
схема самодельной инверторной сварки и как сделать аппарат?
На чтение 10 мин. Просмотров 10.2k. Опубликовано Обновлено
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.Прежде чем начать собирать , мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.


Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является , мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров.
Силовой блок
Изготовление сварочного инвертора.Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
[box type=”info”]Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.[/box]Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.

Система охлаждения агрегата
Электрическая схема инвертора для сварки.Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать ? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.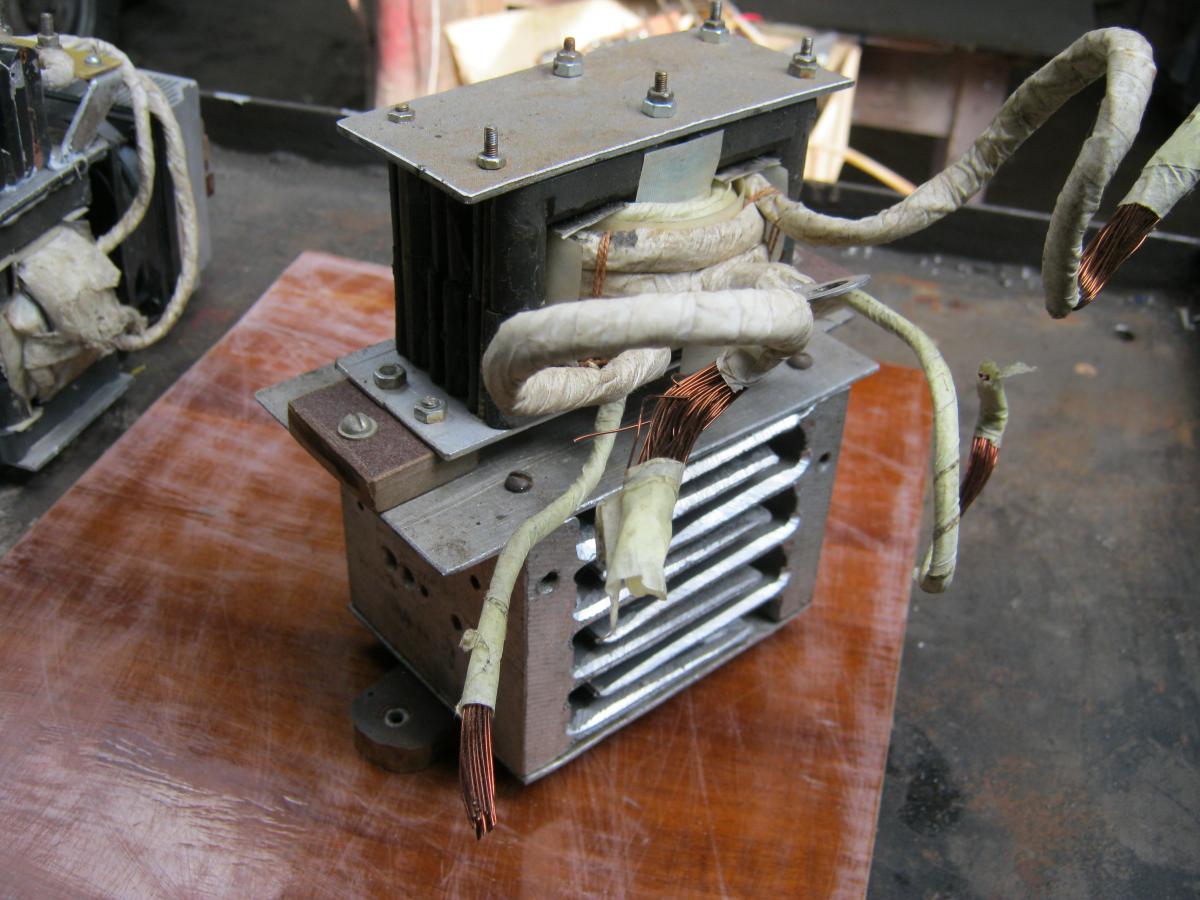
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
[box type=”warning”]При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.[/box]При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход.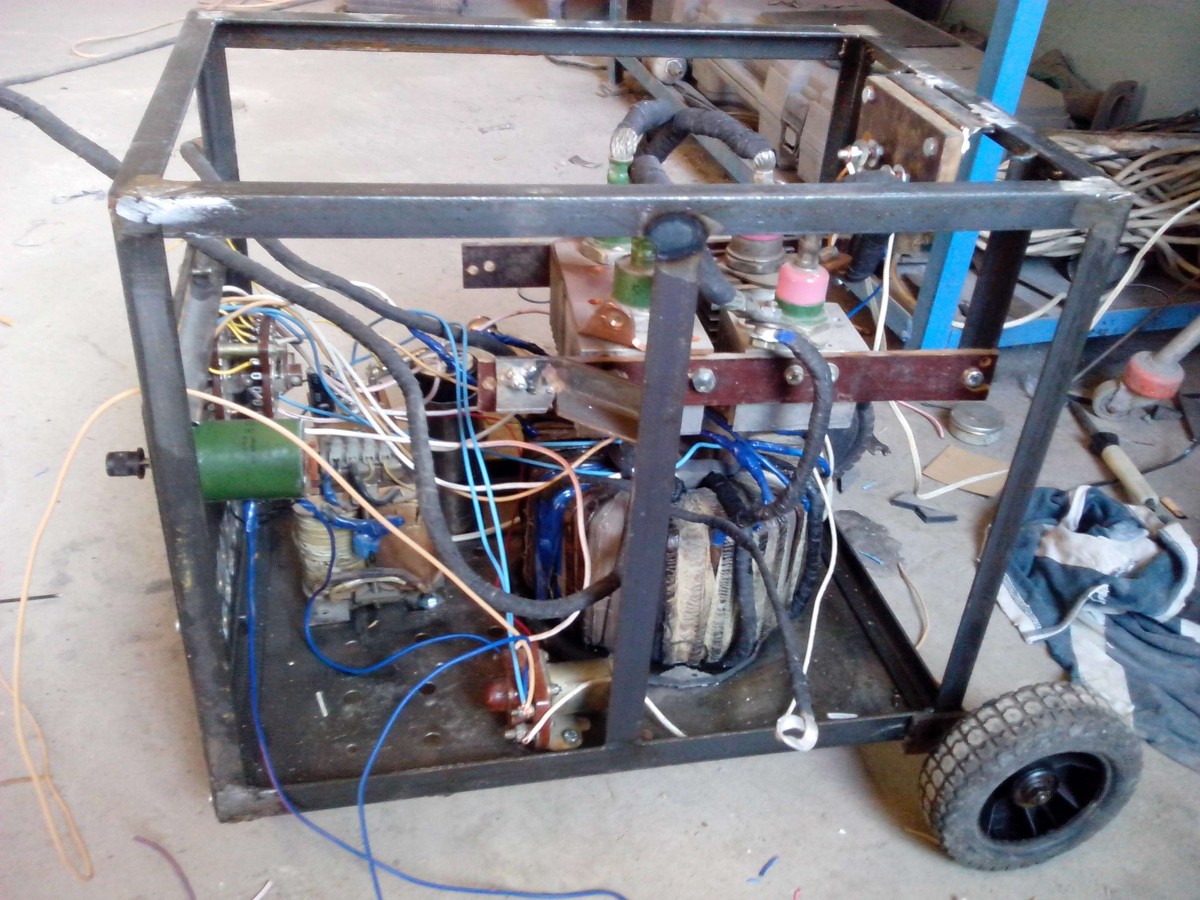 При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
 DIY Инверторный сварочный аппарат своими руками» src=»about:blank» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-src=»https://www.youtube.com/embed/ulkect706aE?feature=oembed»>
DIY Инверторный сварочный аппарат своими руками» src=»about:blank» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-src=»https://www.youtube.com/embed/ulkect706aE?feature=oembed»>
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.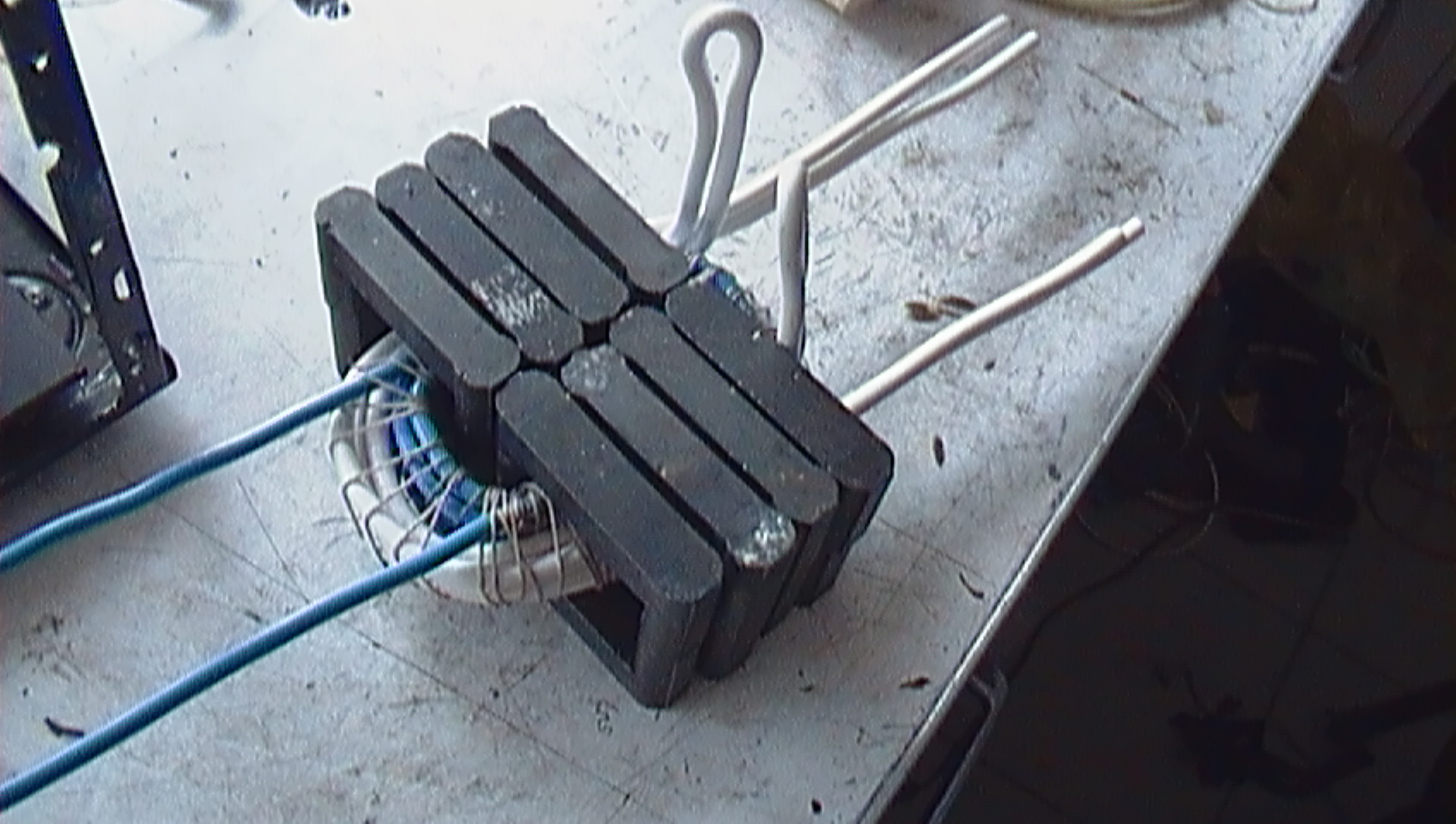 ru/transformator-svoimi-rukami.html.
ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатораКак видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимыТолщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.

При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блокаВ работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.

Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
 youtube.com/embed/Cej47CHTNKo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Cej47CHTNKo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Сварочный инвертор своими руками: схема, видео — Asutpp
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
Самая важное при конструировании или ремонте покупного или самодельного инвертора — его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
Принципиальная электрическая схема сварочного инвертораИзготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.

Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Кольца обмотокМежду первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
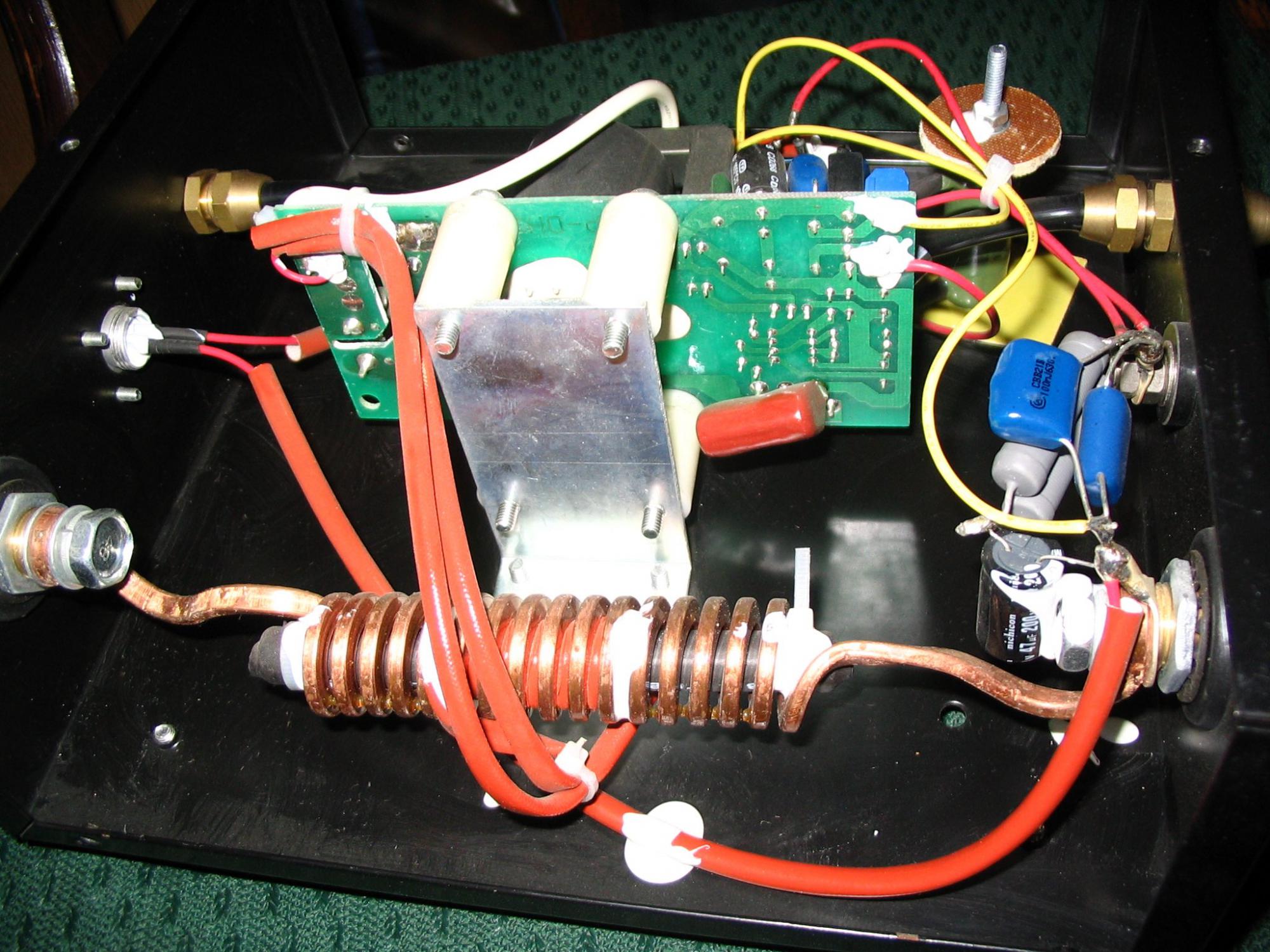
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
Вес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
Инвертор из компьютераКак настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.
- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке. Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
- Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона. Если инвертор маломощный, среднее амплитудное напряжение должно составлять около 15 вольт.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами. Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
 Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв! На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно.![]() Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.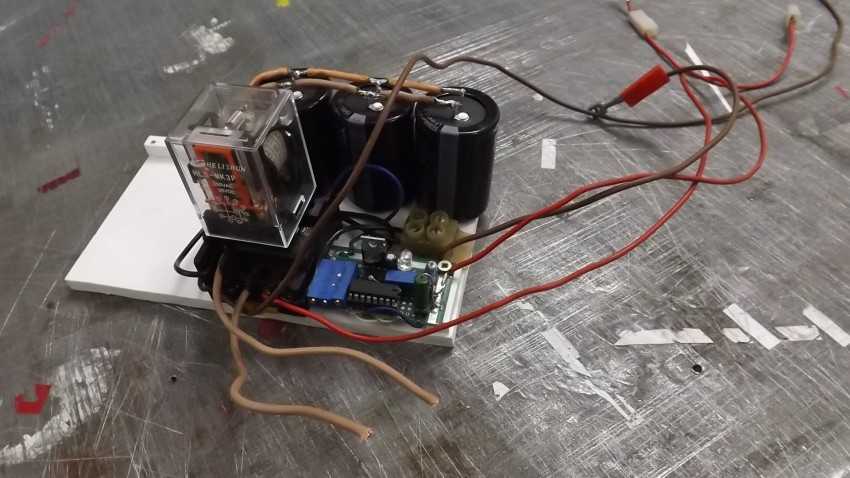
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Сварочный аппарат своими руками, сварочный трансформатор
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.

Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки. После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока.
За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна. - Полуавтомат. Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
- Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес. Недостатки: не слишком высокая надежность, сложность в ремонте.
 После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.

Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
 При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации. Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Где купить
Максимально быстро приобрести прибор можно в ближайшем специализированном магазине. Оптимальным же, по соотношению цена-качество, остаётся вариант покупки в Интернет-магазине АлиЭкспресс. Обязательное длительное ожидание посылок из Китая осталось в прошлом, ведь сейчас множество товаров находятся на промежуточных складах в странах назначения: например, при заказе вы можете выбрать опцию «Доставка из Российской Федерации»:
Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
мой опыт. Делаем сварочные аппараты своими руками
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.![]()
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.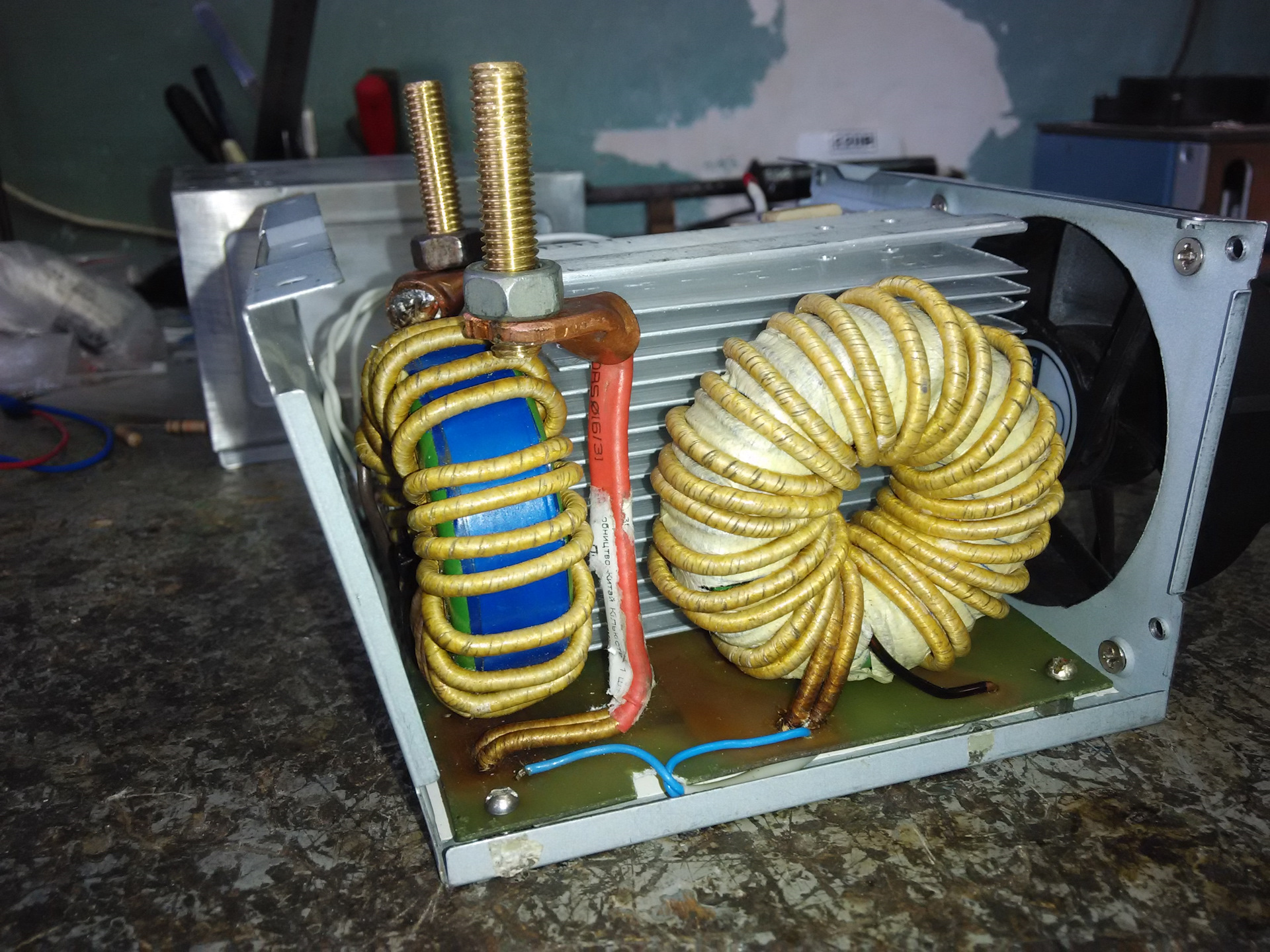
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
 » src=»https://www.youtube.com/embed/sQ36O1wAcKA?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
» src=»https://www.youtube.com/embed/sQ36O1wAcKA?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/>Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
Самая элементарная схема агрегата
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.![]()
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.

Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка сварочного аппарата.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А.
При сварке различными электродами снимают значения тока сварки – Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Технологические рекомендации и меры безопасности.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В – толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) – к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) – к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм2.
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности – во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителяПри сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Конструкция трансформатора и дросселей
Схема намотки провода.Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Тороидальный аппарат
Он гораздо легче обычного. Это удобно для переноски. Такие аппараты используются там, где важна способность к быстрой транспортировке.
Какой бы аппарат вы не выбрали, в любом случае, сделать его своими руками:
- Интересно;
- Практично;
- Экономично.
И, конечно, сделанный своими руками сварочный аппарат всегда приятно показать друзьям. Он станет предметом гордости и незаменимым помощником в домашнем хозяйстве.
Ремонт сварочного аппарата своими руками также достаточно увлекателен.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестеромПосле того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертораПравильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселеПри выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Вес и габариты сварочника
Мы выбрали тороидальную конструкцию, как наименее габаритную. Здесь простое стечение обстоятельств: в наличии уже был ленточный трансформатор тока от высоковольтного оборудования с дефектом изоляции. Он был забракован и списан.
Оттуда взяли ленту магнитопровода. Свернули ее плотнее, изолировали, намотали провода обмоток. Все это сделали на основе упрощенного расчета старым дедовским методом. Хотя сейчас есть много онлайн калькуляторов.
Для работы трансформатора важно сечение его сердечника. Мы его обеспечили, создав одновременно компактную конструкцию. Аппарат получился чуть выше табуретки, но вес под сорок килограмм (железо да медь тяжелые). Однако, сварщики люди не хилые…
Приварили снизу к корпусу две оси им же, поставили колесики. Получился мобильный вариант. Перемещается в одиночку без больших усилий.
Кстати, от регулирования тока индуктивным сопротивлением отказались. Она значительно утяжеляет конструкцию, да и хлопот много.
Источники
- https://tutsvarka.ru/oborudovanie/svarochnyj-apparat-svoimi-rukami
- https://rezhemmetall.ru/sborka-svarochnogo-apparata-postoyannogo-toka-svoimi-rukami.html
- https://www.elremont.ru/electrik/svarka.php
- https://OFaze.ru/svoimi-rukami/svarochnyj-apparat
- https://moyakovka.ru/instrumenty/samodelnye-svarochnye-apparaty-postoyannogo-toka.html
- https://svoimirykamiinfo.ru/svarochnyj-apparat-svoimi-rukami/
- http://met-all.org/oborudovanie/svarochnye/svarochnyj-invertor-svoimi-rukami-shema.html
- https://zen.yandex.ru/media/housediz/samodelnyi-svarochnyi-apparat-postoiannogo-toka-moi-opyt-5da1cd9a95aa9f00b1b0e574
[свернуть]
Как сделать сварочный аппарат для проволоки своими руками?
Прежде чем делать сварочный аппарат для проволоки в домашних условиях, стоит разобраться в основных узлах и принципах работы. Особое значение придается мощности напряжения, которая зависит от вида предстоящих работ. Для соединения тонких металлических изделий требуется небольшой ток, а сварка массивной арматуры при такой интенсивности невозможна.
Трансформатор
Устройство обеспечивает дугу от сетевого напряжения.Этот элемент состоит из двух основных частей:
Создание трансформатора не вызывает особых сложностей. Первичная обмотка устройства подключена к электрической сети 220 Вт, а вторичная необходима для самих сварочных работ. Магнитопровод можно собрать не только из пластин специального трансформаторного металла, но и из других материалов. В качестве дополнения для улучшения характеристик дуги используются специальные устройства, обеспечивающие плавную регулировку напряжения.Такие дополнения чаще всего встречаются в профессиональных устройствах.
В зависимости от силы тока выбирается мощность трансформатора. Следует отметить, что напряжение на выходных клеммах определяет ход процесса сварки, который может быть жестким или более мягким. Это также необходимо учитывать перед изготовлением сварочного аппарата для сварочной проволоки.
При выборе источника напряжения отталкивайте нужные характеристики тока. Лучшим вариантом будут источники с круто падающими и пологими свойствами.Они упрощают процесс сварки и обеспечивают минимальные колебания дуги.
Необходимые позиции
Вы можете самостоятельно изготовить сварочный аппарат для проволоки любого типа, будь то автоматический, инверторный, работающий на постоянном или переменном токе. При отсутствии опыта проведения подобных работ стоит остановиться на простом трансформаторном аппарате. Такое устройство работает на переменном токе и позволяет добиться качественного сварного шва. Он оптимально подходит для сварки проволокой в домашних условиях.Перед тем, как приступить к изготовлению, необходимо подготовить:
- материал сердечника трансформатора с высоким уровнем магнитной проницаемости;
- достаточно медной проволоки.
Ядро должно иметь П-образную стандартную конфигурацию и конструкцию сердечника. В некоторых случаях необходимо использовать жилы другой формы (например, круглые), это не меняет характеристик устройства, но усложняет намотку проводки. Для бытового прибора площадь поперечного сечения жилы должна быть в пределах 50 см².Использование большого сечения нецелесообразно, так как не дает дополнительных характеристик и увеличивает общую массу устройства.
Обмотка
Для первичной обмотки медная проводка, характеризующаяся высоким уровнем стойкости к термическому воздействию. Его следует дополнить стеклотканевым или ватным утеплителем. Возможно использование кабелей с изоляционной оболочкой из резины и других материалов, кроме ПВХ.
При необходимости изоляцию можно произвести вручную с помощью небольших кусочков подходящего материала.Они намотаны на медную проволоку и покрыты слоем электролака.
Корпус катушки изготавливается в соответствии с геометрическими характеристиками магнитопровода. Они должны иметь подходящие размеры, чтобы не мешать свободному размещению магнитопровода на сердечнике. Для изготовления последних, как правило, используется обычный картон или текстолит.
Что нужно знать
При намотке катушки учитывайте некоторые особенности.В частности, первичная обмотка выполнена только наполовину, поверх нее накладывается часть вторичной. Аналогично наматывается вторая сторона катушки. С помощью плотной бумаги, стекловолокна и картона можно повысить изоляционные характеристики, для этого необходимо между слоями обмотки уложить куски выбранного материала.
Сварочный аппарат для медных проводов также требует конфигурации, которая заключается в подключении устройства к сети и измерении данных напряжения на вторичной обмотке.Показатели должны быть в пределах 60 В. При необходимости можно добавить часть обмотки или убрать лишнее. Измерения и изменения обмотки производятся до получения необходимых данных.
Сварочный аппарат для проволоки подключается к сети с помощью двухжильного кабеля или внутренней прокладки, которая подключается к первичной обмотке. Последний шаг — это подключение проводов PGG к клеммам вторичной обмотки. Стоит отметить, что эти проволоки фиксируют основу сварочных стержней и соединяются с обрабатываемыми элементами.
Работа с медными проводами
В электромонтажных работах медные провода незаменимы. Существует три основных метода соединения: сварка, зажим и опрессовка. Оптимальное сочетание скорости и качества работы — это первый вариант.
При работе с медью необходимо соблюдать осторожность и учитывать характеристики этого материала. Он склонен к поломке даже при небольшом нагреве, несмотря на то, что его температура плавления превышает 1000 градусов. Сварочные работы могут выполняться постоянным и переменным током.При необходимости можно использовать метод дуговой сварки и дополнительные устройства, такие как трансформатор, лучевое устройство и инвертор.
Этапы работы
Сварочный станок
Полное руководство »MidSouthSupply
Сварочные аппараты могут показаться сложными, но их достаточно легко понять, как только вы начнете с ними работать.
Как работают сварочные аппараты?
Короткий ответ прост. Приложив немного науки и немного практики, любой может осуществить отличный сварочный проект.Длинный ответ заключается в том, что существует несколько типов сварочных и сварочных аппаратов, и вы должны быть знакомы со многими из них.
Если вы готовы приступить к своему сварочному проекту и начать создавать свои собственные практические или художественные творения, возьмите ручку и сделайте несколько заметок.
К концу этой статьи вы будете знать все, что вам нужно знать о сварке.
Основы сварочного аппарата
Прежде чем мы углубимся в технические подробности, вы должны знать несколько основ, например, два типа сварки.
Двумя основными типами сварки являются дуговая сварка и сварка горелкой.
Сегодня мы познакомимся с основами обоих типов сварки: как они работают, какое оборудование для каждого из них требуется и многое другое.
Дуговая сварка
Дуговая сварка — это процесс использования электрической дуги для плавления материалов, с которыми вы работаете, а также присадочных материалов.
Этот пруток иногда называют сварочным прутком, и этот процесс используется для сваривания соединений.
Хотя это описание звучит довольно просто, дуговая сварка — сложный процесс. Для дуговой сварки необходимо прикрепить к сварочному материалу заземляющий провод.
Обратите внимание, что сварочный материал — это не тот материал, который вы будете сваривать.
Другая проволока, называемая выводом электрода, помещается в материал, который вы планируете сваривать. Когда вы оттягиваете вывод электрода от материала, вы создаете электричество.
Электричество, создаваемое вытягиванием вывода электрода, создает электрическую дугу, в честь которой назван весь процесс.
При возникновении дуги материал, который вы свариваете, плавится, и — если вы их использовали — присадочные материалы помогут деталям сплавиться в одну цельную деталь.
Типы дуговой сварки
Итак, какие бывают виды дуговой сварки?
Мы обсудим три различных типа дуговой сварки, которые перечислены ниже:
- Экранированная металлическая дуга Сварка
- Газовая дуговая сварка металлическим электродом
- Газовая вольфрамовая дуга сварка
Дуговая сварка защищенным металлом (SMAW)
Дуговая сварка экранированным металлом, также известная как SMAW, относится к типу дуговой сварки, в которой используется вывод электрода, покрытый флюсом.
Флюс — моющее или очищающее средство. Обычно, когда возникает электрическая дуга и образуется соединение, флюс разрушается.
Когда флюс распадается, он дает от паров, которые будут защищать место сварки от всего в воздухе, что может заразить его.
Поскольку этот вид сварки относительно прост и может использоваться для множества различных сварочных работ, это один из наиболее популярных сварочных технологий, используемых во многих отраслях промышленности.
Обратите внимание, что SMAW можно также называть ручной дуговой сваркой металла (MMAW) или дуговой сваркой под защитным флюсом.
Хотя все эти названия звучат по-разному, все они относятся к типу дуговой сварки, в которой используется защитный флюс.
Газовая дуговая сварка металлическим электродом (GMAW)
Газовая дуговая сварка металлическим электродом, или GMAW, также имеет несколько разных имен .
Это также называется сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG).
Обратите внимание, что сварка MIG и MAG относится к категориям дуговой сварки металлическим электродом в газе.
GMAW работает, когда электрическая дуга возникает между металлической проволокой в инертном газе и свариваемыми материалами.
Процесс заставляет материалы нагреваться, плавиться и, в конечном итоге, сплавляться.
Основное различие между SMAW и GMAW — это электрод. GMAW использует металлический инертный газ, а SMAW — свинцовый электрод.
Вспомните, как SMAW использовал флюс для защиты площадь? GMAW также имеет защитное средство, хотя его называют защитным газом.
Газовая дуговая сварка вольфрамом (GTAW)
Последняя подкатегория дуговой сварки, которая мы будем говорить о газовой вольфрамовой дуговой сварке или GTAW.
Этот тип сварки также известен как сварка вольфрамовым электродом в среде инертного газа (TIG). В процессе GTAW используется вольфрамовый электрод.
Это тот же процесс, что и раньше, но с другим материалом электрода. То же самое, но немного измененное, используемое защитное средство.
GTAW использует инертный защитный газ для защиты зоны сварки от загрязнений.
Обратите внимание, что GTAW также использует присадочный материал, хотя не для всех сварочных процессов с использованием этого метода он потребуется.
Сварка горелкой
Сварка горелкой немного проще понять, хотя бы потому, что в ней нет подкатегорий, за которыми следовало бы следить.
При сварке горелкой используется горелка для плавления рабочего материала и сварочного стержня.
Сварщик получает много контроля в этом процессе, потому что ему приходится одновременно обращаться со стержнем и горелкой.
Этот вид сварки широко распространен, хотя его популярность снижается из-за практического применения. Однако он все еще используется во многих отраслях промышленности.
Другие виды сварки
Существуют и другие виды сварки, кроме дуговой и факельной.
Однако вы должны пытаться выполнять эти виды сварки на свой страх и риск.
К другим видам сварки относятся электродуговая дуга, сварка взрывом, сварка лазерным лучом и ультразвуковая сварка.
Эти виды сварки намного сложнее. Если вы новичок, придерживайтесь дуговой сварки и сварки горелкой, пока не получите некоторой практики.
Для чего используются сварочные аппараты?
Сварка — это многовековая практика, которая, как говорят, берет свое начало с сэра Хамфри Дэви около 1836 года.
Примерно в это же время Дэви создал первую электрическую дугу с двумя электродами. Однако сварка была усовершенствована лишь несколько десятилетий спустя, в 1881 году.
Именно тогда Август де Меритен использовал электрическую дугу, чтобы соединить две свинцовые пластины вместе. Позже его ученик Николай Бернадос запатентовал вид электродуговой сварки.
Благодаря этим изменениям были созданы и в конечном итоге усовершенствованы различные виды сварки. Хотя сама эта практика довольно старая, современная сварка все еще похожа на своих старых предшественников.
Сегодня сварка стала быстрее, эффективнее и точнее, чем раньше. Однако конечная цель осталась прежней.
Проще говоря, сварочные аппараты используются чтобы соединить вещи вместе.
Вот несколько важных терминов сварки:
- Сварочный материал: материалы, которые вы свариваются
- Наполнитель: пластик или металл, который вы используете как своего рода клей, чтобы скрепить сварочные материалы. Иногда сварщики используют наполнитель, чтобы скрепить сварочные материалы, чтобы такое слияние материалов может иметь место.
- Энергия: источник, который вы используете для сварки материалов. вместе (газ, электричество, лазер и т. д.)
По определению, сварка — это процесс соединения двух материалов, таких как алюминий, латунь, пластик или полимер, путем их сплавления посредством какой-то реакции.
Эта реакция обычно возникает через сильное тепло от любого источника энергии, который вы решите использовать.
Сварка часто используется в производстве, включая все виды от архитектурной и горнодобывающей до сельскохозяйственной и строительной.
Сварщики также работают в авиакосмических и судостроительных компаниях, а также в ремонтных отраслях.
Поскольку сварка — это очень разнообразная отрасль, вы можете догадаться, почему существует такой рынок сварочных аппаратов.
Люди хотят иметь возможность сваривать и выполнять разнообразные домашние и бизнес-проекты своими руками.
Теперь, когда покупки в Интернете сделали эти машины доступными, неудивительно, что они стали популярными.
Как выбрать идеальный сварочный аппарат
Ключом к выбору идеального сварочного аппарата является выбор наиболее подходящего для ваших конкретных сварочных нужд.
Есть несколько вопросов, которые вы должны задать себе, прежде чем принять решение и начать свое исследование.
Вопросы, которые нужно задать:
- Сколько я могу позволить себе потратить на это?
- Какой процесс мне хотите использовать?
- Что за проекты, которые я хочу иметь?
Независимо от того, какой тип сварки вы выберете, сварка стоит дорого.
Вы должны купить аппарат, и вам также необходимо будет приобрести подходящие сварочные материалы, защитное средство и, возможно, наполнитель.
Вам следует подумать обо всех затратах на владение и использование сварочного аппарата, прежде чем решать, какой сварочный аппарат вам подходит.
Обратите внимание, что аппараты для дуговой сварки как правило, дешевле, а сварочные аппараты — дороже. Считать о вашем бюджете, прежде чем вы будете слишком привязаны к одному типу.
Последний вопрос, пожалуй, самый важный. Неважно, купите ли вы лучший сварочный аппарат на рынке, если вы купите тот, который не работает или не подходит для нужного вам продукта.
После того, как вы зададите себе все эти вопросы, вы сможете лучше понять, какой тип сварочного аппарата лучше всего подходит для вас.
Нужен ли мне сварочный аппарат?
Нужен ли вам сварочный аппарат ваше собственное зависит от нескольких факторов, и вам нужно будет принять решение позвоните себе.
Спросите себя:
- Что мой бюджет?
- Почему я хочу сам делать сварку?
- Может сварочный цех это делают?
- До Мне нужно быстро сделать проект?
- Am Я завершаю один проект или много?
- Am Я посвятил себя практике?
Это все важные вопросы, потому что они указывают на долгосрочную выгоду от покупки собственного сварочного аппарата машина.
Если текущий проект можно сделать лучше и быстрее в магазине, почему вы хотите сделать это самостоятельно? Вы просто хотите получить удовольствие от возможности сварить себя? Хотите реализовать собственное видение?
Дело в том, что то, что магазин может выполнить ваш сварочный проект за вас, не означает, что он лучший вариант.
Иногда кажется, что никто не может как можно лучше реализовать свое видение или потребность — и это отличный повод приобретите себе сварочный аппарат.
Также подумайте о том, для скольких проектов вы будете использовать машину. Если это одноразовая вещь, вы можете подумать дважды.
Сварочные аппараты и материалы стоят денег, а техническое обслуживание аппарата потребует затрат времени и энергии.
В таком случае вы можете рассмотреть возможность использования магазина вместо вашего собственного станка. Сварка также требует много терпения и времени.
Если вы только начинаете, вам нужно много попрактиковаться, прежде чем вы добьетесь наилучших результатов сварки.
Типы сварочных аппаратов
Мы поговорим о двух основных типах сварочных аппаратов. Вы можете догадаться, какие они?
Вы правы!
Мы займемся аппаратами для дуговой сварки с разбивкой по категориям и аппаратами для плазменной сварки.
Вы уже знаете основы, так чем же отличаются сами машины?
Когда дело доходит до вопроса о том, сколько существует различных типов сварочных аппаратов, ответ — много.
Вместо того, чтобы бросать вам все сразу, я составил список аппаратов для дуговой сварки.
Популярные аппараты для дуговой сварки
The C.M.T. Сверхпортативный 100-амперный электродуговый сварочный аппарат Pitbull — 110V от CMT — отличный недорогой вариант для дуговой сварки, особенно для тех, кто думает о небольших домашних проектах, а не о больших и сложных.
Точнее, дешевле 100 долларов на Amazon — это не лучший сварщик на рынке. Однако это отличный выбор для новичков.
Как вы можете понять из названия сварочного аппарата DEKOPRO 110 / 220V MMA, это сварочный аппарат MMAW, который является просто другим названием сварочного аппарата SMA.
Это означает, что вы будете работать со свинцовым электродом и защитным флюсом. Это не так дешево, как наш первый вариант, но все же хорошее предложение для новичка.
Аппарат ARC Welder HITBOX относится к подкатегории аппаратов для сварки GTA — вольфрамовый инертный газ (TIG).
Если вы помните, это означает, что вы будете использовать инертный защитный газ и вольфрамовый электрод.
Горелочные сварочные аппараты
Первым горелочным сварочным аппаратом в списке является Lotos LTPDC2000D от Lotos Technology.
Одна большая разница, которую я заметил между аппаратами для плазменной сварки и аппаратами для дуговой сварки, заключается в том, насколько дороже были аппараты для плазменной сварки.
Стоимость аппаратов для дуговой сварки составляет менее 100 долларов, а стоимость этого аппарата — около 500 долларов.
Если вы пытаетесь приобрести лучший сварочный аппарат для себя, подумайте о своем бюджете, прежде чем выбирать один тип сварки — это сэкономит вам стресс и сэкономит деньги.
MTS-205 205 от Amico — еще один отличный вариант сварочного аппарата.
Эта машина стоит около 600 долларов. Однако он оснащен функцией горелки TIG и передовыми технологиями, которые могут быть полезны для более опытных сварщиков, желающих вложить деньги.
Поскольку вы решили, что хотите вложить деньги, есть еще пара вещей, которые вы должны знать, прежде чем окончательно совершить покупку: вы должны знать, как ухаживать за своей машиной.
Как обслуживать сварочный аппарат
Итак, как вы можете обслуживать сварочный аппарат?
Вы потратили много времени на поиск машины, так что давайте немного узнаем об ее содержании.
Держите его в чистоте
Это, вероятно, самый простой совет, который вы получили по поводу сварочного аппарата, но он, пожалуй, один из самых важных.
Сварка может быть неприятным процессом, и материалы могут плавиться на машине и вокруг нее и создавать беспорядок.
Хотя может возникнуть соблазн оставить беспорядок, поскольку вы, вероятно, не будете использовать эту машину очень часто, важно убирать за собой, чтобы ваша машина не забивалась расплавленными материалами и могла продолжать работать на своем максимальная вместимость.
В конце концов, сварочные аппараты стоят денег, и вам не захочется заменять их слишком рано.
Держите его сухим
Это может стать сюрпризом для вас, как и для меня.
Однако каждые несколько месяцев вы сушите машину изнутри.
Необходимо использовать чистый сухой воздух, чтобы удалить влагу изнутри устройства.
Это особенно важно, когда речь идет об источниках питания, которые могут отрицательно отреагировать, если их слишком долго оставлять во влажных условиях.
Прочтите инструкции
Это, вероятно, звучит как легкая задача, но вы будете удивлены тем, сколько неисправностей машины можно исправить — или вообще предотвратить — просто прочитав все предоставленные инструкции.
Прежде чем вы начнете использовать машину, я рекомендую полностью прочитать инструкцию, которая должна прилагаться к ней.
Обратите особое внимание на разделы о техническом обслуживании, чтобы вы знали, чего ожидать в конце вашего проекта, еще до того, как вы начнете.
Это также поможет вам избежать непреднамеренного повреждения аппарата, если в процессе сварки что-то нарушит его функциональность.
Составьте график
Одна вещь, которая предотвратит уход за вашей машиной, — это соблюдение графика, когда вы будете обслуживать свою машину.
Хотя техническое обслуживание может потребоваться не так часто, как в сварочном цехе, у вас должен быть примерный график выполнения работ, необходимых для обслуживания машины.
Например, вы должны знать, когда вы будете работать над проектами (чтобы иметь надлежащие чистящие средства), и делать записи каждые шесть месяцев, чтобы вы могли высушить внутреннюю часть машины.
Вам даже следует делать заметки несколько раз в год, когда вы будете проверять свою машину, чтобы увидеть, нужно ли заменять какие-либо детали.
Выполнив всего несколько простых шагов, вы можете убедиться, что ваш сварочный аппарат прослужит долго и будет продолжать выпускать отличный продукт.
В конце концов, вы приложили много усилий, чтобы выбрать машину своей мечты — не хотите терять ее слишком рано.
Практическое руководство. Создайте собственный аппарат для точечной сварки
Аппараты для точечной сваркииспользуются при производстве автомобилей, корпусов ПК, источников питания, микроволновых печей, распределительных коробок, клеток Фарадея и различной электроники. Точечный сварочный аппарат используется потому, что он обеспечивает четко очерченную точку контакта сварного шва. Материалы свариваются без чрезмерного нагрева, поэтому детали легко обрабатываются. Сварка также хорошо контролируется и воспроизводима. В этом практическом руководстве мы рассмотрим основы точечной сварки, а затем покажем вам, как собрать ее из трансформатора для микроволновой печи.
Электроды для точечной сварки выполняют как минимум три функции. Они передают электрическую энергию материалу, одновременно удерживая его вместе; это также контролирует сопротивление. Чем больше сила сжатия, тем меньше сопротивление, что приводит к уменьшению резистивного нагрева. Меньшая сила сжатия приводит к увеличению резистивного нагрева. Электроды также отводят тепло от материала в выключенном состоянии, помогая охлаждать и отпускать сварной шов. Резистивную точечную сварку обычно называют «самородком».Сварщики точечной сварки обычно работают с черными металлами, что несколько ограничивает область их применения. Большинство сварочных швов имеют низкое напряжение и большой ток. Сварщик в этом практическом руководстве работает от вторичной обмотки 3в переменного тока. Первичная линия — это напряжение сети 120 В переменного тока, к которому следует обращаться с уважением. Низковольтная вторичная обмотка делает сварщика очень безопасным, поэтому опасность поражения электрическим током от электрода практически отсутствует. Однако существует риск ожога из-за высоких температур, как и у любого сварщика.
Этот сварочный аппарат не предназначен для сварки панели кузова вашего Jeep 1966 года выпуска; он не будет работать с материалом тяжелее листового металла толщиной 20 мм. Он предназначен для небольших проектов, поскольку не может работать в непрерывном режиме. Возможные варианты использования: Материал сварочного электрода для электролизеров. Работа с тонкими компонентами вакуумной лампы. Создание легкой рамы для небольшой роботизированной платформы. У большинства из нас есть достаточно деталей, чтобы построить сварочный аппарат.Если у вас есть трансформатор для микроволновой печи (ТО), то вы на полпути. Кстати, в 2006 году мы рассмотрели аппарат для дуговой сварки в микроволновой печи.
Нам также понадобился медный провод большого сечения. Мы использовали около четырех футов проволоки 4AWG, чтобы построить точечный сварочный аппарат, изображенный на фотографии. Среди других материалов — лом 2 × 6, 2 × 2, два медных наконечника для винтов, два наконечника для медных сварочных кабелей, два наконечника для сварочных аппаратов MIG, два оцинкованных уголка размером 4 ″ x 3/4 ″, винты для гипсокартона и три шайбы.
На фото вверху работающее ТО. Первое, что нам нужно было сделать, это удалить вторичные катушки. А именно обмотка высокого напряжения и обмотка низкого напряжения. Мы использовали угловую шлифовальную машину с отрезным кругом, стараясь не порезать первичную обмотку.
Режем вторичный заподлицо с сердцевиной ламината ТО. Обе стороны ТО должны быть обрезаны. Осмотрите MOT на предмет признаков того, что ламинат был сварен. Мы обнаружили, что сварные ТО могут выдерживать немного больше неправильного обращения, чем их герметичные части.Если возможно, постарайтесь сохранить изоляцию жилы в том месте, где будет наматываться вторичная обмотка. Хотя, если изоляция повреждена, это не пустяк. Изоляция немного облегчает обертывание вторичной обмотки большого сечения.
После удаления вторичного у нас получилось нечто похожее на фото выше. Если материал магнитного шунта выпадет, обязательно замените его, как было раньше. Шунт предохраняет сердечник от передачи слишком большой мощности вторичной обмотке. Магнитный балласт, если хотите.Шунт контролирует насыщение сердечника. Такой проект грубой силы полагается на такой шунт для правильной работы.
Перемотка ТО с 4AWG — это не прогулка по парку. Если вы повредили изоляторы жил, мы предлагаем на их место обернуть слой изоленты. Это поможет избежать повреждения изоляции провода при протягивании его через сердечник. Наш опыт показывает, что 3-4 обмоток достаточно. В конце концов, этот аппарат для точечной сварки полагается на высокий ток и предельное сопротивление.Не высокое напряжение.
Мы тщательно следили за тем, чтобы вторичная обмотка была намотана по спирали, чтобы завершить вторичную обмотку.
Смонтировали ТО и 2 × 2 на базу 2 × 6. Эта конкретная сборка использовала 12 ″ 2 × 6 с двумя 7 ″ 2 × 2. Эти размеры могут работать или не работать в зависимости от физического размера вашего ТО. Единственная важная часть здесь — как можно короче длина провода.
После установки нижней челюсти прикрепили угловые скобы.Было обнаружено, что запасная деталь 2 × 2 в качестве прокладки хорошо подходит для выравнивания верхней и нижней челюсти. После того, как верхняя челюсть была выровнена, мы прикрепили ее к угловым скобам винтами. Так образовалась шарнирная часть челюсти.
На рисунке выше показаны наконечник сварочного аппарата MIG и медный наконечник винтового типа. Это улучшение по сравнению с предыдущей моделью, которую мы построили. Изначально мы использовали медную трубку с отверстием и кусок заземляющего провода 6AWG, который служил сварочным электродом. Заземляющий провод удерживался на месте винтом, ввинчиваемым внутрь медной трубки перпендикулярно электроду.Это было очень грубо, но сработало. Этот новый метод намного практичнее.
Вот два электрода, готовые к установке на нижнюю и верхнюю челюсти. Мы дважды проверили электроды MIG, чтобы убедиться, что они затянуты. Неплотное соединение отводит тепло от сварочного стержня.
Равномерно выравнивая сварочные электроды, мы внимательно следили за тем, чтобы верхняя челюсть оставалась в естественном положении, в котором она была установлена. Это позволило сохранить плоскую контактную площадку для сварочных электродов.После того как мы убедились, что электроды правильно выровнены, челюсти были помечены. Затем мы просверлили небольшое отверстие. Поскольку мы устанавливали с зерном 2 × 2, отверстия помогли защитить от раскола 2 × 2.
Установив электроды, мы отрезаем провод до нужной длины. Мы никогда не урезаем столько, сколько нам нужно. Мы всегда режем больше, чем нам нужно. Это практическое правило должно применяться ко всей электрической проводке. Ведь обрезать лишнее намного проще, чем заворачивать новую второстепенную.
Мы согнули провода примерно в тех положениях, в которых они должны были быть собраны, и сняли с них изоляцию для подготовки к сварочным наконечникам обжимного типа. Также неплохо было бы раздеться больше, чем нужно. Просто отрежьте лишнее после определения глубины выступов. Ни в коем случае не обжимайте изоляцию наконечником. Это создаст потенциальную проблемную зону из-за потери проводимости.
Использование хорошего неизолированного обжимного инструмента для закрепления провода. Мы проверили обжим и проверили его.Просто потяните за провод, если он ослаблен, он вытащится. Если он не вытаскивается, значит, был сделан соответствующий обжим, подходящий для высокого тока.
Гофрированные провода крепились к сварочным электродам винтами. Мы были осторожны, чтобы не затянуть винты слишком сильно. Если бы из дерева вырвался шуруп для гипсокартона, нам пришлось бы использовать вместо него шуруп большего размера. После того, как оба сварочных электрода были прикреплены к губкам, мы выровняли электроды. Пассатижами сгибаем электроды так, чтобы они касались друг друга равномерно.Электроды должны быть уже достаточно близко, так как они были выровнены перед сверлением.
Мы открыли челюсти и соединили первичную обмотку с электрическим шнуром, а затем проверили вторичную. Если выключатель срабатывает, проверьте следующее:
- Закорочена вторичная обмотка (зажимы закрыты)
- Магнитные шунты отсутствуют или неправильно переустановлены
- Неисправность проводки на первичной обмотке или короткое замыкание на первичной обмотке
- Слишком большая нагрузка на испытательную цепь или выключатель недостаточного номинала
Мы соблюдали надлежащие правила электромонтажа.Также подчеркивается, что это сварщик, и у него должна быть выделенная цепь, как и у любого другого сварщика.
При физическом отключении питания мы проверили совмещение сварочного электрода с материалом, с которым мы собирались работать. Перед подключением питания и выполнением начальной сварки мы соблюдали несколько правил техники безопасности. Это сварщик, который производит очень высокие температуры. Держите пальцы подальше от сварочных электродов. Дайте материалу остыть перед работой.Всегда надевайте защиту для глаз. Возможно, вам будет интересно прочитать о параметрах точечной сварки. Есть еще проблема горючих материалов…
В этом Compaq использовался очень тонкий алюминий для поддержки экрана и соединения петель. Металл сломался и разрушил большую часть нижнего пластика. Мы смогли изготовить новые опоры из листового металла из нержавеющей стали 22AWG. Все сварные швы выполнялись точечным сварочным аппаратом со специальным регулятором мощности. Контроллер питания будет рассмотрен в другом руководстве.
Руководство для начинающих по началу работы в сварке
Сварка может обеспечить основу для солидной зарплаты и хорошей жизни. Это также может быть необходимым навыком для домашнего ремонта и других проектов DIY. Это, безусловно, тонкий вид производственного искусства, но он также может дать вам холст, необходимый для того, чтобы заниматься тем, чем вы увлечены в жизни.
Укладка идеального сварного шва — это не то, что обычно происходит в одночасье.Стоимость современного сварочного оборудования, особенно если вы посмотрите на самые дорогие изделия, может показаться пугающей и огромной. Хорошие новости: лучшее на сегодняшний день сварочное оборудование для многих домашних проектов или коммерческих нужд начального уровня стоит всего несколько сотен долларов.
Некоторые из лучших сварочных шлемов на заказ стоят дороже, чем некоторые сварочные аппараты, которые вы можете купить прямо сейчас. Лучшее оборудование с более длительными рабочими циклами обойдется вам дороже. Однако для большинства проектов DIY или коммерческих нужд начального уровня всего этого будет слишком много.
Вы можете рассчитывать заплатить около 500 долларов за полную установку, включая оборудование для обеспечения безопасности, которое позволит вам сваривать низкоуглеродистую сталь толщиной до дюйма. Тогда вы будете готовы заняться некоторыми сварочными проектами, которые помогут вам развить свои навыки, например, тележкой или полкой, которые вам понадобятся для вашего нового сварочного оборудования.
Если вы готовы приступить к сварке, то вот что вам нужно сделать.
Шаг № 1: Выберите предпочтительный метод сварки
Существуют разные методы или дисциплины сварки, поскольку один процесс сварки не годится для всех возможных применений.Это означает, что вам нужно будет учесть факторы проекта, прежде чем начинать сварку, чтобы вы могли выбрать наилучший из возможных метод сварки, отвечающий вашим потребностям.
Какие факторы необходимо учитывать?
- Толщина, тип и размер металла, который необходимо сварить.
- Насколько велики фактические сварочные работы.
- Будет ли сварка производиться на открытом воздухе или в помещении.
- Как должен выглядеть сварной шов после завершения работы.
Самым распространенным видом сварки в США является электродуговая сварка. В этой дисциплине используется сварочная проволока или какой-либо другой электрод для частичного плавления основных металлов, которые необходимо сплавить вместе. Когда металлы остынут, два предмета сольются вместе.
Сварка MIG является обычным выбором в этой области, потому что сварка с подачей проволоки проста в освоении и часто может быть самостоятельной. Просто нажмите на курок сварочного пистолета, и проволока будет выкручиваться из непрерывной подачи.В то же время защитный газ защитит металл от загрязнений окружающей среды, стабильно создавая чистый валик.
Существует несколько дисциплин, и некоторые из них требуют обширной подготовки. Все зависит от ваших потребностей. Поэтому выберите предпочтительный метод сварки, и вы готовы приступить к работе.
Вот совет от профессионала: Может быть полезно записаться на урок в местном общественном классе или технической школе. Многие занятия по сварке проводятся по ночам, 1-3 ночи в неделю, и они познакомят вас с более тонкими навыками сварки без ущерба для вашего бюджета.Даже если вы предпочитаете во всем разбираться самостоятельно, легче быть сварщиком-самоучкой с некоторыми базовыми навыками в заднем кармане.
Шаг № 2: Выберите сварщика
Если вы только начинаете заниматься сваркой, то самые большие расходы, скорее всего, будут связаны с самим сварщиком. Дешевых сварщиков сегодня можно найти менее чем за 100 долларов, но они также могут затруднить освоение новых навыков. Хорошим компромиссом является поиск сварочного аппарата MIG с катушкой с проволокой с приводом от двигателя.Это позволит вам создать валик, соприкасаясь проволокой с металлом благодаря возникающей дуге.
Сварщика, который может работать от стандартного бытового тока, часто бывает достаточно для большинства домашних проектов DIY.
Вы сможете найти сварщика, отвечающего этим требованиям, за 300-750 долларов. Если вам нужен сварщик, который может поддержать ваши растущие навыки, подумайте о многофункциональном сварщике, а не о сварщике для конкретной дисциплины. Это позволит вам выполнять сварку MIG, TIG и ручную сварку, хотя получение этого типа сварочного аппарата может стоить более 1000 долларов.
С другой стороны, многофункциональный сварочный аппарат — это как покупка трех сварщиков одновременно, так что он действительно обеспечивает некоторую долгосрочную экономию средств. Некоторые многофункциональные сварочные аппараты даже включают плазменный резак в качестве одной из основных функций.
Вот совет от профессионала: Убедитесь, что рабочий кабель остается чистым, когда вы приступите к сварке. Это электрический кабель с зажимом на конце. Он прикрепится к основному металлу, замыкая электрическую цепь, которую необходимо сформировать, чтобы можно было создать дугу.Если между зажимом и металлическим контактом есть краска, ржавчина или грязь, это может ухудшить качество сварки.
Шаг № 3: Возьмите сварочные принадлежности
Для большинства начинающих сварщиков важно иметь под рукой хороший запас сварочной проволоки, чтобы можно было практиковать навыки. Для достижения наилучших результатов используется тонкая сварочная проволока на тонком листе металла, а затем диаметр сварочной проволоки увеличивается по мере увеличения толщины металла. У вас должно быть как минимум два разных диаметра проволоки.
Если вы не знаете, какой диаметр сварочной проволоки вам нужен, сварщик подскажет, что для этого нужно. Найдите на сварочном аппарате откидную панель или ознакомьтесь с описанием оборудования в руководстве пользователя, чтобы убедиться, что вы делаете правильную покупку.
Вам также потребуется подходящий защитный газ для сварщика. Многоразовые газовые баллоны можно приобрести у местного поставщика сварочных материалов. Вы также можете получить этот сварочный резервуар прямо сейчас, если у вас нет местного поставщика: нажмите здесь, чтобы просмотреть цену на Amazon и получить лучшее предложение.
Если вы все же приобретете газовый баллон для сварки через Интернет, вам все равно нужно будет найти местного поставщика, чтобы заполнить, а затем снова заправить баллон. Некоторые национальные розничные торговцы предлагают эту услугу, в том числе Tractor Supply Company.
PSI важно учитывать при выборе типа резака, который вы будете использовать. Для большинства проектов DIY требуется PSI 15-25. Смеси газов также могут быть разными, но чистые сварные швы получаются из смеси диоксида углерода и аргона 75/25.
Вам также понадобится сварочная тележка, особенно если вы используете сварочный аппарат с механизмом подачи проволоки.Если вы не хотите делать свою тележку, эта тележка для дуговой сварки с резервуаром для хранения — надежный и доступный вариант, который стоит рассмотреть: нажмите здесь, чтобы посмотреть цену на Amazon и получить лучшее предложение.
Твердосплавный резец или шило можно использовать для обозначения линий разреза на материалах, которые вы будете соединять. Этот карманный писец — вариант с высокими оценками по очень конкурентоспособной цене: нажмите здесь, чтобы узнать цену на Amazon и получить лучшее предложение.
Вы также можете приобрести угловую шлифовальную машину.Этот инструмент поможет вам сгладить сварные швы, подготовить поверхности и даст вам возможность снять фаску или шлифование для завершения следующего проекта. Эта модель от DeWalt отличается превосходной универсальностью: нажмите здесь, чтобы посмотреть цену на Amazon и получить лучшее предложение.
Часто бывает необходимо закрепить соединения и при сварке. Это означает, что полезно иметь рядом либо угловой зажим, либо магнитный квадрат. Этот набор плоскогубцев / зажимов — хорошая покупка, которую стоит рассмотреть: нажмите здесь, чтобы просмотреть цену на Amazon и получить лучшее предложение.
При сварке часто образуются шлак и брызги. Это происходит с территорией, когда вы работаете с раскаленными металлами. Когда горячий металл остынет, очистка после сварки может стать чрезвычайно неприятным занятием. Владение отбойным молотком может помочь ускорить работу: нажмите здесь, чтобы посмотреть цену на Amazon и получить лучшее предложение.
Если помимо необходимой сварочной проволоки вы можете приобрести только одну принадлежность, то это должны быть сварочные клещи. Эти плоскогубцы помогут обрезать сварочную проволоку и удалить брызги на сопле. Этот вариант от Hobart доступен по цене и предоставляет пользователям поддержку с 12 функциями: нажмите здесь, чтобы просмотреть цену на Amazon и получить лучшее предложение.
Шаг № 4: Возьмите хороший сварочный шлем
Вы можете найти базовый флип-шлем для сварки, доступный сегодня в Интернете, примерно за 15 долларов. Несмотря на то, что это дешевое оборудование дает все необходимое и может защитить ваше лицо и глаза от процесса сварки, это не лучшая защита, которая есть на рынке сегодня.
Посмотрим правде в глаза: свет от дуговой сварки очень яркий. Продолжительное воздействие этого света увеличит риск повреждения зрения. Можно даже обжечь глаза сваркой без должного уровня защиты от потемнения от каски.
Вот почему одна из лучших сварочных шлемов с автозатемнением — это инвестиция, которую следует учитывать. Новые технологии позволяют этим шлемам защищать ваши глаза от вредного излучения света, которое может излучать сварка, за счет автоматического затемнения прозрачных линз до соответствующего защитного оттенка за миллисекунды.
Это связано с технологией ЖКД, встроенной в смотровое стекло. Ищите шлемы с автоматическим затемнением, которые позволят вам персонализировать ваши настройки, чтобы вы могли получить наилучший опыт и защиту в этой области.
Шаг № 5: Подготовьте сварной шов
Когда вы готовитесь к сварке, вам не нужно просто соединить пару кусков металла и приступить к работе. Вам нужно подготовить свои металлы, чтобы они были готовы к процессу сварки.
Различные сварочные дисциплины имеют разную степень готовности металла, прежде чем вы сможете приступить к работе. В целом, однако, вам нужно удалить масло или грязь, которые могут быть на металле, чтобы ваша бусина была как можно более чистой. Вы можете сделать это, используя ацетон с металлической щеткой.
Затем добавьте любые линии реза, которые могут вам понадобиться, с помощью твердосплавной палочки. Завершите резку плазменным резаком, отрезным кругом или ножовкой по металлу.
Вам также может потребоваться очистить края ваших металлов, которые будут соединяться вместе. Отшлифуйте только те кромки, которые собираетесь соединить. По возможности рекомендуется создать угол 45 градусов на краях, так как это даст вам место для любых наполнителей, которые могут потребоваться для обеспечения более прочной структурной целостности стыка и бортика.
Затем расположите металлы так, чтобы они находились в одной плоскости при сварке. Здесь очень поможет зажим для митры или магнитный угольник.
Шаг № 6: Подготовьтесь к работе
После того, как вы собрали все свои предметы на свои места, пора еще раз проверить себя, чтобы вы были готовы начать процесс сварки.При сварке расплавленный металл может стать причиной возгорания. Убедитесь, что у вас есть одна из лучших сварочных рубашек или, по крайней мере, сварочный фартук. Кожаные сварочные перчатки — еще один важный предмет, который вам захочется иметь при себе.
Не забудьте надеть шлем перед началом работы. Хотя это может показаться здравым смыслом, это один из наиболее часто забываемых элементов оборудования для обеспечения безопасности сварки.
Если вы хотите сэкономить, рабочая рубашка из 100% хлопка с длинными рукавами может заменить сварочную куртку.Carhartt предлагает несколько подходящих вариантов.
Вам также понадобятся сварочные или рабочие ботинки на ногах. Большинство кроссовок не обеспечивают должной защиты в случае контакта расплавленного металла с вашими ногами во время работы. Также необходимо снять украшения с шеи или запястий. Если у вас есть обручальное кольцо, вы можете снять его, если сможете.
Для шлифовки также необходимы защитные очки или маска, закрывающая все лицо, если вы не хотите носить сварочный шлем.Эти защитные очки NoCry обеспечивают защиту от царапин и запотевания, а также защиту от ультрафиолета UV400, поэтому шлифовку можно безопасно проводить как в помещении, так и на улице.
Шаг № 7: Сложите сварной шов
Когда вы начинаете сварку, важно начать наложение слоев. Думайте о сварке, как об игре в гольф. Лучшие качели для гольфа минимизируют движения, но обеспечивают плавность движений. Затем вы можете создать мышечную память, которая необходима для повторения этих плавных движений снова и снова.
Если по возможности держать сварочный пистолет двумя руками, это дает дополнительную стабильность при выполнении прохода. Также неплохо провести пробный пуск сварочного оборудования, чтобы убедиться, что вам удобно в текущем положении.
Если у вас устойчивые руки, сварка станет лучше.
Затем сначала прихватите детали. Вам нужно ровно столько, чтобы соединить основные материалы в месте стыка. После того, как закрепка будет размещена, вы можете укладывать последнюю бусину. Держите пистолет под углом 75 градусов к основанию и медленно двигайте его в направлении, обратном доминирующей руке.
- Если вы левша, вам нужно будет класть бусину справа налево.
- Если вы правша, то вам нужно класть бусину слева направо.
Фокус на бус. Новички склонны сосредотачиваться на яркости дуги, и это создает плохой финальный валик. Полезно смотреть, как бусинка образует край лужи. Затем, когда вы дойдете до конца сварного шва, вытащите проволоку из металла и дайте работе остыть.
Шаг № 8: Отшлифуйте сварной шов
Бывают случаи, когда вам все равно, как выглядит ваш сварной шов. В таком случае вы можете пропустить этот последний шаг.
Если вы хотите улучшить внешний вид сварного шва после того, как он остынет, вы можете при желании отшлифовать его заподлицо. Диск с зернистостью 36 на вашей угловой шлифовальной машине легко справится с этой задачей. Медленно пройдитесь по сварному шву легкими проходами. Если затереть слишком сильно, сварной шов может закончиться и вы заставите себя начать все сначала.
Вы можете определить, правильно ли вы шлифуете, по цвету искр, которые вы видите на сварном шве.
- Оранжевые искры указывают на то, что вы нажимаете на угловую шлифовальную машину с правильным усилием.
- Синие искры указывают на то, что вы слишком сильно нажимаете и вам нужно немного осветлить.
- Белые искры указывают на то, что при шлифовке выделяется больше тепла, что может изменить структуру сварного шва. Вам нужно будет остановиться и внимательно посмотреть на свою работу, чтобы убедиться, что она не повреждена.
Закончив шлифование, вы можете придать форму и закончить так, как вам удобно.
В заключение
Сварка может показаться сложным и сложным навыком для освоения, но довольно легко самостоятельно научиться многим из необходимых навыков, которые требуются для хорошего, чистого валика. При наличии подходящего оборудования и средств защиты вы сможете приступить к сварке в кратчайшие сроки.
Помните об этих шагах, когда начнете осваивать новые навыки сварки.Независимо от того, пытаетесь ли вы создать новую карьеру для себя или у вас дома есть несколько проектов, которые вы хотите завершить, вы сможете достаточно эффективно поддержать свою сварку.
Начало сварочного бизнеса
Портативному сварочному предприятию в основном нужны две вещи: аппарат, который будет делать сварку за вас, и быстрое реагирование на всех, кто обращается за услугами вашего предприятия. Для работы подобного бизнеса обычно не требуется офисное пространство, а необходимо создать способы, с помощью которых ваши клиенты могут связаться с вами.И убедитесь, что вы рекламируете.
- Твитнуть
- Google Поделиться
- Электронная почта
Обычно сварка ассоциируется со строительными или металлическими работами; и они думают, что создание этого вида бизнеса означает, что вы либо занимаетесь строительством, либо металлургией.
Это не обязательно так. Сварочный бизнес может открыть каждый, то есть любой, кто знает, как пользоваться сварочным аппаратом. Если вам интересно, как можно заработать на жизнь таким трудом, читайте дальше.
На стройплощадках и в цехах сварки всегда используются сварочные аппараты по понятным причинам. У некоторых строительных и металлообрабатывающих компаний даже есть свои сварщики и собственное оборудование. Но предположим, что группа людей из рекламной компании решает создать огромную коммерческую платформу перед своим зданием, и им нужна сталь; или у вашего соседа по улице заблудшая дверь гаража, которую нужно вскрыть; или ваш ребенок строит научный проект, который нужно буквально заварить — ведь вы ведь не идете в строительную или металлургическую компанию и просите одолжить их сварочный аппарат, не так ли? Конечно, нет.Иногда люди фактически берут напрокат сварочные аппараты для небольших проектов и используют их сами. К сожалению, это случайное решение проблемы.
Таким образом, создание бизнеса, позволяющего использовать переносной сварочный аппарат с опытным сварщиком, является не только осуществимым бизнесом, но и прибыльным. Если вы решите заняться этим бизнесом, вы удивитесь, сколько людей действительно нуждаются в ваших профессиональных услугах. Чтобы открыть свой бизнес, вы, конечно же, приобретете сварочный аппарат.Убедитесь, что это портативная машина: маленькая, компактная, но достаточно прочная, чтобы не задеть вас, когда вы на самом деле обслуживаете клиента. Сварочный аппарат может иметь разные функции, поэтому выбор одного или нескольких зависит от демографических характеристик вашей целевой клиентской базы и ваших личных навыков сварщика. Машины работают как сварочные аппараты, сварочные аппараты, сварка проволокой и сварочные аппараты, которые используются для резки, такой как плазменная резка и строжка, или PAC и воздушная углеродная резка и строжка или CAC-A.
Подобные статьи
- Советы по тому, как стать сварщиком под давлением B
- Начать бизнес по сварке портативных аппаратов
По общему признанию, такие аппараты недешевы, и в руках неподготовленного профессионала они могут стать смертельными. В этой статье предполагается, что вы открываете этот бизнес, потому что у вас есть опыт и знания в области сварки и резки металлов. Желательно, чтобы вы и ваша компания имели сертификат безопасности, разрешение на работу и лицензии в качестве законного предприятия.
Для функционирования подобного бизнеса обычно не требуется офисное помещение. Однако вам необходимо найти способ, с помощью которого клиенты смогут связаться с вами, если им потребуются ваши услуги. Поможет наличие исправного телефона или рабочего адреса электронной почты. Совершенно необходимо иметь транспортное средство, которое поможет вам и вашему оборудованию добраться до места, и оно даст вам преимущество перед другими сварочными компаниями, которые не могут оперативно удовлетворить потребности ваших клиентов. Старайтесь отслеживать старых клиентов и старайтесь завоевать доверие новых с помощью рекламы.Плакаты и листовки стоят недорого, как и размещение рекламы в Интернете; но лучшая форма рекламы — это рефералы. Если у вас есть клиенты, которые покровительствуют вашей работе, попросите их направить вас к другим потенциальным клиентам.
Рекомендуемые статьи
- Открытие бизнеса по производству сварочных материалов
Вы ищете способ открыть собственный магазин сварочных материалов? Прочтите эту статью и узнайте, как это сделать. - Запуск цеха сварки алюминия
Как открыть цех сварки алюминия не должно быть сложным, знание бизнеса и решимость добиться успеха в выбранной вами области являются ключевыми факторами для достижения финансовой независимости.
Как открыть магазин сладостей
Комментарий
Парогенератор своими руками. Как сделать парогенератор на дровах своими руками
Парогенератор — это устройство, вырабатывающее пар в различных количествах в зависимости от места применения. Часто эти устройства используются на промышленных предприятиях. Однако парогенератор нашел свое применение в быту, где его чаще всего устанавливают в душевых кабинах и ванных комнатах.Благодаря этому устройству вы всегда будете дышать свежим и влажным (а не сухим) воздухом, что особенно ценится истинными любителями бани.
Однако перед выбором парогенератора обратите внимание на цену. Стоимость для них измеряется даже не сотнями, а тысячами долларов США. Поэтому при урезанном бюджете придется искать другие способы, а именно сделать парогенератор своими руками. Как это сделать, смотрите в этой статье.Что такое парогенератор?
Для начала разберемся со всеми особенностями данного устройства.Это устройство, которое значительно расширяет функциональность и возможности современной ванной или душевой кабины. С помощью такого устройства вы легко сможете возродить древние традиции древнеримских бань, и все это только благодаря парогенератору.
По своим размерам этот прибор не слишком компактен, что позволяет разместить его практически в любом месте ванной комнаты. Даже в небольших саунах площадью от 9 квадратных метров есть место, где его можно установить.
Конструкция
Стоит отметить, что парогенератор не только скромных размеров, но и очень легкий.
Фактически с его установкой может справиться один человек. Да и конструкция парогенератора не представляет особой сложности. Кстати, это устройство состоит всего из нескольких элементов. Оно:- Испарительная камера.
- Сопло.
- Ароматизатор.
- Нагревательные элементы.
Как сделать парогенератор для бани?
Поскольку стоимость этих устройств недоступна большинству владельцев домашних саун, то наиболее эффективным решением будет их изготовление самостоятельно.Итак, давайте разберемся, как сделать парогенератор.
В качестве основы пропан-баллон. Его размеры следует подбирать, исходя из количества пара, которое необходимо выработать для помещения. Также не забывайте о правилах безопасности — перед началом работы баллон должен быть абсолютно пустым. Для этого достаточно открутить латунный вентиль. Далее емкость тщательно моется. Внутренняя часть обрабатывается средством для мытья посуды до полного исчезновения запаха газа. После высыхания баллона приступаем к установке ТЭНа.Делать это нужно с помощью сварочного аппарата.
Крепление для ТЭНа разрабатывается отдельно, однако здесь необходимо учитывать, что нагреватель должен выдерживать нагрузку давлением не менее 6 атмосфер. Не стоит сваривать трубчатый электронагреватель — устанавливайте его таким образом, чтобы у вас была возможность легкого демонтажа и установки этого элемента в случае перегорания. Эти электронагреватели подбираются из расчета мощности 3 кВт на 10 литров воды. Если вы делаете парогенератор на дровах, вам не придется самостоятельно устанавливать нагревательные элементы и проводить какие-либо расчеты.Однако сразу отметим, что пользоваться этими агрегатами крайне неудобно (особенно если это устройство находится в доме), поэтому лучше всего конструировать электрические устройства.Сварка труб
Каким образом парогенератор изготавливается своими руками? В верхней части баллона дополнительно устанавливаются четыре трубки с резьбой. Затем они привинчиваются к компонентам автоматики, а также к заправочному клапану парогенератора и предохранительному клапану. Но это еще не все. Сбоку приварите трубку с шаровым краном.При этом расположение этого элемента должно быть не более 10 сантиметров от верха баллона. Трубка с шаровым краном будет служить уровнем жидкости и открываться сразу после того, как в емкость попало определенное количество воды. Как только из него начнет вытекать жидкость, этот процесс нужно остановить.
Доработка арматуры
Также в процессе работ латунно-пропановый баллонный вентиль. Для этого его распиливают пополам (извлекают верхний стержень, а все 15-миллиметровые отверстия дополнительно расширяют).Затем обрежьте резьбу и намотайте шаровой кран. Последний будет служить нам для отбора пара.
Все индикаторы часового типа могут использоваться в качестве приборов КИПА для парогенератора. Один из этих датчиков будет контролировать температуру, а второй — давление. Инструменты должны быть подключены последовательно. Это необходимо для того, чтобы при срабатывании концевых выключателей нагрев в системе автоматически отключался. Катушка втягивающего устройства магнитного пускателя будет использоваться как нагрузка.
Как установить парогенератор для сауны своими руками?
Особое внимание следует обратить на то, где именно будет находиться
Парогенератор находится в бане. Часто этот агрегат устанавливают возле парилки, правда, в отдельном помещении. Место, где будет располагаться парогенератор, должно соответствовать следующим правилам: оно должно быть сухим и хорошо вентилируемым. Также во избежание образования конденсата следует правильно рассчитать длину паропровода.