
чертеж дорна своими руками для тонкостенной трубы, гибка с дорном, трубогибочный станок
Содержание:
Тонкости изгибания труб станком с дорном
Разновидности дорновых станков для гибки труб
Из чего состоит дорновый станок для гибки труб
Достоинства трубогиба дорнового типа
Техническое обслуживание дорна
Наличие специального оборудования для быстрого и качественного сгибания труб под нужную конфигурацию делает процесс монтажа водопроводных, канализационных, отопительных и прочих систем намного проще и удобнее. В данной статье мы расскажем о таком современном станке, как дорновый трубогиб, о его особенностях, преимуществах и способе обслуживания.
Конструкция такого трубогиба предполагает наличие дорна – детали, размещенной в месте осуществления изгиба трубы, которая исключает заломы, трещины и деформацию изделия.


В этом и состоит основное отличие трубогиба с дорном от прочих типов станков – работы выполняются быстро, с минимальным процентом брака и с высоким качеством. На промышленных предприятиях трубогибы данного типа пользуются спросом, ведь изгиб получается очень ровным.
Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона.
Трубогиб для тонкостенной трубы лучше взять с протектором. Он отличается высокой эффективностью и небольшими трудовыми затратами, за что и пользуется спросом среди потребителей. Однако для работы с толстостенными трубами этот станок не подойдет.
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Разновидности дорновых станков для гибки труб

А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером. Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
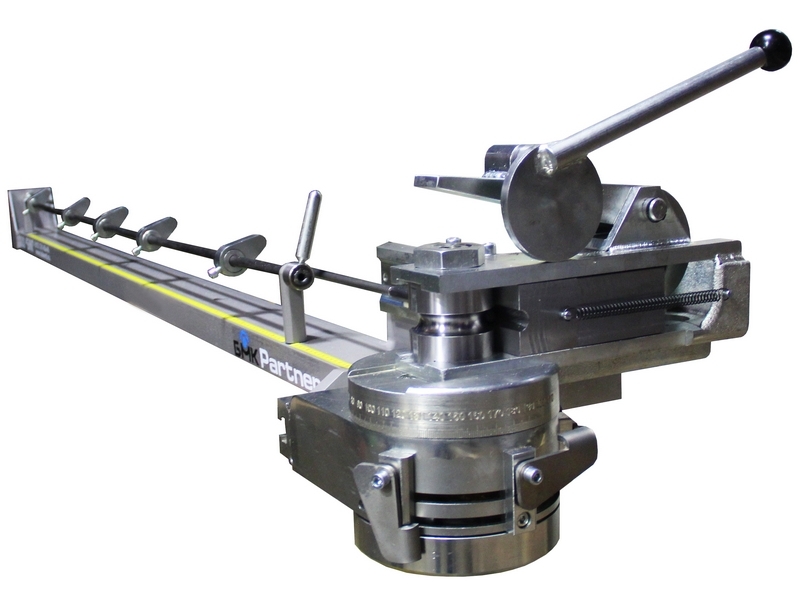
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.

Гибка трубы с дорном может выполняться по разнообразным схемам. Если для работы используются арбалетные или гидравлические трубогибы, то в результате получается изделие, точно соответствующее заданным параметрам.
Оборудование с роликовыми механизмами выполняет сгибание труб путем постепенного накручивания деталей на валики. Однако станки такого типа бывают только стационарными. А если речь идет о конвейерном производстве, то там используются трубогибы с электропитанием.
Однако станки такого типа бывают только стационарными. А если речь идет о конвейерном производстве, то там используются трубогибы с электропитанием.
Чтобы согнуть трубу с тонкими стенками своими руками дорновый трубогиб лучше взять профессиональный (прочитайте также: «Как сделать простой трубогиб своими руками – доступные варианты»).
Из чего состоит дорновый станок для гибки труб
Совет: Используйте наши строительные калькуляторы онлайн, и вы выполните расчеты строительных материалов или конструкций быстро и точно.
Конструкция дорнового станка для гибки труб включает:
- каркас с направляющими – он является рабочей поверхностью прибора;
- чугунный шаблон – об него производится изгиб деталей;
- гидравлический усилитель гибочного шаблона;
- патрон – крепление для заготовки на раме станка;
- ролик – позволяет программировать угол изгиба трубы;
- колодки-зажимы – фиксируют деталь в месте изгиба во избежание ее смещения;
- дорновый оправок и тяги, к которым прикреплены зажимы-колодки;
- кронштейн натяжной – на нем размещаются оправки и тяги.
Раму трубогиба изготавливают из качественной надежной стали, а головка из чугуна позволяет добиться высоких параметров гибочного момента. В автоматических аппаратах схема движения головки отображается на дисплее, так что весь процесс можно контролировать.
Оборудование такого типа может иметь сразу несколько типов зажимов – верхние и пальцевые. В верхних зажимах при креплении образуется зазор между ним и поверхностью заготовки, в связи с чем, она может несколько смещаться в горизонтальном направлении. При пальцевом типе зажимов на гибочный рычаг не оказывается излишняя нагрузка.
В конструкции предусмотрен гидроусилитель – бустер. На линейных направляющих установлен зажим с патроном и механическими упорами, которые задают плоскость расположения трубы.
Достоинства трубогиба дорнового типа
При эксплуатации трубогиба без дорна формирование изгиба производится под давлением, передаваемым на заготовку ручным или гидравлическим приводом.
В результате получается волнистая поверхность. С противоположной стороны металл стенки растягивается и ослабевает. Произведенная по такому способу гибка приводит к утрате прочности трубы и ухудшению ее эксплуатационных характеристик.
А вот если воспользоваться трубогибом, оснащенным дорном, процесс изгиба трубы производится максимально равномерно и плавно, так что прочность стенок заготовки по всей поверхности является примерно одинаковой.
Стоит отметить, что если речь идет о работе с толстыми трубами, то произвести их изгибание можно на любом аппарате, даже бездорновом. Однако в тех случаях, когда предстоит деликатная работа с тонкостенными изделиями из мягких пластичных металлов, следует пользоваться исключительно дорновыми станками.
В противном случае труба будет безнадежно испорчена.

Техническое обслуживание дорна
Чтобы процесс гибки труб был максимально равномерным, дорн в станке необходимо периодически смазывать. Эта манипуляция позволит уменьшить силу трения заготовки под давлением о шаблон в процессе гибки.
Безусловно, такое обслуживание можно выполнять и обычной кисточкой, но, едва ли, такая манипуляция позволит нанести равномерный слой масла. Распыление смазки с помощью спрея также не очень эффективно. Оптимальным вариантом будет импульсное нанесение смазки при помощи ручного насоса. При этом нужно проследить, чтобы поступающий на дорн слой масла был равномерным.
Стоит отметить, что по сравнению с ручными или самодельными приборами, дорновые трубогибы являются более профессиональным типом оборудования. Они функционируют намного лучше и быстрее, обладают расширенными возможностями и позволяют придавать изделиям любую конфигурацию без необходимости лишних соединений. Тем не менее для работы на таком оборудовании требуются некоторые навыки.
Они функционируют намного лучше и быстрее, обладают расширенными возможностями и позволяют придавать изделиям любую конфигурацию без необходимости лишних соединений. Тем не менее для работы на таком оборудовании требуются некоторые навыки.
Как сделать самодельный трубогиб в домашних условиях, какой домкрат использовать, чертёж и конструкция
Гнутые трубы применяются при разводке сантехнических и отопительных систем, в качестве несущих конструкций парников, теплиц, малых архитектурных форм на участках. Работы производятся специальным инструментом – трубогибом. Его можно приобрести в магазине, однако экономически покупка не всегда оправдана. Для нужд домашних хозяйств и небольших мастерских целесообразнее изготовить самодельный трубогиб.
Назначение и типы конструкций
Трубы загибают в тех случаях, когда применение заводских фитингов и отводов при проведении работ с инженерными сетями не представляется возможным. С помощью трубогиба можно:
- задать нестандартный угол поворота;
- задать нестандартный радиус изгиба;
- избежать использования сварки, резьбовых соединений.

Главным критерием, по которому устройства различаются между собой, является способ воздействия на деформируемую трубу. К таковым относят обкатку, намотку, давление штока, а также прокатку. Станки производят на основе ручного, гидравлического, электрического, электрогидравлического привода. Они могут быть стационарными, мобильными (на колёсной базе), переносными.
Обкатка производится с использованием неподвижного шаблона, вокруг которого вращают прижимной ролик. Профиль элементов подбирается по форме сечения трубы, фиксируемой между шаблоном и роликом с помощью дополнительного крепежа. Шаблон для намотки вращается вокруг своей оси вместе с деформируемой трубой, фиксируемой фрикционом и прижимными роликами.
Принцип давления штока применяется в трубогибах арбалетного типа. Трубу опирают на ролики, устанавливаемые на необходимом расстоянии друг от друга. В качестве активного элемента используют домкрат, на нём закрепляют башмак (пуансон), давящий на сгибаемый элемент посередине. Поскольку давление прикладывается на ограниченный участок изделия, возникает риск утончения стенок трубы в месте контакта с башмаком.
Поскольку давление прикладывается на ограниченный участок изделия, возникает риск утончения стенок трубы в месте контакта с башмаком.
Поэтому арбалетные трубогибы не рекомендуется применять для тонкостенных конструкций.
Трубогибочные станки для прокатки (вальцовки) состоят из трёх роликов: двух опорных и одного центрального. Центральный ролик осуществляет давление, задаёт радиус кривизны изделия. Для прокатных станков не требуется специальных шаблонов, их можно использовать для труб из различных профилей, материалов (в том числе из нержавеющей стали) и разной толщины. Минимально возможные радиусы изгиба приведены в таблице.
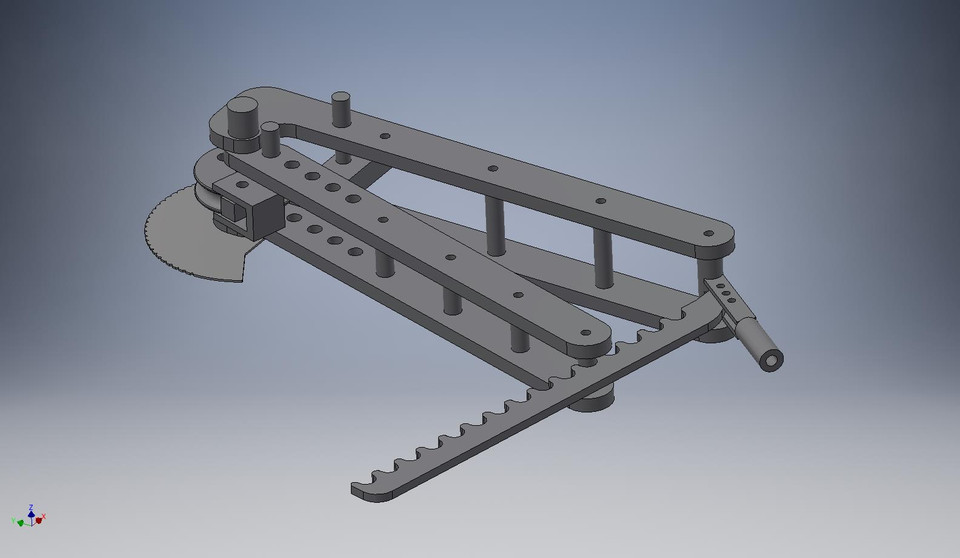
Если требуемый радиус изгиба меньше минимально допустимого, используют дорновый трубогиб. Он позволяет проводить изгиб в зонах пластической деформации при всестороннем неравномерном сжатии. Внутрь трубы вводят стержень с закреплённым дорном – оправкой из стали с шарнирно соединёнными кольцами на конце. Создать такой прибор в домашних условиях довольно сложно, часто конструкцию упрощают в ущерб качеству готовой продукции.
Создать такой прибор в домашних условиях довольно сложно, часто конструкцию упрощают в ущерб качеству готовой продукции.
Инструмент для обкатки
Такое устройство подойдёт для труб небольшого сечения. Обкатка проводится с использованием мускульной силы оператора. В качестве рабочих элементов применяют как деревянные (в том числе фанерные), так и металлические детали. Деревянные шаблоны и обжимные диски не вызывают локальной деформации металла трубы и считаются оптимальными. В качестве металлических обжимных дисков допускается использовать бывшие в употреблении роликовые подшипники.
Можно сделать трубогиб своими руками. В массивном основании просверливается отверстие, на которое устанавливают диск шаблона и п-образную рамку с прижимными роликами. Шаблон должен свободно вращаться вокруг своей оси, п-образная рамка вращается вокруг шаблона. Ролики плотно фиксируют к трубе при помощи болта. От рамки отходит рукоять, она же будет служить рычагом при загибе. Важно обеспечить высокую прочность рукоятки и надёжность её крепления к рамке: при больших нагрузках этот конструктивный элемент сломается первым. На основании также предусматривается фиксатор в виде струбцины или болтового зажима. Он не даёт трубе вращаться вслед за движущимися деталями.
Ролики плотно фиксируют к трубе при помощи болта. От рамки отходит рукоять, она же будет служить рычагом при загибе. Важно обеспечить высокую прочность рукоятки и надёжность её крепления к рамке: при больших нагрузках этот конструктивный элемент сломается первым. На основании также предусматривается фиксатор в виде струбцины или болтового зажима. Он не даёт трубе вращаться вслед за движущимися деталями.
Конструкцию можно упростить при работе с трубами небольших сечений. Например, совместить станину и шаблон, прорезав в толстом листе фанеры канавку под профиль изгибаемого изделия. К шаблону прикручивают п-образную рамку с прижимным роликом и рычаг. Получится компактный инструмент, способный согнуть алюминиевые и медные трубы.
Частным случаем такого приспособления является ручной рычажный трубогиб. Он состоит из двух рычагов, соединённых шарнирно. Ему не требуется база, он портативен и прост в использовании. С помощью насечки на центральной части можно задать необходимый угол поворота.
Намоточные станки
Чтобы сделать самодельный трубогиб, работающий по принципу намотки, к неподвижной станине крепится массивный металлический поворотный диск, к которому зажимом или струбциной фиксируется труба. Прижимной ролик допускает только вращение вокруг своей оси. Поворотный диск приводится в движение домкратом (гидравлическим, электрогидравлическим, реечным), воздействие которого передаётся через шток, подводимый к шаблону через рычаг. Рычаг свободно вращается вокруг шаблона. Для передачи усилия используются фиксаторы, устанавливаемые в отверстия по окружности шаблона.
Модели на основе редуктора имеют иную конструкцию. В столешнице высверливают отверстие, через которое соединяют вращающийся шаблон и вывод редуктора. На входе редуктора устанавливают рукоять для самостоятельного вращения или электродвигатель. Пару двигатель/редуктор подбирают индивидуально в каждом случае. Рядом с шаблоном размещают упоры прижимных дисков. Данная конструкция позволяет легко менять шаблоны в зависимости от требуемого радиуса изгиба и сечения трубы. Электродвигатель в разы ускоряет рабочий процесс.
Электродвигатель в разы ускоряет рабочий процесс.
Как и в предыдущем варианте, для труб из мягкого металла допускается применять деревянные диски. При этом необязательно прибегать к использованию домкратов, для работы достаточно мускульной силы оператора. Но вот совместить шаблон и базу здесь не выйдет.
Оборудование арбалетного типа
Самодельный трубогиб из домкрата проще всего выполнить по арбалетной схеме. Она подходит для гибки труб круглого сечения значительных диаметров. Инструмент базируется на сварной раме, на которую устанавливается гидравлический домкрат мощностью 5 – 12 тонн. Домкрат должен быть надёжно закреплён на постаменте, на его шток устанавливается пуансон из половинки предварительно согнутой трубы или из вырезанного сегмента шкива. При необходимости изготавливают несколько башмаков различных размеров и радиусов скругления, на раме предусматривают несколько положений упоров.
Как сделать вальцовочный станок
Основным преимуществом такой схемы является плавное увеличение нагрузки для более точной регулировки радиуса изгиба. Давление на центральный ролик плавно подаётся винтовым, гидравлическим или реечным домкратом. Ведущими могут быть как опорные, так и центральный ролик.
Возможно использование ручного либо механического привода.
Из металлических профилей сваривается надёжная платформа, на которой сразу можно предусмотреть крепления для станины. К платформе приваривают раму – несущую конструкцию для центрального ролика и домкрата. Выбирают домкрат с максимально плавным ходом штока.
Если же изгиб трубы регулируется положением крайних роликов (а ведущим при этом является центральный), то несущую конструкцию можно выполнять из дерева. Однако часть деталей всё равно будет из металла:
- оси роликов;
- шток;
- крепёж;
- ручка для прокручивания роликов.

Далее на платформе устанавливают опорные ролики, подводят механизм привода. В отдельных случаях предусматривают регулируемое расстояние между упорами: в основании просверливают сквозные бороздки, хомуты плотно прижимают болтами с шайбами.
Дорновый трубогиб
Своими руками дорновый трубогиб собрать довольно сложно. Самодельный станок не обеспечит качество готового изделия, сравнимое с заводским. Его не рекомендуется применять при гибке труб для несущих конструкций. Помимо массивной рамы, мастеру необходимо будет изготовить следующие детали:
- роликовую матрицу под несколько рабочих диаметров;
- передний прижим под гибочную матрицу;
- направляющую;
- оправку для дорна в виде прутка из качественной стали;
- зажим (цанговый) для фиксации оправки.
Возможен как ручной рычажный привод, так и гидравлический цилиндр. Особые требования применяются к качеству сборки рамы и дорна для трубогиба.
 Чертёж опорной рамы обычно предусматривает конструкцию из швеллеров.
Чертёж опорной рамы обычно предусматривает конструкцию из швеллеров.Originally posted 2018-04-18 12:23:40.
Bender Tech — Rogue Fabrication
Наша команда имеет опыт, чтобы предоставить вам правильные матрицы для правильного наружного диаметра (внешний диаметр) и CLR (радиус центральной линии или «размер изгиба») для вашего трубогибочного станка. Большинство из этих применений относятся к стали, но некоторые из них отличаются. Некоторые материалы более склонны к растрескиванию, например алюминий. Некоторые материалы более склонны к образованию складок, например медь и нержавеющая сталь. К материалам, которые имеют тенденцию хорошо изгибаться, относятся Docol R8, 4130 Chromoly, углеродистая сталь и Sandvik 2507 Duplex Stainless.
Есть 2 коэффициента, о которых вы должны знать, когда речь заходит о штампах, это коэффициент D и коэффициент стенки (или просто «D и «WR»).
 «D» матрицы — это CLR, деленное на наружный диаметр трубки или трубы, которую она изгибает. Таким образом, матрица 3,5 CLR для 1-дюймовой трубки — это матрица 3,5D. Меньшие значения всегда хуже для качества гибки, при этом 3,0 является общим нижним порогом для большинства отраслей. WR (или соотношение стенок) основано только на материале, но очень важно для выбора штампа. Это отношение наружного диаметра материала к толщине стенки. Таким образом, трубка с наружным диаметром 1,75 и стенкой 0,120 составляет 1,75/0,120 = 14,58. Все, что в старшем подростковом возрасте или выше для WR, становится сложной территорией для изгиба. Когда у вас коэффициент D на уровне 3 или ниже, а коэффициент стенки от среднего до старшего подросткового или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая труба деформируется примерно до 1,80 в середине). сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом абзаце, поэтому, пожалуйста, полагайтесь на этот источник для ваших окончательных критериев выбора штампа.
«D» матрицы — это CLR, деленное на наружный диаметр трубки или трубы, которую она изгибает. Таким образом, матрица 3,5 CLR для 1-дюймовой трубки — это матрица 3,5D. Меньшие значения всегда хуже для качества гибки, при этом 3,0 является общим нижним порогом для большинства отраслей. WR (или соотношение стенок) основано только на материале, но очень важно для выбора штампа. Это отношение наружного диаметра материала к толщине стенки. Таким образом, трубка с наружным диаметром 1,75 и стенкой 0,120 составляет 1,75/0,120 = 14,58. Все, что в старшем подростковом возрасте или выше для WR, становится сложной территорией для изгиба. Когда у вас коэффициент D на уровне 3 или ниже, а коэффициент стенки от среднего до старшего подросткового или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая труба деформируется примерно до 1,80 в середине). сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом абзаце, поэтому, пожалуйста, полагайтесь на этот источник для ваших окончательных критериев выбора штампа. Вот несколько рекомендаций по выбору штампа в зависимости от того, что вы делаете:
Вот несколько рекомендаций по выбору штампа в зависимости от того, что вы делаете:Проекты 4×4:
(отбойники, багги, экзоклетки, каркасы кабины, джипы, Тойоты и т. д.): используйте головку для трубы с наружным диаметром 1,75 (1 3/4). Вы будете использовать стенку .120, и лучше всего она будет смотреться на штампе 6″ CLR (радиус изгиба), но можно сделать и на 4,5 CLR с большей деформацией.
Клетки NHRA/SFI:
1,625 (1 5/8) x 0,083 — это трубка, на которой основано большинство спецификаций NHRA, но вам понадобится справочник, чтобы определить все необходимые размеры. Например, 25,3 SFI также использует 3/4″, 1″, 1 1/8″, 1 1/4″ и 1 1/2″. Получите 6,0 CLR для всех размеров, которые вы покупаете с наружным диаметром более 1,25, чтобы иметь возможность сгибать используемую тонкостенную трубку. Помните, что в сводах правил указана минимальная толщина стенки и минимальный диаметр, вы всегда можете увеличить и увеличить толщину и пройти проверку, что позволит вам купить меньше штампов для завершения проекта.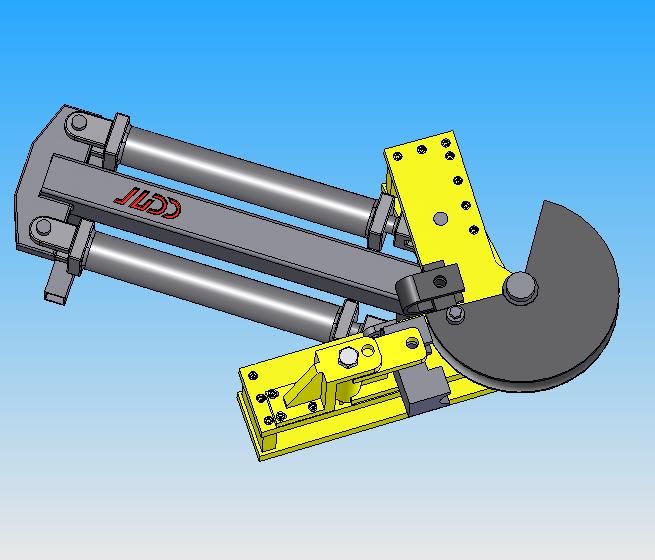 Справочник NHRA охватывает автомобили с 8,50-секундным ET (прошедшее время) на 1/4 мили и медленнее, и это бесплатно в Интернете NHRA. Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их у SFI).
Справочник NHRA охватывает автомобили с 8,50-секундным ET (прошедшее время) на 1/4 мили и медленнее, и это бесплатно в Интернете NHRA. Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их у SFI).
Клетки SCCA/NASA/autocross/rallycross/Pro Touring/Road Racing:
Спецификации SCCA/NASA широко варьируются в зависимости от гоночного класса и веса автомобиля. . Для некоторых автомобилей допускается внешний диаметр 1,5 (1 1/2), а для некоторых требуется внешний диаметр 1,75 (1 3/4). Спецификации доступны на веб-страницах SCCA и NASA бесплатно. Следуйте тем же рекомендациям CLR, что и NHRA/SFI, описанным выше.
SCORE offroad:
(Ultra4, Trophy Trucks, Baja 500/1000, другие гоночные серии): Для получения дополнительной информации перейдите на веб-страницу SCORE. По состоянию на 05.06.17 автомобили с гоночной массой более 4400 фунтов должны использовать трубы с наружным диаметром 2,00 дюйма и минимальной стенкой 0,120 дюйма для основной конструкции каркаса. Мы предлагаем только 2-дюймовые штампы с радиусом 6 дюймов, которые изгибают стену толщиной 0,120 дюйма. В 2017 году компания SCORE опубликовала пересмотр своих правил, согласно которому все клетки должны быть «изгибами оправки». Мы полагаем, что это не было хорошо понято автором, когда писалось. SCORE ежегодно утверждает множество сепараторов, которые не изгибаются на оправке, но технически это требуется в их документации. См. в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным трубогибочным станком в мире. Вы должны быть в состоянии сделать сепаратор, соответствующий SCORE, без оправки, но теперь это серая зона из-за того, что их процесс проверки не соответствует их документации.
Мы предлагаем только 2-дюймовые штампы с радиусом 6 дюймов, которые изгибают стену толщиной 0,120 дюйма. В 2017 году компания SCORE опубликовала пересмотр своих правил, согласно которому все клетки должны быть «изгибами оправки». Мы полагаем, что это не было хорошо понято автором, когда писалось. SCORE ежегодно утверждает множество сепараторов, которые не изгибаются на оправке, но технически это требуется в их документации. См. в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным трубогибочным станком в мире. Вы должны быть в состоянии сделать сепаратор, соответствующий SCORE, без оправки, но теперь это серая зона из-за того, что их процесс проверки не соответствует их документации.
Машины для песка:
(песочные рельсы, багги для дюн и т. д.): Они, как правило, никак не регулируются. У нас есть калькулятор для труб, который может помочь вам сравнить материалы, и имейте в виду, что это ваша безопасность на линии. Свет быстр, а свет и быстрота могут быть опасны. Эти проекты варьируются от легких машин с двигателем VW до автомобилей с двигателем LS мощностью более 1000 лошадиных сил. С небольшой стороны для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте кристалл 1,5 OD x 6 CLR). В более тяжелых и быстрых проектах 1,75 x 0,095 — хороший материал для рассмотрения (матрица 1,75 OD x 6 CLR). Уменьшите вес на более коротких опорных трубах, купив вторую и третью матрицу, уменьшив размер основной трубы на 1/4 дюйма и 1/2 дюйма. Рекомендуемые матрицы: 1,5 OD x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
Свет быстр, а свет и быстрота могут быть опасны. Эти проекты варьируются от легких машин с двигателем VW до автомобилей с двигателем LS мощностью более 1000 лошадиных сил. С небольшой стороны для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте кристалл 1,5 OD x 6 CLR). В более тяжелых и быстрых проектах 1,75 x 0,095 — хороший материал для рассмотрения (матрица 1,75 OD x 6 CLR). Уменьшите вес на более коротких опорных трубах, купив вторую и третью матрицу, уменьшив размер основной трубы на 1/4 дюйма и 1/2 дюйма. Рекомендуемые матрицы: 1,5 OD x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
Side-by-Side, SXS, RZR и т. д.:
Мы рекомендуем использовать тот же внешний диаметр, который был на складе рядом с вами, чтобы клетка могла использовать все болты, которые поставлялись с ней (зеркала, крепления ремня , огнетушитель, фонари и т.д.). Это 1,75 OD почти для всех бок о бок, за исключением Can-Am Maverick, у которого 2,0 OD. Мы рекомендуем матрицу 6. 0 CLR для обоих этих материалов. Популярный размер поддержки составляет 1,25 OD, и мы рекомендуем кристалл 4,5 CLR для этого приложения.
0 CLR для обоих этих материалов. Популярный размер поддержки составляет 1,25 OD, и мы рекомендуем кристалл 4,5 CLR для этого приложения.
Другие автомобили:
Если ваша сборка предназначена для отдыха (не рассматривается в другом месте в этом разделе), мы рекомендуем 1,75 OD для автомобилей весом более 3500 фунтов, 1,625 (1 5/8″) для автомобилей весом более 3000–3499 фунтов и Трубка с наружным диаметром 1,50 для автомобилей до 3000 фунтов. Мы не несем ответственности за решения, которые вы принимаете в отношении сборки. Это просто руководство, чтобы помочь вам учиться. Толщина стенок варьируется и обычно составляет 0,120 и 0,095, а иногда включает 0,083 (0,083 — это обычно сплав 4130). Имейте в виду, что клетки и шлемы обычно идут вместе, и вам следует обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .
JEEP Wrangler (TJ/LJ/JK):
Большинство наших клиентов используют стенку 1,75x. 120, на ваш выбор штамп 4,5 или 6,0 CLR. Сепаратор OEM на TJ/LJ имеет наружный диаметр 2,125 (2 1/8″). Jeep использовал этот большой внешний диаметр в попытке компенсировать серьезное отсутствие трубок и треугольников, присутствующих на стандартной клетке, а также все неподдерживаемые изгибы. Стандартный каркас безопасности явно не подходит для многих ситуаций опрокидывания на бездорожье, но его можно сильно укрепить/реконструировать, чтобы сделать его безопасным, если все сделано правильно.
120, на ваш выбор штамп 4,5 или 6,0 CLR. Сепаратор OEM на TJ/LJ имеет наружный диаметр 2,125 (2 1/8″). Jeep использовал этот большой внешний диаметр в попытке компенсировать серьезное отсутствие трубок и треугольников, присутствующих на стандартной клетке, а также все неподдерживаемые изгибы. Стандартный каркас безопасности явно не подходит для многих ситуаций опрокидывания на бездорожье, но его можно сильно укрепить/реконструировать, чтобы сделать его безопасным, если все сделано правильно.
Поручни:
Труба диаметром 1 1/4″ сортамента 40 является наиболее распространенным материалом из стали, нержавеющей стали или алюминия. Этот удобный размер соответствует строительным нормам в большинстве областей и очень недорог. Вы можете использовать кристалл 4.5 или 6.0 CLR. Этот материал имеет наружный диаметр 1,66.
Лодочные работы:
Спортивные катера в большинстве случаев имеют кильватерные башни, изготовленные из трубы 1,50 (материал наружного диаметра 1,90… труба, а не труба). Алюминий является предпочтительным материалом. Возьми себе 1.90 x 6 CLR из нашего ассортимента трубных штампов, а также прижимные ролики или прижимные штампы сверхвысокой молекулярной массы, чтобы вы могли сгибать алюминий. Рыбацкие лодки и другие прогулочные суда часто имеют ракетные установки, стойки для удочек, навесы для бимини и бикини, Т-образные топы и т. д. Их можно сделать из чего угодно, но наиболее распространена алюминиевая труба 1 1/4, поскольку она доступна по цене и не заржавеет. Этот материал имеет наружный диаметр 1,66 и лучше всего сгибается на штампе 6,0 CLR. Яхты, катамараны, круизные катера с каютами и другие моторные и парусные лодки с большей вероятностью используют нержавеющую сталь, а не алюминиевую, обычно сплав 304L (или 316L). Выберите большой радиус для вашего штампа при гибке нержавеющей стали (самый большой, который мы продаем для вашего наружного диаметра). Поручни машинного отделения и носовой части, а также другие ограждения для обеспечения безопасности и комфорта человека обычно изготавливаются из стеновых труб с наружным диаметром 1,25 и диаметром 0,065, которые прекрасно изгибаются на нашем штампе CLR с наружным диаметром 1,25 x 6.
Алюминий является предпочтительным материалом. Возьми себе 1.90 x 6 CLR из нашего ассортимента трубных штампов, а также прижимные ролики или прижимные штампы сверхвысокой молекулярной массы, чтобы вы могли сгибать алюминий. Рыбацкие лодки и другие прогулочные суда часто имеют ракетные установки, стойки для удочек, навесы для бимини и бикини, Т-образные топы и т. д. Их можно сделать из чего угодно, но наиболее распространена алюминиевая труба 1 1/4, поскольку она доступна по цене и не заржавеет. Этот материал имеет наружный диаметр 1,66 и лучше всего сгибается на штампе 6,0 CLR. Яхты, катамараны, круизные катера с каютами и другие моторные и парусные лодки с большей вероятностью используют нержавеющую сталь, а не алюминиевую, обычно сплав 304L (или 316L). Выберите большой радиус для вашего штампа при гибке нержавеющей стали (самый большой, который мы продаем для вашего наружного диаметра). Поручни машинного отделения и носовой части, а также другие ограждения для обеспечения безопасности и комфорта человека обычно изготавливаются из стеновых труб с наружным диаметром 1,25 и диаметром 0,065, которые прекрасно изгибаются на нашем штампе CLR с наружным диаметром 1,25 x 6. На этих кораблях также используется 1 дюйм .065, и он отлично гнется на нашем штампе 1,0 OD x 4,5 CLR. Наша таблица производительности (доступна из нашего технического указателя) содержит полный диапазон мощностей по гибке труб с толщиной стенки для алюминия и нержавеющей стали.
На этих кораблях также используется 1 дюйм .065, и он отлично гнется на нашем штампе 1,0 OD x 4,5 CLR. Наша таблица производительности (доступна из нашего технического указателя) содержит полный диапазон мощностей по гибке труб с толщиной стенки для алюминия и нержавеющей стали.
Наборы штампов — изготовление мошенников
Показаны все 18 результатов
Сортировка по умолчаниюСортировать по популярностиСортировать по среднему рейтингуСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой- Распродажа!
Модернизация сборки тонкостенного ролика (T.W.R.) — лучшие изгибы, которые можно получить без оправки!
Рейтинг 5.00 из 5
99,00 $ – 349,00 $ Выберите опции Наборы штампов для круглых труб, 180+ градусов
Рейтинг 5.00 из 5
249,00 $ – 449,00 $ Выберите опцииНаборы плашек для труб, 180+ градусов
Номинальная 5,00 из 5
249,00 $ – 445,00 $ Выберите опцииНаборы штампов для квадратных труб, 180+ градусов
Номинальная 5,00 из 5
249,00 $ – 445,00 $ Выберите опцииКомбинированные наборы штампов, 180+ градусов – 2 размера на одном штампе!
Рейтинг 5.
249,00 $ – 295,00 $ Выберите опции 00 из 5- Распродажа!
Набор квадратных штампов – 1,0×4,5, 1,25×4,5, 1,50×6,0 (2 зажимных блока 1,50)
Номинальный 5,00 из 5
775,00 $ – 935,00 $ Выберите опцииПлатежи от
$23/мес
Нажмите, чтобы применить
- Распродажа!
M600 Распорки для штампов с болтовым креплением
Рейтинг 5.00 из 5
29,00 $ – 199,00 $ Выберите опции Зажимной блок для Bender/Die
Rated 5,00 из 5
49,00 $ Выберите опцииНабор шестигранных матриц, 180+ градусов
385,00 $ – 425,00 $ Выберите опцииУслуга лазерной гравировки — Индексация изгиба зажимного блока
Номинальная 5,00 из 5
12,50 $ В корзинуГибочные матрицы – делриновые и специальные матрицы *см.
 00 из 5
00 из 5