
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.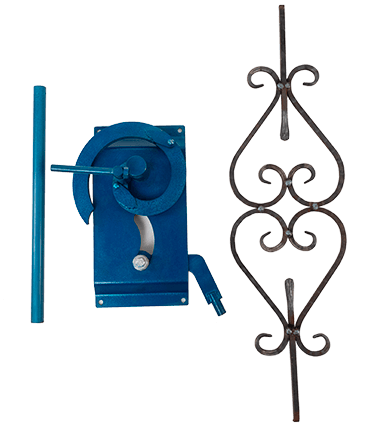
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
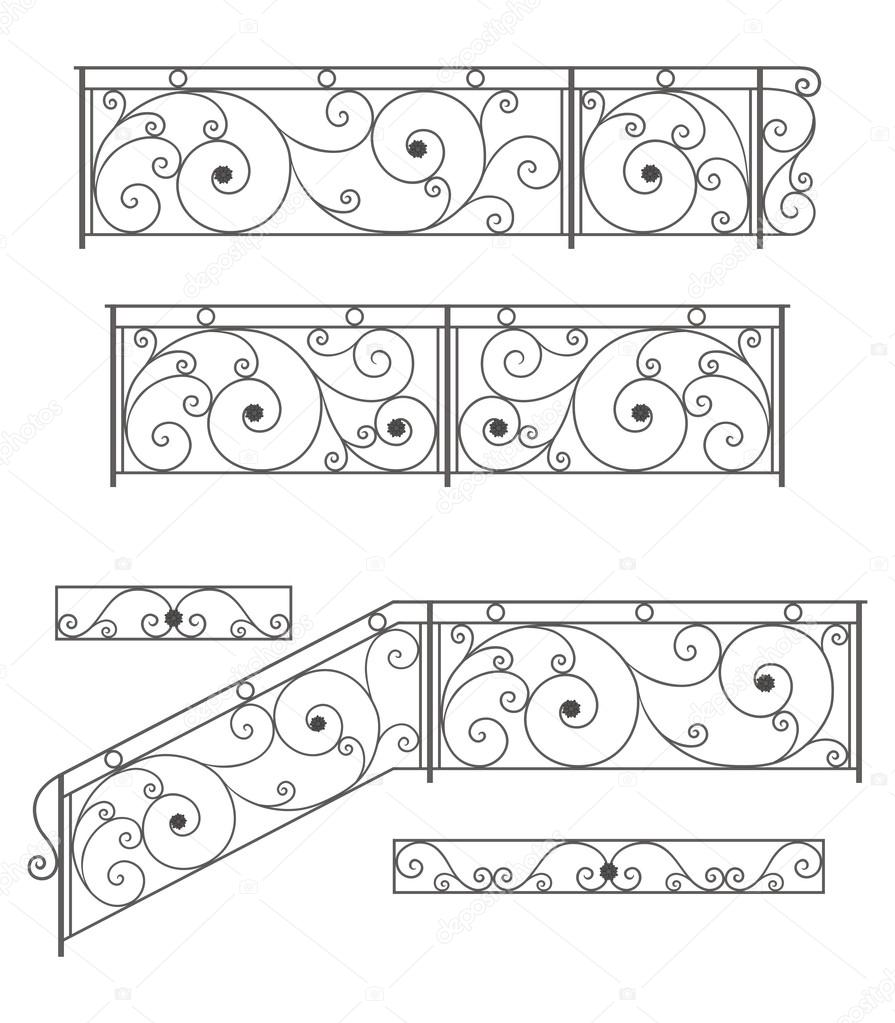
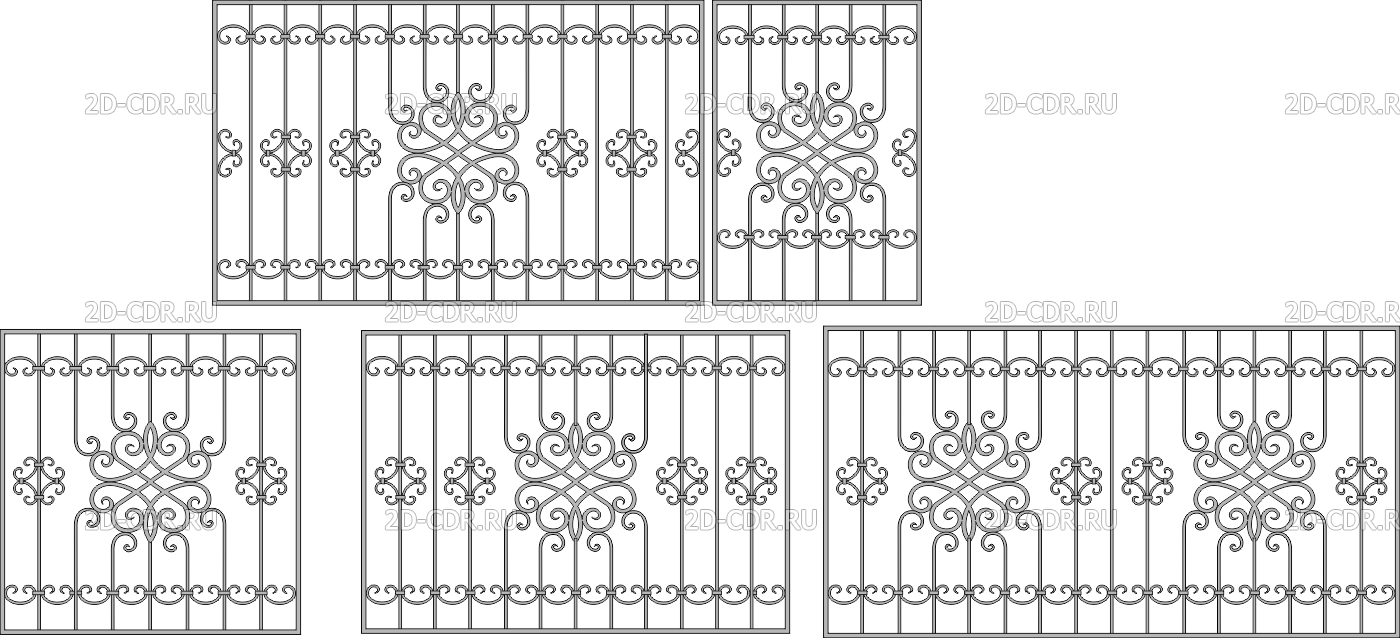
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
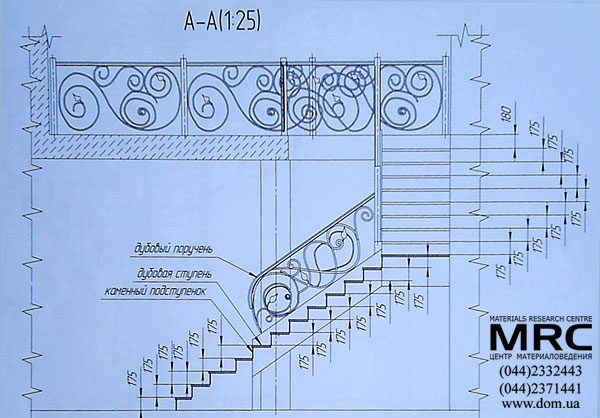
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
 При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.

Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.

Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков. Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т.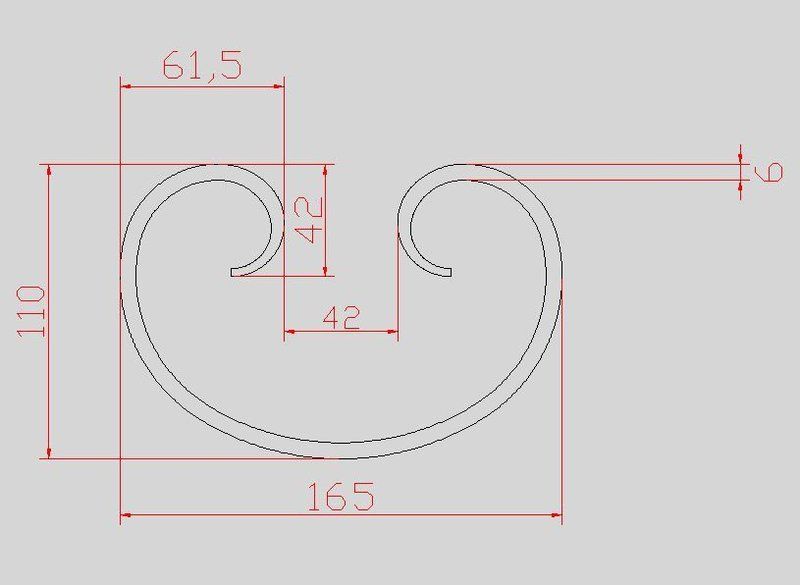 д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм.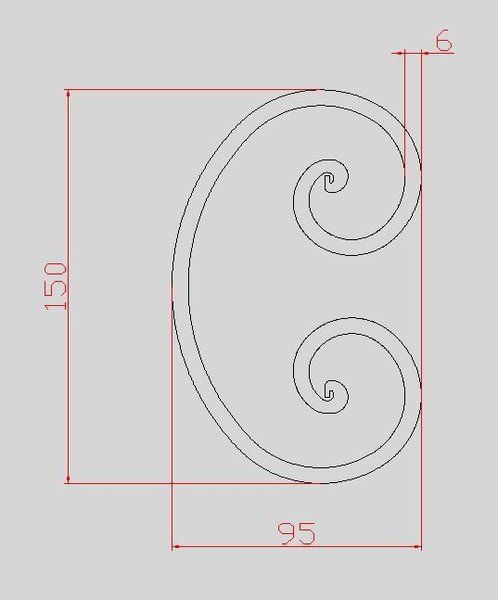
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ. Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
подготовка, материалы и приспособления видео
Изготовление кованых изделий выполняется с помощью горячей и холодной обработки. Холодный способ не потребует особых навыков, но для его выполнения необходимы специальные инструменты. Есть разные чертежи станков для ковки, множество из которых подходят для самостоятельного изготовления прибора.
Особенности изготовления
Делаются кованые металлические детали в результате деформации, во время работ необходимо обращать внимание на некоторые свойства материала.
Структура специальной решетки металла сделана из зерен, которые имеют неправильную форму. Инструмент, применяемый для ковки, действует на нее и приводит к изменению вида элемента. Огромное значение имеет выбор чертежей для станков, так как заготовка должна сохранять свои начальные характеристики.
Есть некие правила, соответствие которым дает шанс на получение нужного результата:
- Изготовление определенной конфигурации возможно с помощью нескольких приспособлений.
- Перед началом создания выполняется расчет параметров формируемых элементов.
- Прутки, применяемые для заготовок, могут иметь разный диаметр, который выбирают с учетом уровня сложности техники и ее использования.
- Обработке подвергается лишь низкоуглеродистая сталь, так как иные виды не имеют нужной пластичности.
Ручные станки для холодной работы можно сделать своими руками, нужно лишь разобраться в тонкостях применения инструмента и подобрать хороший чертеж.

Ручной станок гнутик
«Гнутик» нужен для изготовления углов разной конфигурации. Его главными конструктивными частями считаются движущий упор и два вала, разложенные на стальной пластине.
- Самодельные гибочные станки для холодной работы подобного вида должны изготавливаться в соответствии с определенными особенностями. Например, сначала должен быть выбран угол деформации. Также может выполняться добавка вспомогательного гибочного элемента, в случае его применения монтируется 3 вращающий вал.
- Приспособление делается из специальной стали, так как на него в процессе налагаются огромные нагрузки. Стоит отметить возможность сбора разных деталей.
Твистер и улитка
Сейчас художественная ковка не обойдется без элементов в форме шнека. Их изготовление обеспечивают специальные инструменты для качественной ковки под названием «твистер». Они имеют уникальную особенность, которая заключается в прокручивании прута вдоль оси. Приспособление сделано из подвижной и фиксирующей детали. Поворотной рукоятью выполняется деформация заготовки, которую нужно фиксировать между главными деталями конструкции. Помните, что спираль делается со стороны крепления изделия, а прилагаемые силы можно уменьшить при правильном расчете рычага, который оказывает давление. Такой инструмент помогает создавать детали для оград из металла и оконных решеток.
Приспособление сделано из подвижной и фиксирующей детали. Поворотной рукоятью выполняется деформация заготовки, которую нужно фиксировать между главными деталями конструкции. Помните, что спираль делается со стороны крепления изделия, а прилагаемые силы можно уменьшить при правильном расчете рычага, который оказывает давление. Такой инструмент помогает создавать детали для оград из металла и оконных решеток.
«Улитка» похожа на простой станок для ковки, сделанный своими руками, который обеспечивает создание спиралей с нужным количеством витков. Он пользуется огромной популярностью и может приспосабливаться для создания желаемого изделия. Инструмент оснащен ручным или электрическим приводом, вид которого выбирают в соответствии с интенсивностью использования.
Как сделать станок для холодной сварки своими (видео)
Материалы для работы
Вначале нужно вычертить спираль одинаковым шагом всех витков.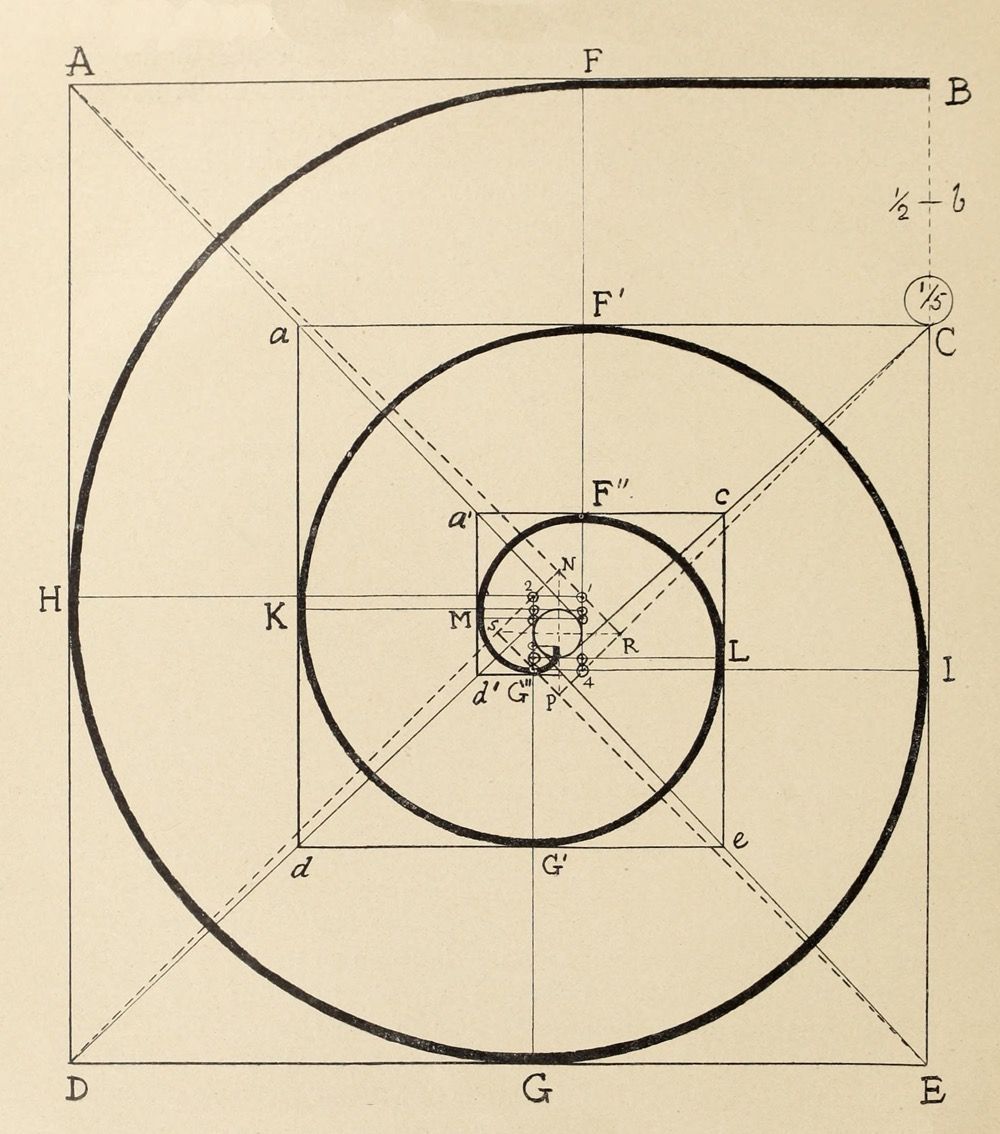 При этом необходимо отталкиваться от применяемых заготовок, так как ширина хода чаще всего находится в пределах 15 мм, в то время как приспособление используется для прутков с сечением в 10 мм. Свободное пространство нужно для действий, так как при полном сжатии заготовки изгиб будет невозможным.
При этом необходимо отталкиваться от применяемых заготовок, так как ширина хода чаще всего находится в пределах 15 мм, в то время как приспособление используется для прутков с сечением в 10 мм. Свободное пространство нужно для действий, так как при полном сжатии заготовки изгиб будет невозможным.
Дальше нужно будет вырезать пластину размером 20×20 см из листа стали. Несмотря на маленькие габариты, она обеспечит стабильное проведение работы. В соответствии с длиной нашей «улитки» делается отрез из стали. Полосу нужно согнуть при помощи плоскогубцев, положить на пластину и очертить красным маркером по всем частям.
После этого отрезается кусок прута с длиной, которая равняется ширине стальной полосы. Самое важное, чтобы она не превысила этот параметр, так как это может привести к травме в процессе работы. Прут нужен для укрепления материала на первом шаге изготовления изделия, чтобы предотвратить свободный ход в одном месте.
От профилированной трубы отрезают кусок с длиной в 10 см. Труба соединит лист и основу, на которой будет выполняться фиксация. Из-за высокой степени нагрузки должны использоваться лишь толстостенные материалы. Когда все главные детали будут подготовлены, можно собирать свой станок для холодной ковки.
Труба соединит лист и основу, на которой будет выполняться фиксация. Из-за высокой степени нагрузки должны использоваться лишь толстостенные материалы. Когда все главные детали будут подготовлены, можно собирать свой станок для холодной ковки.
Приспособления для холодной ковки своими руками чертежи. Самостоятельное изготовление станка для холодной ковки
Приспособления для холодной ковки своими руками чертежи. Самостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Холодная ковка в домашних условиях. Штамповка, ковка и гибка
Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы.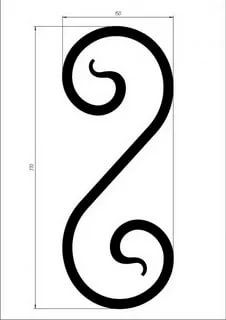
Холодная ковка своими руками чертежи.
 Начало холодной ковки самодельными станками.
Начало холодной ковки самодельными станками.Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки , теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
Чертеж завитка для холодной ковки. Виды, устройство и принцип работы «Улитки»
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
- в виде стабильно приваренного к рабочему основанию шаблона;
- в виде разборных съемных частей, которые крепятся на основание.
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.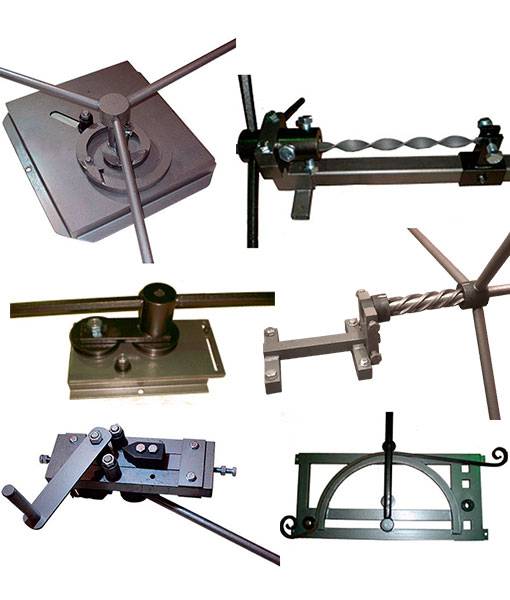
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Матрицы для холодной ковки своими руками.
 Особенности производства металлической ковки холодным методом
Особенности производства металлической ковки холодным методомСозданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части. Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
чертежи универсального самодельного станка с размерами.
 Как сделать его с электроприводом?
Как сделать его с электроприводом?Подготовка
Прежде чем конструировать что-либо своими руками, необходимо тщательно подойти к подготовительному этапу. Особенность кованых изделий, созданных на самодельном оборудовании, заключается в высокой прочности и отличном качестве. Объясняется это невозможностью исправления элементов в дальнейшем.
Для гиба большого объема одинаковых стальных конструкций стоит не только собрать надежный станок, но и запастись чертежами, заранее спроектированными.
Такой подход позволит избежать дефектов изделий и ускорит процесс ковки.
 Такой подход позволит избежать дефектов изделий и ускорит процесс ковки.
Такой подход позволит избежать дефектов изделий и ускорит процесс ковки.Сборка станка холодной ковки сделает возможным создание:
- различной мебели для сада: от скамеек до крупных оград;
- разнообразных ограждений, которые можно будет установить по периметру территории;
- покрытий для беседок;
- декоративных элементов;
- спортивных снарядов.
С помощью самодельного оборудования удастся выполнить также каркасные постройки, где впоследствии можно будет выращивать культуры. Однако прежде чем приступить к работам, потребуется тщательно подготовиться, закупив необходимые материалы, инструменты и разработав чертеж.
Сборка торсионного станка
Торсионный станок – особый вид оборудования для гибки профильных труб и других стальных изделий, из которых впоследствии получаются спиралевидные элементы. Принцип работы агрегата основан на использовании холодной ковки. Ручная работа на торсионе возможна только в случае качественной сборки конструкции, которая требует применения схемы и чертежей.
В работе потребуются следующие инструменты:
- балки и листы из стали;
- тиски, хомуты, зажимы;
- двигатель;
- цепь;
- редуктор;
- сварочный аппарат;
- болгарка.
Такой вид станков чаще используют для закручивания стальных прутов в спирали. Чтобы добиться нужного результата, потребуется подготовить два блока, предварительно закрепленных на одной плоскости. При этом двигаться должен только один из двух элементов. Несмотря на внушительную конструкцию, собрать торсионный станок не составит труда.
Чтобы добиться нужного результата, потребуется подготовить два блока, предварительно закрепленных на одной плоскости. При этом двигаться должен только один из двух элементов. Несмотря на внушительную конструкцию, собрать торсионный станок не составит труда.
Основные этапы.
- Сборка основы. Для этого берут стандартный профилированный двутавр, с одной стороны которого монтируют тиски. При этом важно устанавливать их таким образом, чтобы они не могли двигаться или вращаться во время работы будущей конструкции. Лучший способ крепления – болты с гайками или сварка. Также часто перед монтажом тисков к двутавру приваривают стальной лист, а затем нужный элемент, чтобы при натяжении не произошло деформирование материала.
- Создание подвижной системы. Ее предусматривают с другой стороны основы, используя для этого платформу на роликах с блокираторами движения. В верхней части устанавливают тиски, оснащенные подвижной центральной частью и чем-то напоминающие колесо. На данном этапе важно сделать так, чтобы оба элемента находились на одном уровне. Любые отклонения приведут к формированию дополнительного напряжения в металле, что вызовет преждевременную поломку конструкции.
Торсионный станок управляется за счет системы рычагов, устанавливаемых на «штурвале». Однако возможен вариант с использованием электропривода. Для этого необходимо выполнить монтаж асинхронного двигателя. Схема сборки многооперационного оборудования в этом случае будет выглядеть следующим образом.
Схема сборки многооперационного оборудования в этом случае будет выглядеть следующим образом.
- Станки оснащают преимущественно двигателями на 2200 кВт и 1000 об/мин. Для организации надежной работы мотора его соединяют с понижающим редуктором напрямую при помощи болтов. Отверстия чаще всего совпадают.
- С обратной стороны детали – обод штурвала – протягивают стальную цепь, которую после закрывают кожухом из прочного металла.
Сделать торсион холодной ковки может любой желающий, если правильно подойдет к процессу разработки чертежей и учтет необходимые этапы сборки конструкции.
Как сделать модель «Гнутик»?
«Гнутик» – простой в эксплуатации станок, предназначенный для художественной гибки кромок. Оборудование позволяет изготавливать не только декоративные элементы, но также детали воздуховода, изделия для проведения авторемонтных работ.
Важный элемент всей работы «Гнутика» — это оснастка для холодной ковки. Грамотно собранная конструкция обеспечит эффективное сгибание металла, где пользователь сможет проконтролировать и отрегулировать угол сгиба.
Инструменты и материалы
Сборка «Гнутика» для гибки профильной трубы не представляет ничего сложного, если подготовить необходимые инструменты и материалы. Основные комплектующие конструкции:
- механизм – собирают из стальных изделий толщиной до 10 мм;
- валики – выполняют из каленого металла;
- крепежи и фиксаторы – преимущественно болты.
Из инструментов потребуется:
- сварочный аппарат;
- болгарка;
- канцелярские принадлежности;
- рулетка или сантиметр.

Также может понадобиться наждачка и краска, если в планах изменить цвет оборудования.
Технология
Основой конструкции будущего станка выступает толстая стальная рама. При этом необходимо учитывать, что агрегат будет фиксироваться на столе. Крепление выполняют с помощью болтового соединения по типу тисков.
Ключевые этапы сборки.
- После фиксации рамы в ее центре устраивают подвижную направляющую, которую будет приводить в действие эксцентриковый механизм. Его тоже крепят на раме-основании.
- Дополнительно устанавливают три упора, формирующие «вилку» конструкции и выступающие в роли рабочих деталей. Изделия в зависимости от профиля сгиба можно будет менять. Установка круглых валиков позволит получить волну, «молотки» сформируют углы. Для монтажа элементов предусматривают пазы овальной формы, предварительно рассчитывая определенный диапазон изменения толщины заготовки.
- Часто на станках устанавливают лимб с делениями, чтобы повысить точность гнутья при изготовлении инструмента для ковки. Элемент монтируют на опорном уголке.
 Для монтажа элементов предусматривают пазы овальной формы, предварительно рассчитывая определенный диапазон изменения толщины заготовки.
Для монтажа элементов предусматривают пазы овальной формы, предварительно рассчитывая определенный диапазон изменения толщины заготовки.Конструкцию собирают из стальных элементов высокой прочности, которая напрямую влияет на надежность оборудования. Дополнительно в процессе монтажа станка рекомендуется проводить обработку и подгонку изделий, чтобы продлить сроку службы оборудования и предотвратить преждевременный выход системы из строя.
Когда станок будет готов, на нем закрепляют заготовку и начинают постепенно перемещать рычаг до сближения с будущим изделием. После положение заготовки корректируют между роликами и ползунком, а затем гнут до достижения желаемого угла.
После положение заготовки корректируют между роликами и ползунком, а затем гнут до достижения желаемого угла.
Упростить процесс поможет возвратная пружина, подбор усилия которой требует учета 20-25% усилия гибки. Пружину стоит установить во время сборки конструкции, предварительно выполнив простые расчеты, используя методику приближенной зависимости или показатели динамометра.
Создание «Улитки»
«Улитка» – популярный вид станка, который можно собрать своими руками. Известно несколько разновидностей подобного оборудования. Однако, независимо от конструкции и исполнения, у них универсальный принцип работы, при котором полосу или пруток металла с определенным усилием прижимают к неподвижному шаблону, придавая таким образом необходимую форму.
Однако, независимо от конструкции и исполнения, у них универсальный принцип работы, при котором полосу или пруток металла с определенным усилием прижимают к неподвижному шаблону, придавая таким образом необходимую форму.
Основные виды «Улиток».
- Монолитная неразборная. В этом случае в основе конструкции лежит неподвижный стальной шаблон. Оборудование подходит для «штамповки» одинаковых изделий.
- Съемная. Конструкция предусматривает наличие штифтов, которые устанавливают в отверстия на габаритной плите. Отличный вариант для изготовления уникальных элементов сложной конфигурации.
- Разборная с вращением. Станок сложной конструкции, с помощью которого удастся добиться высокой точности холодной ковки. Такой вариант больше подойдет для профессионального использования.
Перед сборкой станка холодной ковки рекомендуется продумать размеры будущей конструкции и основных деталей. Особое внимание стоит уделить габаритам:
Особое внимание стоит уделить габаритам:
- сердцевины;
- завитка;
- станины.
На последней будет произведено закрепление гибочного кондуктора.
Когда размеры будут подобраны, можно приступать к поиску чертежей, которые упростят и ускорят процесс сборки.
Типовые схемы можно найти на тематических сайтах или форумах. Для этого достаточно вбить соответствующий запрос в поисковую строку браузера и перейти на несколько первых ссылок.
Если подходящий вариант чертежа найти не удалось, можно создать схему своими руками. Инструменты:
- стальной пруток квадратного сечения 10х10 мм;
- лист бумаги международного формата А4;
- угольник;
- канцелярские принадлежности;
- циркуль;
- линейка.

Основные этапы построения схемы будущего станка.
- Сначала квадратный прут выкладывают на середину листа бумаги, вычерчивая с его помощью 2 параллельные линии.
- Далее пруток устанавливают вертикально, фиксируя его угольником, вычерчивая еще 2 линии. Результатом первых двух шагов станет квадрат размером 10х10 мм, от которого в стороны будут разбегаться 4 линии.
- Третий этап подразумевает вычерчивание полуокружности циркулем, установленным в одном из углов квадрата.
- После циркуль перемещают в другой угол и снова чертят полукруг. То же самое повторяют с оставшимися углами до тех пор, пока не получится завиток нужного размера.
- При достижении желаемого результата циркулем вычерчивают окружность.

Пятый шаг считается завершающим. После необходимо будет подобрать удовлетворяющую требованиям стальную болванку, диаметр которой соответствует вычерченной окружности. От болванки затем нужно будет отрезать кусок длиной в 30 см и вырезать начало завитка.
Следующий этап – сборка конструкции. Инструменты и материалы, которые потребуются для проведения основных работ:
- дрель или сверлильный станок;
- болгарка;
- стальной лист толщиной в 18-20 мм;
- станина;
- крепежные болты.
Схема сборки «Улитки» не вызовет трудностей, если ответственно подойти к выполнению каждого этапа.
Основные шаги.
- Вырезка из стального листа круга большого диаметра. Элемент выступит опорной пластиной и будет воспринимать основную нагрузку от оборудования. Также необходимо будет вырезать 4 дополнительных круга меньшего диаметра, чтобы сформировать центр конструкции.
- Закрепление готовой сердцевины к станине при помощи крепежных болтов, в которых предварительно необходимо просверлить соосные отверстия.
- Расчерчивание профиля. Его впоследствии нужно будет болгаркой вырезать и обработать.
- Сборка станины. Предварительно выбирают, из какого материала будет выполнено основание. Чаще предпочтение отдают стальным уголкам и металлической пластине, которую устанавливают вертикально, а края закругляют. В элементах дополнительно просверливают отверстия, чтобы обеспечить надежное соединение деталей друг с другом.
- Установка вала, в качестве которого используют стальной кругляк. Монтаж осуществляют посредством крепежей и просверленных в стальной пластине отверстий. После дополнительно формируют отверстия под крепежи для корпусных подшипников.
- Изготовление устройства для ковки металла, с помощью которого будут гнуть заготовку. За основу обычно берут квадратный пруток.
- Создание контура «Улитки». Для этого берут два одинаковых по длине завитка и сгибают их на станке, после скрепляют элементы друг с другом с помощью малярного скотча и размечают места для отверстий. Далее формируют отверстия и предусматривают резьбу, куда потом встанут крепежные болты. Готовый контур фиксируют крепежами к станине – стальной опорной пластине.
 Элемент выступит опорной пластиной и будет воспринимать основную нагрузку от оборудования. Также необходимо будет вырезать 4 дополнительных круга меньшего диаметра, чтобы сформировать центр конструкции.
Элемент выступит опорной пластиной и будет воспринимать основную нагрузку от оборудования. Также необходимо будет вырезать 4 дополнительных круга меньшего диаметра, чтобы сформировать центр конструкции.
Под конец к опорной пластине прикрепляют центральную часть, а затем монтируют завитки с помощью крепежных болтов. С тыльной стороны пластины устанавливают вал и кондуктор. В конце сверлят отверстие под ручку.
На данном этапе станок холодной ковки считается собранным. При этом конструкция является разборной, что позволяет при необходимости менять шаблоны и упрощает эксплуатацию оборудования, а также обеспечивает удобное хранение устройства, когда оно не используется.
Далее смотрите видео с советами по изготовлению станка для холодной ковки своими руками.
Станок для холодной ковки своими руками: видео, фото, чертежи
Сделать станки для холодной ковки можно из подручных материалов.
Так как универсальные приспособления от производителей имеют достаточно высокую стоимость, собственноручно выполненный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции с уникальным дизайном и смелыми архитектурными формами применяют для обустройства домов в коттеджных поселках.
Фигурно изогнутые кованые элементы ворот, заборов и калиток вносят непривычный образ в ландшафтный дизайн усадьбы.
На предложенных фото можно увидеть, какой необычный художественный вид создают металлоконструкции.
Какие детали можно выполнить на станке для холодной ковки
Холодная ковка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует применения раскаленного металла и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного типа деталей.
Фото:
Также самодельный станок позволит решать самые разнообразные задачи, поэтому он будет просто универсальный.
С помощью самодельного станка удастся добиться идеальной геометрии элементов металла для индивидуальной дизайнерской идеи и сделать самому оригинальные детали с узором.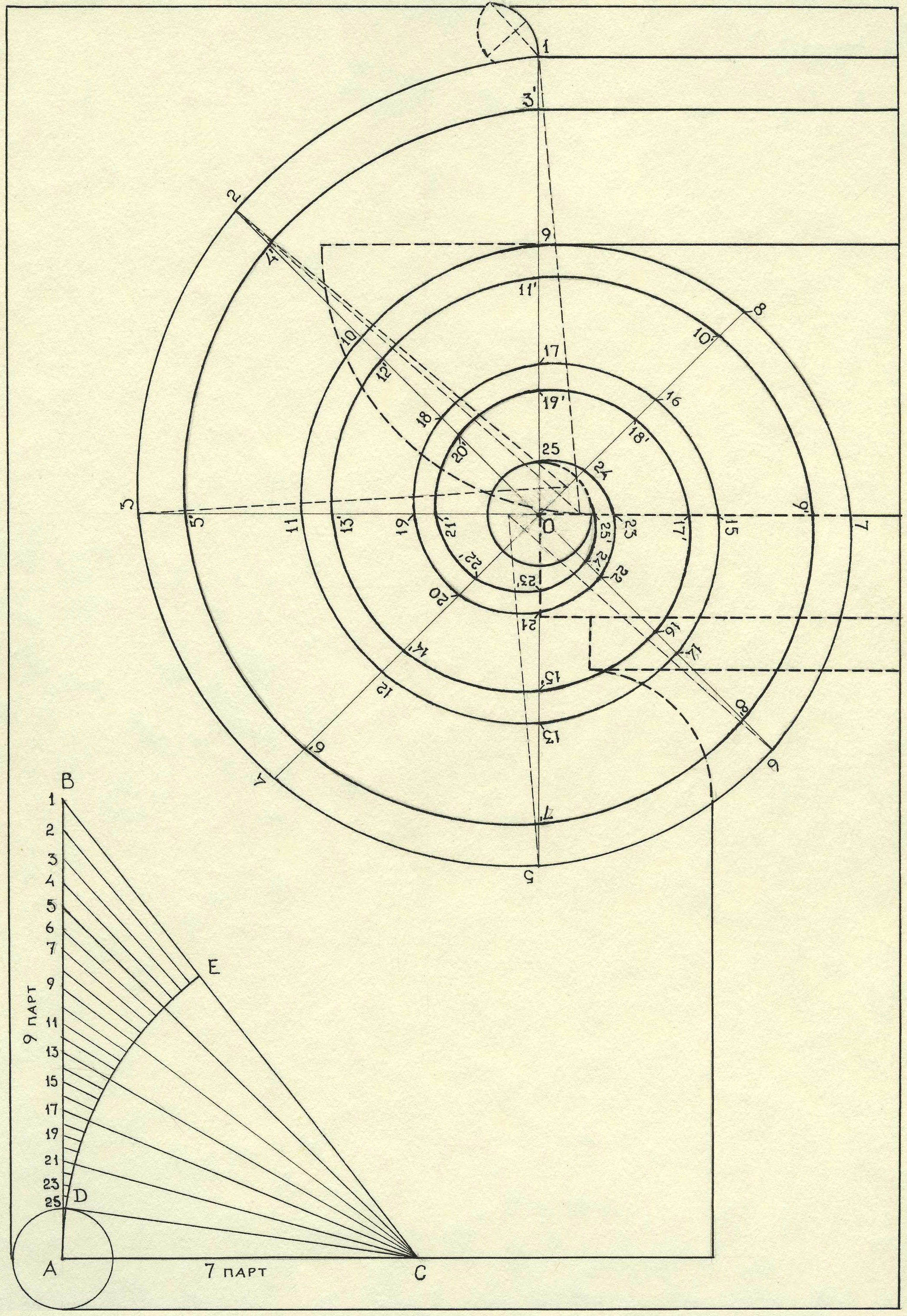
В процессе холодной декоративной ковки, как правило, применяют мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В остальном ассортимент производимых изделий на станке будет ограничиваться только фантазией и возможностью мастера.
По желанию, своими руками можно сделать ажурные элементы для лестниц, ворот и ограждений.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить наружные стены дома и беседку, сделать оригинальные треноги для цветов, как на фото.
Фото:
Виды оборудования для холодной ковки
Существующие виды станков могут эксплуатироваться с участием электрического двигателя или ручной силы.
Первый вариант приспособления дает возможность выполнять работу быстрее, чем ручные станки, но при этом требует от мастера определенных навыков.
Кузнечные станки для ковки разделяют на типы:
- улитка – станок с отдельными снимающимися деталями или цельнолитой — он используется при выполнении спиралевидных отдельных частей;
- универсальное приспособление – применяют для резки, клепки и приданий объема изделию;
- гнутик – с его помощью можно сделать дуговую гибку металла или изгибание деталей под определенным углом;
- приспособление для формирования колец;
- твистер – позволяет выполнить загиб изделия вдоль оси;
- пресс – для образования матричного отпечатка на изделии;
- волна – для получения из металлических прутьев волнообразных элементов.
Изготовление станка «Улитка»
Далее в статье рассмотрим чертежи, фото и видео материалы, с помощью которых станет намного проще сделать в домашних условиях станок для холодной ковки.
Используя нижеприведенный список инструментов и металлических деталей, можно собрать станок цельной улитки.
Видео:
Для работы понадобятся:
- металлические прутья;
- листы и полосы из стали;
- профильная стальная труба;
- сварка, плоскогубцы, болгарка.
Чертежи и пошаговая схема, а также просмотр тематического видео, позволит получить качественное приспособление с нужными параметрами:
- Используя лист бумаги, нанесите на него изображение спирали с тремя витками. Далее сверьте размеры так, чтобы в результате армированный прут с диаметром 10 мм помещался в резьбу;
- С помощью болгарки вырежьте из стального листа две пластины. Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;
- Возьмите 3-х см прут и три стальные полосы. Края срезов всех используемых деталей нужно зачистить наждаком, чтобы избавиться от заусениц;
- Плоскогубцами выполните изгиб стальных полос по шаблону, в результате у вас появятся три спиральных детали с разной длиной;
- С помощью сварки все элементы станка приваривают по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок эксплуатации инструмента;
- Стальная труба приваривается в последнюю очередь снизу в центре станка.
В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Трубогибочный станок
Если при оформлении каких-либо элементов интерьера с нарезанием профильных труб трудностей никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Качественно и быстро провести такую работу позволят специальный гибочные станки для труб, которые заранее можно сделать своими руками.
Чертежи для изготовления данного вида оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в работе.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работая с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное подобрать прочную устойчивую основу под будущую конструкцию.
Например, это может быть массивный металлический стол, выполненный на основе труб или профиля.
Так как сгибание металла будет происходить за счет присутствующих в конструкции валов, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра фиксируются немного выше стола, а третий – центральный, помещается над ними.
От расстояния двух крайних цилиндров зависит, под каким углом будет осуществляться изгиб трубы.
Чтобы иметь возможность изменять при необходимости положение цилиндров, нужно в чертежи конструкции внести дополнения в виде стопперов и роликов, которые позволят сделать эту часть регулируемой.
После того как цилиндры зафиксированы, необходимо организовать для них систему передачи вращения.
С этой целью используют цепной механизм от старого автомобиля, который можно отыскать на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, тогда их придется покупать отдельно.
Шестерни монтируют на два крайних цилиндра и натяжитель, помещенный ниже валов, в центре. Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Станок для холодной ковки металлических изделий готов. Дополнить вышеизложенный материал подробностями поможет следующее видео.
Видео:
Как изготовить станок торсион
Станок для холодной ковки изделий типа торсион используют для закручивания металлических спиралей в виде змейки.
Вручную работать таким приспособлением тяжело, поэтому, чаще всего для изготовления торсиона применяют чертежи с электрическими вариантами станков.
Для того чтобы правильно собрать торсион, предлагаем просмотреть видео и ознакомиться с нижеизложенным руководством.
Видео:
Инструменты и материалы для сборки станка:
- стальной лист;
- двутавровая балка;
- тиски и крепежные элементы;
- редуктор, электромотор, цепь;
- болгарка;
- сварка.
Схема последовательности действий:
- За основу будет служить двутавровая балка, к одной стороне которой необходимо приварить стальной лист;
- Затем к стали крепят тиски, приваривают и фиксируют болтами с гайками;
- Чтобы при натяжении металлическое изделие не выскакивало из станка, к тискам снизу и сверху крепят пластины;
- Другую сторону двутавровой балки оснащают роликами, на которые, впоследствии, монтируется платформа;
- На поверхность полученной конструкции крепятся другие тиски с подвижными основными элементами. При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
- Далее конструкция оснащается стальной ручкой, выполненной из прута, за счет ее вращения будет загибаться изделие;
- Используя болты, соединяют понижающий редуктор и двигатель. Обод штурвала оснащается цепью;
- Конструкция закрывается стальным кожухом.
В результате проведенных действий получается станок с двумя блоками — подвижным и неподвижным.
Станок для холодной ковки своими руками (16 фото)
Самодельный станок для холодной ковки сделанный своими руками из старой ступицы и нескольких кусков железа.
Привет всем! Начал лазить в интернете в поисках, как изготовить элементы холодной ковки своими руками и с минимальными затратами. В принципе ничего сложного в этом нет, для изготовления приспособлений, можно обойтись ручным инструментом. Конечно на выходе не получить изделие сравнимое с промышленным производством, но для себя, для дачи, для знакомых вполне имеющее право на жизнь.
Ничего нового своего я не придумал, все слизано с ютуба, и каких-то сайтов, кого действительно заинтересует ищите «холодная ковка своими руками» информации достаточно для повторения.
Вкратце как именно делал я и что из этого вышло с небольшими комментариями и фото.
Итак, в гараже найдена б/ушная ступица, она и послужила основой всего.
С одной стороны приварена площадка на которую крепятся сменные кондуктора, с другой фланец, к нему крепится ручка.
промежуточный результат
Готовый станок холодной ковки.
Уже с помощью этого можно изготовить из полосы 4х20(25) вот такие элементы.
Сделал забор на дачу.
Попробовал скрутить квадрат 10х10, конечно после полосы, усилие нужно приложить побольше, но если небольшое кол-во шт. то жить можно.
Следующая простая приспособа для изготовления «фонарика». Нашлось пару фланцев, и шток от чего-то диаметром 22мм.
Часть с уголком крепится на столе неподвижно, по центру вставляется гладкий шток, и кусочки гладкой арматуры 6-ки, длинной около 200мм. С другой одевается фланец с ручками. Крутим оборот в любую сторону, снимаем фланец и получаем следующее.
Честно говоря, очень много тратиться время на зачистку тонкой арматуры, нарезку, скрутку, сварку-Проще купить готовые, но если есть время и желание, почему бы и нет.
Следующее изделие-цветник/велосипед.
Велосипеда показалось мало, хачу-карету!
Ну вот при помощи старой ступицы, нескольких кусков железа, сварочного аппарата и подручного инструмента получились такие изделия. Если эта запись принесёт хоть кому то пользу, я уже буду рад. Всем спасибо и удачи!
Автор самоделки: zaviruxa. г. Минск.
Как это работает — холодное формование позволяет производить крепеж и многое другое
Сегодняшний мировой архив механической обработки: Январь 2008 г., Vol. 4, выпуск 01
Детали без чипов
«Холодная высадка — это, по сути, заливка материала в матрицу и удар по ней», — сказал один отраслевой эксперт. В отличие от горячей ковки, где металл нагревается перед формовкой, или литья, где металл плавится и затвердевает, холодная высадка и другие методы холодной штамповки вызывают деформацию металла при комнатной температуре.Хотя в 1794 году в США был выдан патент на «холодную головку» (на самом деле заклепочную машину), холодная штамповка стала практичной технологией производства после Второй мировой войны.
Типичный метод с использованием одной матрицы и двух пуансонов широко применяется при производстве деталей с головками, особенно крепежных изделий. Первый удар сочетает частичную высадку головки (конусность) с выдавливанием хвостовика. Затем второй удар завершает форму головы. (Иллюстрации любезно предоставлены Capenter Technology Corporation.)
Матрица и пуансон
Современные машины для холодной штамповки, также называемые жатками или формовщиками деталей, имеют от одной до семи станций штамповки напротив ряда пуансонов, установленных на салазках, которые обычно перемещаются горизонтально.Распространенным типом, используемым для изготовления болтов или винтов, является насадка с одним штампом и двумя ударами, аналогичная показанному на рисунке примеру. Он имеет одну матрицу, диаметр которой равен диаметру стержня формируемого болта или винта. По материалу в матрице один за другим наносят удары двумя разными пуансонами.
Крупный план пуансонов в многополюсной жатке. (Корпорация Reed & Prince Manufacturing Corporation. Фото Джин Батлер.)
Существует предел того, насколько сильно вы можете деформировать материал одним ударом, поэтому для создания правильной геометрии головки часто необходимы два удара, сказал Стив Коупленд, вице-президент по продажам и маркетингу Reed Machinery, Inc., Вустер, Массачусетс. Первый удар делает форму тюльпана. Затем механизм переключения перемещает первый пуансон и устанавливает второй пуансон. Второй удар вводится для создания законченной формы головы. После второго удара выбивающий штифт выталкивает деталь из матрицы. На жатке с несколькими штампами есть передаточная стойка с пальцами, которые захватывают деталь и перемещают ее от одной станции штампа к другой. При необходимости механизм переноса может повернуть деталь на 180 градусов, чтобы следующий удар попал в другой конец детали.
Матрица и пуансон
Форма металлической заготовки, наиболее часто используемой при холодной штамповке, — это «проволока», диаметр которой может составлять полдюйма или более. Он поставляется в больших бухтах, удобных для подачи в машины, производящие много деталей в минуту. Когда металл сжимается внутри штампа, важно ввести в штамп правильное количество материала, часто в пределах плюс-минус один процент или даже меньше. Слишком мало материала не заполнит матрицу, что приведет к плохой детали. Слишком большое количество материала может привести к деформации детали или появлению заусенцев, которые необходимо удалить.Избыток материала может вызвать раскол матрицы при ударе пуансона. Машины для холодной штамповки предназначены для отрезания проволоки определенной длины, но диаметр проволоки также должен быть точным. Чтобы обеспечить это, многие магазины проводят окончательную вытяжку проволоки от 3 до 10 процентов, прежде чем она будет разрезана и сформирована, чтобы получить хороший, жесткий допуск на диаметр, сказал Кевин Хьюз, специалист по изделиям из проволоки, Carpenter Technology Corporation, Рединг, Пенсильвания.
Больше не просто крепеж
Изначально для изготовления головок крепежа применялась холодная высадка.Кусок проволоки удерживался на месте, и удар по одному его концу вызывал растекание части материала или «грибовидную форму», создавая головку для крепежа без необходимости обработки большого количества материала для формирования стержня. После формирования головки нити можно было обрезать или накатывать. Этот процесс не только быстро сформировал застежку, но и позволил эффективно использовать материал, практически не производя брака.
Пример детали, переведенной с винтовой обработки на холодную штамповку. Первоначально обрабатывалась плоскость на правой стороне хвостовика и просверлялось отверстие.На детали, подвергнутой холодной штамповке, формируется плоскость и создается отверстие путем обратной экструзии. Формовщик деталей с несколькими головками производит их со скоростью 140 штук в минуту. (Фотография любезно предоставлена Reed & Prince Manufacturing Corporation.)
Помимо крепежа, многие виды деталей сложной формы можно изготавливать путем холодной штамповки. Машины можно назвать «заголовками», но они делают гораздо больше, чем просто заголовок.
Инструмент может быть разработан для выдавливания материала. Когда пуансон попадает в каждую станцию, он вдавливает материал вперед в матрицу, создавая суженную секцию, конус или хвостовик.Или пуансон может давить на материал в пределах матрицы, так что материал выдавливается назад над пуансоном, создавая стенки отверстия. Кроме того, в инструмент можно встроить формы и контуры для создания шлицев, зубьев шестерен и других элементов.
Высаживание, другой термин для обозначения заголовка включает образование выпуклости в цилиндрической части, а также формирование головки на одном конце.
Используя сложную оснастку, производящую комбинации осадки и экструзии, когда пуансон ударяет по каждой станции, станок для холодной штамповки может изготавливать сложные детали.Допуски на размеры и качество поверхности могут соперничать с теми, которые достигаются при механической обработке, в зависимости от цеха и точности инструмента.
Таким образом, холодная штамповка позволяет изготавливать детали почти чистой формы, используя минимум материала, с жесткими допусками и со скоростью десятки или сотни в минуту. Кроме того, холодногнутые детали демонстрируют отличную прочность, поскольку материал принимает свою окончательную форму, а не режется, как при механической обработке.
Однако все это добро не дается даром.Затраты на инструмент для холодной штамповки могут быть значительными: от 5000 до 25000 долларов за набор инструментов, в зависимости от сложности геометрии детали. Время разработки и настройки для обработки холодногнутых деталей часто измеряется неделями, что намного больше, чем на программирование и настройку той же детали на токарном станке с ЧПУ или обрабатывающем центре. Для небольших партий холодное формование может оказаться неэффективным.
Какие количества экономичны? Это зависит от цеха холодной штамповки. Компания Reed & Prince регулярно заказывает около 1000 специальных больших шурупов по дереву, используемых в Атлантик-Сити для ремонта дощатого настила, и постоянно производит много миллионов маленьких штифтов с точными канавками и накаткой в год.Другие источники рекомендуют количество в сотни тысяч или миллионы.
Buchanan Metal Forming, Inc., Бьюкенен, штат Мичиган, — это предприятие по холодной ковке, которое производит более крупные детали, в основном от одного до 20 фунтов. диапазон. По словам Криса Таппера, президента и генерального директора компании, для его процесса рентабельные объемы производства могут варьироваться от минимум пары тысяч до максимум 250 000 деталей.
Сравнение холодной штамповки и механической обработки
Обработанная деталь начинается с куска материала, достаточно большого, чтобы вместить желаемую деталь.Затем вы отрезаете все, что вам не нужно. Это производит стружку, которая является бесполезным материалом. Резка также может нарушить зернистую структуру металла.
Однако при холодной штамповке материал используется очень эффективно. Он также имеет тенденцию производить очень прочные детали, поскольку материал принимает желаемые формы, сохраняя свою зернистую структуру. А холодная штамповка производит детали быстро — десятки или сотни деталей в минуту.
Некоторые обрабатываемые детали, производимые в больших количествах, особенно небольшие круглые детали, такие как детали, изготовленные на винтовых станках, могут быть более экономичны при холодной штамповке.По словам Джеймса Ричардсона, президента Reed & Prince Manufacturing Corporation, экономия может быть больше или равна 50 процентам. Если деталь, подвергнутая холодной штамповке, может заменить сборку, состоящую из нескольких частей, экономия может быть еще более значительной.
Таким образом, холодная штамповка часто рассматривается как прямой конкурент механической обработке. Тем не менее, механический цех иногда может использовать преимущества холодной штамповки, имея заготовку для детали, подвергнутую холодной штамповке до почти чистой формы, а затем выполняя чистовую механическую обработку. Это позволяет сэкономить на материальных затратах и времени обработки.И Ричардсон из Reed & Prince, и Тэппер из Buchanan Metal Forming сообщили, что у них есть клиенты из механических цехов, которые заказывают заготовки холодной штамповки.
В Buchanan Metal Forming Тэппер обнаруживает, что иногда механические мастерские приходят к нему с деталями, которые особенно сложно обработать, например, с внутренним зубчатым колесом или шлицем в глухом отверстии. «Один заказчик, у которого было самое высокотехнологичное формовочное оборудование, раньше занимал пять минут, чтобы вырезать внутреннюю шлицевую шпонку», — сказал Таппер. «Этот клиент смог сократить это время до двух с половиной минут.Мы сделали это за шесть секунд ». Бьюкенен холодно формирует заготовку для клиента, который затем обрабатывает ее. На чертеже изображена холоднокованая заготовка с внутренним шлицем. Пунктирная линия указывает на окончательно обработанную поверхность.
Большинство компаний по холодной штамповке будут работать со своими клиентами в механических цехах, чтобы определить правильный материал и геометрию для заготовок, которые будут подвергаться чистовой обработке.
Материалы для холодной штамповки
Лучшим материалом для холодной штамповки детали может быть не тот материал, который вы использовали бы для ее обработки.Компания по холодной штамповке или поставщик материалов могут вместе с вами определить правильный сплав для вашей детали при холодной штамповке. «Расход материала и пластичность — очень важные вопросы», — сказал Хьюз. Знание поведения материалов может стать решающим фактором между успешным переходом к холодной штамповке и неудачным экспериментом. Специалисты по холодному формованию проконсультируют вас, и вы должны быть открыты для их рекомендаций. Например, любое содержание серы в металле может отрицательно повлиять на процесс заголовка.Свойства, которые сера придает легирующему сплаву, повышают вероятность разрушения материала в процессе холодной штамповки. Таким образом, такой материал, как нержавеющая сталь Тип 303, не подойдет. Однако 302 HQ (качество заголовка) было бы идеальным. Материал должен быть как можно более мягким, после финишной обработки заказывать отжиг.
Еще одна вещь, на которую следует обращать внимание на материал для холодной штамповки, — это высокое отношение предела текучести к пределу прочности. По словам Хьюза, это позволит вам выполнить больше холодных работ до того, как деталь сломается.
Детали холодной ковки. (Фото любезно предоставлено Buchanan Metal Forming, Inc.)
Тот же старый принцип, новые продукты
Современная технология холодной штамповки далеко ушла от простого процесса холодной высадки, используемого в производстве крепежных изделий более ста лет. В то время как холодная штамповка все еще «берет кусок металла и ударяет по нему молотком», теперь этот процесс позволяет экономично производить сложные прецизионные детали в больших количествах.
Холодная штамповка | MachineMfg
Холодная штамповка — это общий термин для обработки пластмасс, такой как холодная штамповка, холодная экструзия и холодная высадка.
Холодная штамповка — это процесс штамповки при температуре ниже температуры рекристаллизации материала, и это штамповка при температуре ниже температуры восстановления.
Ковка при производстве заготовок без нагрева называется холодной ковкой.
Материалы для холодной штамповки — это в основном алюминий и некоторые сплавы, медь и некоторые сплавы, низкоуглеродистая сталь, среднеуглеродистая сталь и низколегированная конструкционная сталь с меньшим сопротивлением деформации и хорошей пластичностью при комнатной температуре.
Холодные поковки имеют хорошее качество поверхности и высокую точность размеров, которые могут заменить некоторые процессы резки.
Холодная ковка позволяет упрочнить металл и повысить прочность детали.
ОпределениеХолодная штамповка, также известная как холодная объемная штамповка, представляет собой производственный процесс и метод обработки.
Это в основном то же самое, что и процесс холодной штамповки.
Процесс холодной штамповки также состоит из трех элементов: материалов, форм и оборудования.
Только материалы в процессе штамповки — это в основном листы, а материалы в процессе холодной штамповки — в основном диски или проволока.
Базовая концепцияХолодная ковка относится к формованию различного объема, выполняемой при температуре ниже температуры рекристаллизации металла.
Согласно теории металлографии, температура рекристаллизации различных металлических материалов различна; температура рекристаллизации = 0,3 ~ 0,5 температуры плавления.
Температура плавленияT приведена в следующей таблице:
| Металл | Мин. Температура рекристаллизации / ℃ | Металл | Мин. Температура рекристаллизации / ℃ |
| Железо (Fe) и медь | 360 ~ 450 | Олово (Sn) | 0 |
| Медь (Cu) | 200 ~ 270 | Свинец (Pb) | 0 |
| Алюминий (Al) | 100 ~ 150 | Вольфрам (Вт) | 1200 |
Из цифр в таблице известна самая низкая температура рекристаллизации металлического железа и неметалла.
Даже при комнатной или нормальной температуре формовку свинца и олова нельзя назвать холодной ковкой, а горячей штамповкой.
Однако формовку железа, меди и алюминия при нормальной температуре можно назвать холодной ковкой.
Форма холоднокованых деталей становится все более сложной: от первоначальных ступенчатых валов, винтов, гаек и трубопроводов до деталей сложной формы.
Типичный процесс шлицевого вала: принудительное нажатие на стержневую часть — промежуточную часть высадки — сжимающую шлицевую часть;
Основной процесс шлицевой втулки: предотвращение сдавливания чашеобразной части — нижняя часть выполнена в форме кольца — втулка сжимается.
Технология холодной экструзии цилиндрических шестерен также успешно применяется в производстве.
Помимо черных металлов, все большее распространение получают холодные экструзии медных сплавов, магниевых сплавов и материалов из алюминиевых сплавов.
Введение в процессХолодная прецизионная ковка — это (почти) процесс формирования сетки.
Детали, изготовленные этим методом, обладают высокой прочностью и точностью, а качество поверхности хорошее.
В настоящее время общее количество холодных поковок, используемых в обыкновенной иномарке, составляет 40 ~ 45 кг, а общее количество зубчатых деталей — более 10 кг.
Вес холоднокованой шестерни может достигать более 1 кг, а точность профиля зуба может достигать 7-го уровня.
Непрерывные технологические инновации стимулировали развитие технологии холодной экструзии.
С 1980-х годов специалисты по точной ковке в стране и за рубежом начали применять теорию раздельной ковки для холодной штамповки прямозубых и косозубых шестерен.
Основной принцип раздельной ковки заключается в создании разделенного или разделенного канала для материала в формовочной части заготовки или пресс-формы.
В процессе ковки, когда материал заполняет полость, часть материала течет в разделенный или разделенный канал.
Применение технологии раздельной ковки позволило производить высокоточные шестерни небольшого размера и без резки, чтобы быстро выйти на промышленные масштабы.
Для экструзионных изделий с отношением длины к диаметру 5, таких как поршневые пальцы, можно использовать холодную экструзию для однократного формования путем аксиального разделения остаточной массы в осевом направлении, при этом пуансон обладает хорошей стабильностью.
Для формования плоских цилиндрических зубчатых колес холодная экструзия продукта также может быть достигнута с помощью радиальных остаточных блоков.
Окклюзионная ковка — это односторонняя или противоположная экструзия металла за один или два штампа в закрытой матрице для получения точной ковки почти чистой формы без заусенцев.
Для некоторых прецизионных деталей автомобилей, таких как планетарные и полуосевые шестерни, звездообразные втулки, поперечные подшипники и т. Д., Если используется метод резки, не только коэффициент использования материала очень низок (менее 40% в среднем), но и также высоки затраты на рабочую силу и время, а стоимость производства чрезвычайно высока.
Зарубежные страны используют технологию окклюзионной ковки для производства этих поковок с сеткой, что устраняет большую часть обработки резанием и значительно снижает стоимость.
Поделиться — это забота!
Самодельная машина для холодной ковки: производственный процесс
Кованые изделия изготавливаются с использованием горячей и холодной обработки. Последний метод не требует специальных навыков, но для его реализации нужны специальные приспособления. Существуют различные чертежи станков для холодной ковки, многие из которых подходят для самостоятельного создания инструмента.
Производственные особенности
Кованые металлические элементы образуются в результате деформации, при этом в процессе работы следует учитывать эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен неправильной формы. Инструмент, используемый для ковки, воздействует на нее и приводит к изменению внешнего вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранять прежние свойства.
Самодельный станок для холодной штамповки: правила изготовления
Существуют определенные правила, соблюдение которых обеспечивает необходимый результат:
- Создание подходящей конфигурации возможно с помощью нескольких инструментов.
- Перед запуском производства рассчитываются параметры формованных изделий.
- Стержни, используемые для заготовок, могут иметь разный диаметр, который выбирается с учетом степени сложности техники и последующей эксплуатации.
- Переработка подлежит только низкоуглеродистой стали, так как другие виды не обладают необходимой пластичностью.
«Гнутик»
Ручные станки для холодной ковки можно изготовить самостоятельно, для этого достаточно разобраться в тонкостях использования инструмента и правильно выбрать рисунок. «Гнутик» нужен для создания углов различной конфигурации. Его основные конструктивные элементы — подвижный упор и два вала, размещенные на стальной пластине.
Такие самодельные гибочные станки для холодной штамповки следует создавать с учетом некоторых особенностей.Например, изначально следует определить угол деформации. Также можно добавить дополнительный изгибающий элемент, в случае его использования устанавливается третий вращающийся вал.
Инструмент изготовлен из специальной стали, так как в процессе работы он подвергается большим нагрузкам. Стоит отметить умение собирать различные детали, в том числе волнистые.
Твистер и улитка
Сегодня художественная ковка не обходится без деталей в виде винта. Их создание обеспечивается ручными станками для холодной ковки. под названием «Твистер». У них есть характерная особенность, заключающаяся в прокрутке стержня по оси. Инструмент состоит из подвижной и фиксирующей части. Поворотная ручка деформирует заготовку, которая закреплена между основными частями конструкции. Стоит отметить, что спираль образуется на стороне крепления изделия, и прилагаемое усилие можно уменьшить, правильно рассчитав рычаг, оказывающий давление. Это устройство позволяет изготавливать детали для металлических ограждений и оконных решеток.
«Улитка» — простейший самодельный станок для холодной ковки, обеспечивающий формирование спиралей с необходимым количеством витков. Он наиболее популярен и может быть адаптирован для производства желаемого продукта. Инструмент комплектуется ручным или электроприводом, форма которого выбирается в соответствии с интенсивностью работы.
Самодельный станок для холодной штамповки: подготовка материала
Сначала нужно нарисовать спираль с одинаковым шагом всех витков.В этом случае необходимо отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, тогда как инструмент предназначен для стержней сечением 10 мм. Для маневрирования необходимо свободное пространство, так как при полном сжатии заготовки изгиб станет невозможным.
Далее нужно вырезать из стального листа пластину размером 20х20 см. Несмотря на небольшие размеры, он обеспечит оптимальный рабочий процесс. В соответствии с длиной предлагаемой «улитки» вырез делают из стали.Полоску необходимо согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Далее отрезается часть стержня длиной, равной ширине стальной полосы. Главное, чтобы он не превышал этот параметр, так как это может привести к травмам в процессе сгибания. Штанга необходима для фиксации материала на первом этапе создания изделия, чтобы предотвратить свободное перемещение в одной точке.
Из профилированной трубы вырезается деталь длиной 10 см.В нем будет совмещен лист и основа, на которой будет производиться крепление. Из-за большой нагрузки следует использовать только толстостенные материалы. После того, как все основные элементы подготовлены, можно собрать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка в сборе
Стальная «улитка» разделена на витки, первый из которых будет удерживать заготовку, а остальные будут ходить по виткам стержня. Центральная часть приваривается к основанию, и на полученном шве должны отсутствовать даже малейшие изъяны.К основной части планки приваривают куски стержня, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком.
Затем отрезки полосы устанавливаются в необходимых местах и обводятся маркером. Полученные кружочки нужны для образования дырок. Они должны полностью соответствовать диаметру ножек, чтобы обеспечить простоту установки и снятия.
Завершающим этапом является приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с «улиткой».Фото изготовленных таким способом самодельных станков для холодной ковки представлены выше.
Сравнение холодной штамповки и горячей штамповки — соображения, преимущества и недостатки
Производственный процесс холодной штамповки
Преимущества холодной штамповки
Недостатки холодной штамповки
Производственный процесс горячей штамповки
Преимущества горячей штамповки
Недостатки горячей штамповки
Фактор затрат
Экономическая эффективность холодной штамповки
Экономическая эффективность горячей штамповки
Основное различие между холодной и горячей штамповкой
Ковка — это производственный процесс, во время которого твердофазной металлической заготовке формируют путем приложения к ней сжимающих усилий.По температуре, при которой она выполняется, ковка классифицируется на « горячая », « теплая » и « холодная ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
- Ковочные машины с вращательными движениями: продольные и радиальные прокатные станы
- Комбинация прессов с поступательным и вращательным движением: орбитальная ковка и флопрядение
Важно отметить, что процесс изготовления поковок полностью отличается от процесса литья , когда расплавленный материал заливается в форму.Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру, обеспечивая хорошую текучесть зерна и делая его более жестким и прочным.
Производственный процесс холодной штамповкиПроизводственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы доставить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.Экструзия методом холодной штамповки — один из наиболее распространенных методов производства, широко используемых при производстве автомобильных компонентов .
Холоднокованые детали Преимущества холодной штамповкиПроизводители могут предпочесть холодную штамповку горячей; начиная с , детали из холодной ковки практически не требуют отделочных работ. Поскольку все прутки перед ковкой отжигаются, нет необходимости во вторичной термообработке перед механической обработкой.Еще одно существенное преимущество — это экономия материала, достигаемая за счет формы, близкой к чистой. Начальный вес заготовки равен конечному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповкиВ зависимости от требований производителя некоторые характеристики холодной ковки могут оказаться недостатками; е.грамм. Только простые формы в больших объемах могут быть сформированы. Достижимые уровни деформации и степень деформации намного более ограничены по сравнению с штамповкой. Поэтому, если заказчик ищет конкретный компонент, изготовленный по индивидуальному заказу, холодная штамповка не будет лучшей альтернативой.
Вторым более значительным недостатком является то, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Важно отметить, что экструзия холодной штамповки, например, требует также термической обработки для устранения возможных трещин, затвердевания трещин или стропил.
Как следствие вышеизложенного, холодная ковка не может применяться для всех марок сталей, особенно для тех, которые имеют низкую пластичность или чувствительность к деформационному упрочнению. Например, низколегированная сталь с содержанием углерода более 0,05% не подходит для холодной ковки.
Производственный процесс горячей штамповкиПроизводственный процесс горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка — это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Горячие кованые компоненты Преимущества горячей штамповкиВысокая температура во время горячей штамповки обеспечивает максимально возможный уровень деформации материала и доступ к сложной трехмерной геометрии.Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая штамповка как метод более гибкая, чем холодная штамповка, поскольку детали можно изготавливать по индивидуальному заказу.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов. Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их конечной цене.
Недостатки горячей штамповкиСвойства горячекатаных металлов достигаются последующей термообработкой, при которой материал закаливается до 1000 ° C, а затем возвращается к 500 ° C.Это требует дополнительных затрат, которых можно избежать при использовании холодной ковки (за исключением некоторых случаев, таких как размягчение, отжиг или релаксация).
Менее точные допуски на размеры — еще один возможный недостаток компонентов горячей штамповки по сравнению с компонентами холодной штамповки. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистость кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Фактор затратПроизводственный процесс является сложным, на него могут влиять многие факторы, такие как поставщики, оборудование, стили управления, спрос клиентов и т. Д. Чем интенсивнее процесс, тем выше вероятность нарушения процесса и изменения окончательной цены. . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
- Количество использованного материала;
- Затраты на ковку, такие как электричество, инвестиции, инструменты и т.д .;
- Термическая обработка после ковки;
- Дополнительные операции, такие как дробеструйная обработка или испытания для контроля качества.
Оптимизация затрат при холодной штамповке начинается с сырья. При необходимости его можно приобрести напрямую, с включенным отжигом и пилингом, что делает заготовки готовыми к процессу. Поскольку количество сырья для холодной ковки ограничено, они, следовательно, более дорогие. Чтобы свести к минимуму производственные затраты, для небольших деталей предпочтительна проволока для холодной высадки.
Для достижения максимальной рентабельности сам производственный процесс должен управляться с использованием отличных ноу-хау всех задействованных инструментов и методов.Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии — на гидравлических.
Эффективная система смазки имеет решающее значение для успешного применения любой холоднокованой детали. Все детали должны иметь цинк-фосфатное или полимерное покрытие. На многопозиционных прессах требуется дополнительная смазка специальным кузнечным маслом. Хорошая система смазки гарантирует высокое качество готовой детали и исключает дополнительные расходы на возможные поломки во время процесса.
Экономическая эффективность горячей штамповкиМинимизация затрат на электроэнергию при горячей штамповке — постоянная забота каждого производителя. Их можно оптимизировать, используя индуктор и заготовку с соответствующими диаметрами и установив гибкую многоступенчатую систему нагрева.
Автоматизация всех задействованных кузнечных прессов имеет важное значение для рентабельности производственного процесса горячей штамповки, особенно в отраслях, где требуются большие объемы производства, например, в автомобилестроении.
Все применяемые инструменты должны быть оптимизированы под следующие инновационные технологии:
Металлургия: консолидированный вакуум, порошковая металлургия
Перезагрузка
Термическая обработка
Обработка поверхности: азотирование, науглероживание и дуплексная обработка
Производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодной , горячей и горячей штамповки или комбинацию различных процессов для удовлетворения различных требований клиентов, причем оба процесса выполняются в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение.
Поставщики производителей деталей с холодной головкой
Список производителей деталей с холодной головкой
Как в процессе холодной штамповки, так и в процессе холодной штамповки производители формуют металлические изделия примерно при комнатной температуре.
Приложения и продуктыИспользуя производство холодной высадки, производители могут создавать широкий ассортимент изделий. Тем не менее, как правило, производители продукции с использованием операций холодной высадки изготавливают небольшие изделия и компоненты продукта, такие как крепежные детали и электрические контакты.Крепежные детали включают болты (болты с головкой под торцевой ключ, болты с квадратным подголовком, болты с шестигранной головкой и т. Д.), Заклепки (универсальные заклепки, заклепки для гаек), штифты (также известные как штифты с холодной головкой), крепежные детали с гвоздями, винтовые крепежные детали (винты с шестигранной головкой, Винты с крестообразным шлицем и т. Д.) И т. П. Хотя они могут использовать холодную высадку для изготовления более крупных продуктов, производители обычно делают это только в том случае, если продукты не слишком сложные. Холодная штамповка в целом является менее практичным производственным решением для сложных деталей.
Продукция, подобная этой, пользуется большим спросом во многих отраслях промышленности, от аэрокосмической и аппаратной до литья под давлением и сельского хозяйства.
Детали с холодной головкой — Abbott-Interfast Corporation История
Люди занимаются холодной обработкой металла на протяжении тысяч лет. Например, первые люди ковали мягкие металлы, используя камни для создания инструментов и украшений.
В 1480 году Леонардо да Винчи набросал проект стана холодной прокатки. Первый в своем роде появился чуть более 100 лет спустя, в 1615 году. Этот стан в основном производил холоднокатаный свинцовый лист и оловянный лист. Вскоре после этого производители стали также производить холодную прокатку чугуна и легированной стали.Во время промышленной революции, когда люди создавали более совершенные механические и полуавтоматические машины, холодная обработка стала проще и популярнее.
В то время как обычные люди и производители занимались холодной формовкой металла все это время, только в 20 веке люди всерьез начали разрабатывать автоматизированные методы холодной обработки.
Во время Второй мировой войны Германия усердно работала над увеличением своих возможностей холодной обработки для своей армии. После того, как Германия потерпела поражение, американцы использовали то, что немцы разработали, для приложений у себя дома.Продукты холодной обработки, особенно из стали или нержавеющей стали, стали очень популярными среди американских потребителей. С начала 1950-х до конца 1960-х годов поставщики стали обработали в 10 раз больше холоднодеформированной стали, чем они имели до Второй мировой войны.
С тех пор технический прогресс в операциях холодной штамповки позволил производителям изготавливать более сложные детали, такие как свечи зажигания и оси. Технологический прогресс также позволил им производить эти детали с большей скоростью, чем когда-либо прежде.Дальнейшие достижения в области металлургии увеличили количество сплавов, которые производители могут обрабатывать без термической обработки, поэтому холодная высадка более прибыльна, чем когда-либо.
Подробности процессаТочные методы производства могут отличаться, но почти все процессы холодной штамповки используют экстремальное давление. Для деформации материалов необходимо экстремальное давление. С помощью деформации производители деталей с холодной головкой могут придать металлу нужные характеристики.
На самом деле при приложении этого давления происходит следующее: сначала происходит пластическая деформация. Другими словами, он меняет форму. Во-вторых, в результате пластической деформации металл испытывает бесчисленные микроскопические дислокации. Это означает, что в основном кристаллическая структура перемещается. По мере того, как это происходит, движение атомов становится все более и более трудным, пока оно не становится почти невозможным. По сути, металл становится очень твердым или прочным. Процесс упрочнения металла после микроскопической дислокации называется наклепом.
Для начала производители холодной высадки выбирают материал и форму металла для работы. Обычно они работают с такими металлами, как сталь, нержавеющая сталь, алюминий, железо, латунь, медь и титан. Некоторые из наиболее распространенных форм заготовок, с которыми они работают, включают проволоку, пластину или лист. После того, как они определились с материалом и формой заготовки, производители могут начать процесс холодной штамповки / холодной высадки.
После завершения начального процесса холодной высадки производители могут перейти к одной или нескольким второстепенным операциям.Некоторые из этих операций, которые они могут выполнять, включают прокалывание, калибровку, обрезку, заострение и / или накатывание резьбы. После этого они могут завершить работу одной или несколькими чистовыми операциями, такими как исправление, нарезание резьбы, фрезерование, бритье, гибка, сверление и / или накатка.
КонструкцияЧтобы убедиться, что они получают ваши холодноголовые детали правильно, производители должны учитывать такие факторы, связанные с конструкцией, как требуемая прочность, требуемая коррозионная стойкость, требуемые размеры, сложность, стандартные требования, объем запроса и т. Д.Основываясь на этих соображениях, они могут выбрать правильный материал (ы) и процесс (ы) для вашего приложения.
Когда дело доходит до дизайна, производители холодноголовых деталей имеют изрядное количество вариантов. Хотя они не всегда могут создавать столь же сложные конструкции, как при горячей штамповке, они все же могут, например, выбирать из множества форм головок (например, круглых головок, шестиугольных головок) и характеристик корпуса (например, конусов, резьб, канавок, ступенек). , так далее.).
Используемое оборудованиеЕсть много различных машин, которые могут использовать производители металла для холодной обработки металла.Примеры включают профилегибочные машины, холодные подборщики, штампы и пуансоны.
Профилегибочные машины состоят из ряда тяжелых стальных валков или роликовых штампов. Машины используют их для сглаживания металлических полос до точной толщины. Пропуская полосы между ними определенное количество раз, машины также создают заданные формы на металлических поперечных сечениях.
Холодновысадочные машины позволяют рабочим создавать более сложные металлические формы с квадратами, смещениями и т. Д.Чтобы уменьшить размер металла и придать ему дополнительную прочность, в коллекторах холодного монтажа используется несколько штампов. Так производители формируют выступы, лыски, ребра и другие формы.
Плашки являются важными компонентами практически любого типа оборудования для холодной штамповки. Это потому, что матрицы позволяют ограничивать металлические материалы, чтобы изменять их размеры.
Пуансоны — еще один важный инструмент для формовки. Производители используют их для передачи усилия от станка к производимой детали.Усилие пуансона должно быть больше максимального предела упругости металла, чтобы металл постоянно деформировался в форме пуансона.
Варианты и аналогичные процессыСреди множества различных методов холодной обработки, используемых производителями при изготовлении деталей с холодной головкой, являются холодная экструзия, холодная прокатка, холодное волочение, орбитальное формование, холодная ковка, холодное формование, гидроабразивная резка и ударная экструзия. .
Холодная экструзия — это процесс, в ходе которого производители используют экстремальное давление, но не нагревают, для проталкивания металлических материалов через отверстия в головке с заранее заданной формой.Холодная экструзия лучше всего работает с более мягкими металлами, такими как олово и алюминий. Без тепла формование более твердых металлов, например стали, требует больших затрат труда.
Профилирование холодной прокаткой — один из самых популярных видов холодной обработки. Вообще говоря, это процесс гибки. Во время холодной прокатки производители пропускают металлические заготовки через пару роликов, которые входят в состав машины холодной прокатки. Когда металл проходит через ролики, он равномерно расплющивается, так что вся деталь имеет одинаковую толщину.
Холодное волочение — еще один чрезвычайно популярный процесс холодной штамповки. Это похоже на холодную экструзию, за исключением того, что во время холодного волочения машина / операторы протягивают металл, а не проталкивают его. Для выполнения холодного волочения производители выбирают стержень или металлический элемент, который был опилен или забит до точки, затем помещают его в матрицу для протягивания через машину. По мере продвижения через матрицу металл растягивается по длине и сжимается в диаметре, принимая желаемую производителями форму.
Орбитальная формовка — это метод, при котором производители металла с холодной головкой используют орбитальный инструмент. Орбитальный инструмент вращается на фиксированный угол, когда он вдавливается в металл. В то время как формирование орбиты требует нескольких проходов для постепенного завершения формирования головы, процесс занимает от 1,5 до 3 секунд. Орбитальная формовка имеет очень узкую направленность, и чаще всего производители используют ее для крепления. Они не ограничиваются только холодной высадкой, но также могут включать развальцовку, обжимку, формовку или венцовку детали крепежной детали.Орбитальная формовка также известна как радиальная клепка, вращение или клепка с вращением.
Холодная штамповка — это любой процесс механической обработки или формовки, во время которого производители формуют металл путем его сжатия внутри полости. Холодная высадка попадает в эту категорию.
Холодное формование — это любой процесс формования, например литье под давлением, во время которого производители не нагревают металлический материал или полость формы. Формы для литья под давлением, которые производители используют при холодном литье под давлением, называются холоднотонными.
Гидроабразивная резка — это процесс, в ходе которого производители выполняют чистую резку, используя струи воды под высоким давлением. Такие компании, как Cold Jet, специализируются на оборудовании для гидроабразивной резки и обработке компонентов.
Ударная экструзия — это процесс, во время которого производители формуют металл, используя силу чего-то вроде штамповочного пресса или штифтов и сверхвысокого давления. Ударная экструзия лучше всего работает с мягкими металлическими материалами, такими как олово, латунь, алюминий и т. Д.
ПреимуществаКогда производители решают использовать процесс холодной обработки, как потребители, так и производители получают множество преимуществ.Процессы горячего формования обычно требуют много энергии для создания экстремальных температур, поэтому холодное формование, как правило, намного дешевле и эффективнее. Производство холодной штамповки тратит меньше материалов, чем производство горячей штамповки. Это не только еще одно значительное снижение стоимости, но и еще один способ, которым холодная штамповка позволяет производить более экологичные продукты. В отличие от сварки, резки и сверления, при деформации металла в процессе холодной обработки не образуются отходы. Конечно, отходы можно переработать, но это также требует много времени и средств.
Поскольку холодногнутые детали настолько прочны и долговечны, они могут даже не требовать дополнительных операций чистовой обработки во время производства. Закалка, которую испытывает металлическая деталь из-за многократного давления во время холодной штамповки, увеличивает прочность на разрыв. В отличие от процессов горячей штамповки, которые могут изменять размеры материала из-за расширения под действием тепла, холодная штамповка является точной. Это связано с тем, что при холодной штамповке используется постоянная температура.
Холодная высадка — популярная альтернатива обработке винтов (процесс, который производители используют для создания не только винтов).Некоторые из преимуществ холодной высадки перед винтовой обработкой включают меньшее количество брака, более низкие затраты, более высокую скорость производства, меньшее количество заусенцев и более прочную продукцию.
НедостаткиПотенциальным недостатком холодной штамповки является то, что она может увеличить внутреннее напряжение объекта или куска металла. Вот почему производители используют отжиг, который позволяет им смягчить металл и снизить напряжение. Иногда производители чередуют холодную штамповку и отжиг в процессе производства, чтобы получить правильный баланс между заготовками и крепежными изделиями.
На что следует обратить вниманиеЕсли вы находитесь на рынке холодноголовых деталей, лучше всего обратиться к опытному поставщику, у которого есть магазин, где они используют различные станки и инструменты для холодной обработки. Найдите такого производителя, проверив поставщиков запчастей для холодной головки, которых мы перечислили на этой странице.
Выясните, какой поставщик запчастей предлагает услуги, которые лучше всего соответствуют вашим потребностям, сначала записав эти потребности на бумаге. Не забудьте указать такие детали, как ваш бюджет, крайний срок доставки и объем ваших запросов.После того, как вы записали свои спецификации, просмотрите различные профили компаний, перечисленные на этой странице. Сравните и сопоставьте их соответствующие предлагаемые услуги с теми, что в вашем списке. Исходя из этого, выберите три или четыре, которые, по вашему мнению, являются вашими лучшими потенциальными совпадениями. Обратитесь к каждому из них, чтобы подробно обсудить вашу заявку. И, наконец, выбирайте наиболее подходящий для вас, исходя из того, какие производители предлагают не только лучшие предложения, но и лучшее обслуживание клиентов. Удачи!
Информационное видео по деталям с холодной головкой
19B-6S Шестиконтактная кузнечно-прессовая машина
Описание
Основные характеристики шестипозиционной ковочно-штамповочной машины 19B-6S
| Модель | Блок | 19Б-6С |
| Станции | шт. | Шесть |
| Усилие ковки | Тонна | 148 |
| Макс.Диаметр резки материала | мм | 18 |
| Макс. Длина реза материала | мм | 140 |
| K.O Длина | мм | 115 |
| P.K.O Длина | мм | 30 |
| Размер режущей матрицы | мм | 58 * 80 |
| Размер главной матрицы | мм | 94 * 190 |
| Шаг штампа | мм | 110 |
| Размер пуансона | мм | 60 * 130 |
| Подходящий размер продукта | M8-M14 | |
| Макс.Длина изделия | мм | 110 |
| Мин. Длина изделия | мм | 20 |
| Макс. Скорость производства | шт. / Мин. | 105 |
| Мощность главного двигателя | кВт | 45 |
| Прибл. Вес машины | Тонна | 31 |
1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем получать уведомления о любых изменениях;
2.Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
3. Максимальный диаметр сдвига материала и подходящий диаметр изделия, указанные в таблице, рассчитаны для среднеуглеродистой легированной стали, что эквивалентно 10,9 высокопрочным винтам.
Область применения шестипозиционной ковочно-штамповочной машины 19B-6S
Кузнечно-штамповочный станок с шестью станциями — это один из видов специализированных станков с высокой эффективностью и автоматизацией среди кузнечных машин.Техника холодной штамповки и автоматические машины холодной штамповки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области производства крепежных изделий. Из-за преимуществ самого оборудования для холодной штамповки и превосходства техники холодной штамповки, шестипозиционная ковочная машина также широко используется в различных областях национальной экономики для производства крепежных деталей и нестандартных деталей для промышленности авиационных пароходов, машинного оборудования. , железнодорожное сообщение, автомобили, мотоциклы, велосипеды, швейные машины, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Изделия могут изготавливаться на шестипозиционной кузнечно-болтовой машине 19Б-6С
Фланцевые болты, болты с головкой под торцевой ключ, болты с шестигранной головкой, крепеж и болты, винты с шестигранной головкой, центральные болты пружины, винты с головкой под шестигранник, болты с квадратным подголовком, сплошные заклепки, установочные винты с квадратной головкой, гусеничные болты с анкерной головкой, U-образные болты, болты с ребристой шейкой, болты с буртиком, болты с винтовой резьбой, болты с гильзой конструкции, удлиненные болты, винты привода стопорных болтов, колесные болты, болты с Т-образной головкой, болты с фланцем, рым-болты, скобы, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали ,так далее.
Основные особенности шестипозиционной ковочно-штамповочной машины 19B-6S
1. Тормозная система с пневматическим сцеплением была разработана для работы с малым током, а также для «толчкового» хода, «одиночного хода» и «непрерывного хода». За исключением «толчкового движения», машина всегда будет останавливаться в заднем положении главного ползуна при работе в самом большом пространстве.
2. Два типа системы перемещения на выбор клиента: поворотного типа (общая комплектация) и универсального типа (опция), оснащенная пневматическим захватом, она может упростить выполнение операций и более устойчива, когда машина работает на высокой скорости. .
3. Главный двигатель оснащен датчиком регулировки скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (опционально), это оборудование значительно облегчает заказчику регулировку размеров нестандартных изделий.
4. Подающее колесо и система когтей приводятся в движение цилиндром, коготь может растягиваться автоматически при движении назад, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя захватами, система подачи материала оснащена устройством для предотвращения возврата материала.
5. Идеальная система контроля: проверка и устранение короткого материала, проверка низкого давления масла и давления воздуха, плавающая система проверки системы передачи, система остановки при перегрузке и небольшая нагрузка для защиты токарного станка и штампов и продления их срока службы. .
6. Когда заказчик готовится отрегулировать винт боковой резки, ему нужно только отрегулировать положение станции бокового кулачка, после чего он сможет достичь цели боковой резки. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
7. Станина токарного станка из усиленного материала, удлиненная конструкция главного и вспомогательного ползуна и ползун типа «pedrailtype», впервые принятый внутри страны, обеспечивают сборку в «нулевом пространстве», что обеспечивает точность движения главного ползуна и продлевает срок их службы. умирает.
8. В основных частях всех типов машин применяется строгая процедура литья и отжига, чтобы гарантировать твердость и точность стали.
9. Станция для круглой резки обеспечивает более резкий разрез материала по сравнению с диаметром заготовки, что также может обеспечить точную резку под прямым углом.
10. Стопор для автоматического определения размера материала может регулировать точность размера материала во время работы машины.
11. Синхронизированная система выбивки P.K.O делает выбор формовочной техники гибким.
12. Кулачки перемещения и резки передаточных пальцев рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
13. В электрической системе доступен импортный преобразователь, поэтому его легко запустить с помощью бесступенчатого регулируемого привода. ПЛК также используется для автоматического контроля рабочего режима первого с функциями сигнализации неисправности и отображения неисправностей.
14. Сенсорный экран и система числового управления человеко-машинного диалога не являются обязательными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивки, длины барьера и длины подачи, это удобно для быстрой штамповки изменение. Эта система имеет емкость памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
Основная конструкция и детали Изображение Введение шестиступенчатой ковочно-штамповочной машины 19B-6S
Стандартные принадлежности шестипозиционной ковочно-штамповочной машины 19B-6S
1.Один набор пробных инструментов
2. Один набор стандартных ручных инструментов.
3. Один комплект стандартных запчастей.
4. Один комплект сцепления
5. Один комплект панели управления
6. Один комплект двигателя переменного тока
7. Система регулировки скорости преобразователя.
8. Полное покрытие
9. Устройство защиты обратной подачи
10. Один комплект операторской стойки (Покупатель соединяет на заводе Покупателя)
11. Внутренняя лампа
12. Один комплект предохранительного устройства
1. Пневматический датчик
2 . Безмасляный датчик
3. KO & П.К.О. Детектор поломки предохранительного штифта
4. Детектор конца материала
5. Детектор перегрузки двигателя (включая смазку, охлаждающую жидкость и двигатели вентилятора)
6. Детектор короткой подачи
7. Детектор нехватки давления воздуха
8. Смазка. Детектор нехватки масла
9. Двуручный блок управления для бега трусцой
13. Два комплекта электрического, рабочего и технического обслуживания на английском языке.
14. Следующие расходные материалы для машинного чертежа будут предоставлены Продавцом.
a) Стопорный винт штампа
b) Стопорный винт пуансона
c) Стр.К.О. Рычаг
d) Усилитель пробойника для всех станций
e) Чертеж кулачка обрезки
f) K.O. Чертеж стержня
g) Все чертежи предохранительных болтов
h) Чертеж храпового колеса
i) Чертеж передаточного рычага
j) Чертеж правильных валков
k) Полный набор электрических чертежей
l) Чертежи штампов и штампов
136S Изготовитель специальных деталей для болтов
Ковочные станки — обзор
2.4 Измерение и контроль технического состояния станков и кузнечного оборудования
В настоящее время КМТ все чаще применяется для анализа и коррекции формы после установки инструмента на кузнечный агрегат, а также для оценки технического состояния кузнечных машин и устройств.На большинстве кузнечных заводов проверки машин выполняются в соответствии с конкретным графиком проверки. Каждой машине назначена определенная периодичность проверки, например дважды в год. Более того, графики проверок создаются таким образом, чтобы не нарушать производственные графики. В случае ковочных прессов очень важно точно измерить такие элементы, как: столы, направляющие, направляющие и т. Д., Что трудно выполнить традиционными методами из-за их большого размера и массы.Использование для этой цели современных устройств, таких как мобильная измерительная рука, позволяет проводить такие измерения непосредственно в производственном цехе, без необходимости разборки. Такие решения сокращают время проверки, и, таким образом, данная машина может вернуться к работе намного раньше, тогда как в случае обнаружения неисправности необходимые ремонтные работы могут быть выполнены немедленно [5,6,7,20, 38,45].
Фиг. 14 и 15 представлены изображения отдельных элементов кривошипного пресса Massey 25MN, которые подверглись капитальному ремонту.Последняя заключалась в замене ползуна, коленчатого вала ползуна, подшипника и нижней пластины ползуна на новые элементы, а также в регенерации верхнего соединителя и рабочего клинового стола пресса.
Рис. 14. (а) вид на верхнюю часть пресса с шестерней на валу шестерни, (б) стол прессового клина — новый (после закалки) и (в) изношенный эксцентриковый вал и новый вал перед финишная обработка эксцентриковым подшипником.
Рис. 15. (a) Нижний соединительный элемент — после регенерации, (b) задняя задвижка со смазочными каналами — новый, (c) нижняя скользящая пластина — новая, и (d) нижний скользящий соединитель — после регенерации.
На рис. 14 изображены чугунный корпус отремонтированного пресса, столешница и коленчатый вал, а на рис. 15 — элементы соединителя. Последний устанавливается между валом и ползуном. Он включает подшипник вала из бронзы (рис. 15в).
Масса пресса в сборе 171 тонна. Все элементы были измерены перед их сборкой, с целью сверки с эксплуатационной документацией и рабочими чертежами. Далее, после сборки, этих элементов были произведены контрольные замеры.Заключительный этап включал в себя приемочные испытания, а также измерения, связанные, в основном, с плоскостностью и параллельностью стола, прямолинейностью направляющих и салазок пресса (те элементы, которые можно было измерить), а также анализ деформаций. колонн корпуса пресса при ковке (рис. 16).
Рис. 16. Приемные измерения: (а) прямолинейность направляющих скольжения, (б) анализ плоскостности стола, (в) измерения деформаций корпуса пресса с использованием измерительной системы и тензодатчиков.
Для этого использовалась измерительная рука, интегрированная со сканером, а также измерительно-контрольная система, оснащенная компьютером реального времени (Compact Rio) с преобразователями сигналов и комплектом кондиционеров, а также специально смонтированными тензометрическими мостами. на колоннах в рабочей зоне.
Контрольно-измерительные системы, которые все чаще используются в кузнечных агрегатах, обеспечивают возможность непрерывного мониторинга выбранных параметров промышленных производственных процессов (измерение, архивирование и расширенный анализ коррелированных величин).Их основная цель — глубокий анализ процессов промышленной ковки (силы ковки, распределение деформации, температура инструментов и преформ), которые улучшают работу прессов и срок службы инструментов).