных кромок.
Необходимые инструменты
Любой из выбранных инструментов, включая снабжённые электродвигателем, должен точить стальные изделия (ножи, свёрла, ножницы и т.![]() д.). Второе требование – удержание затачиваемого сверла в процессе. То, насколько быстро и эффективно заточится сверло, зависит от выставления требуемого угла стачивания лишнего слоя стали с кромок острия и скорости выталкивания изделия навстречу точильному кругу. Механизированные средства затачивания позволяют привести сверло диаметром 3-19 мм в рабочий вид за пару минут. Спиралевидные свёрла точатся на специальных или обычных станках с электромотором и простейшей системой подачи. Такой станок можно собрать самостоятельно в гаражных условиях – приобретать профессиональные станки незачем; нередко выправку сверлящего острия выправляют с помощью напильника, точильного камня или круга.
д.). Второе требование – удержание затачиваемого сверла в процессе. То, насколько быстро и эффективно заточится сверло, зависит от выставления требуемого угла стачивания лишнего слоя стали с кромок острия и скорости выталкивания изделия навстречу точильному кругу. Механизированные средства затачивания позволяют привести сверло диаметром 3-19 мм в рабочий вид за пару минут. Спиралевидные свёрла точатся на специальных или обычных станках с электромотором и простейшей системой подачи. Такой станок можно собрать самостоятельно в гаражных условиях – приобретать профессиональные станки незачем; нередко выправку сверлящего острия выправляют с помощью напильника, точильного камня или круга.
Болгарка
Мастеру потребуется, кроме самого электропривода, тиски, в которых зажимается обтачиваемое изделие.
Зернистость шлифкруга выбирается такой, чтобы невооружённым глазом невозможно было разглядеть микроборозды, оставляемые зёрнами стеклокрошки, которая и шлифует металл.

Для обточки сверла болгаркой сделайте следующее:
- зажмите сверло в тисках вертикально;
- обточите тыльную грань, чтобы удалить следы износа;
- обточите рабочую кромку под углом в 120°.
Не держите сверло в обточке непрерывно более двух секунд. Короткие сеансы заключаются в снятии тонких, намного меньше 1 мм, слоёв сплава с рабочей грани. Сверло вновь готово к работе.
Точило
Болгарка отличается быстротой использования, мобильностью, но за обточку с её помощью мастер платит травмоопасностью. Даже надев на шлифмашинку защитный кожух, есть вероятность, что круг треснет, инструмент поведёт при коротком заклинивании на оборотах в тысячи оборотов в секунду. Точило снижает травмоопасность за счёт жёсткой фиксации самого станка. При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.
При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.
- Закрепите сверло в держателе и включите станок.
- Подводите режущие кромки к точильному кругу под углом в 120°.
- Если на сверле присутствуют насечки и выбоины – сточите их со всех сторон. Они нарушают центровку изделия и дрели, заставляя последнюю излишне вибрировать.
Обтачивая свёрла большого диаметра, из-за повышенной общей теплоёмкости сталь перегревается, превращаясь из быстрорежущей в обычную, непригодную для сверления любых других сталей.
Насадка на дрель
Насадка на дрель позволяет обточить свёрла по металлу. Схема действий здесь следующая.
Схема действий здесь следующая.
- Установите на дрель насадку-переходник под обычные свёрла. На простой электродрели она вряд ли потребуется.
- Установите в отверстие нужного диаметра сверло.
- Запустите дрель и обточите сверло с одной из сторон.
- Для обточки второй режущей грани поверните сверло другой стороной с того же конца.
Насадка на дрель даст заточить лишь немного затупленное сверло.
Изделие, на котором присутствуют выбоины и насечки на режущей грани, с помощью дрели наточить не удастся.
Но из-за сравнительной дешевизны – по сравнению с другими инструментами – обточка свёрл на насадке стоит недорого.
Напильник или надфиль
Напильник не приспособлен дл обработки быстрорежущей стали, отличающейся повышенной твёрдостью по сравнению с остальными сортами и марками сталей.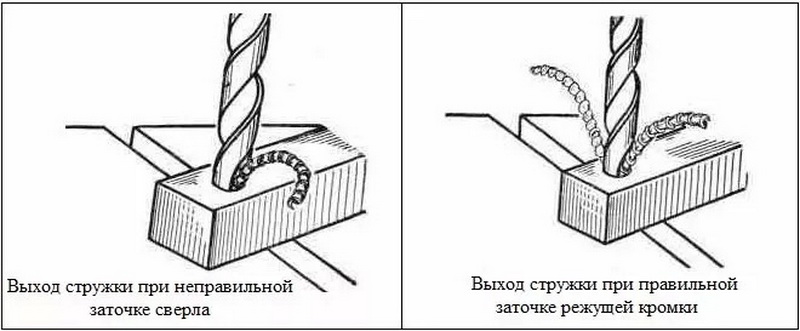 Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.
Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
Особо знающие толк мастера дооснащают данное приспособление бруском из дерева, рассверлённом бурами разного диаметра.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.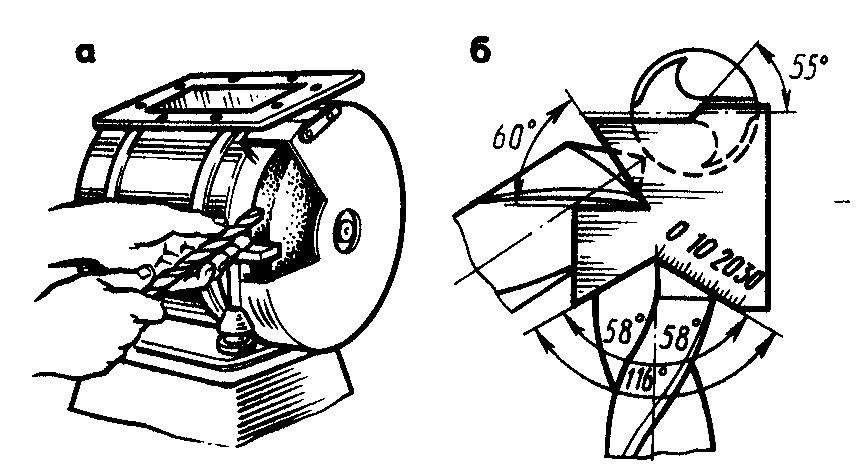
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
А вот для стекла и керамогранита угол ещё тупее – 135°, то же самое требуется для мягкой бронзы и алюминиевых сплавов.

Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Последнее даст металлу или сплаву на заготовке выскабливаться активнее в центре отверстия.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Рекомендации
Обычные свёрла подтачиваются своими руками на простом точиле, пильном станке с большим шлифдиском, болгарке или дрели с насадкой. Но для корончатых может потребоваться особый станок. Дело в том, что коронка обладает осью – основным сверлом, представляющим собой обычное изделие. И если оно точится по-простому, то зубчатая, похожая на пилу кромка коронки потребует станочных условий. То же самое справедливо и для конусно-ступенчатых буров.
Не точите свёрла без защитного кожуха и экрана – разлёт стальной пыли опасен для глаз.
 Множественное поражение глаза, его засорение стружкой чревато сложностями при их извлечении.
Множественное поражение глаза, его засорение стружкой чревато сложностями при их извлечении.В худшем случае из-за интоксикации ржавеющей в солёной среде глаза сталью человек запросто его потеряет. Будьте осторожны, не сверлите «в потолок» без каски – падающая стружка также попадает в незащищённые глаза.
Подбирайте верный угол подточки. Слишком «пологое» сверло не просверлит сталь, слишком «крутое» – дерево, алюминий, бронзу, магний, пластик. Неправильно подобранный угол либо заставит сверло вилять, и отверстие сместится, либо оно заклинит и сломается.
Не сверлите обычной быстрорежущей сталью стекло, керамогранит, гранит, керамику, высокопрочную глину. Для этих материалов есть так называемый победит. Победитовый сплав значительно превосходит быстрорежущую сталь по прочности. Не пытайтесь просверлить закалённое стекло – оно тут же рассыплется.
Не точите победитовые свёрла простыми наждаками и каменно-остеклованными кругами – для этих изделий есть алмаз, вроде тех кругов, которыми режут камень, кирпич и калёную сталь. Обтачивайте победитовые свёрла на малых оборотах.
Не перегревайте сверло при обточке – перегретая сталь испытает отпуск и станет заметно хуже. Она уже не будет ни калёной, ни быстрорежущей (инструментальной).
Не охлаждайте раскалённое докрасна точёное сверло в воде или иных холодных жидкостях – от резкого охлаждения оно пронизывается микротрещинами. При первой же попытке просверлить заготовку изделие тут же сломается.
Не отклоняйте сверло при обточке. Малейший уход – хотя бы на градус – приведёт к неравномерному обтачиванию, возникнет вибрация, ломающая сам бур и расшатывающая редуктор и двигатель дрели.
Длины режущих граней отличны друг от друга до величины в 0,3 мм.
 Данное ограничение соблюдается при обточке свёрл малых диаметров.
Данное ограничение соблюдается при обточке свёрл малых диаметров.Длина рабочей части не должна быть менее сантиметра. Если сверло сломалось пополам, и часть режущей области выброшена, то не обтачивайте свёрла, чья рабочая часть составляет теперь менее сантиметра.
Буры с напайкой твёрдого сплава (например, с победитовым наконечником, алмазным напылением) точатся теми же средствами, что и цельноизготовленные буры из тех же материалов.
Как легко заточить сверло, смотрите далее.
Как заточить сверло по металлу?
Затупившееся сверло будет создавать дым и скрежет даже при сверлении мягкого металла. Когда свёрла затупляются, вы начинаете надавливать при сверлении сильнее, что неизбежно приводит к повреждению сверла и даже может привести к вашей травме. До того, как вы соберётесь в магазин, чтобы купить новые свёрла, попробуйте сначала простую технику заточки и сэкономьте время и деньги. Требуется около 30 секунд, чтобы наточить сверло и не более минуты, чтобы восстановить повреждённое, сломанное или сколотое сверло. Спиральные свёрла довольно легко заточить. А если испортить, то самое худшее, что может случиться, это то, что придётся сточить несколько миллиметров сверла, пока не получится всё сделать правильно.
Когда свёрла затупляются, вы начинаете надавливать при сверлении сильнее, что неизбежно приводит к повреждению сверла и даже может привести к вашей травме. До того, как вы соберётесь в магазин, чтобы купить новые свёрла, попробуйте сначала простую технику заточки и сэкономьте время и деньги. Требуется около 30 секунд, чтобы наточить сверло и не более минуты, чтобы восстановить повреждённое, сломанное или сколотое сверло. Спиральные свёрла довольно легко заточить. А если испортить, то самое худшее, что может случиться, это то, что придётся сточить несколько миллиметров сверла, пока не получится всё сделать правильно.
Содержание статьи:
Признаки сверла, требующего заточки
На сверле есть несколько признаков, по которым можно определить, что оно требует заточки. Для быстроты можно обращать внимание только на 3 основные его части: режущие кромки, задние поверхности (площадка за кромками) и перемычка в центре кончика сверла. Две режущие кромки на сверле должны быть острыми и симметричными. Задние поверхности — это то, что следует за режущими кромками и будет поддерживать режущий край, когда сверло сверлит. Эти «площадки» должны быть наклонены таким образом, чтобы оставить зазор между деталью, которую вы сверлите. Перемычка находится в самом центре кончика сверла и влияет на его центрирование и заход в материал при начале сверления. Она не должна быть слишком толстой.
Как заточить сверло по металлу
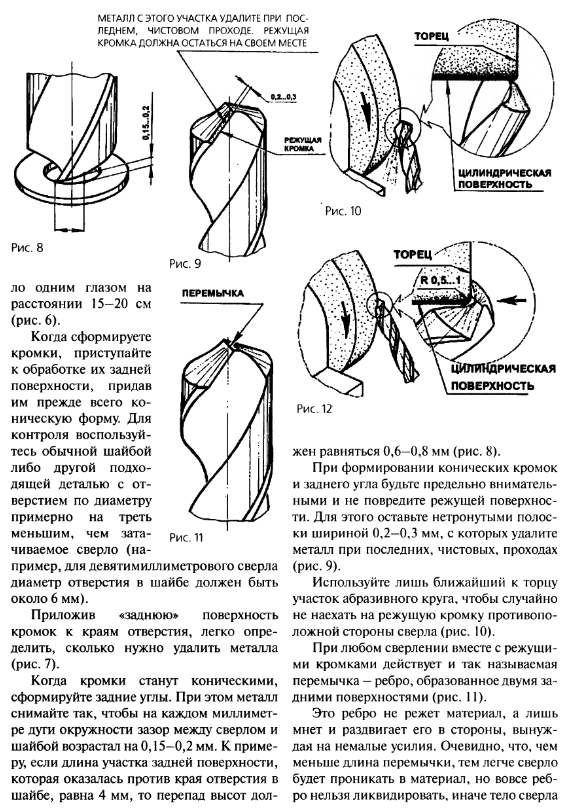
- Затачивание сверла заключается в восстановлении остроты режущих кромок. Обтачивать нужно как сами кромки, так и задние поверхности, которые следуют за кромкой. Сверло будет врезаться в материал, если с поверхностью соприкасаются только перемычка на кончике сверла и режущие кромки, а задние поверхности за этими кромками должны находиться на расстоянии от поверхности. Задние поверхности (площадки за режущими кромками) должны располагаться под углом 7–10 градусов относительно перпендикулярной линии оси сверла. Они имеют изогнутую форму, что придаёт опору кромкам. Если эти площадки не будут изгибаться под определённым углом, а будут на одном уровне с режущими кромками, то сверления просто не получится.
- Точильные станки обычно имеют два шлифовальных круга, один грубый, второй для более тонкой заточки. Если сверло крупное, сильно изношено и повреждено, то начните с грубого круга, потом переключитесь на второй круг. Если сверло выглядит нормально, начните сразу с круга для тонкой заточки. Обратите внимание, что край шлифовального круга должен быть гладким и ровным. Если это не так, его нужно обработать для сглаживания и выравнивания. Ширина шлифовального круга должна с запасом превышать длину режущей кромки затачиваемого сверла.
- Перед заточкой не рекомендуется надевать защитные перчатки, так как их может затянуть в станок вместе с рукой. Кроме того, перчатки ослабляют способность надёжно удерживать сверло. При этом желательно надевать защитные очки.
- При заточке, сверло нужно располагать под углом примерно 59–60 градусов относительно поверхности круга. Под этим углом располагается каждая из двух режущих кромок, образуя общий угол при вершине 118 градусов (у большинства сверл по металлу, у сверла для твёрдого металла угол может быть другой, см. в этой статье “угол при вершине”). То есть, нужно держать сверло так, чтобы режущая кромка располагалась горизонтально и была параллельна поверхности круга. Это не сложно выполнить, но при малом опыте, для облегчения процесса, можно использовать следующие приёмы.
- На подручнике можно провести черту (или несколько, как на фото) или наклеить малярную ленту под углом 60 градусов, чтобы можно было визуально совмещать с этой чертой боковую часть сверла. Это будет как ориентир, чтобы затачивать правильный угол при вершине сверла. Также, на подручнике можно расположить уголок под нужным углом к кругу и прикрепить его струбциной. Нужно будет прижимать к уголку сверло, и подводить его к кругу.
- Не критично, если угол при вершине будет не точно 118 градусов, но углы и длина режущих кромок должны быть симметричными с обеих сторон. В этом случае отверстия, сделанные заточенным сверлом, будут получаться нужного диаметра.
- Попрактикуйтесь держать сверло. Оно будет лежать на пальцах правой руки, которые опираются на подручник. Сверло прижимается сверху большим пальцем. Пальцы второй руки держат сверло за хвостовик и обеспечивают его движение. Можно поменять расположение рук, как Вам будет удобнее.
- Удерживайте одну из режущих кромок сверла под углом 60 градусов к поверхности шлифовального круга. В начале заточки нужно, чтобы линия режущей кромки находилась горизонтально.
- Включите наждак. Медленно двигайте сверло, пока оно не коснётся кромкой круга. Далее нужно легко прижать кромку к поверхности круга и начинать двигать кончик вверх (опуская хвостовик, угол сверла к кругу сохраняется 60 градусов). То есть, затачивается режущая кромка, потом продолжается обточка площадки за кромкой (задней поверхности), а режущая кромка отходит от круга, сохраняя горизонтальное расположение (но сверло продолжает контактировать с шлифовальным кругом площадкой за режущей кромкой). После обточки задней поверхности, нужно отвести сверло от шлифовального круга. Так нужно сделать один или несколько раз и переходить к заточке второй стороны сверла.
- Далее следует перевернуть сверло на 180 градусов, сохраняя его положение под углом 60 градусов относительно круга (режущая кромка сверла располагается горизонтально), и начать процесс заточки второй стороны сверла.
- Если приходится много стачивать металла, то металл будет нагреваться. Держите ёмкость с водой рядом, чтобы периодически погружать туда сверло для охлаждения. При шлифовании не допускайте перегрева сверла. Перегрев приведет к тому, что кромки сверла станут синими, что свидетельствует о потере закалки сверла. Если так случится, то синяя область должна быть полностью сточена.
- Если обе режущие кромки стали острые, проверьте, одинаковые ли они по длине. Сравнение длины кромок можно определить как визуально, на глаз, так и измерив штангенциркулем. Более длинную кромку можно дополнительно подточить.
- По неопытности, может потребоваться много повторений, чтобы две режущие кромки сверла стали симметричными. Это нормально и требует большого терпения. Продолжайте затачивать до достижения результата. Чаще переворачивайте сверло, чтобы не заточить одну сторону больше другой.
- Для незначительной корректировки режущих кромок, а также при подправке её остроты, можно обтачивать не всю поверхность, следующую за ней, а только саму кромку (небольшую полоску вдоль неё). Это можно сделать, легко касаясь режущей кромкой круга при её горизонтальном положении.
- Для проверки формы и расположения обточенных задних поверхностей можно использовать как специальный шаблон, так и самодельный, который можно вырезать из листового материала. Другой многим известный способ определить правильность угла при вершине – положить вплотную две гайки с шестигранной головкой, чтобы две их кромки соприкасались (как показано на фото). После нескольких проходов шлифования проверьте сверло. Оно должно подходить прямо в угол двух гаек. Так проверяется угол при вершине 118 градусов.
Уменьшение перемычки кончика сверла
При заточке сверла большинство людей делают ошибку, не уменьшая перемычку на его кончике. В дальнейшем приходится использовать большее давление при сверлении. Почему перемычка при заточке сверла получается широкой? Толщина центральной части сверла (сердечника) неравномерная. Она увеличивается от кончика сверла к хвостовику, для его укрепления. Перемычка – это, по сути, и есть кончик «сердечника» сверла. В более крупных сверлах, когда сверло многократно затачивали, толщина перемычки становится больше (так как «сердечник» сверла становится толще, ближе к хвостовику).
Во время сверления центр сверла тормозит процесс, создавая 50–70% сопротивления. Это можно исправить путем уменьшения поперечной кромки стачиванием. Уменьшение перемычки очень эффективно для снижения сопротивления резке сверла, а также способствует лучшему удалению стружки.
Она шлифуется на менее грубом шлифовальном круге, его краем. Из каждой канавки должно быть сточено равное количество металла. При её стачивании будьте осторожны, чтобы не сделать перемычку слишком тонкой и не повредите режущие кромки. Особенно нужно быть осторожным на свёрлах малого диаметра, чтобы не сточить лишнего.
Тестирование заточенного сверла
Для быстрой проверки, поместите кончик сверла на деревянный брусок и просто поверните его медленно вручную (по часовой стрелке). Правильно заостренное сверло легко начнет врезаться в дерево, даже при очень небольшом давлении.
Для настоящего теста установите сверло в дрель. Попытайтесь просверлить брусок дерева. Сверло должно войти в дерево без усилия. Обе кромки должны срезать одинаковый слой материала. Стружка должна одинаково выходить с обеих сторон.
Анатомия сверла
При заточке сверла по металлу необходимо иметь представление о его устройстве.
Для сверления металла наиболее часто применяются спиральные свёрла. В основном, когда вы выбираете сверло для вашей работы, учитывайте его длину, тип кончика, тип спиральной канавки, металл из которого оно сделано.
Рабочая часть сверла подразделяется на две части – на режущую и калибрующую (направляющую). Режущая (или заходная) часть состоит из 2‑х режущих кромок, задних поверхностей (идут на этой же площадке сразу за кромками) и перемычки. Направляющая часть имеет 2 спиралевидные ленточки, к которым примыкают канавки для стружки, а с другой стороны – спинками.
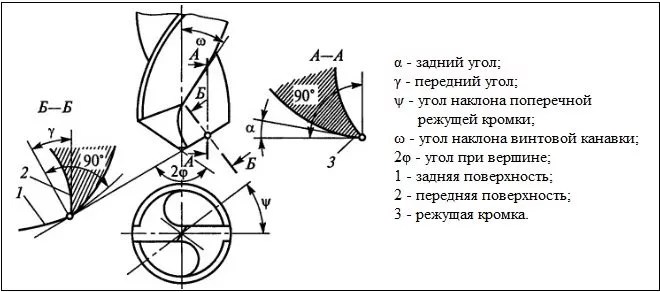
Разберём базовые характеристики спирального сверла: угол при вершине, угол зазора режущих кромок, главные режущие кромки, перемычка между кромками и угол спирали.
Угол при вершине
Он расположен на кончике спирального сверла. Это угол между двумя режущими кромками. Он обязателен, чтобы центровать спиральное сверло на материале, который сверлите. Угол при вершине варьируется на разных сверлах и должен быть адаптирован к материалу (его твёрдости), который Вы будете сверлить. Чем жестче металл, тем больше угол при вершине (и, следовательно, более плоский кончик).Наиболее универсальное спиральное сверло по металлу имеет угол при вершине 118 градусов, приемлемый для использования на древесине, мягком металле, металле средней твёрдости, пластике и большинстве других не твёрдых материалов. Для твёрдых материалов, таких как нержавеющая сталь, угол при вершине должен быть больше (135 градусов). С большим углом при вершине начинает действовать большая часть режущих кромок раньше. Более маленький угол, например 90 градусов, подходит для очень мягких пластиков и других мягких материалов (к примеру, алюминия). Он будет тупиться при сверлении твёрдых материалов.
Задние поверхности и угол их расположения
Оба режущих края должны иметь рельеф, позволяющий им войти в заготовку для выполнения резки металла. Задние поверхности (площадки за режущими кромками) сверла располагаются на другом уровне, чем режущие кромки. Они плавно изгибаются, образуя «просвет» и позволяя резать кромкам при сверлении. Свёрла общего назначения имеют «просвет» от 8 ° до 12 ° (или даже до 15 градусов). Слишком большой зазор вызовет недостаточную опору режущих кромок, и не будет достаточной толщины кромок, чтобы отводить выделяющееся тепло при сверлении. Величина этого угла влияет на твёрдость материала, который сверлите. Меньший угол для более твёрдого материала, а больший – для более мягкого. Недостаточно большой угол зазора (менее 9 градусов) потребует усиленного давления при сверлении, что может вызвать повреждение перемычки на кончике сверла.Перемычка
Две режущие кромки вместе с задними поверхностями (площадками, следующими за кромками) в месте соединения образуют перемычку. Она расположена в середине кончика сверла, также участвует в резке, но не режет так эффективно, как режущие кромки. Центральная перемычка отвечает за ввод сверла в материал, его центрирование.
Спиральные ленточки
Располагаются на наружной винтовой поверхности направляющей части сверла. Ленточки уменьшают трение, улучшают отвод тепла и обеспечивают направление сверла в отверстие.
Спиральные канавки для стружки
Спиральные канавки служат каналом для вывода вырезанного материала (стружки) из отверстия, позволяют специальной жидкости для резки и сверления достичь режущих кромок.
Угол спирали
Угол наклона спирали у сверл по металлу может отличаться. Большие углы спирали обеспечивают эффективное удаление мягких, длинномерных стружек. Меньшие углы спирали используются для твердых материалов с короткими стружками.
Сверла, имеющие очень маленький угол спирали (10 ° — 19 °), имеют длинную спираль. В свою очередь, сверла с большим углом спирали (до 45 °) имеют короткую спираль. Свёрла с нормальной спиралью имеют угол спирали 19 ° — 40 °.
Хвостовик
Это конец сверла без спирали, который удерживается патроном дрели. Диаметр хвостовика важно учитывать при покупке сверла.
Длина сверла
Общая длина сверла – это размер от основания сверла до его режущего кончика. Длина спирального сверла влияет на его жесткость. Более короткое сверло будет крепче и, с меньшей вероятностью, будет блуждать или ломаться, но может не иметь достаточную длину, необходимую для всех работ. В то время как более длинные свёрла могут просверливать более глубокие отверстия, они являются более гибкими, что означает, что отверстия, которые они просверливают, могут иметь неточное расположение или отклоняться от заданной оси.
Из чего сделано сверло по металлу
- Для изготовления свёрл по металлу используется быстрорежущая сталь (англ. HSS / high speed steel — высокоскоростная сталь). На таких свёрлах имеется обозначение “HSS” на хвостовике. Это общее название сверл по металлу иностранного производства, дополнительные обозначения дают расширенную информацию о составе сверла. Это легированная сталь, используемая для изготовления металлорежущего инструмента, работающего при высоких скоростях резки. Свёрла сделаны из углеродистой стали с добавлением вольфрама, хрома, молибдена и других элементов. Это позволяет им использоваться на быстрой скорости вращения. Свёрла HSS более устойчивы к потере закалки, они довольно распространены в комплектах и пригодны для практически любого автомобильного использования. Если вам не нужно сверлить очень часто, то подойдёт даже самое недорогое сверло HSS.
- Кобальтовая сталь (свёрла с добавлением кобальта отмечены обозначением “Со” и указанием процента содержания кобальта на хвостовике (HSS Co‑5 и HSS Co‑8 или HSS‑E)). Данные свёрла очень долго сохраняют заточку, не теряют остроту режущих кромок даже при более высоких температурах. Если вам нужно сверлить нержавеющую сталь, кобальт — лучший вариант. У такого сверла есть и недостатки. Оно более хрупкое, чем простые HSS свёрла, поэтому может повреждаться легче, особенно при боковом напряжении или при застревании сверла в отверстии. Они также намного дороже. Кобальтовые свёрла служат очень долго, если с ними правильно обращаться.
- Карбид вольфрама (Tungsten Carbide / Solid Carbide). Это чрезвычайно жесткие сверла, но в то же время хрупкие. Это ограничивает их широкое применение при ручном сверлении. Чаще встречаются в промышленном применении, в инженерных цехах. Такие свёрла потребуются, если нужно сверлить высокопрочную сталь, чугун или сплавы титана.
Защитное покрытие сверла
Покрытие, нанесённое на сверло влияет на эффективность и срок его службы.
- Черный оксид (Black Oxide) — самое экономичное покрытие. Черный оксид добавляет защиту от коррозии, увеличивает отпуск и снятие напряжений в сверле. Это покрытие также уменьшает истирание, а также способствует сохранению охлаждающих и смазочных материалов для сверления на сверле. Черный оксид подходит для сверления чугуна и стали, но не рекомендуется для сверления алюминия, магния или подобных металлов.
- Оксид бронзы (Bronze Oxide) — увеличивает отпуск и снятие напряжений в сверле и, как правило, используется в одиночку для визуального определения кобальтовой стали или с черным оксидом для определения лучших сортов высокоскоростной стали.
- Нитрид титана (Titanium Nitride (TiN)). Более дорогое покрытие, которое увеличивает твердость сверла и обеспечивает тепловой барьер, приводящий к увеличению производительности и увеличению срока службы инструмента в более твердых материалах. Свёрла с покрытием нитрида титана подходят для сверления чугуна и стали, а также алюминия, магния. Однако на практике титановое покрытие, в конечном счете, изнашивается, и если заточить его, покрытие полностью теряется. Титановые свёрла выглядят как свёрла HSS с латунной или оранжевой окраской.
- Карбонитрид титана (TiCN — Titanium Carbonitride). Имеет сине-серый оттенок. Покрытые карбонитридом титана свёрла более твёрдые и износоустойчивые, чем многие другие покрытия.
- Покрытие цирконием (Zirconium Coating). Хотя не является основным материалом для свёрл, покрытые цирконием металлы очень хорошо служат. Покрытие из нитрида циркония может увеличить прочность твердых, но хрупких материалов. Состав циркония также уменьшает трение для повышения точности сверления.
Обозначения на свёрлах по металлу HSS
Иностранные производители добавляют обозначения на свёрла по металлу HSS, которые говорят об применяемых технологиях и других особенностях сверла.
- HSS‑R. Эта маркировка говорит о том, что сверло прошло термическую обработку и роликовую прокатку.
- HSS‑G. Режущие части таких инструментов подвергают шлифовке при помощи боразона (CBN). Сверла HSS‑G получили максимально широкое распространения из-за сочетания высоких эксплуатационных характеристик и доступности.
- HSS‑E VAP. Так маркируют сверла, основное предназначение которых — обработка заготовок из нержавеющей стали. К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.
- HSS‑E (HSS-Co8, HSS-Co5 и др.). Эта маркировка указывает на высокое содержание кобальта в сплаве. Такие сверла подходят для обработки вязких и сложных металлов.
- HSS‑G TiN. Такие сверла имеют напыление из нитрида титана. Оно значительно повышает твердость инструмента и его термостойкость.
- HSS‑G TiAlN. Такие сверла имеют напыление из нитрида титана, легированного алюминием. Оно еще больше увеличивает твердость инструмента и его термостойкость.
Как правильно сверлить металл?
- Даже самые дорогие и крепкие свёрла будут иметь срок службы всего несколько отверстий, если их использовать неправильно.
- Лучше меньше надавливать на сверло и использовать более низкую скорость вращения. Скорость должна быть адаптирована к твердости материала и размеру отверстия. В целом, чем больше диаметр, сверла, тем должна быть меньше скорость его вращения и наоборот, чем сверло меньше, тем скорость может быть выше. Свёрлами от 1.5 до 4.5 мм можно сверлить металл на скорости вращения 3000 оборотов в минуту. Для свёрл большего диаметра рекомендуются обороты от 350 до 1000. Во время сверления, если вы начинаете видеть дым или металл, с которым вы работаете, начинает обесцвечиваться и затемняться, вы сверлите слишком быстро. Скорость вращения влияет на нагрев сверла. Горячее сверло быстрее затупляется. Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.
- Поскольку металлы имеют гладкие поверхности, полезно использовать кернение, чтобы центровать сверло. При сверлении больших отверстий можно предварительного просверлить металл сверлом меньшего диаметра. Это будет направляющей для вашего сверла и предотвратит его перемещение или скольжение при вращении. Сверлом меньшего диаметра лучше сверлить не насквозь. Оно также будет служить резервуаром для специальной охлаждающей и смазывающей жидкости.
- Постарайтесь держать сверло стабильно. Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться.
- При сверлении листового металла, будьте осторожны, когда сверло начинает проходить через металл к другой стороне. Сверло может застрять при выходе с обратной стороны и зацепить материал снизу отверстия. В идеале нужно подложить брусок дерева под металл, чтобы он не прогибался в конце сверления. С опытом вы будете чувствовать изменения в звуке и сопротивлении, чтобы уменьшить давление в конце сверления.
- В зависимости от материала и размера отверстия может быть полезным или даже необходимым охлаждение сверла. При сверлении металл значительно нагревается, что может привести к перегреву сверла. Это уменьшает его твёрдость и остроту. Во время работы следует делать паузы, чтобы дать сверлу остыть. Для твердых металлов, больших диаметров и глубоких отверстий лучше всего использовать также специальную жидкость для резки и сверления. Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.
- При сверлении заготовки небольшого размера, не держите её в руке. Её нужно надёжно закрепить. В противном случае заготовку может вырвать, а рука может травмироваться. При сверлении тяжелых или неподвижных объектов это не требуется.
- Процесс сверления неизбежно создаст острые кромки. Это небольшие зубчатые куски металла, которые могут находиться вокруг края отверстия, которое необходимо удалить. Вы можете просто сгладить неровности краёв напильником. Еще один небольшой трюк, это использовать сверло, которое больше отверстия, имеющего «заусенцы». Поместите кончик сверла большего диаметра в отверстие и прокрутите его. В итоге получится совершенно гладкое и ровное отверстие.
Сверление твёрдых металлов
Очевидно, что твёрдые металлы сверлить сложнее. К примеру, нержавеющая сталь тяжело режется и сверлится. Рассмотрим, что нужно учитывать при сверлении твёрдых металлов.
Скорость сверления твёрдых металлов должна быть медленной. В идеале нужно использовать более твёрдое сверло, такое как кобальтовое, с покрытием нитрида титана или карбид-вольфрамовое. Третий момент касается охлаждения. При сверлении твердых металлов рекомендуется использовать специальное масло для резки и сверления металлов.
В идеале, сверление твердых металлов должно осуществляться при помощи сверлильного станка, так как он даст больше контроля и создаст большее усилие.
Сверление листового металла
При сверлении обычным сверлом листового металла отверстие получается неровным. Так происходит, потому что кончик сверла, выходя из листа с обратной стороны, перестаёт центрироваться, а ленточки сверла ещё не центрируют сверло, так как ещё не контактируют с поверхностью металла.
В определённый момент сверло заклинивает и начинает рвать металл или проскальзывать в патроне дрели. Обычное спиральное сверло сделано, чтобы сверлить толстые и твёрдые материалы. Специальные свёрла для листового металла сверлят ровное отверстие.
Специальное сверло для листового металла имеет острый выступ по центру и режущие вершинки по бокам. Это сверло имеет следующие преимущества: хорошая центровка, минимальное образование заусенцев при сквозном сверлении, точное сверление в тонких листах и трубах. Такое сверло можно сделать из обычного сверла по металлу. Оно затачивается также, как сверло для высверливания точечной сварки.
Сверление начинается с кончика, потом режущие края сразу сверлят отверстие определённого диаметра.
При сверлении листа металла также желательно поместить плоский отрезок древесины под ним.
Сравните два отверстия на фото, просверленные в алюминии толщиной 1.2 мм. Оба отверстия были просверлены сверлом 1.25 см. при оборотах 150 об. в мин. с деревянной подложкой, подложенной под металлический лист. Отверстие слева было просверлено стандартным спиральным сверлом, а отверстие справа сверлом с модифицированным кончиком. Ни одно отверстие не было обработано, чтобы снять заусенцы.
Если Вы хотите просверлить тонкий листовой металл, никогда не держите лист металла в руках. Когда сверло прорезает сквозь лист металла и выходит с обратной стороны, есть опасность, что оно может неожиданно застрять в листе металла и лист повредит руку. Лучше закрепить лист прочно между двумя фанерами. Тогда сверление будет безопасным. Это также уменьшает количество заусенцев, что упрощает чистовую обработку заготовки. Таким способом можно получить ровное отверстие и обычным сверлом по металлу с углом на кончике 118 градусов.
Охлаждение и смазка при сверлении металла
- Кроме использования правильного сверла по металлу, правильной скорости вращения, при сверлении металла рекомендуется использовать специальное масло для резки или сверления металлов. Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
- Специальное масло наносят на рабочую зону для отвода части тепла и смазки режущего инструмента, обеспечивая лучшее режущее действие при меньшем трении и увеличивая срок службы инструмента (в нашем случае сверла).
- Существуют как специальные, так и универсальные средства для охлаждения и смазки при сверлении (к примеру, Specialist® Multi-Purpose Cutting Oil от компании WD-40).
- Стоит отметить, что есть мастера, которые никогда не используют какое-либо масло или жидкость во время сверления, в том числе на станке. Объясняют они это тем, что масло или другие смазочные материалы противоречат предназначению сверла. Если имеется правильно заточенное сверло, оно должно резать металл, а не проскальзывать. Если сверло острое, имеет правильную заточку для конкретного металла, настроена правильная скорость вращения, то больше ничего не нужно. Большая часть тепла при сверлении уходит в стружку.
- Если Вы сверлите только тонкий листовой металл, то охлаждение и смазка могут не потребоваться. Важно будет только соблюдать периодичность сверления, скорость вращения и давление на сверло.
Как сделать жидкость для резки и сверления металла самому?
Если необходимо при сверлении использовать охлаждение, то желательно использовать специальную жидкость. Её нельзя заменить чем попало. Специальная жидкость для резки или сверления металлов содержит смазывающие вещества, ингибиторы коррозии, ингибиторы плесени и бактерий, замедлители воспламенения, стабилизаторы. Требуется жидкость (или расплавляемое твердое вещество), которая не становится газом при температурах, создаваемых сверлением. Простая вода может охлаждать, но будет испаряться, не оставляя после себя смазывающей плёнки, а также может вызывать коррозию режущих кромок.
Нужно быть осторожным с использованием чего-либо для охлаждения при сверлении, что явно не предназначено для этой цели. Вы будете дышать дымом, который может быть токсичным. К примеру, использование антифриза с водой, который выдерживает высокую температуру, имеет антикоррозионные и некоторые смазочные свойства, логично, но при его испарении образуются токсичные пары.
Существуют множество рецептов самодельных масел для резки и сверления металла, которые имеют свои преимущества и недостатки. Здесь я привожу лишь один рецепт, который не раз применялся одним знакомым мастером, которому приходилось много сверлить.
Рецепт самодельной жидкости для резки и сверления металла:
- 3 части воды,
- 1 часть трансмиссионного масла (gear oil), возможно можно и моторного,
- несколько капель жидкости для мытья посуды.
Сначала нужно добавить моющее средство в воду, а затем немного перемешать. Если просто смешать все ингредиенты в один контейнер сразу, они не очень хорошо смешиваются. Мыло является катализатором, который позволяет смешивать масло и воду. В противном случае, из-за различных плотностей масло будет плавать поверх воды. При сверлении вода будет охлаждать сверло и испаряться, а тонкая масляная плёнка будет действовать как смазка, а также предотвращать коррозию. Если при испарении воды остаётся липкий остаток, то было добавлено слишком много мыльного средства.
Единственный металл, для которого требуется специальная жидкость для резки или сверления, это алюминий. На многих специальных жидкостях для резки и сверления металла указано, что они применимы для всех металлов, кроме алюминия. Для этого металла в качестве охлаждающего и смазывающего средства можно использовать обычную wd-40 или керосин.
Читайте также по теме:
Как заточить сверло для высверливания точечной сварки?
Печатать статью
Ещё интересные статьи:
Не покупайте новые, затачивайте тупые сверла
Размещено: 11 сентября 2015 г. Автор: JamesRНе позволяйте затупившимся сверлам оставить ваш проект без отверстия
Как и любой другой режущий инструмент в магазине, сверла затупляются и не режут, как раньше. Худшее, что можно сделать, — это пойти и купить новый набор, потому что вы думаете, что те, которые у вас уже есть, застрелены. Многие люди не знают, как легко затачивать собственные биты, что сэкономит вам деньги и сэкономит на поездке в магазин.
Для заточки сверл вам понадобится настольный шлифовальный станок, хотя есть инструменты, специально разработанные для заточки сверл, они не стоят своих затрат. Потратьте время на то, чтобы научиться правильно их точить самостоятельно, и это с лихвой окупится в следующий раз, когда немного станет скучно.
При заточке убедитесь, что вы катите сверло по направлению к режущей кромке, сохраняя правильный угол. (внизу страницы) Не шлифуйте кончик сверла, это только ухудшит его качество.
Чтобы показать общие проблемы, которые могут вызвать затупившиеся сверла, я обнаружил четыре сверла, каждое из которых имеет разные проблемы, которые можно легко решить с помощью заточки.
Первая показанная коронка не могла даже просверлить кусок стали 16 GA, она начала прорезать, но остановилась примерно на полпути. К этому моменту из отверстия больше не выходила металлическая стружка. Если вы внимательно посмотрите на режущую поверхность, вы увидите, что внешний край режущей поверхности закруглен, что и привело к остановке резания.Посмотрите как верхний передний край.
Иногда только одна часть режущей кромки тускнеет или тускнеет. У этого сверла сколы только внешний угол, в зависимости от качества сверл, которые у вас есть, это может происходить чаще. Посмотрите и увидите, как острие сверла и первая половина режущей кромки все еще в относительно хорошем состоянии, но затем внешний край почти полностью отколот.
С возрастом и в использовании наконечник сверла начнет тупиться, особенно если вы часто сверлите металл.В целом режущая кромка этой биты была в хорошем состоянии, но острие было закругленным. Это предотвратит запуск буровой коронки и может начать блуждать, если пилотная скважина не будет пробурена первой.
Еще одним ключевым элементом характеристик сверла является угол наклона его вершины. Это сверло ранее было заточено, но получилось слишком плоским. Это может вызвать проблемы, потому что меньший угол на режущей кромке заставит сверло пытаться удалить слишком много материала за раз, в результате чего сверло будет связываться и захватывать материал, который вы сверляете.Это может быть особенно опасно, если вы используете сверлильный станок, сверло может захватить материал и преодолеть вашу хватку, заставляя его вращаться с той же скоростью, что и сверло.
Правильный угол наклона бурового долота составляет 59–60 °, что обеспечивает оптимальное соотношение между скоростью бурения и сроком службы сверла. (Для более специфических применений и материалов сверл, возможно, лучше подходят разные углы, но для всех целей, но это идеально)
Здесь вы можете видеть, что раньше первые три фрезы даже не пробивали металл, а четвертая сверляла слишком быстро и оставляла неровное отверстие.После заточки у каждого не было проблем с прорезанием этого тонкого куска металла.
Посетите блог Eastwood и технический архив, чтобы получить дополнительные инструкции, советы и рекомендации, которые помогут вам со всеми вашими автомобильными проектами. Если у вас есть рекомендация для будущей статьи или у вас есть проект, который вы хотите объяснить, не стесняйтесь оставлять комментарии.
— Джеймс Р. / EW
Монтаж натяжных потолков своими руками (видео) |
Подвесные потолки давно перестали быть роскошью, их можно увидеть во многих домах.
Схема конструкции подвесного потолка.
Монтаж натяжных потолков могут проводить не только специалисты, вы все можете сделать сами.
Такие потолки позволяют отлично скрыть все неровности и коммуникации. Монтаж потолков достаточно прост, можно устроить самые разные варианты освещения, можно ввести звуко- и теплоизоляцию. Монтаж потолка своими руками не вызовет больших затруднений.
Для установки натяжных потолков потребуется следующий инструмент:
- строительный уровень;
- саморезы;
- рулетка;
- плоскогубцы;
- рулетка;
- дрель-отвертка;
- Болгарский.
Как спроектировать монтаж подвесного потолка
Схема сборки подвесного потолка.
- Для начала необходимо разметить границы подвесного потолка.Чтобы быть максимально точным, следует использовать спиртовой или лазерный уровень. К работе с такими инструментами нужно относиться осторожно, они подразумевают использование специальных очков. Что касается высоты потолка, то здесь все зависит от предпочтений и от того, какие трубы.
- Электропровода должны быть плотно закреплены специальными стяжками, тогда они не будут мешать работе.
- Перед армированием профилей датчику необходимо проверить наличие на поверхности труб и проводов.Если этого не сделать, все можно разрушить острыми шурупами.
- Необходимо определить угол, под которым планируется установка. Рекомендуется стоять в дверном проеме и смотреть на открывшийся вид. В первую очередь следует обрезать наиболее заметный участок. В большинстве случаев установка таких потолков производится так, чтобы срезы плит располагались над дверьми в наименее заметном месте.
- Теперь по периметру комнаты следует сделать армирование стеновыми профилями, со стеной они соединяются саморезами 100 мм.Если стена каркасная, шурупы можно вкручивать прямо в стойки. Если поверхность бетонная, то сначала нужно просверлить отверстия под дюбели, потом они забиваются в основание, а потом уже можно вкручивать саморезы.
- Теперь пора монтировать каркасную основу, для этого используйте Т-образные профили, они понадобятся для крепления панели нового потолка.
Нюансы установки нового потолка
Схема многоуровневого подвесного потолка.
- Если вы планируете использовать гипсокартон, то следует использовать профили длиной 60 см и 120 см. На угловых профилях для двух обратных операций необходимо отмерить расстояние, которое равно длине среднего профиля (это 120 см). Необходимо поставить отметки, а затем рулеткой произвести уточнение расстояния между ними.
- Полученное расстояние переносится на поперечный профиль, который остается, потом просто вырубается болгаркой. Теперь можно установить поперечный профиль, он должен опираться на угловой.
- Приступайте к сборке ячеек под потолочную плитку: первым делом укрепите профиль длиной 120 см, он должен располагаться параллельно наклонным рейкам.Если возникает вопрос, как исправить профили, то в этом нет ничего сложного. Перед его установкой следует отогнуть лепесток в определенном направлении. Если профиль закреплен правильно, будет слышен небольшой щелчок, что свидетельствует об успешной работе.
- При установке потолка следите за тем, чтобы он не прогибался посередине. Сделать
Как затачивать скребок
1. ПРЕВРАЩЕНИЕ КРАЯЭто ключ к успешной заточке скребка. Ибо только когда кромка действительно квадратная, тонко заточенная и без дефектов, полировщик может отполировать и сформировать острые, гладкие, сплошные заусенцы, необходимые для микрошлифования.Два задействованных шага — соединение и хонингование — выполняются значительно проще и быстрее с помощью заводского направляющего блока, показанного в нижней части этой инструкции.
ВНИМАНИЕ: скребок, режущий дерево, режет и мясо! Будьте особенно осторожны при обращении со скребком во время всех операций по заточке, чтобы предотвратить возможные травмы. Крепко держите скребок во время соединения и хонингования — при полировке крепко держите его на верстаке. Держите пальцы в стороне на случай, если что-то поскользнется.
СОЕДИНЕНИЕ
Новые скребки могут потребовать немного больше работы на начальном этапе на этапе стыковки.Они обычно вырубаются или вырезаются из полированной пружинной стали и часто остаются с заусенцами и / или закругленными краями, которые необходимо полностью отпилить.
ПРИМЕЧАНИЕ: При повторной стыковке скребков сначала протяните старую заусенцу, выполнив шаг 2 (как показано ниже).
ПРЯМОУГОЛЬНЫЕ СКРЕБКИ — Зажмите вручную 8-дюймовую или 10-дюймовую одинарную фрезерную пилку (мелкую или мелкую) на направляющем блоке, как показано на рисунке 1a, и протяните скребок ровно вдоль блока напротив зубьев пилки несколько раз, пока не начнется действие гладкая, край прямой.Пилить только против зубов, облегчая обратный ход. Обычно для зачистки используются только две длинные кромки прямоугольных скребков, но могут использоваться и более короткие кромки, которые соединяются таким же образом. ПРИМЕЧАНИЕ. В новых файлах могут потребоваться заусенцы на выступе, чтобы не повредить кромки скребка.
ИЗОГНУТЫЕ СКРЕБКИ — Соедините внешние кривые и формы, вращая скребок при его рисовании вдоль файла. Соедините внутренние кривые с помощью круглых или полукруглых напильников с помощью скребка, зажатого в тисках с мягкими губками.
ХОНИНГ
Хонингование удаляет мелкие зазубрины и заусенцы, оставшиеся от опиливания. Обязательно для тонкой работы, хонингование можно пропустить для грубых работ, например, для зачистки клея.
ПРЯМЫЕ КРАЯ — Заточите кромку скребка на тонком точильном камне, пока она не станет прямой, гладкой и без дефектов (1b). Сдвиньте скребок и направляющий блок вместе как единое целое, используя блок, чтобы скребок прилегал к камню. Чтобы предотвратить образование бороздок в камне, которое не только повреждает камень, но и притупляет край скребка, держите скребок и блокирующий блок под наклоном к линии движения, меняя угол перекоса в обе стороны каждые несколько движений.
Альтернативный метод, особенно полезный для водных камней, заключается в использовании узкой стороны камня, но и здесь скребок должен удерживаться как перпендикулярно камню, так и наклонно по отношению к линии движения.
ИЗОГНУТЫЕ КРАЯ — Изогнутые скребки легче хонинговать, если скребок зажат в тисках с мягкими губками (1b). Отшлифуйте внешние изгибы плоскими камнями, внутренние изгибы — фигурными цилиндрическими камнями. Во избежание образования бороздок «краб» камни вбок, когда они работают вдоль края.
ЛИЦА — Используя направляющий блок для равномерного давления по кромке скребка, сдвиньте скребок и блок вместе как единое целое и слегка заточите каждую рабочую поверхность (1c).Независимо от формы держите скребок ровным и сосредоточьтесь на области около рабочего края.
ВАЖНО — Очистите скребок (и блок) начисто! Любая масляная или водная смазка для хонингования, оставшаяся на скребке, будет содержать песок, который может повредить края скребка во время полировки.
Убийственных заездов, чтобы отточить ваши навыки работы с правой и левой рукой
В этой колонке я хотел бы представить несколько однотонных паттернов, которые предназначены для усиления координации ладовой руки и медиатора, одновременно усиливая ваши общие отбивные и способность играть быстро и чисто.
На собственном опыте я обнаружил, что сверление одной или двух очень специфических форм мелодической накладки грифа творит чудеса, обнаруживая технические слабые места обеих рук.
Делая это в течение длительного периода времени, вы получите надежные результаты и заметное улучшение вашей игры.
РИСУНОК 1 — это партия из 16-й ноты, которая начинается с двух тактов мелодического паттерна на основе гаммы G мажор (GABCDEF #), которую я затем транспонирую в тактах 3 и 4 на четвертую до мажор. (CDEFGAB), через быстрый сдвиг позиции.Для обеих этих форм я использую первый, второй и четвертый пальцы ладони (указательный, средний и мизинец).
Играя такую форму снова и снова, вы обнаружите любые недостатки в ловкости ладовых рук. Обязательно используйте только кончики пальцев, поместив большой палец прямо на тыльную сторону грифа гитары, чтобы пальцы ладовой руки были расположены с красивой высокой дугой. Кроме того, я использую чередование (снизу вверх) и стремлюсь к абсолютной плавности и ровному исполнению, поскольку паттерны снова и снова воспроизводятся на двух верхних струнах.
Теперь давайте добавим небольшой поворот к мелодической форме, чтобы немного проработать ладовую руку. В , РИСУНОК 2, , мелодия, проигрываемая в первой и второй доле, идентична мелодии в , РИСУНОК 1 , но я играю разные формы в последних двух долях такта, начиная с натяжения на высокой струне ми. с последующим альтернативным выбором.
Здесь начальная мелодическая форма воспроизводится четыре раза в G, прежде чем я транспонирую ее на C. Обратите внимание, однако, что я действительно изменяю самый конец начальной фразы в такте 3, чтобы приспособиться к резкому сдвигу вверх. до 12-й позиции на последней 16-й ноте.
В РИСУНОК 3 я использую предыдущую мелодическую последовательность в качестве основы для нового упражнения, которое поднимается по грифу через три различных паттерна аппликатуры гаммы соль мажор. Здесь я играю паттерны как триоли из 16-ти нот, восходящие и нисходящие на каждой последующей восьмой ноте.
Опять же, я полагаюсь на строгий альтернативный подбор и стремлюсь к абсолютно чистому, равномерному исполнению. В целом, этот паттерн намного проще, чем предыдущие, поскольку он просто поднимается и опускается, но, как вы обнаружите, доведение его до «короткой скорости» потребует настоящей работы и усердия.
Как точить нож на точильном камне
Любой, у кого есть надежное лезвие, должен знать, как его затачивать, а точильный камень — классический метод. Профессиональный точильщик для ножей Питер Новлан демонстрирует три шага к ремеслу.
Я постоянно говорю: — это что-то очень приятное в том, чтобы натянуть лезвие на точильный камень. Мой собственный интерес возник 35 лет назад, когда я наблюдал за тем, как мой отец точил долото.
Перенесемся в сегодняшний день. Я офицер ВМФ в отставке и веду собственный бизнес в Галифаксе, Канада: заточка ножей New Edge.Это формальность — заработать немного денег, занимаясь любовным делом. В рамках партнерства с бесплатными онлайн-курсами по заточке ножей Knife Planet, эта статья поможет вам «отточить» свой свист в создании более острых лезвий.
Краткое руководство по заточке ножей
Качество ножа зависит от его лезвия: чем острее, тем лучше. С помощью этих наконечников сделайте его острым и сохраните острым. Подробнее…
Ниже приведены три шага к изучению традиционной японской практики заточки с использованием японского точильного камня, также известного как водяной камень.
Заточка точильного камня: что вам нужно
Для начала вам понадобится:
- точильный камень 1000 грит — вы можете найти их в Интернете примерно за 20 долларов
- Держатель для камня — все, что нужно для устойчивости точильного камня при заточке
- Достаточное освещение и пространство
- Вода и чистая ткань для протирания лезвия
- Нож достойный
Шаг 1. Найдите угол
Положите нож на водный камень и, удерживая лезвие на месте, поднимите верхнюю часть ножа доминирующей рукой, чтобы найти угол заточки.Точная цифра не важна; важно выдерживать выбранный угол на протяжении всего процесса.
Это будет непросто, но с практикой станет легче. Быстрый способ добиться угла — приподнять позвоночник и поместить недоминантный мизинец между позвоночником и камнем. Это даст вам угол около 15–18 градусов в зависимости от толщины мизинца.
Вы также можете создать наглядное пособие из свитка четвертинок или куска винной пробки. Просто положите рулет или пробку на бок на конце камня и положите корешок сверху, чтобы увидеть нужный вам угол.
Шаг 2: Поднимите заусенец
Образование заусенцев имеет решающее значение для успеха заточки. Что за заусенец? Это очень тонкая полоска металла, деформация, которая образуется на вершине лезвия после того, как вы отшлифуете материал с одной стороны. Вы можете это почувствовать, хотя поначалу это может быть сложно. И он всегда будет формироваться на противоположной стороне от той, которую вы затачиваете.
Проведение лезвия по камню толкает металл вверх и через край вершины ножа, где он нарастает на противоположной стороне.По сути, при заточке тупого ножа вы снимаете усталый металл и обнажаете новую, новую сталь.
Цель состоит в том, чтобы сформировать как можно меньший заусенец, регулируя давление заточки от кончика ножа до пятки, и сделать его как можно более однородным по размеру.
Образование заусенца сигнализирует о переходе от заточки с одной стороны на другую. Это также говорит нам, что мы достигаем самого края ножа.
Как поднять фрезу
Начните затачивать правую сторону лезвия.Направив кончик ножа на нижнюю часть точильного камня, подтолкните нож вверх от себя. При этом надавите на лезвие двумя пальцами. Эти два пальца следует расположить как можно ближе к краю ножа, не касаясь камня.
При перемещении ножа вперед и назад необходимо регулировать пальцы. Поскольку заточка происходит под пальцами, начните с кончика ножа и, потянув нож на себя, полностью сбросьте давление и остановитесь.Затем переместите пальцы немного вниз по лезвию к пятке. Этот танец пальцев очень важен и требует времени, чтобы к нему привыкнуть.
Движение приложения давления таким образом называется скользящим ходом. Когда вы отталкиваете нож от себя, вы оказываете давление, формирующее заусенцы, до тех пор, пока не достигнете вершины камня. Затем, когда вы тянете его к себе, вы ослабляете давление. Вы оказываете давление только в одном направлении.
Как проверить заусенец
Руководствуйтесь здравым смыслом и знайте, что для образования заусенцев необходимо умеренное давление.Я перехожу от кончика к пятке, затем от пятки к кончику несколько раз, а затем проверяю, нет ли заусенцев.
Будьте осторожны: Не двигайте пальцами сбоку по краю, вы порежетесь. Пощупайте шероховатую поверхность от кончика до пятки. Опять же, нужно время, чтобы понять, чего ожидать, потому что лучший заусенец будет тонким. Просто знайте, что чем больше заусенец, тем больше металла вы удаляете — больше, чем необходимо. Не волнуйтесь, этим вы не испортите нож. Здесь вы учитесь, а ошибки — это часть пути к оттачиванию навыков.Учитесь у них.
Стороны переключателя
Как только вы почувствуете заусенец, пора заточить противоположную сторону. Идея состоит в том, чтобы удалить материал, создав заусенцы с обеих сторон лезвия.
Конечная цель: сформировать заусенец одинакового размера и длины (от пятки до кончика) на обеих сторонах ножа. Затем мы переходим к заключительному шагу.
Шаг 3: Удалите заусенец
Удаление заусенцев так же важно, как и их формирование. Ваша цель — закончить процесс заточки с как можно более чистой кромкой.
Мы делаем это, следуя той же схеме, под тем же углом и теми же движениями, но с пониженным давлением. Какой бы уровень давления ни был необходим для образования заусенца, уменьшите его примерно на 50 процентов.
Просто уменьшив давление, вы начнете сбривать все оставшиеся заусенцы на вершине лезвия. Теперь вы чистите край.
Начиная с правой стороны ножа, двигайтесь от кончика к пятке и от пятки к кончику, затем переверните нож и повторите. Для левой стороны все наоборот — начните с вершины камня, чтобы полностью достичь области пятки.Итак, вы будете двигаться от пятки к кончику, а затем от кончика к пятке. Не забудьте прикладывать и снимать давление, как вы делали раньше, точно так же, как в шаге 2, но с легким, улучшающим давлением.
Завершите, уменьшив давление, повторяя описанный выше процесс. Визуализируйте цель: очистить старый край и сформировать новый острый край.
Продолжайте делать это и проверьте свой нож на остроту, разрезав лист бумаги или помидор. Если вы довольны, все готово. Теперь у вас есть острый нож.Ты сделал это!
Школа заточки Урок № 2: Освоение основ заточки
Здравствуйте, это Питер Новлан, и в этом втором уроке я расскажу о самых основах заточки, основных принципах и подчеркну, насколько полезно понимание этого будет для вас. обострение прогресса. Этот второй урок включает в себя статью и видео. Если вы пропустили, вот и первый урок .
[toggle title_open = «Закрыть оглавление» title_closed = «Открыть оглавление» hide = «yes» border = «yes» style = «default» excerpt_length = «0 ″ read_more_text =» Подробнее «read_less_text =» Читать Меньше ”include_excerpt_html =” no ”]
[/ toggle]Знакомство со вторым учителем: Джон Бройда
Как упоминалось в первом уроке, мы рады, что Джон является вспомогательным учителем в Школе заточки KnifePlanet.Несколько частей этой статьи были написаны и отредактированы Джоном. Вот его вводное видео:
Урок 2: Основы заточки
Сосредоточьтесь на технике
Основная концепция заточки довольно проста, но мы наблюдаем, как люди режут верхушку помидора например, не держа помидор, и мы видим это снова и снова. Мы видим красивую зеркальную отделку и фантастические кухонные ножи ручной работы, и я был полностью поражен.Ожидалось ли, что я смогу сделать одно из этих чудо-кусочков с помидором? Что, если я не мог, я что-то делал не так? Было ли это водяными камнями, которые я использовал, возможно, мне нужны были лучшие, или, может быть, у меня не было достаточно алмазных спреев и полосок. Был ли мой камень с зернистостью 2000 недостаточно высоким? Я боролся со всем этим, потому что попал в ловушку СМИ и подумал, что мне нужно иметь все, например, если бы у меня не было камня воды на 16000, я, возможно, не получу ножи такими острыми, как я вижу людей на YouTube делаю это.
На мой взгляд, все это не имеет значения, когда вы учитесь, и даже если вы опытный точильщик. Что я узнал после нескольких лет борьбы с этим помидором, так это то, что не камень Нанива Чозера с зернистостью 10000, наконец, позволил мне пройти тест, The Rite of Passage , который мы часто ставили себе, хотя это не было что-нибудь необычное, это был один или два камня и понимание того, чего я надеялся достичь. Если бы ко мне пришла полиция по хранению водных камней и сказала, что вам нужно передать все свои камни, но вы можете оставить себе три, я бы первым взял свой грубый камень, затем средний и, наконец, прекрасный камень.Я сделал ножи острыми, когда понял, что мне нужно усвоить основы, перестать смотреть YouTube и практиковать .
Ключ к этой статье, моя цель с помощью Джона Бройда — направить вас в правильном направлении. Не беспокойтесь о водяном камне с зернистостью более 5000 и помните, что со временем вы сможете получить любой нож в мире очень острым с одним камнем с зернистостью 1000. Удачная заточка — это НЕ про водяные камни, стропы, спреи. Острота — это результат правильной техники, я имею в виду действительно острые ножи, все дело в технике, а не в марки используемых водных камней.Не зацикливайтесь на вещах, которые для вас не важны, вместо этого зацикливайтесь на изучении некоторых базовых вещей, получении одного-трех водных камней и практики.
Японские водные камни: что это такое?
Водные камни, помимо техники, являются наиболее важным элементом процесса заточки. Не думайте, что вам нужны самые лучшие и самые дорогие водные камни на рынке, да, они хороши, но вы можете получить камень King 1,000 за 30 долларов и выполнить работу очень хорошо, лучше, чем новые.Я использую различные бренды, мои фавориты — Gesshin, Naniwa Professional, Shapton Professional и Shapton Glass, а также множество камней с одинарным зерном, например Kityama 8000. Это мои любимые , но до тех пор, пока я не продвинулся дальше уровня новичка, я не мог оценить разницу в брендах, и каждый из них может получить ножи такой остроты, какой я хочу.
С точки зрения чисто физических свойств водные камни ( точильные камни ) представляют собой абразивы, которые либо искусственно созданы (, синтетические, ), либо природные, они были добыты из пещер в Японии.В этом уроке мы будем иметь дело с синтетическими камнями.
Физические свойства водных камней (объяснил Джон Бройда)
Водные камни состоят из абразива и связующего вещества. Абразивы включают оксид алюминия (и его варианты), карбид кремния, алмаз (иногда, но не так часто) и другие. Связующие вещества могут быть глиной, керамикой, магнезией, смолой и т. Д. Камни можно обжигать в печах (при высоких или низких температурах), выдерживать при комнатной температуре, прессовать под очень высоким давлением и т. Д.в зависимости от используемого связующего. Производители камня могут достичь различных результатов, контролируя тип абразива, плотность абразива, тип связки, твердость связующего и т. Д. Важно помнить, что больше не всегда лучше. Например, увеличение плотности абразива после определенного момента фактически снижает скорость резания, равно как и слишком твердый камень (более мягкие камни выделяют больше свежего абразива быстрее). Кроме того, некоторые связующие вещества могут действовать как абразивы, как в случае со многими твердыми керамическими камнями.
Что касается абразивов, я думаю, что важно отметить, что когда камень оценивается по определенной зернистости, это не означает, что весь используемый абразив имеет именно эту зернистость. Абразивы обычно сортируются по системе колоколообразной кривой, допуски варьируются в зависимости от производителя. В смесь всегда входят более грубая и более мелкая крупа, но основная ее часть будет иметь заявленную зернистость или близкую к ней. В некоторых случаях эти стандартные допуски устанавливаются правительством или контролирующим органом (как в случае с системой JIS в Японии), но бывают случаи, когда компании будут использовать более жесткие допуски, чем требуется.Кроме того, в Японии система JIS контролирует только зернистость до 8000, а кроме того, компании используют свои собственные стандарты и методы для определения зернистости (с минимальным контролем или без него).
В случае камней на основе смол замачивание может смягчить камень, улучшить скорость резания, образование грязи, тактильное ощущение и удержание воды на поверхности. Мы также можем кондиционировать поверхности на других типах переплета для достижения определенных результатов.
Что для нас делают водные камни?
Сначала, когда я учился, у меня действительно не было времени оценить то, с чем я работал, я сосредоточился на основах, на том, чтобы сделать нож острым.Однако, как только я начал заточить ножи, все изменилось.
Water Stones — источник самого приятного действия, которое я когда-либо пробовал. Хотя камни бывают совершенно новыми, они мгновенно создают ощущение того, что вы делаете что-то традиционное, историческое, простое действие лезвия ножа по камню невероятно расслабляет и радует. Если вы позволите этому, синергия между камнем, ножом, водой и вашими руками доставит моменты радости, которые повторяются каждый раз, когда вы точите.
Если бы не эти побочные выгоды, обеспечиваемые этой формой искусства, я сомневаюсь, что писал бы о том, как я оттачиваю себя, я бы, конечно, не был в восторге от этого. Ножи будут острыми, вот и все. Даже после тысяч ножей эмоциональная отдача, которую дает заточка ножей от руки, опьяняет, и это заставляет меня продолжать. По-настоящему круто то, что вы можете достичь этого уровня обостряющего блаженства очень скоро после того, как начнете.Это не то, чего вам нужно ждать годами, личные выгоды подобны низко висящим фруктам, вам просто нужно выбрать, будете вы собирать фрукт или нет. Если заточка ножа — это просто средство для достижения цели, ваше путешествие будет совсем другим, чем мое.
Я понимаю, что все это может показаться немного странным, но поверьте мне, для тех, кто регулярно затачивает, это очень обычное дело. Даже люди, которые наблюдают за заточкой от руки, отмечают ее терапевтическую ценность и часто просто смотрят, завороженные движением.
Грубые, средние и мелкие камни
Выбирая бренды, будь то Gesshin, King, Naniwa, Shapton или Suehiro Cerax, не воспринимайте их как набор для начинающих. Или не ищите безымянный набор камней, чтобы начать думать, что вы можете сбросить их, чтобы получить лучшие камни по мере развития навыков. Я рекомендую вам приобрести от одного до трех водных камней известного бренда и думать о них как о последних камнях в том диапазоне зерен, который вам понадобится.( если они не изнашиваются ). Камни будут расти вместе с вами, они дадут вам все, что позволит вам извлечь из них ваш уровень мастерства. И всегда помните: все дело в технике, а не в камнях.
Когда я беру нож, чтобы заточить его, первое, что я делаю, это осматриваю его, чтобы увидеть, не происходит ли что-нибудь, что мешает мне его правильно заточить, не погнулся ли кончик, погнуто ли лезвие, есть ли сколы ? Предполагая, что лезвие в порядке, просто тупое, я всегда подхожу к заточке с одним и тем же мыслительным процессом, следую шаблону.Я думаю, сначала грубый, затем средний и, наконец, отделочный камень. Это проверенная установка, и время, потраченное на каждый камень, будет зависеть от ножа и вашего уровня мастерства. Обычно я трачу больше времени на крупный камень, используя разные уровни давления, и меньше всего на мелкий камень.
Грубые камни (Ара-то)
Грубые камни имеют шероховатость и имеют зернистость от 120 до 800 ( более низкая зернистость может быть найдена ), некоторые люди называют камень зернистостью 1000 грубым.Для меня они являются самыми важными камнями в моем составе, и опять же, это изменилось с моих первых дней, когда я был подавлен YouTube и форумами, думая, что мне нужны камни с максимальной твердостью. Эти камни — рабочая лошадка проекта по заточке ножей. Их агрессивные, но все же мягкие абразивные свойства позволяют эффективно и быстро удалять усталый металл, создавать скосы и первичную кромку. Манипулируя давлением, они могут сделать тупой нож очень острым, и вы увидите, что ваша способность создавать острые края на крупном камне приведет к получению исключительно острых ножей.На самом деле, очень важно сделать свой нож острым на первом камне, не полагайтесь на камни с более высокой зернистостью, чтобы сделать тупой нож острым, потратьте время на ара-то, и вы пожнете плоды по мере выполнения с вашим нака-то и шиаге-то.
Еще один предмет, который часто обсуждается на форумах по заточке, — это грубый камень и то, как новичкам следует избегать его из-за его агрессивных свойств удаления металла. Этот мыслительный процесс совершенно неправильный. Это похоже на то, как учитель гитары говорит ученику: «Я удалил две гитарные струны, чтобы начать урок, потому что ты недостаточно умен, чтобы учиться с шестью струнами».Научитесь использовать лучшие инструменты для работы, если нож тупой, а крупный камень может улучшить процесс заточки, чем его использовать. Я никогда не повредил нож из-за грубого камня. Это вопрос обучения изменению давления и использованию только того, что необходимо для выполнения работы. Вы не научитесь, если будете уклоняться от этого, ведь преодоление любого страха перед использованием грубого камня создаст очень сильный слой уверенности и прочный фундамент.
Я использую грубый камень для каждого ножа, который я точу, потому что каждый нож, который я точу, тупой.Если нож не так уж и плох, если он не такой тупой, могу я использовать грубый камень. Да, я могу, но я буду использовать уровень давления, наиболее эффективный для каждого ножа.
Не бойтесь крупных камней, камни с зернистостью 400-600 — это фантастика. Возьмите нож, который очень тупой для того, чтобы сбрить волосы на руках, и, безусловно, острее нового.
Крупные камни по мере заточки оставляют царапины на скосах, которые не видны невооруженным глазом, но отчетливо видны в лупу ( 10–15-кратная лупа ).Эти следы или зубы можно уменьшить по глубине на крупном камне, регулируя давление. Если вы опасаетесь поцарапать лезвие, вы можете заклеить его малярной лентой, оставив края и скосы открытыми.
Средние камни (Нака-то)
Средние камни — 800, 1500, 2000. 2000 — это ровно на границе между средним и мелким камнем и большим по сравнению с мелким камнем. Это очень важный камень, и часто это последний камень, используемый в зависимости от стали, из которой сделан нож, нередко переходят от 400 до 2000 и заканчивают процесс.
Я часто использую камень с зернистостью 400 и камень с зернистостью 1000, и я буду использовать меньшее давление, потому что заусенец уже сформировался, я расскажу о самом процессе немного позже. Камень зернистостью 1000 очень важен, так как многие точилки начинают с этого камня и заканчивают им. Если вы планируете использовать только один камень, то вам подойдет тысяча. Он уменьшит царапины, создаваемые более грубыми камнями, и улучшит вашу кромку, и он очень хорошо подходит для изготовления исключительно острых ножей.Если нож, который я затачиваю, сделан из стали среднего качества, это часто последний камень в процессе. Конечно, с этим калибром ножа можно использовать любую комбинацию камней и подняться на любую высоту. Однако чрезмерное измельчение может и приведет к плохому удержанию кромки как чрезмерное измельчение (шлифовка на камнях с более высоким зерном ) приведет к удалению металла за кромкой, вторичной фаски, и это то, что обеспечивает поддержку основной кромки. Так что не думайте, что вам нужно использовать каждый камень, который у вас есть, вы должны научиться оценивать потребности применительно к каждому ножу, но для общих целей средние ножи могут быть обработаны на среднем камне, например, от 1000 до 3000 и лучше, сложнее ножи можно обрабатывать на более мелких камнях, при этом самые твердые ножи обладают очень высокой степенью очистки, зернистостью 8000 и выше.
Камни для чистовой обработки (Shiage-to)
Камни для чистовой обработки имеют зернистость 3 000 и выше и обычно предназначены для ножей, изготовленных из более качественной стали, о чем будет сказано ниже. К тому времени, когда я беру свой чистовой камень, который часто бывает зернистостью 8000, нож уже острее. Этот камень «очищает» кромку и заменяет любые царапины, оставленные на скосах, очень маленькими и невидимыми царапинами, скос будет казаться очень отполированным и, очевидно, довольно острым. Это камень, на который я трачу меньше всего времени, не хочу сказать, что он менее важен, это очень важно, но вся тяжелая работа, формирование заусенцев и удаление основных заусенцев были выполнены.Это глазурь на торте.
Сталь: как она влияет на ваш подход к заточке
Мы можем в значительной степени описать сталь, которая представляет собой сплав, как углеродистую или нержавеющую. Это верно как для западных, так и для японских ножей. Углеродистая сталь изготавливается в кузнице из смеси железа и углерода, а для создания нержавеющей стали добавляется хром для предотвращения коррозии.
Ножи изготавливаются из стали, производимой в доменных или электрических печах, которые бывают разных сортов и различаются процентным содержанием других материалов, добавленных к стали.Наиболее распространены: хром, вольфрам, ванадий, марганец, молибден. также могут использоваться: никель, кобальт, сера, кремнезем. Все это придает стали различные свойства: прочность на разрыв, стабильность кромки, износостойкость, устойчивость к ржавчине и коррозии. Они также могут оказывать негативное влияние на простоту заточки, размер зерна, ударную вязкость и т. Д. В зависимости от добавленных количеств и способа термообработки стали.
Сопротивление ржавчине
Снижает хрупкость и способствует упрочнению
Повышает ударную вязкость
Повышает коррозионную стойкость
Повышает прочность (удержание кромки)
, твердость, размер зерна
К этому времени вы, несомненно, знаете, что сталь, используемая для изготовления ножей, бывает разного качества и твердости, а ножи изготавливаются по-разному, кованы вручную и производятся серийно.Нам не нужно знать название каждой стали, но мы должны знать, чем «твердый» нож отличается от «мягкого» и как мы должны влиять на наш подход к заточке каждой из них. Мы не должны брать каждый нож, как будто с завязанными глазами, не задумываясь о том, что нас ждет впереди, какие шаги необходимо предпринять, чтобы сделать тот или иной нож острым. Конечно, если вы будете точить только свои ножи, вы точно будете знать, с чем имеете дело. Теперь, если у нас есть только один водный камень, камень средней зернистости (, 800-2000, зернистость ), наши возможности ограничены, но это все еще важно понимать.
Сталь, используемая в ножах, измеряется методом вдавливания, представленным шкалой твердости Роквелла (, в частности шкалой Роквелла С, когда речь идет о ножах ), здесь мы видим числа вроде 56, связанные с ножом. . Твердость кухонного ножа колеблется от 50 в нижнем диапазоне ( более мягкий ) до 67 в чрезвычайно твердом диапазоне, и на самом деле 67 — это необычно твердый нож. Твердость по Роквеллу — это мера ударной вязкости, когда зонд прижимается к поверхности материала и измеряется сила, необходимая для образования вмятины.
Мы часто видим числа вроде 61-63 или 60-61, поскольку твердость может варьироваться по поверхности ножа, а показания почти никогда не бывают точными на 100%. Кроме того, не все измеряют каждое лезвие, которое они делают, поэтому числа часто представляют их целевой диапазон, а не измеренный диапазон.
Средние ножи более мягкие и часто менее дорогие, в то время как ножи лучшего качества могут иметь твердость от 60 до 66, причем каждое увеличение числа означает очень значительный уровень твердости и мастерства кузнецов клинков, которые куют эти ножи.Например, если вы покупаете нож шеф-повара в местном кухонном магазине менее чем за 100 долларов, это, скорее всего, средний нож с точки зрения твердости стали. Это нормально, в большинстве случаев используются средние ножи, даже если у нас есть действительно хороший нож, сделанный вручную, мы все равно можем использовать средние ножи. Эти ножи будут варьироваться по твердости от 50 до 56 по шкале Роквелла. Также важно помнить, что тяжелее не всегда лучше. Например, более твердые ножи могут дольше удерживать свои края и лучше удерживать более острые углы, но также, вероятно, будут более хрупкими.
На этом этапе, начальном этапе, достаточно знать, что сталь, используемая для изготовления всех наших ножей, различается по твердости, чем выше число, тем тверже сталь, и это повлияет на процесс заточки.
A Global knife , например, находится в диапазоне 56-58, это обычный нож, типичный для приличных ножей. Большинство ножей ручной работы, таких как Fujiwara или Masakage, имеют диапазон 62-64, и помните, что каждое число означает значительное увеличение твердости.Это не вопрос регулировки шкалы, чтобы увеличить нагрев, чтобы сделать сталь более твердой, существует очень специфический набор навыков, необходимых для изготовления этих ножей из стали мирового класса, такой как Aogami или Shirogami, например. Опять же, есть длинный список сталей, но пока мы просто сосредоточимся на том, как они влияют на заточку.
Тем не менее, стоит отметить, почему нам нужен более твердый нож, если сталь такая твердая, не хрупкая или трудная для заточки, например, и как насчет стоимости?
Большинство людей будут удивлены, узнав, что очень хороший нож ручной работы из Японии можно купить менее чем за 200 долларов.00, и зачастую цена этих ножей увеличивается из-за различных рукояток. Кроме того, не все эти «ножи мечты» производятся в Японии, одни из лучших ножей в мире выкованы в Северной Америке, вспомните Мюррея Картера и Боба Крамера, их ножи пользуются большим спросом и не зря. Да, очень твердый нож более склонен к сколам, чем «более мягкий» нож, вы должны знать, как этого избежать. Большинство розничных продавцов ножей предоставят информационные листы о надлежащем уходе и обращении.Тот факт, что вы можете расколоть нож ручной работы, не должен быть вашей причиной не покупать его, если вы к этому склонны. Просто нужно знать, как этот нож будет действовать, если, например, вы попытаетесь разрезать полузамороженное мясо и повернуть лезвие, или если вы ударились о кость, используйте стеклянную разделочную доску или просто храните ее ненадлежащим образом . Если вы повредили нож, проблема не в ноже, вы просто повредили хороший нож, дело в том, чтобы не повторять ошибку и наслаждаться ножом долгие годы.
Твердость и заточка
Имеется обширная информация о стали, используемой в столовых приборах, и я настоятельно рекомендую вам провести небольшое исследование. Когда в 70-х я начал затачивать, я вообще не проводил никаких исследований, а должен был.
Если у вас есть водяной камень с зернистостью 400 и вы затачиваете средний нож, вы сможете шлифовать металл с определенной скоростью, в зависимости от техники и навыков заточки и, конечно, самого водяного камня. Если вы отложите этот нож в сторону и возьмете Фудзивару (ручной японский нож), например, с твердостью 63-64, он будет совсем по-другому ощущаться на том же камне с использованием той же техники.Точно так же нож, сделанный из стали ZDP 189, снова будет ощущаться по-другому, поскольку это одна из самых твердых сталей, используемых для изготовления ножей в мире. Этого следовало ожидать, и это не должно вызывать удивления. Ваша техника заточки ножей разной твердости должна быть такой же, но с регулировкой давления и угла, а также с вашей способностью проявлять терпение.
Японский нож, выкованный вручную в Японии, например, Котэцу Бунка, сделанный Шибата Сан из стали R2, можно и нужно затачивать иначе, чем нож Global или Henckels Chef.
Если мы заточим ножи Kotetsu и Henckels Chef, оба из очень разных сталей, под одинаковым углом в 20 градусов с каждой стороны, Kotetsu потеряет большую часть своей режущей способности.
Если мы заточим нож Kotetsu и Henckels Chef под углом 12 градусов с каждой стороны, нож Henckels будет очень острым, но очень быстро потеряет остроту. Сталь, будучи более мягкой, не выдержит усилий, связанных со средними задачами резания, она будет слишком хрупкой.
Зная это, я понимаю, что это общеизвестно, но знание этого должно повлиять на ваш подход к заточке различных ножей.Вам необходимо знать, какой нож вы используете и как его точить.
Я расскажу об этом в видео, но в основном мы можем разделить кухонные ножи на две категории, когда дело касается нашего подхода к их заточке.
Мягкие ножи (57 или меньше)
- Можно затачивать под углом 15-20 градусов с каждой стороны.
- Может обрабатываться зернистостью 1000–3000 с хорошими результатами.
Жесткие ножи (58-67)
- Можно затачивать под углом 10-15 градусов с каждой стороны.
- Может обрабатываться с зернистостью 3000 и выше с хорошими результатами.
Приведенные выше цифры следует рассматривать только как общее руководство, а не как правила. Мы можем заточить нож под любым углом и обработать его любой зернистостью, нам просто нужно знать, что наш выбор напрямую повлияет на уровень остроты и удержания кромки. Более высокие уровни зернистости будут более тонкими и обеспечат более плавное резание, но потеряют тактильную обратную связь и прикус. Более низкие уровни зернистости будут иметь большое количество режущих кромок.Точно так же более острые углы будут ощущаться острее, но будут более хрупкими или ломкими, а менее острые углы будут более жесткими и прочными, но менее острыми.
Процесс повышения резкости: важные примечания
Фактический процесс демонстрируется в сопровождающем видео, но есть некоторые ключевые моменты, которые следует помнить, когда мы продвигаемся вперед и смотрим видео.
Примечание. Информация предназначена для тех, кто стоит во время заточки. Если вы сядете, все должно быть по-прежнему, но помните, что я стою и затачиваю.
Образование заусенцев
Это очень важно для успеха заточки. Хотя можно заточить нож без образования заусенца, время и навыки, необходимые для этого, не являются чем-то, о чем нам нужно беспокоиться сейчас, и я упоминаю только об этом, поскольку знаю, что есть люди, которые могут читать, кто укажет это из. Образование заусенцев — одноразовое событие с одним ножом. Формируем по одной борозде с каждой стороны ножа на первом ( или только ) используемом камне.После этого, как только заусенец будет успешно создан с обеих сторон, от пятки до кончика, равномерно, фокус смещается на УДАЛЕНИЕ ЗАРЯДА , и этот процесс продолжается, пока нож не будет закончен, пока вы не положите его. Заусенец — это металл, который перемещается со скоса / края каждой стороны ножа при заточке, за это несут ответственность абразивные свойства используемого камня и ваша личная техника заточки, включая давление. Берр начинает как ваш друг, но как только ваш друг приходит, вам нужно начать процесс прощания, и часто этот друг не хочет уходить.(Вы научитесь некоторым довольно убедительным мерам.)
Хотя я говорю, что по одному заусеницу образуется с обеих сторон ножа, вполне возможно и вероятно, что при заточке у вас появятся дополнительные заусенцы. Для этого не требуется большого давления, но это нормально. Цель состоит в том, чтобы закончить нож без зазубрин.
Формирование заусенцев — это навык, который будет развиваться со временем, этапы развития включают:
- Начальное образование заусенцев. Образование заусенцев и возможность их обнаружения пальцами.
- Улучшенное образование заусенцев. , в котором образовавшийся заусенец становится все меньше и меньше, и в конечном итоге он становится очень тонким. Этот навык приходит со временем, и ваша способность обнаруживать заусенцы, даже самые мелкие заусенцы, также улучшится.
Удаление заусенцев — навык, столь же важный, как и для образования заусенцев, и абсолютно необходимый. Метод, который я использую, предполагает снижение уровня давления, и вы увидите это на видео. Некоторые люди просто пропускают острие после заточки через пробку или кусок дерева, чтобы убедиться, что нет «проволочного края», никаких остатков металла, которые образовались под краем во время процесса.Процесс заточки и давления ослабит соединение заусенцев с кромкой, но часто этого недостаточно, чтобы освободить последнюю крошечную полоску металла, поэтому эти действия сделают это. Независимо от используемого метода, опять же, важно для стабильности кромки и общей резкости, чтобы закончить с как можно более чистой кромкой.
Углы
Нам нужно иметь дело с двумя углами: один — это угол заточки , который представляет собой угол, полученный из высоты острия ножа над камнем, а другой — угол приближения как говорит Джон, это угол вашей руки от локтя, это 45 градусов, и это идеальный угол для заточки, это очень удобный, стабилизирующий подход к заточке.
Угол заточки ( SA ) — это ваш выбор, и, как уже упоминалось, он обычно составляет от 15 до 20 градусов на каждую сторону. Есть множество способов найти этот угол, от математики до Angle Finder на вашем телефоне. Также недавно на рынке появились новые угловые направляющие, клинья, которые обеспечивают точные угловые приспособления от 10 до 20 градусов. Есть угловые направляющие, которые вы также можете надеть на свой нож, но я считаю, что они просто мешают вам, когда вы перемещаете нож по камню.
Подсказки по углу, которые вы в конечном итоге будете использовать, являются визуальными подсказками: как только вы начнете движения по заточке, вы будете сами по себе. Они могут быть оставлены рядом на конце камня в качестве точки рефа, чтобы проверить угол, но в конечном счете, это будет ваши руки поддерживаются мышечной памятью, который доставит вас из точки D (Тупой) к точке S (Sharp).
Я хочу подчеркнуть, что по моему опыту, выбранная мною SA, будь то 11 или 17 градусов для каждой стороны, никогда не была источником разногласий среди кого-либо, включая руководителей, которые внимательно изучают мою работу, никто никогда не говорил «Я вижу, ты заточил мой нож на 17 градусов, я надеялся на 18 градусов», например.Острота будет зависеть от вашей последовательности в трех областях:
- Время
- Угол
- Давление
То, что вы делаете с одной стороны ножа, вы должны стремиться делать с другой, когда вы точите симметричные ножи, где вы хотите, чтобы помол был 50/50. Со временем эти три вещи будут сливаться вместе, по мере развития ваших навыков и мышечной памяти. Тем временем вы все еще можете создавать самые острые ножи, которые вы когда-либо видели, просто немного поработав над техникой и попрактиковавшись.
Проверка своего прогресса
Перед тем, как приступить к заточке, осмотрите лезвие на предмет всего, что может помешать работе. Даже если у вас
Sharpening setup. При ярком свете осмотреть край.затачивая собственные ножи, этот быстрый взгляд, если делать это каждый раз, станет частью шаблона, частью вашей техники. В конце концов, ваших собственных ножей будет недостаточно, чтобы утолить вашу жажду заточки, вы найдете другие, и эта быстрая визуальная проверка поможет вам в какой-то момент.
Когда вы затачиваете нож, когда вам кажется, что заусенец образовался и идет процесс удаления заусенца, остановитесь и посмотрите на край ножа при хорошем источнике света. Это небольшое изменение режима заточки, которое я недавно сделал, существенно повлияло на качество моей работы. Свет покажет любые области на краю, над которыми вы еще не закончили работу, свет отражается от металла, который все еще не удален, он не выровнен. Отражения, вероятно, будут в одной или двух небольших областях по краю, ваша задача будет заключаться в их удалении, возвращаясь к работе с таким же усилием, какое требуется на том же камне, это займет всего минуту, регулярно контролируйте работу, проверяя край и держитесь так, пока не перестанете видеть свет.Когда закончите, сделайте последнюю проверку. Я делаю это с каждым камнем, который использую.
Расплющивание камней
На мой взгляд, выравнивание водных камней необходимо. Со временем вы можете услышать, как люди говорят о том, что сглаживание водных камней не нужно, это приведет к преждевременному износу, и вы можете заточить ножи, не сплющивая их. Возможно, отчасти это правда, я здесь не для того, чтобы называть кого-либо лжецом. Я просто думаю, что они ошибаются, имея такой мыслительный процесс.Водяные камни бывают плоскими, есть причина держать их такими. Поверхность камня при использовании может забиться металлическими осколками, процесс выравнивания удаляет это, он сохраняет поверхность нетронутой и свежей, как в день покупки. Кроме того, когда мы используем камень регулярно, со временем он «ложится» в середину камня, скользящую дорожку, которую мы используем для заточки. Мы держим наш нож под определенным углом, острие ножа держится на некотором расстоянии от камня, чтобы достичь этого угла.Допустим, расстояние составляет половину дюйма, а полученный угол — 19 градусов. Если мы проведем острием ножа над камнем, выступающим посередине, это расстояние будет больше не полдюйма, а больше. Это наверняка растягивает его, но суть в том, что вы должны держать камни с водой как можно более плоскими, а также края должны быть скошенными, а не острыми.
Вы также заметите, что не плоские верующие используют плоскую часть камней для заточки, поэтому на самом деле они верят в плоские камни, они просто не хотят их сглаживать, поскольку это удаляет части камня и, таким образом, они изнашиваются.Я просто куплю новые камни и пока буду держать их плоскими. Для целей этого урока и любого следующего урока, пожалуйста, предположите, что я держу свои водяные камни плоскими, как можно более плоскими, как я их покупал.
Чтобы камни оставались плоскими, я использую пластину для притирки DMT. Существует множество устройств для выравнивания камня, от алмазных пластин, изготовленных DMT и ATOMA, до камней для выравнивания и простых изделий, таких как грубая наждачная бумага или даже сетка для гипсокартона. Сначала подумайте о ПЛОСКОМ, а затем выберите свой выравниватель.
Строппинг
Очищение ножа для многих точильщиков является последним кусочком головоломки, который может почти поразить край. За прошедшие годы даже строппинг расширился благодаря большому количеству различных составов, которые могут быть
Лично я использую либо ремешок из чистой кожи, либо отделочный камень для завершения процесса очистки кромки. Я не хочу полагаться на какие-либо составы, чтобы завершить свою работу и, возможно, скомпрометировать или даже скрыть нестабильное преимущество.
Я продемонстрирую строппинг на голой коже, и вы сами решите, как далеко вы хотите зайти. Для меня главное — максимально упростить весь процесс заточки.
НЕ думайте, что вам нужно пойти и купить экзотические спреи для достижения резкости, думайте о них как о чем-то, что нужно исследовать в будущем, когда «Школа основ» уже позади.
Краткое содержание урока № 2
Правильная заточка требует знания стали и понимания того, что чрезмерная заточка и чрезмерное давление будут иметь отрицательное влияние на удержание кромки.Мы не хотим просто взять нож и начать шлифовать камни, не задумываясь заранее и не осознавая, на что способны камни / абразивные материалы. Это довольно просто, и все, что вам нужно, — это немного знаний. Например, если я взял кухонный нож за 40 долларов для заточки, прежде чем начать, я знаю, что мне не понадобятся камни с зернистостью более 1000–3000. Это не значит, что я не могу использовать камень песка 5000, если я знаю, какое влияние это окажет.
Управляйте своими ожиданиями, забудьте о видеороликах на YouTube, в которых люди творят чудо-ломтики помидоров.Хотя они, конечно, отражают уровень навыков, они могут быть обманчивыми и стать источником разочарования для новичков, которые думают, что это то, что они должны уметь.
Получите базовое понимание процесса, основных принципов, а затем нарастите мышечную память, установите последовательность и практикуйтесь. Страсть, даже немного, конечно, поможет.
Процесс заточки несложный, я помню, как мои отец и дедушка делали инструменты очень острыми, используя старый, изношенный масляный камень.Они не беспокоились о вещах, которыми мы усложняем заточку. Они придерживались шаблона, ритма, и это сработало, это все еще работает. Мы соединяем обе стороны ножа вместе на вершине ножа, чтобы сформировать Первичное лезвие. Мы удаляем усталый металл и обнажаем свежую сталь по пути, и мы можем делать это снова и снова. Нам не нужно быть идеальными, мы просто должны работать над тем, чтобы быть точными, насколько это возможно для человека, и это постоянно улучшается по мере того, как мы перемещаемся по ступенькам нашего пути заточки.