
Как заточить сверло правильно в домашних условиях + Видео и Фото
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным. Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно. Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла. В этой статье будет рассказано, как заточить сверло спиральное, а также сверло с твердыми напайками для сверления бетона.

Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
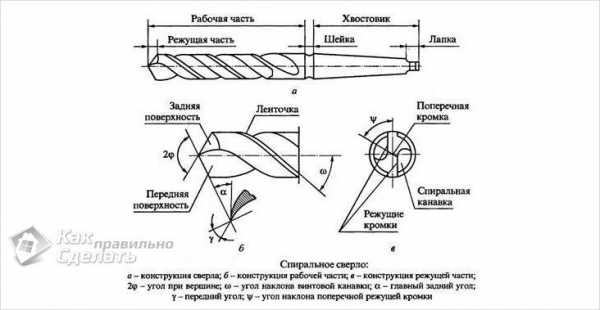
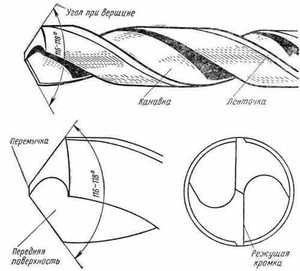
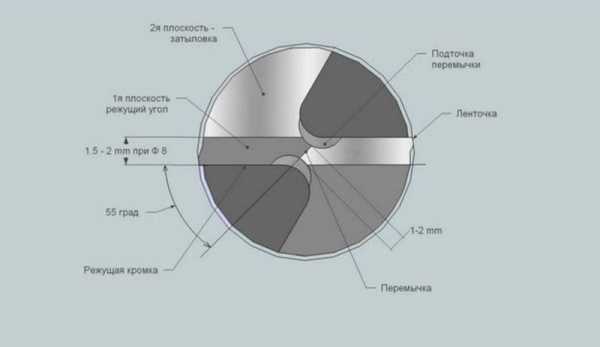
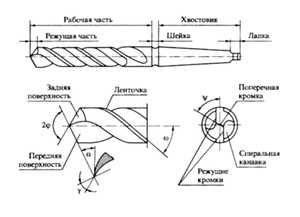
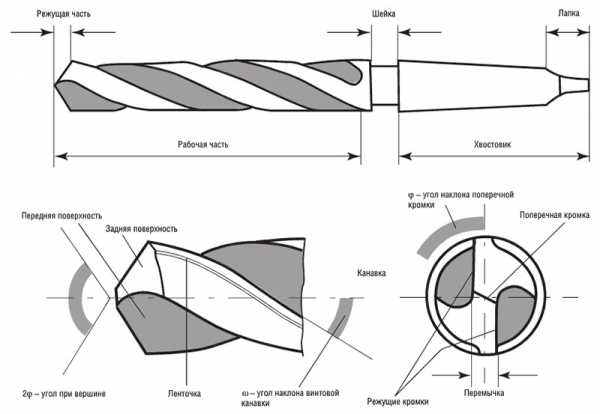 Основные составные части спирального сверла.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.

Подводи сверло режущей кромкой к шлифовальному кругу.

Покачиваем сверло в низ, а потом опять вверх.
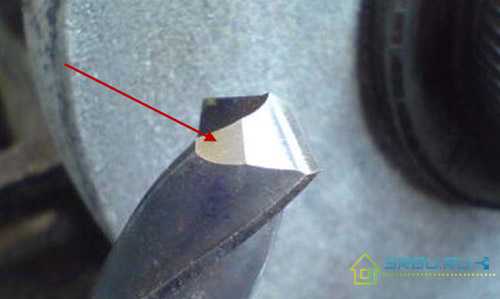
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:

Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео: Ручная заточка спиральных сверл. Часть — 1.
Видео: Заточка спиральных сверл. Часть — 2.
Видео: Стачивание перемычки ребра сверла. Часть — 3.
Видео: Заточка сверл — приложение.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится. До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:

Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.

Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения. Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Видео: Заточка буров для перфоратора. Часть — 1.
Видео: Заточка буров для перфоратора. Часть — 2.
Вам будет интересно
srbu.ru
Способы заточки спиральных сверл
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
|
Обрабатываемый материал |
Угол заточки сверла в ° |
|
Конструкционная сталь Нержавеющая сталь Чугун Сталь закаленная Алюминий Сплавы на основе магния Силумин Медь электролитическая Бронза и латунь Пластические массы Органическое стекло Целлулоид, эбонит |
116-118 120 118 125 130-140 110-120 90-100 125 130-140 50-60 70 80-90 |
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными. При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки. Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
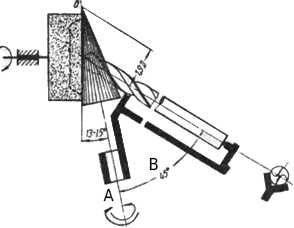
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.

Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
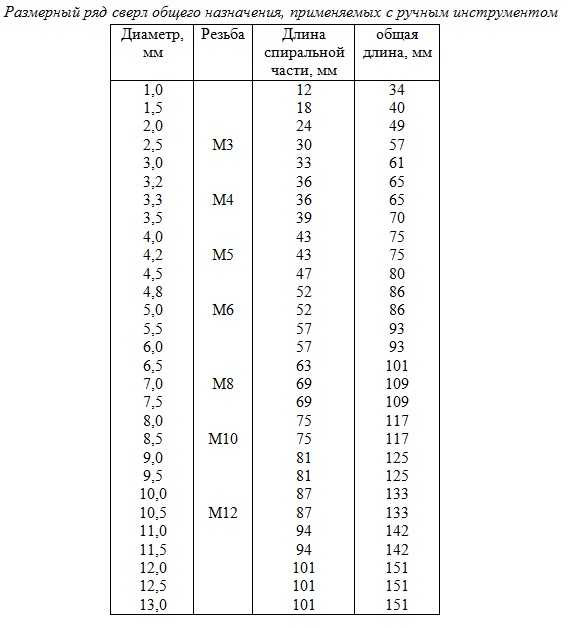
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
www.aist-tools.ru
Как правильно заточить сверло по металлу
Самостоятельная заточка сверла по металлу
Арсенал любого мастера, как начинающего, так и опытного профессионала, включает в себя сверла. Острота режущей части со временем снижается, а сверло изнашивается и затупляется. Когда требуется проделать отверстия в металлических изделиях, становится очевидным, что использовать такой инструмент не только неудобно, но даже опасно. Поэтому так важно вовремя восстанавливать геометрию буравчика и понимать, как заточить сверло по металлу в домашних условиях.
Чтобы режущие приспособления хорошо функционировали, каждый мастер обязать изучить информацию о правильной заточке сверла. Работа этого режущего инструмента заключается во вращательных движениях при осевой подаче. С его помощью возможно просверлить как сквозные отверстия в металле, так и уже существующие. Диаметр и глубина отверстий могут сильно различаться в зависимости от размеров самого сверла и угла его наклона.
Виды сверл:
Плоские. С их помощью можно проделывать глубокие отверстия большого диаметра.

Спиралевидные.

Центровые. Применяются для центровки элементов. Кольцевые.

Абсолютно все приспособления со временем притупляются и теряют остроту, что мешает работе. Но как понять новичку или еще неопытному мастеру, что уже необходимо производить заточку? Рассмотрим ряд признаков, которые свидетельствуют о том, что сверло стоит срочно наточить:
Появление неприятного гула и резкого скрипа говорит об изношенности режущего приспособления.
Кромки быстро нагреваются во время работы сверла, не происходит отвод тепла от режущего уголка. Уголок в свою очередь затупляется, теряя остроту и становясь закругленным. После чего истираются грани и кромки, что способствует перегреву инструмента.
Отверстия в металле становятся недостаточно глубокими, нечеткими, снижается их качество. Металлическая стружка при этом выходит неправильно.
Оборудование
Заточка должна выполняться на специализированном оборудовании с соблюдением техники безопасности. Чтобы не навредить себе, следует помнить о нескольких нюансах:
Защита глаз. Наличие емкости с жидкостью для охлаждения инструмента.
Научиться работать в точильными агрегатами просто необходимо, ведь проводить эти работы следует регулярно. На видео ниже показано правильное использование подобного оборудования. Для бытовых целей можно пользоваться простыми станками:
- Устройство с точильным камнем.
- Электрический точильный станок.
- Электрическая дрель. Болгарка. Используется в том случае, если нет жестких требований к углу заточки.
- Точильная насадка на дрель.
Все эти станки отличаются высокой производительностью, точностью заточки и простой технологией применения. Они просты в использовании и оснащены комфортной системой управления, благодаря которой вы имеете возможность отслеживать скорость заточки. Дополнительными преимуществами считаются доступная цена и небольшие габариты.
Особенности заточки сверл спирального типа
После того, как вы определили, что сверло изношено и нуждается в оперативной наточке, скрипит и сильно нагревается, необходимо приобрести набор специальных инструментов. О том, как правильно заточить сверло по металлу в домашних условиях, можно узнать из видео мастер-класса ниже. Кроме того, важно ознакомиться с параметрами, напрямую влияющими на процесс заточки, ведь контроль угла на глаз недопустим: Передний угол между сверлом и режущей частью в основании. Желательный наклон угла режущей части – 20 градусов. Задний угол аналогичный переднему, но на задней части. Значение наклона заднего угла – 10 градусов. Угол при вершине приспособления. Он одинаков во всех сверлах, имеет постоянное значение 118 градусов.
Виды заточки сверл:
- Конический. Предназначен для сверл с диаметром от 3 мм. При этом изделие необходимо удерживать двумя руками (одной за рабочую режущую часть, а другой за хвостовую), прижимается к рабочей шлифовальной поверхности, сопровождаясь легким покачиванием инструмента. Движение должны быть плавными и не сильно быстрыми, сверло затачивается неотрывно от камня на станке.
- Одноплоскостной. Это один из видов ручной заточки, подходит для сверл с диаметром до 3 мм, задний угол наклона при заточке может составлять от 28 до 30 градусов. Сверло необходимо приставить к кругу точильного приспособления, при этом следить за тем, чтобы режущая сторона была параллельно кругу.
- Ручной способ заточки. Чтобы произвести работы самостоятельно, используя наждачные приспособления, стоит придерживаться инструкции.
1 метод: Берем сверло левой рукой за рабочую сторону, а правой – захватываем хвостовую. Так удобнее производить заточку инструмента в упрощенном виде. Заднюю часть буравчика прижимаем к рабочей поверхности точильного аппарата, плавными и медленными движениями аккуратно покачиваем рукой, раскачивая при этом сверло. Движения должны быть мягкими и непрерывными в направлении от режущей кромки, буравчик нельзя отрывать от камня на станке. Задняя часть торца должна приобрести конусообразную форму. Аналогичные действия производим и со вторым зубом. В процессе работы нельзя забывать об охлаждении инструмента, помещая сверло периодически в емкость с холодной жидкостью (вода, масляный раствор или смесь воды и соды).
2 метод: Сверло берем аналогичным образом, как и в первом способе заточки. Буравчик со стороны режущей кромки прижимаем к плоскости шлифовального круга и медленно вращаем по кругу вокруг своей оси. Движения также должны быть непрерывными, не отрываясь от точильного аппарата. Получаем хвостовую часть конусообразной формы. При этом должна быть видна симметричность кромок относительно центральной оси вращения. Необходимо, чтобы они имели одинаковую длину и были ровными. В некоторых случаях после того, как была произведена заточка сверл, необходимо произвести доводку. Это позволит вам устранить все зазубрины и неровности, а также сделать все кромки максимально гладкими и однородными, подточив сверло.
Советы новичкам
Если вы проводите заточку буравчиков для металла впервые, вам следует знать о некоторых важных моментах:
- Если у вас плохое зрение, специалисты рекомендуют надевать очки с большими диоптриями и устанавливать яркую подсветку в рабочей зоне. Существует также специальный точильный станок для людей с плохим зрением.
- Используйте болгарку только в крайних случаях, так как ее положение нельзя зафиксировать, что может стать причиной неприятных ситуаций и травм у новичков.
- Старайтесь не производить заточку всухую, используйте охлаждающую жидкость для предотвращения перегрева станка и инструмента. Иначе сверло может быстро нагреться при высокой интенсивности вращения.
- Не забывайте также убирать периодически слой металлической стружки.
- Заточку сверл возможно произвести и дома самостоятельно, если подробно изучить все правила работы с приборами и учесть нюансы самой техники заточки. Не пренебрегайте также мерами предосторожности и используйте средства защиты, чтобы избежать неприятных последствий.
Смотрите видео:
coollifehack.ru
Как правильно заточить сверло — особенности заточки сверла
Нередко в хозяйстве используется такой электроприбор, как дрель. Каждый хозяин знает, каким надежным помощником является этот электроинструмент. В необходимых местах он с легкостью высверливает отверстия разных диаметров. Это возможно только благодаря сверлам. В ходе работы сверла могут нуждаться в заточке. Некоторые решают попросту их заменить, купив новые. Но в большинстве случаев старые сверла можно вернуть к жизни. В этой статья мы расскажем, как правильно заточить сверло. Рассмотрим отличия заточки сверл по дереву, металлу и бетону.
Что необходимо для заточки сверла в домашних условиях
Неважно для каких материалов используется сверло, необходимо заранее подготовить следующий инструмент и материал:
- Защитные очки.
- Емкость для воды.
- Сверло.
- Точильный круг или заточный станок.
 Заточной станок
Заточной станок
В большинстве случаев в домашних условиях используются сверла до Ø16 мм. Поэтому особых трудностей при заточке таких сверл у вас возникнуть не должно. Самое главное, понимать принцип этого процесса.
Заточка сверла спирального типа
Что касается сверл по дереву, то их затачивать нужно крайне редко. Этого нельзя сказать про сверла по металлу. Такое сверло всегда должно быть острым. Как узнать, что сверло нуждается в заточке? При начале сверления оно издает характерный скрип. Изношенное сверло быстро нагревает изделие, соответственно, еще больше стирается. Как правило, сверла точатся на специальных станках, в домашних условиях можно использовать небольшой точильный станок с камнем. Итак, как же правильно заточить сверло по металлу? Метод и вид заточки напрямую будет зависеть от необходимой формы задней поверхности сверла. Например, она может быть:
- Одноплоскостная.
- Двухплоскостная.
- Коническая.
- Цилиндрическая.
- Винтовая.
 Спиральное сверло
Спиральное сверло
В любом случае заточка сверла выполняется по задней грани. Два зуба точатся одинаково. Если вы решили сделать это вручную, то будет достаточно неудобно. Более того, вручную будет крайне сложно выдержать необходимую форму задней грани и угол.
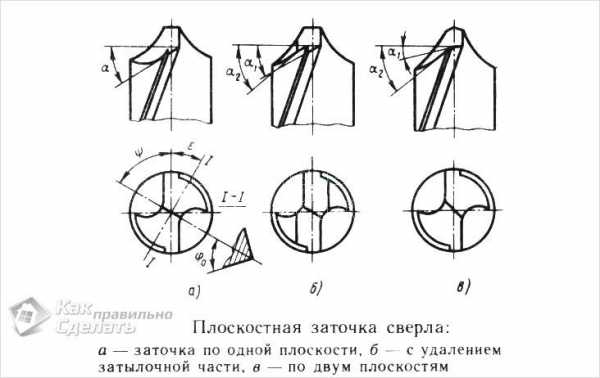 Плоскостная заточка сверла
Плоскостная заточка сверла
Одноплоскостная заточка характеризуется так, потому что задняя часть пера имеет одну плоскость. Задний угол имеет в среднем 28–30°. При заточке сверло необходимо приставить к кругу таким образом, чтобы режущая его часть шла параллельно кругу. При этом сверло нельзя вращать и перемещать. Этот метод ручной заточки имеет один недостаток, выкрашивается режущая кромка сверла. Но, в то же время для сверла Ø3 мм это самый простой метод ручной заточки.
 Конический способ
Конический способ
Если же вы хотите заточить сверло больше Ø3 мм, то выбирается конический метод. Хотя заточить по данному методу сложно, но это возможно. Правой рукой следует взять сверло за хвостик, а левой за рабочую часть ближе к заборному конусу. К торцу шлифовального камня сверло прижимается режущей кромкой и поверхностью задней части. Правой рукой необходимо слегка покачивать, тем самым будет образовываться на гранях коническая поверхность. Движения руки должны быть плавными и медленными, руки отрывать от камня нельзя. Чтобы заточить второе перо, процедуру повторяют.
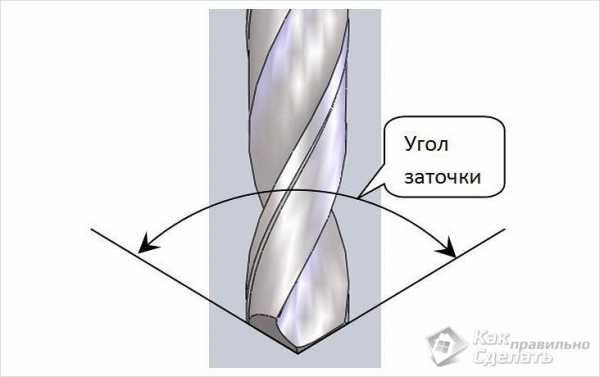 Схема угла заточки сверла
Схема угла заточки сверла
В процессе заточки желательно сохранить заводскую форму сверла задней его части, это позволит сохранить нужный задний угол.
Какова же цель такой подточки? Ресурс сверла увеличивается за счет уменьшения переднего угла, а угол режущей кромки увеличивается, соответственно, все это увеличивает стойкость сверла к выкрашиванию. Ширина поперечной кромки автоматически станет меньшей. Эта кромка не сверлит металл, а только его скоблит в центральной части. При возможности можно выполнить доводку сверла. Под этим процессом подразумевается удаление зазубрин после заточки. Так, сверла прослужат намного дольше. Для этого процесса можно использовать шлифовальные камни, выполненные из карбида кремния зеленого на бакелитовой связке по твердости М3-СМ1, по зернистости 5–6, марка камня 63С. Кроме этого можно взять шлифовальный круг из эльбора ЛО на бакелитовой связке зернистостью 6–8.
Как затачивается победитовое сверло
 Острое победитовое сверло
Острое победитовое сверло
Как правило, победитовое сверло по бетону используют. Оно также может нуждаться в заточке. В процессе сверления тупое сверло будет сильно нагреваться, соответственно, может издавать характерный визжащий звук. Если вы хотите сэкономить на покупке нового, тогда можно попробовать заточить сверло самостоятельно. Для этого достаточно подготовить:
- Точильный станок с алмазным кругом.
- Охлаждающую жидкость.
Если напайка на режущей части сверла имеет высоту 10 мм, то заточить победитовое сверло можно.
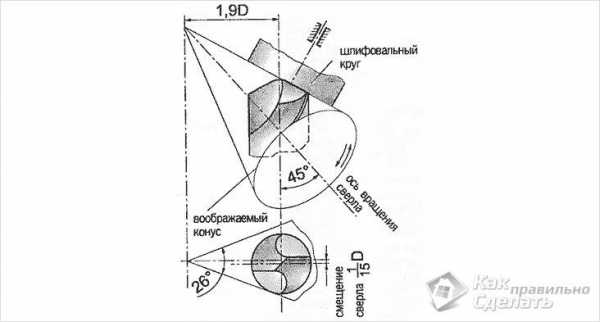
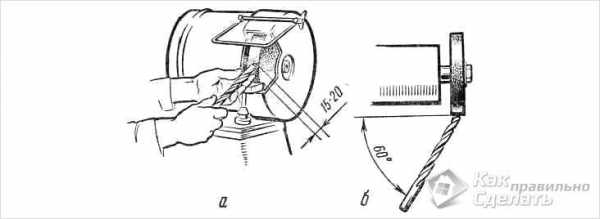 Схема заточки победитового сверла
Схема заточки победитового сверла
Важно учитывать один известный факт, чем тверже материал, тем меньше должна быть скорость заточки. На победитовом сверле необходимо только подправить слизавшиеся кромки, поэтому его заточка будет быстрой. В процессе важно не спешить, иначе есть риск слизать лишнюю поверхность сверла. Заточить необходимо переднюю поверхность сверла. В том случае, когда напайка уже сточена до основания сверла, то потребуется подточка. Чтобы толщина центра напайки оказалась меньшей, одновременно необходимо подтачивать переднюю поверхность. После заточки обе режущие стороны должны быть одинакового размера, иначе отверстия получатся неровными и увеличенными. В процессе заточки победитового сверла важно выдерживать угол 170°, это особенно необходимо, если материал достаточно твердый.
 Победитовое сверло
Победитовое сверло
Не допускается в процессе заточки сверла допускать его перегрев. На нем могут отслаиваться твердосплавные пластины и трескаться поверхность. Поэтому в процессе следует время от времени охлаждать сверло в воде или масле.
Итак, мы рассмотрели основные принципы заточки сверл по дереву, бетону и металлу. Можно делиться своими комментариями!
Видео
Посмотрев следующие видеоматериалы, вы научитесь затачивать спиральные сверла. В этом видеоуроке в четырех частях подробно рассказывается о технологии заточки.
Обработка задней поверхности сверла:
Стачивание перемычки сверла:
Технология заточки сверл малого диаметра, твердоплавных сверл и других:
kakpravilnosdelat.ru
как правильно заточить своими руками, особенности эксплуатации, техника безопасности
Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Износ сверла
 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Для того чтобы продлить сверлильному инструменту срок эксплуатации и вернуть правильную геометрическую поверхность, выполняется такая процедура, как его заточка. Любой мастер, который часто работает с дрелью, должен знать, как правильно затачивать сверла по металлу.
Техника безопасности
Описанные ниже работы являются травмоопасными, поэтому требуется соблюдать определенный свод правил:
- Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
- Перед включением станка нужно убедиться в надежной фиксации наждачного круга.
- Заточку нельзя проводить на весу, нужно опирать инструмент на подручник.
- В случае переломов сверла, оно может разлететься на мелкие осколки, помимо этого в процессе работ производится много абразивной пыли и высекаются снопы искр. Учитывая это, все работы следует проводить в защитных очках и маске.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Как видно, чем мягче материал, в котором требуется просверливать отверстие, тем тупее должен быть угол. Так, для нержавеющей стали достаточно — 118°, а для более мягких металлов угол достигает — 140°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
В процессе заточки следует стараться выдержать изначальную заводскую поверхность задней части, чтобы она сохранила заданные ей углы. После заточки желательно провести доводку, что позволит сгладить поверхность и убрать мелкие зазубрины.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.

Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Применение специальных приспособлений
Процесс заточки по указанной выше методике подходит для инструмента диаметром не более 10 мм. Для того чтобы качественно наточить сверла большего размера, особенно если они имеют сложную форму или дополнены специальными твердосплавными напайками, лучше применять станок со специальным приспособлением.
Использование данного оборудования позволяет контролировать угол заточки, а выполнение работ будет происходить максимально безопасно для мастера. Применение таких точильных станков рекомендуется для заточки инструментов, которые:
- Применяются для сверления глухих отверстий, для них характерно снижение усилия резки по оси.
- Характеризуются повышенной прочностью и качеством сплава.
- Применяются для проделывания очень глубоких отверстий.
- Отличаются незначительной величиной подточки.
 От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
Передвижения обрабатываемого инструмента выполняется за счет привода, соединенного с двигателем. После закрепления сверла в колонне, она сама подводится к кругу и все углы, которые требуется сформировать, будут выдержаны автоматически. Недостатком такого станка является то, что он имеет большие габариты и высокую стоимость, поэтому его приобретение нецелесообразно для домашнего применения.
Насадка на дрель
Одним из компактных приспособлений для наточки сверла является цилиндрический насадочный станок, который закрепляется на рабочем вале обычной дрели, от которого приводится во вращение точильного круга насадки. С другой стороны цилиндра находится специальная крышка с отверстиями различного диаметра, в которые устанавливается режущая часть нужного для заточки сверла.
Данная насадка проста в применении, обращение с ней не требует специальных навыков, а сверла, прошедшие заточку на ней, сохраняют все свои геометрические параметры.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
 Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
pochini.guru
Как заточить сверло по металлу правильно
Добавил(а): Ксения Зубкова 24 марта
Со временем сверло «вгрызается» в металл хуже. По этой причине его бросают в мусорное ведро и меняют на новое. Однако к проблеме можно подойти по-хозяйски: с помощью специальных приспособлений заточить затупившееся сверло и вернуть его в рабочее состояние. Причём снова сделать режущий инструмент острым можно в домашних условиях, не прибегая к «высоким технологиям».
Виды заточки
Заострить сверло, которое стало плохо погружаться в металл, можно по-разному. На это влияет сфера применения режущего инструмента и его диаметр. Исходя из этих критериев, заточка бывает одноплоскостной, конической и доводкой. Большинству мужчин, которые пользуются сверлом по металлу, привычнее выполнять одноплоскостную процедуру, считаемую наиболее простой. Но она, как и другие виды заточки, подходит не для каждого режущего инструмента.
Прибегать к одноплоскостной заточке следует в том случае, если диаметр затупившегося сверла составляет не более 3 мм. Правда, делая режущий инструмент острым таким способом, надо соблюдать предельную аккуратность, иначе ему грозит поверхностное разрушение. Чтобы одноплоскостная заточка прошла успешно, нужно приложить сверло к абразивному кругу и передвигать в одном направлении с его поверхностью.
Применять коническую процедуру полагается тогда, когда нужно придать остроты крупному изделию, предназначенному для резки металлических листов и деталей. Такая заточка предполагает, что сверло фиксируется двумя руками и обрабатывается последовательно. Затем с режущим инструментом проводят так называемую доводку. Её требуется выполнять после и одноплоскостной, и конической заточки. Доводка — это процедура, которая шлифует режущую кромку сверла так, чтобы не оставалось даже мелких зазубрин.
Углы, под которыми выполняется процедура
Затупившееся после интенсивной и длительной эксплуатации сверло принято затачивать под углом 1200. Это универсальный параметр заточки для любого материала, но он подходит только для изделий, имеющих диаметр менее 1, 2 см. А если этот размер составляет от 12 до 80 мм, то режущий инструмент обрабатывают под иным углом. Главное, выбрать его исходя из материала.
Выбирать угол надо ориентируясь на то, в каком металле необходимо просверлить дырки
Заточка сверла под углом, выбранным наугад, сделает его острым, но непременно испортит. Оно будет плохо просверливать отверстия и быстро нагреваться или ещё хуже — сломается во время использования.
Как наточить затупившееся сверло с помощью простых приспособлений
Вернуть режущему инструменту его свойства можно с помощью абразивного бруска. Им подтачивать сверло придётся вручную, аккуратно убирая лишний металл. Но на это дело уйдёт так много времени, что в следующий раз точно захочется сделать изделие острым любым приспособлением, но только не абразивным бруском.
Но понять, что представляет собою заточка абразивным бруском, никому не помешает. Чтобы узнать нюансы обработки режущего инструмента таким приспособлением, можно посмотреть следующее видео:
Электроточилом
Приспособление, которое работает от электросети и может подточить сверло, есть не у каждого. Но у него есть огромный плюс: в домашних условиях легче всего приспособиться обрабатывать затупившееся изделие именно электроточилом. Заточку этим инструментом полагается начинать с кромки, располагаемой в том же направлении, что и ось абразивного круга. Как долго снимать лишний металл со сверла, надо определять «на глазок». Заканчивать работу следует в тот момент, когда исчезнет тень от кромки на канавке.
В заточке сверла посредством электрического точила надо соблюдать определённую последовательность. Первым делом надо обрабатывать заднюю поверхность кромки, и только после этого приступать к снятию ненужного слоя со второго края затупившегося режущего инструмента. Обтачивая сверло по металлу точилом, следует придерживаться правил:
- обращать внимание на угол заточки изделия;
- следить, чтобы сверло было зафиксировано на оси вращения;
- наблюдать за процессом, дабы кромки получились одинаковой длины;
- излишки металла следует снимать постепенно, медленно расширяя зазор между шайбой точила и обрабатываемым изделием;
- завершая заточку, необходимо придать кромкам сверла форму конуса.
Заточить сверло электрическим приспособлением просто, но для этого потребуется напрягать зрение, не упуская из виду никакой мелочи. Дабы научиться правильно концентрировать внимание на процессе обработки, нужно потренироваться, возможно, приведя в негодность несколько изделий для сверления металла.
Видео о работе электрическим точилом
Обработка болгаркой
Заточка сверла угловой шлифовальной машиной предусматривает следующее: режущий инструмент фиксируется в тисках, выбирается угол крепления, затем на болгарку монтируется диск, который вращается и подводится к кромкам затупившегося изделия. Этот способ придания сверлу потерянной за годы эксплуатации остроты отличается большим количеством минусов:
- болгарку требуется ставить на ровную поверхность диском вниз и держать на своём месте, для чего необходимо заручиться чьей-то помощью или воспользоваться тисками, которыми выполняют работу столяра;
- шлифовальная машинка может испортить сверло, если будет зафиксирована ненадежно;
- во время заточки режущего инструмента болгаркой есть большой риск получить травму, так как сверло может случайно соскочить с вращающегося диска;
- затачивать болгаркой целесообразно лишь изделие, имеющее небольшой диаметр;
- шлифовальной машинкой невозможно произвести доводку, придающую режущему инструменту ровность и гладкость.
Роль подставки для режущего инструмента во время его заточки болгаркой должен выполнять край щитка, прикрывающего абразивный диск. Поворот заслона можно изменять. Приступая к обработке сверла, его требуется расположить так, чтобы на него было удобно ставить палец для опоры.
Видеоматериал о применении болгарки для заточки свёрл по металлу
Использование насадки дрели
Дрель крепится точно так же, как и болгарка, поэтому характеризуется аналогичными недостатками. К тому же к ним можно добавить и ещё один: сверло по металлу получится заточить только электрическим инструментом, имеющим кулачковый патрон, в который вместо сверла надо вставлять держатель диска от болгарки.
Дрель, которую планируется использовать для заточки сверла по металлу, рекомендуется оснастить шлифовальным диском с наклеенным на него отрезком наждачной бумаги. Желательно, чтобы основа, на которую приклеивается шероховатый материал, была очень твёрдой.
Если планируется заточить режущий инструмент ручной дрелью, то надо морально подготовиться к трудностям. Всё-таки у неё нет ничего, что можно сделать подставкой для сверла. Поэтому в качестве неё приходится использовать какой-нибудь подручный предмет.
В общем, приступая к шлифовке изделия дрелью, нужно найти две ровные поверхности. Одна из них станет площадкой закрепления самого прибора, а другая — подставкой для сверла. Обе поверхности, например, стол и ящик, надо разместить так, чтобы они находились на одной линии. Между ними полагается в вертикальном положении установить диск, вставленный в патрон ручной дрели.
Видео об обработке режущего инструмента дрелью
Особенности заточки различных видов свёрл
Сверло по металлу может быть победитовым, спиральным и ступенчатым. К заточке каждого предъявляются определённые требования. Но перед тем как выяснять, каким образом можно вернуть сверлу потерянные со временем свойства, следует осмотреть его и испытать в работе. Это позволит понять, действительно ли изделие нуждается в шлифовке. Признаками тупого режущего инструмента считаются его сильный нагрев, громкие звуки, раздающиеся во время его применения, и некачественное сверление. Правда, прибегать к заточке разумно не всегда. Сверло, длина режущей поверхности которого составляет более 1 см, лучше выбросить.
Как отшлифовать победитовое сверло?
Чтобы победитовое изделие для создания отверстий в металле снова хорошо вгрызалось в материал, требуется вооружиться не только инструментом для заточки, но и охлаждающей жидкостью. Простым наждачным камнем заточить сверло этого типа не выйдет, придётся вооружиться электрическим точилом.
Чтобы режущий инструмент стал сверлить металл так же эффективно, как раньше, на приспособлении, используемом для его заточки, следует уменьшить количество оборотов в секунду. Дело в том, что чем выше прочность материала, тем ниже должна быть скорость его обработки.
Победитовое сверло полагается шлифовать короткими касаниями к точилу. Процесс заточки этого изделия требует повышенного внимания, ведь кромки победитового сверла заостряются довольно быстро. Каждая режущая сторона инструмента должна быть заточена так, чтобы соответствовать по своим размерам другой стороне. Если это правило будет нарушено, то центр оси вращения сместится, и сверло будет проделывать в металле чересчур большие и кривые по краям дырочки.
Во время шлифовки режущего инструмента важно держать под контролем соотношение заднего и переднего углов режущей кромки. Необходимо смотреть и за тем, чтобы сверло не становилось горячим, поскольку это может привести к появлению трещин и сколов. Если вдруг изделие, обрабатываемое точилом или другим приспособлением, нагреется, то его необходимо опускать в специальную жидкость или простую воду. Но, видя, что наконечник покраснел и накалился, не стоит сразу охлаждать его, дабы не допустить повреждения. До погружения в воду сверло должно остыть под воздействием воздуха.
Каким образом затачивать спиральное изделие?
Чтобы вернуть остроту сверлу в виде спирали, нужно отшлифовать его задние грани. Во время этого процесса следует следить за тем, затачивается ли одно перо сверла так же, как другое. Делать это без специального агрегата очень сложно, тем более тому, кто не имеет опыта в заточке свёрл по металлу.
При заточке спирального сверла собственноручно вряд ли получится придать идеально правильную форму задним граням и заданному заднему углу. Поэтому шлифовать подобное изделие разумнее на специальном станке или приспособлении. Лишь бы в хозяйстве было обычное зубило, а у мужчины, которому требуется обработать затупившееся спиральное сверло, имелся опыт заточки режущих инструментов.
Как правильно обработать ступенчатое сверло?
Режущий инструмент по металлу, имеющий вид ступенек, затачивать в несколько раз труднее, чем спиральное сверло. Изделию с прямой канавкой для выведения стружки следует возвращать потерянную остроту по определённой схеме. По режущим краям ступенек со стороны жёлоба полагается проводить диском, совершая лёгкие касания.
При обработке ступенчатого сверла нельзя смещать угол, образующийся между поверхностью сзади ступеньки и канавкой. Ещё больше нюансов заточки у изделия, жёлоб которого спиральный. Технология его обработки ничем не отличается, но требует предельной аккуратности и большого опыта в шлифовке свёрл.
Галерея свёрл разного вида
Оценка качества шлифовки
Заточив сверло по металлу, надо обязательно проверить, всё ли сделано правильно. Контроль качества обработки режущего инструмента проверить легко. Нужно только осмотреть перемычку, расположенную по центру торца наконечника изделия, оценить длину режущих кромок и занижение.
Если заточка произведена без ошибок и не испортила сверло, то перемычка будет расположена по центру торца наконечника. При правильной реабилитации затупившегося инструмента его кромка будет находиться между наиболее глубокими точками желобов, через которые выводится металлическая стружка. Это значит, что края заточенного сверла должны быть короткими.
Далее требуется проверить длину режущих кромок — промежуток между перемычкой и краем сверла по линии края, осуществляющего разрез металла. Этот параметр можно измерить обычной линейкой или циркулем. Естественно, ни одна кромка не должна отличаться от другой. В противном случае придётся снова взять приспособление для заточки и обработать поверхность, оказавшуюся короткой.
Понять, есть ли у кромок сверла занижение, можно, если поставить его вертикально, чтобы наконечник указывал на пол, и упереть перемычку в какую-нибудь плоскую поверхность. Потом нужно бросить взгляд на заднюю поверхность, находясь при этом сбоку заточенного изделия. Если виднеющаяся кромка не поднимается постепенно вверх, то над режущей зоной сверла необходимо снова потрудиться.
Заточка свёрл, без сомнения, требует мастерства. Набить руку в этом деле можно. Надо только изучить все тонкости процесса и воочию увидеть, как выполняется шлифовка затупившихся режущих инструментов.
По образованию — филолог, пишу тексты более 5 лет. Оцените статью: Поделитесь с друзьями!prorab.guru
основные способы и правильный угол заточки, советы специалистов
Инструменты со временем приходят в негодность: тупятся, ломаются и трескаются. Устранить получается не все последствия использования, из-за чего приходится приобретать новые приспособления, но некоторые все же можно восстановить и дать им вторую жизнь. Особенно это касается свёрл, которые в процессе применения могут не только сломаться, но и затупиться.
Разновидности свёрл по металлу
 Проделать отверстие в цветных металлах, стали, чугуне сегодня получится без использования специального оборудования. Для подобных целей понадобится лишь качественная дрель и хорошие свёрла.
Проделать отверстие в цветных металлах, стали, чугуне сегодня получится без использования специального оборудования. Для подобных целей понадобится лишь качественная дрель и хорошие свёрла.
Этот вид изделий выпускают разных форм. Например, режущий инструмент в виде спирали, образуют которую несколько продольных канавок, выводящих стружку. Такое приспособление принято называть спиральным.
Сверло по металлу ещё может быть такого вида:
- корончатым;
- конусным.
Последний вид имеет коническую форму. Таким изделием сверлят отверстия различных диаметров в зависимости от конечной и начальной окружности конуса. Работать с первыми легче, ведь каждая ступень в них означает определённый диаметр, а при использовании последних придётся постоянно контролировать над процессом.
Корончатые свёрла лучше всего применять для высверливания углублений больших диаметров. Ещё они эффективны при многослойном сверлении сразу нескольких листов металла. Благодаря конструкции этих изделий, не нужно использовать более мощные инструменты, так как силы резания сохраняются небольшими.
Чтобы корончатое сверло прослужило как можно дольше, необходимо следить за отсутствием вибрации и охлаждением металла. Во время их покупки необходимо обращать внимание на инструменты с усиленными хвостовиками, не проскальзывающими в патроне.
В основном хвостовики выпускают в конической и цилиндрической формах. Шестигранники встречаются очень редко. Инструменты с цилиндрическим хвостовиком фиксируют в трехкулачковом патроне, поэтому их диаметр не превышает 12 мм.
Разумеется, промышленные изделия с коническим хвостовиком рассчитаны под сверлильные станки. Их максимальный размер может достигать 60 мм. Если не совпадает конус инструмента и шпинделя, то применяют переходную втулку.
Маркировка свёрл
 Свёрла маркируют специальными обозначениями. На них указывается чаще всего марка стали и диаметр. Правда, на слишком маленьких инструментах до 2 мм ничего не отмечают. Изделия толщиной более 3 мм несут ещё сведения о производителе и классе точности.
Свёрла маркируют специальными обозначениями. На них указывается чаще всего марка стали и диаметр. Правда, на слишком маленьких инструментах до 2 мм ничего не отмечают. Изделия толщиной более 3 мм несут ещё сведения о производителе и классе точности.
Когда сверло выполнено из быстрорежущей стали, то на нём стоит маркировка в виде буквы Р. Остальные цифры с буквами обозначают, сколько и какой компонент находится в сплаве.
Предположим, если на приспособлении указано К6 – это значит шесть частей кобальта. При выборе длинных изделий по металлу, следует обращать внимание именно на присутствие такого компонента, ведь он улучшает теплостойкость изделия.
Признаки тупого сверла по металлу
Большинство людей продолжают выполнять необходимые работы затупленным инструментом, пока оно не поломается. В результате им приходится его выкидывать и покупать новое.
Происходит это потому, что неопытные мастера просто не знают, как осуществляется заточка свёрл. Восстановить затупившийся инструмент получится даже самостоятельно, применяя инструменты, имеющиеся в любой мастерской.
Сверлить следует только заточенным изделием. В том случае, если при создании отверстия услышите скрип в месте, где соприкасается сверло с металлом, значит, оно затупилось.
В этом случае инструмент будет сильно тереться о сталь, прокручиваться и выделять тепло во время работы. Лучше не дожидаться, когда приспособление сломается, а перейти к заточке сверла по металлу своими руками.
Чем точить изделие в домашних условиях
Крупными свёрлами по металлу домашние мастера в быту обычно не пользуются, самые популярные размеры — 0,5—18 мм. Конечно, лучше всего работу по заточке таких инструментов выполнять на станке. Если такого оборудования нет, то подойдёт небольшой наждак, который есть у каждого в гараже.
Кроме этого, для заточки сверла по металлу можно использовать насадку на электродрель или болгарку. Но перед работой необходимо прочно зафиксировать электроинструмент на ровной поверхности. С их помощью получится сделать вращающийся наждачный камень либо заточный диск.
Можно сделать приспособление для заточки свёрл своими руками. Во время их обработки не стоит забывать о технике безопасности. Надо обязательно выполнять работу в защитных очках, чтобы избежать травм.
Более того, важно при заточке охлаждать изделие, иначе сталь утратит прочность, поэтому нужно периодически опускать инструмент в ёмкость с холодной жидкостью. Воду стоит разместить возле закреплённого электроинструмента или точильного станка.
Способы заточки свёрл по металлу
 Одноплоскостная обработка в домашних условиях. К такому варианту прибегают, когда требуется заострить изделия не более 3 мм.
Одноплоскостная обработка в домашних условиях. К такому варианту прибегают, когда требуется заострить изделия не более 3 мм.
Минусом этой заточки является то, что во время работы может произойти выкрашивание кромки. Эта методика нуждается в особой аккуратности. Суть её в том, что сверло прикладывается к кругу и передвигается параллельно рабочей поверхности.
Втулочная или двухплоскостная заточка
Этот вариант широко используется мастерами для заострения изделий. В таком случае применяют специальные втулки. Первым делом надо взять в левую руку сверло за рабочую поверхность, потом его следует подвести к заборному конусу, удерживая правой рукой приспособление за хвостик.
Режущая кромка изделия будет прижиматься к торцу точильного круга и в итоге сверло при помощи правой руки станет проворачиваться вокруг собственной оси. Таким способом заточится задняя поверхность инструмента.
Главное — сохранить при вращении инструмента правильный угол, образующийся между торцом шлифовального камня и его наклоном. Именно для этого и применяют специальные втулки, чтобы соблюдать угол заточки сверла по металлу.
Затачивание коническим способом
Когда приступают точить спиральные свёрла своими руками, сначала обрабатывают заднюю, а потом уже режущую часть. Работа выполняется следующим образом:
- В первую очередь поверхность приспособления необходимо прижать к шлифовальному кругу или камню так, чтобы не осталось никаких интервалов.
- При проведении заточки угол надо держать постоянно одинаковым.
- Необходимо обратить внимание на кончик изделия сбоку: если задняя поверхность обработана правильно, то будет виден ровный конус.
- Затем можно переходить к заострению режущей кромки своими руками, при этом строго соблюдая угол.
Использование насадок для заточки свёрл по металлу
Такой удобный метод предполагает применение специальных приспособлений для заострения изделий. К плюсам этого способа можно отнести простоту использования и универсальность. Это устройство обладает цилиндрической формой.
На нём находится, с одной стороны, присоединительный узел, с помощью которого насадка надевается на шпиндель дрели, а с другой — имеются выемки для установки свёрл определённой ширины. Для обработки необходимо изделие вставить в отверстие, после чего останется привести устройство в движение двигателем дрели и соблюдать угол заточки.
Доводка после заострения сверла
 Без чистовой обработки изделия не получится устранить шероховатости и добиться гладкой поверхности. Ко всему прочему, свёрла, подвергающиеся доводке, обретают износостойкость.
Без чистовой обработки изделия не получится устранить шероховатости и добиться гладкой поверхности. Ко всему прочему, свёрла, подвергающиеся доводке, обретают износостойкость.
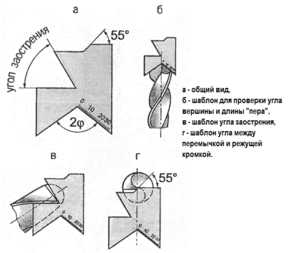
Желательно её выполнять точильными кругами, изготовленными из зелёного карбида кремния. Осуществляя доводку важно соблюдать симметричность осей. Чтобы не допустить ошибки, лучше проверить правильность заточки угла сверла шаблоном, который можно сделать самостоятельно из таких материалов:
- Алюминий.
- Медь.
- Сталь.
Листы из них должны иметь толщину примерно 1 мм. Наиболее долговечными получаются изделия из стали. Посредством шаблона удастся выяснить длину кромок для резки, а ещё угол между перемычкой и режущей частью. Его делать следует перед началом использования нового инструмента, чтобы перенести с последнего нужные углы.
Проще всего определить правильность подточки — осуществить пробное сверление. Когда режущие перья заточены неравномерно, у менее нагруженной части стружка из отверстия будет выходить в малом количестве. Иногда она вылетает лишь через одно углубление. Причём диаметр проделанной выемки может превышать толщину сверла.
После заточки сверла по металлу, необходимо обратить внимание на его симметричность. Чтобы удостовериться, насколько правильно проведена работа, понадобится обычная дрель. Таким инструментом сверлят пластик, а затем проверяют с какой стороны больше пойдёт стружки. Именно эту грань и надо будет доработать.
Правила хранения новых и заточенных изделий
В процессе переноски и хранения свёрл по металлу, необходимо следить, чтобы они не тёрлись друг о друга. Помните, что доставая приспособление из общей коробки, режущие рабочие кромки будут тупиться о соседние изделия.
Поэтому лучше сделать индивидуальные втулки или отверстия для хранения их в вертикальном положении. Вдобавок ко всему, рекомендуется подписать размеры, чтобы поиски сверла необходимого размера не занимали много времени. Безусловно, надо контролировать влажность в помещении, чтобы избежать коррозии изделий.
Рекомендации для заточки свёрл по металлу
Спиральные изделия следует обрабатывать по задним кромкам. Они должны получиться абсолютно одинаковыми после работы.
Причём делать это не так просто, особенно в ручном режиме, поскольку необходимо выдерживать определённую форму и угол инструмента во время заточки.
Прежде чем приступить к заострению режущего инструмента, желательно потренироваться сначала на нерабочих изделиях. Ещё стоит учитывать тот факт, что сверление выполняют именно боковые кромки приспособления.
Заточку проводят, чтобы вернуть заводскую форму режущей части изделия. При работе стоит придерживаться основного правила заострения инструментов с напайками из различных сплавов: чем тверже материал обрабатываемого сверла, тем ниже скорость заточки.
instrument.guru