
Самодельные приспособления для заточки сверл
Дрель – это, пожалуй, одно из наиболее распространенных как в быту, так и на производстве устройств механической обработки материалов, позволяющее быстро и аккуратно сделать отверстие в поверхности с самой разной структурой. Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло. Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала.
Угол наклона сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и целого ряда других условий, форма сверла может иметь самый разный вид. Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных между собой по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистые стали, сплавы из чугуна и твердой бронзы – от 116º до 118º;
- изделия из латуни, мягкой бронзы и меди – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для долгой и активной жизни сверла
Если исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Лучше час потерять, а потом за пять минут просверлить
Так как сверла считаются расходным материалом и на малых размерах имеют относительно невысокую стоимость, многие их просто выбрасывают, заменяя новыми. Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками. Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Способы достижения желаемого качества заточки
В принципе, имея определенные навыки, заточку можно осуществить и без вспомогательного инструмента. Главное при этом — соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура. Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно. К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.
К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.
При всем многообразии вариантов исполнения принцип работы всех устройств подобного типа основан на формировании жесткого шаблона или направляющей, вдоль которой затачиваемый инструмент подается к наждачному кругу в определенной плоскости.
Гайка, винтик, направленье – вот и все приспособленье
Пожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки. Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла. После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.
Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника. Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют точильный станок с наждачным кругом.
Метизов много не бывает: модернизация гаечного приспособления
Данную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.
Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость использования тисков и струбцины (главное при этом — не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно.
Деревянные направляющие для заточки сверл
Теперь рассмотрим, как сделать приспособление для заточки сверл из брусков или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию. Базовую часть приспособления изготавливают из ровной прямоугольной доски (толстой фанеры) с одной из сторон которой делают прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга. Затем из фанеры подготавливают накладку в виде прямоугольного треугольника или трапеции с наклоном стороны в основании 60º (от вершины — 30º), что гарантирует угол заточки в 120º. Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Готовая накладка при помощи саморезов прикрепляется к дальнему краю базовой доски острым углом в сторону наждачного круга. Заточка сверл по металлу приспособлением подобного типа требует его четкой фиксации вдоль внешней (широкой) поверхности абразива. Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив. Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, представляет собой деревянную вертикальную стойку с полыми металлическими втулками различного диаметра, которые размещены в бруске под необходимым для заточки углом. В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства обеспечивают приемлемый, но, увы, неидеальный результат. Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.
Одним из таких механизмов является приспособление для заточки сверл drill grinde, которое дает возможность вернуть остроту спиральным бурам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковок).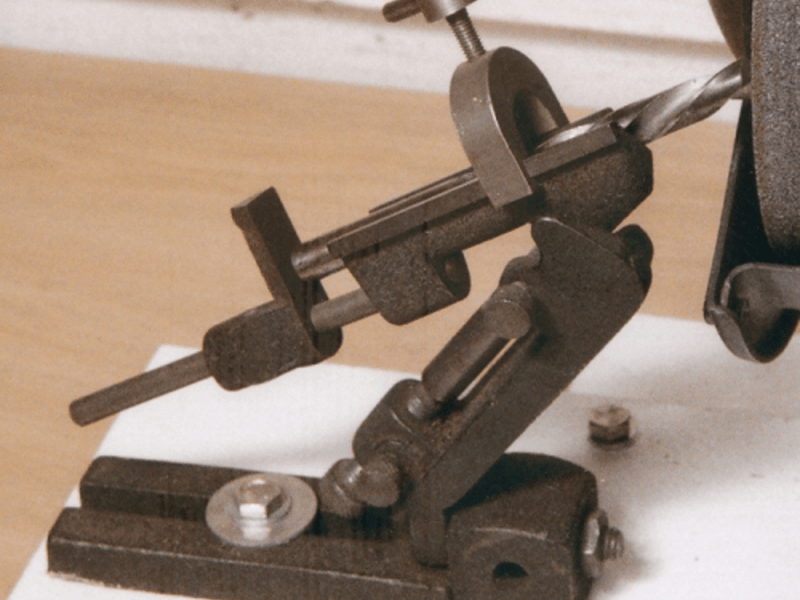 Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
Заточка сверла по металлу: технология и особенности
Заточка сверла по металлу может осуществляться без обращения к мастеру. Общеизвестно, что при эксплуатации сверлильный инструмент тупеет. Чем больше он используется, тем скорее происходит его деформация.
Как определить, что инструмент затупился
Множество людей не обращают внимание на признаки, указывающие на необходимость заточки сверла своими руками. Они эксплуатируют инструмент, пока он до конца не сломается, после чего покупают другой. Обусловлено это чаще всего непониманием, как правильно затачивать сверло по металлу. Необходимо помнить, что затачивание возможно осуществить собственноручно, в бытовых условиях. Потребуется особый инструментарий.
Сделать отверстие в стали возможно, если инструмент хорошо заточен. Если при сверлении участок, в котором сверлильное приспособление касается детали, заскрипит, значит, инструмент затупился. Он станет прокручиваться, тереться о сталь. Кроме того, тепловыделение значительно увеличится.
Если при сверлении участок, в котором сверлильное приспособление касается детали, заскрипит, значит, инструмент затупился. Он станет прокручиваться, тереться о сталь. Кроме того, тепловыделение значительно увеличится.
Специалисты обычно применяют маленькие инструменты, радиус которых меньше восьми миллиметров. Для затачивания тупых сверл в домашних условиях возможно применять:
- затачивающее устройство с абразивным кругом;
- шлифовальный прибор;
- электродрель с соответствующей насадкой.
Можете применять любой иной аппарат, на который можно поставить особый камень и обеспечить его кручение. Быстрота вращения должна превышать восемьсот оборотов в минуту.
Подготовка
Перед тем как начать затачивание, наденьте очки, перчатки, приготовьте емкость с жидкостью. Мельчайшие частички и искорки станут лететь от затачивающего устройства в разных направлениях. Если не прикрыть руки, голову, они способны травмировать кожный покров. В особенности сильно пострадают органы зрения.
Емкость с водой предназначена для охлаждения инструмента. При затачивании он станет греться от трения о крутящуюся поверхность абразива. Если инструмент не охлаждать, он подвергнется перегреву, поломается.
Процедура затачивания
Как заточить сверло по металлу? Это не слишком сложно. Требуется четко следовать алгоритму, по которому выполняется процедура. Прежде всего, определитесь, какой вид заточки сверла избрать. Выбор зависит от формы, которая должна быть у режущих частей инструмента.
Чтобы удостовериться, что приспособление заточено верно, посмотрите на него. Если вы все выполнили грамотно, то:
- режущие части располагают идентичной длиной касательно оси сверла;
- углы заострения элементов не отличаются друг от друга.
Сверла заточка должна начинаться с основания инструмента, расположенного сзади. Необходимо не отклоняться от угла, заданного вначале.
Далее нужно заточить режущую часть. Существуют различные методы, по которым можно точить сверла. Старайтесь, чтобы все части обладали одной и той же формой.
Если вы осуществляете затачивание в одной плоскости, то обработка заднего основания выполняется под углом в двадцать восемь – тридцать градусов. Это несложный метод, который применяется для инструментов малой толщины (радиус не более полутора миллиметров).
Приспособление нужно приложить под определенным углом затачивания к абразивному элементу. Не допускайте переворачивания, перемещения инструмента. Это спровоцирует рассыпание режущих частей, в особенности тогда, когда металл имеет невысокое качество.
Режущие элементы инструментов с большим радиусом должны точиться конически. Данный метод труднее предыдущего. Если вы неуверены, что правильно выполните процедуру, потренируйтесь на детали, которая вам не нужна, прежде чем браться за затачивание.
Данный метод труднее предыдущего. Если вы неуверены, что правильно выполните процедуру, потренируйтесь на детали, которая вам не нужна, прежде чем браться за затачивание.
Как правильно заточить сверло конически? Левой рукой возьмитесь за основной, а правой – за хвостовой участок. Основание должно находиться около заборного конуса. В противном случае затачивание пройдет неправильно. Правой рукой выполните покачивание инструмента. Сзади сформируется основание в форме конуса. Аналогичную процедуру нужно провести для другой части инструмента. Контролируйте, чтобы перо не отходило от абразивного элемента ни на секунду.
Особенности
Как правильно заточить сверло по металлу? Обеспечьте сохранение первоначальной формы задней части сверлильного приспособления. Подобный прием позволит точно выдержать установленные углы заточки сверла. Конически вы сумеете наточить собственноручно инструменты радиусом до пяти миллиметров. Как затачивать сверла большего размера? Точите основные части каждого пера по отдельности.
Как затачивать сверла большего размера? Точите основные части каждого пера по отдельности.
При затачивании происходит уменьшение передних и задних углов инструмента, угол режущей кромки увеличивается. Это обеспечивает продление эксплуатационного периода, уменьшение ширины поперечной кромки.
При использовании конического способа затачивания перо становится прочнее. В производственных условиях часто осуществляют доводку, предоставляющую возможность устранить мельчайшие неровности, остающиеся после заточки сверла по металлу своими руками.
Применение шаблона для установления угла
Как самому заточить сверло? Это было написано выше. Для исключения ошибок нужно выполнять проверку правильности затачивания специальным приспособлением – шаблоном.Шаблон возможно сделать из листа металла (медь, алюминий, сталь), имеющего толщину примерно один миллиметр. Желательно использовать листы из стали, потому как они служат дольше прочих. Посредством шаблона вычислите угол заточки сверла по дереву/металлу при вершине, размер режущих частей, угол промеж перемычки и кромки. Вместо заднего угла, вычислить который достаточно трудно, необходимо замерить угол заострения.
Вместо заднего угла, вычислить который достаточно трудно, необходимо замерить угол заострения.
Если длины режущих частей и угол их наклона к оси инструмента будут неравномерны, нагрузка станет распределяться неправильно. В результате эксплуатационный период сократится ввиду изнашивания режущих частей, постоянно пребывающих в состоянии перегрузки.
Различия в нагрузке на части инструмента провоцируют его биение при обработке детали. Из-за этого радиус отверстия получается больше чем нужно. Определить правильность затачивания проще всего, попробовав сделать отверстие посредством сверлильного приспособления. Если стружка вылетает неравномерно, значит, заточка сверла по дереву/металлу осуществлена неверно.
Точильное устройство
Точильный агрегат возможно сделать собственноручно. Он заключает в себе большое основание и маленькую часть с отверстиями для сверлильных приспособлений разного размера. Прибор не может предназначаться для затачивания какого-то одного инструмента. Он должен предоставлять возможность обрабатывать инструменты, имеющие различный диаметр и длину.
Основание устройства, посредством которого осуществляется заточка спиральных сверл, может быть сделано из выструганных реек толщиной 3-4 сантиметра. К ним под углом 32 градуса нужно приделать деревянную планку, имеющую боковой скос под углом 27 градусов. Данная планка предназначается для правильной ориентации державки со сверлом относительно шлифовального элемента. Державку можете изготовить из бруска, имеющего скос под углом 62 градуса.
Вы уже знаете, как заточить сверло по дереву/металлу. Это не слишком трудно. Потребуется проявить сосредоточенность, быть терпеливым и упорным, аккуратным. Лишь в этом случае вы сможете выдержать необходимый угол заточки сверла по металлу. Если сомневаетесь в собственных силах, обратитесь к квалифицированному специалисту. Однако помните об одном из главных плюсов собственноручного затачивания – экономия денежных средств.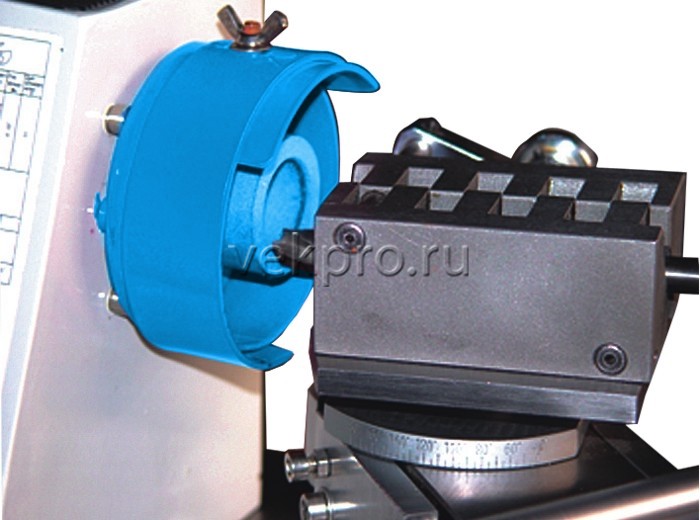 Мастер не будет бесплатно точить ваш инструмент. Исключение составляют случаи, когда специалист – ваш знакомый. Также вы можете посмотреть видео заточки сверла по металлу. В настоящее время на просторах интернета можно без труда найти и скачать подобные видеоролики, в которых доступно объясняется процесс затачивания сверлильного приспособления.
Мастер не будет бесплатно точить ваш инструмент. Исключение составляют случаи, когда специалист – ваш знакомый. Также вы можете посмотреть видео заточки сверла по металлу. В настоящее время на просторах интернета можно без труда найти и скачать подобные видеоролики, в которых доступно объясняется процесс затачивания сверлильного приспособления.
Как моментально заточить свёрла для дрели самому: полезные советы
Свёрла могут быть самыми разными, однако, чаще всего мастера отдают предпочтение тем, которые могут помочь в работе даже с самыми прочными материалами. Понять, что им нужна заточка, может каждый. Для этого достаточно начать процесс работы.
Содержание статьи
Как понять, что сверлу нужна заточка
Если сверло стало слишком тупым, то это будет видно хотя бы по результату: сделать отверстие не удастся. Несмотря на тот факт, что все современные свёрла производят из особых сортов стали, а также подвергают такой процедуре, как закалка, со временем они всё равно становятся тупыми.
ВАЖНО! Ответственный мастер всегда обращает внимание на состояние инструмента ещё до того, как начнёт работу. Если оно кажется слишком тупым, то это не повод выбрасывать его, ведь восстановить работоспособность по силам каждому своими руками. Нужно воспользоваться простейшим точильным станком, который также называют электрическим наждаком. Это устройство позволит исправить положение и решить все проблемы максимально быстро.
Также нужно учитывать то, что заточка может иметь разные размеры и зависит как от технических характеристик изделия (диаметр), так и от особенностей его использования. К примеру, некоторые варианты нужны для работы с мягкими металлами, а другие нужны для работы с твёрдыми металлами. Вполне закономерно, что они могут сильно отличаться друг от друга, что также нужно учитывать перед тем, как начинать точить.
Подводя итог, можно сказать, что понять о необходимости заточки может даже тот, кто не имеет большого опыта. Это посильная задача даже для тех, кто берёт в руки дрель впервые.
Обычно необходимость точить сверло возникает после длительной работы с особо твёрдыми и прочными материалами.
Установленные параметры заточки свёрл
Как точить токарный инструмент по дереву
Если вы токарь по дереву и еще не открыли для себя Tormek, есть большая вероятность, что вы будете удивлены, увидев, насколько сильно хорошо заточенная кромка может повлиять на конечный результат на токарном станке. Как вы знаете, чувство контроля и потока у токарного станка начинается с острых инструментов.
Меньше резкости — больше поворачивай!
Способ заточки Tormek отличается от других методов заточки, таких как высокоскоростные настольные шлифовальные машины и ленточные шлифовальные машины. Tormek проводит четкое различие между формованием и заточкой. После того, как инструменту придана правильная форма, при заточке удаляется лишь минимальное количество стали — вы просто поправляете край. Важным преимуществом минимального снятия стали является быстрая заточка, кроме того, ваши драгоценные инструменты прослужат намного дольше.
Tormek проводит четкое различие между формованием и заточкой. После того, как инструменту придана правильная форма, при заточке удаляется лишь минимальное количество стали — вы просто поправляете край. Важным преимуществом минимального снятия стали является быстрая заточка, кроме того, ваши драгоценные инструменты прослужат намного дольше.
С запатентованным наладчиком токарного инструмента TTS-100 каждый аспект настройки прост, и вы можете быть уверены, что будете получать точно такую же форму вашего инструмента при каждой заточке, независимо от того, меняется ли диаметр камня с годами.
Высокий уровень контроля в процессе заточки в сочетании с превосходным результатом резкости заставили многих новых пользователей сообщить, что их токарная обработка улучшилась после перехода на систему заточки Tormek. Недавно заточенные канавки и перекосы при токарной обработке позволяют создавать самые деликатные детали и оставлять максимально чистые разрезы без необходимости шлифования или шлифования. И, что немаловажно, вы можете быть уверены, что ваш инструмент будет вести себя на токарном станке все время одинаково и предсказуемо.Прекрасная поверхность заточки, полученная при использовании точильного камня Tormek с водяным охлаждением в сочетании с хонинговальным кругом для кожи, позволяет дольше оставаться острой кромкой. В итоге вы потратите меньше времени на заточку и получите больше времени на точение!
И, что немаловажно, вы можете быть уверены, что ваш инструмент будет вести себя на токарном станке все время одинаково и предсказуемо.Прекрасная поверхность заточки, полученная при использовании точильного камня Tormek с водяным охлаждением в сочетании с хонинговальным кругом для кожи, позволяет дольше оставаться острой кромкой. В итоге вы потратите меньше времени на заточку и получите больше времени на точение!
Разница между формовкой и заточкой
При формовании инструмента вы удаляете сталь, чтобы получить желаемую форму и угол кромки. При заточке вы просто подправляете край существующей формы, чтобы восстановить резкость. Сила метода Тормек заключается в заточке, которая выполняется с точным воспроизведением формы и угла кромки.Поскольку удаляется так мало стали — достаточно подкрасить край — метод Тормека очень быстр.
Если у вас есть новый инструмент и изначально необходимо значительно изменить форму, вы можете сэкономить время, используя высокоскоростной настольный шлифовальный станок вместе с монтажным набором для настольного шлифовального станка Tormek BGM-100. Это позволяет использовать одни и те же приспособления для токарной обработки и настройки Tormek на протяжении всего процесса заточки. После того, как вы создали желаемую форму на настольном шлифовальном станке, оставьте инструмент в зажимном приспособлении и просто переключитесь на заточный станок Tormek для окончательной заточки и хонингования.После этого будущая заточка станет легкой работой, где вам просто нужно подправить лезвие точилки Tormek с водяным охлаждением.
Это позволяет использовать одни и те же приспособления для токарной обработки и настройки Tormek на протяжении всего процесса заточки. После того, как вы создали желаемую форму на настольном шлифовальном станке, оставьте инструмент в зажимном приспособлении и просто переключитесь на заточный станок Tormek для окончательной заточки и хонингования.После этого будущая заточка станет легкой работой, где вам просто нужно подправить лезвие точилки Tormek с водяным охлаждением.
Видео: Заточка строжки — от заводской шлифовки до высочайшей резкости
Заточка системой Tormek
Сколько времени нужно для заточки токарного долота?
Когда вы знаете свои настройки, это занимает от 30 секунд до минуты.
Почему кромка Tormek режется легче?
Заточка камня Tormek и заточка шлифовального круга для кожи позволяет получить очень тонкую поверхность на кромке.Чем тоньше поверхность кромки, тем острее кромка, которая легче врезается в древесину.
Почему заостренная кромка Tormek оставляет более гладкий пропил на дереве?
Поскольку кромка Tormek более острая, она режет древесные волокна более чисто и оставляет более гладкую поверхность. После заточки вам не потребуется столько шлифовки, в некоторых случаях наждачная бумага вообще не нужна!
Как кромка Tormek может дольше оставаться острой?
Есть две причины. Кромка, полученная с помощью высокоскоростной сухой шлифовальной машины, является шероховатой, в то время как заостренная кромка Tormek намного тоньше.Более тонкий край более устойчив к износу. Кроме того, кромка Tormek никогда не перегревается и не теряет твердость.
Что делает метод Тормека таким быстрым?
Ответ заключается в быстрой настройке приспособлений и в том, что вы можете получить точную повторяемость. Достаточно подкрасить существующий край, и удалить лишь небольшую часть стали. С правильным оборудованием для заточки можно сэкономить много времени. Это миф, что система Тормек работает медленно. Она возникла из-за того, что токари не проводят четкого различия между формованием и заточкой.После того, как вы отшлифовали инструмент до нужной формы, что обычно нужно делать только один раз, можно быстро подправить и отточить край до превосходной резкости.
Достаточно подкрасить существующий край, и удалить лишь небольшую часть стали. С правильным оборудованием для заточки можно сэкономить много времени. Это миф, что система Тормек работает медленно. Она возникла из-за того, что токари не проводят четкого различия между формованием и заточкой.После того, как вы отшлифовали инструмент до нужной формы, что обычно нужно делать только один раз, можно быстро подправить и отточить край до превосходной резкости.
Как может точильный камень Tormek прослужить так долго?
Поскольку вы просто подкрашиваете край при каждой заточке, износ камня ограничен. А поскольку вы получаете прочную резкость, вы реже затачиваете Tormek. Большой диаметр камня 250 мм (10 дюймов) и большая ширина 50 мм (2 дюйма) также имеют значительно больший объем заточки по сравнению с меньшим шлифовальным кругом с ограниченным сроком службы.
Следует ли использовать скользящие камни после заточки?
№. Мелкий точильный камень и шлифовальный круг для кожи обеспечивают превосходную резкость без камней. Внутренняя часть выемок отшлифована и отполирована на шлифовальном круге для профилированной кожи LA-120.
Внутренняя часть выемок отшлифована и отполирована на шлифовальном круге для профилированной кожи LA-120.
Видео: Сколько времени потребуется, чтобы затачивать стрежни?
Видео: Заточка черновой строжки
Формовочный инструмент
Сколько времени нужно, чтобы сформировать выемку и перекос?
Формовка инструмента на станке Tormek занимает от 10 до 20 минут в зависимости от исходной формы инструмента и от того, сколько стали нужно удалить.Дополнительные минуты, которые вы можете потратить на Tormek, — это инвестиция в обеспечение максимальной производительности вашего дорогостоящего инструмента; Вы можете быть уверены, что кромка не будет размягчена из-за перегрева и это не повлияет на долговечность резкости. Имейте в виду, что обычно вы формируете инструмент только один раз.
Имейте в виду, что обычно вы формируете инструмент только один раз.
Нужна ли мне быстрая настольная шлифовальная машина (сухая шлифовальная машина)?
Не обязательно. Если у вас уже есть такой доступ, вы можете использовать его, чтобы сэкономить время шлифования при первоначальной черновой обработке.В таком случае аккуратно отшлифуйте, чтобы край не обгорел. Перейдите к камню Tormek с водяным охлаждением, чтобы сделать окончательную форму и кончик края.
С установочным комплектом настольного шлифовального станка BGM-100 теперь вы можете использовать приспособления для токарной обработки древесины Tormek SVD-186, SVS-50 и SVD-110 при формировании инструментов на настольном шлифовальном станке. Поскольку запатентованный наладчик токарного инструмента TTS-100 работает со всеми диаметрами камня, форма и угол кромки точно воспроизводятся, даже когда вы переходите с меньшего круга настольного точильного станка на большой точильный камень Tormek.
Почему Tormek, пионер в области заточки с водяным охлаждением, представил свои приспособления также для настольных шлифовальных машин?
Мы считаем, что станок Tormek с водяным охлаждением лучше всего подходит для заточки практически любого режущего инструмента в вашем магазине. Однако не секрет, что если речь идет о токарных инструментах по дереву, начальную формовку можно сделать быстрее на настольном шлифовальном станке. Мы знаем, что некоторые токарные станки, предназначенные для Tormek, также имеют доступ к настольному шлифовальному станку и используют его для первой черновой обработки.Его трудно контролировать вручную, и легко удалить больше стали, чем необходимо. Теперь вы можете использовать одни и те же точные кондукторы Tormek на протяжении всего процесса заточки. Для получения нужной формы на настольном шлифовальном станке больше не нужно методом проб и ошибок. Вы можете извлечь выгоду из быстрого удаления стали на настольном шлифовальном станке, а также получить лучшую поверхность на точильном камне Tormek с водяным охлаждением и на шлифовальном круге для кожи — все в одной зажимной системе.
Однако не секрет, что если речь идет о токарных инструментах по дереву, начальную формовку можно сделать быстрее на настольном шлифовальном станке. Мы знаем, что некоторые токарные станки, предназначенные для Tormek, также имеют доступ к настольному шлифовальному станку и используют его для первой черновой обработки.Его трудно контролировать вручную, и легко удалить больше стали, чем необходимо. Теперь вы можете использовать одни и те же точные кондукторы Tormek на протяжении всего процесса заточки. Для получения нужной формы на настольном шлифовальном станке больше не нужно методом проб и ошибок. Вы можете извлечь выгоду из быстрого удаления стали на настольном шлифовальном станке, а также получить лучшую поверхность на точильном камне Tormek с водяным охлаждением и на шлифовальном круге для кожи — все в одной зажимной системе.
Если у вас еще нет станка Tormek, вы все равно можете воспользоваться преимуществами точной кондукторной системы Tormek на вашем настольном шлифовальном станке и легко получить желаемую форму и угол кромки. Поскольку система Tormek контролирует эти факторы, инструменты на токарном станке все время будут вести себя точно так же предсказуемо. Принцип настройки формы и угла кромки одинаков независимо от того, какую машину вы используете. Если позже вы решите добавить Tormek в свой цех, у вас уже будут шаблоны, необходимые для токарных инструментов.
Поскольку система Tormek контролирует эти факторы, инструменты на токарном станке все время будут вести себя точно так же предсказуемо. Принцип настройки формы и угла кромки одинаков независимо от того, какую машину вы используете. Если позже вы решите добавить Tormek в свой цех, у вас уже будут шаблоны, необходимые для токарных инструментов.
Может ли высокоскоростное сухое шлифование повлиять на кромку из быстрорежущей стали?
Да. Хорошо известно, что углеродистая сталь легко повреждается при перегреве.Это также относится к стали HSS, но критическая температура намного выше. Самый тонкий конец наконечника может легко нагреться до температуры, которая повлияет на характер. Вы можете ограничить нагрев, охладив инструмент в воде, но тогда есть риск микротрещин, которые не видны глазу.
Устранит ли низкоскоростной (4-полюсный) настольный шлифовальный станок риск перегрева кромки?
Нет. Эта шлифовальная машина работает без водяного охлаждения, и скорость вращения все еще слишком высока, даже если она составляет половину об / мин обычной двухполюсной шлифовальной машины.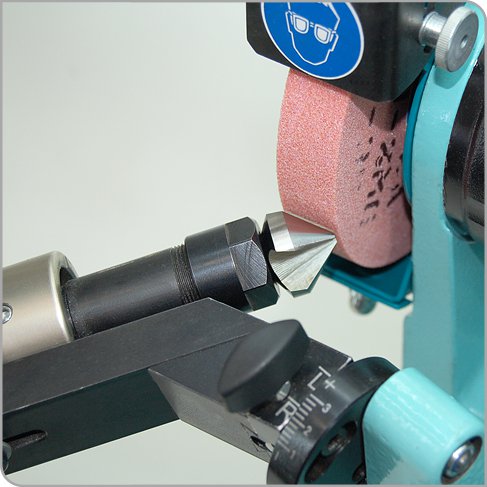
«Я использую систему Tormek для всех своих инструментов. Мои кондукторы установлены постоянно, и заточка занимает около минуты.
Как производственный токарь, я ценю короткий период времени, который мне нужно потратить на заточку, что дает мне больше времени на точение. Кромки также служат намного дольше, чем когда я использовал настольный шлифовальный станок и шлифовальные камни ».
Курт Йоханссон
Professional Woodturner, Швеция
«Я перешел на Tormek после многих лет использования обычной системы сухого шлифования для заточки токарных инструментов. Я обнаружил, что получаю более острую кромку за меньшее время, при этом удаляя меньше металла при каждой заточке.
Чем острее лезвие, тем дольше работает любой инструмент. Лезвие режет древесину быстрее и легче, оставляя на ней более гладкую поверхность. В качестве бонуса мне больше не нужно иметь дело с искрами или шлифовальной пылью в магазине ».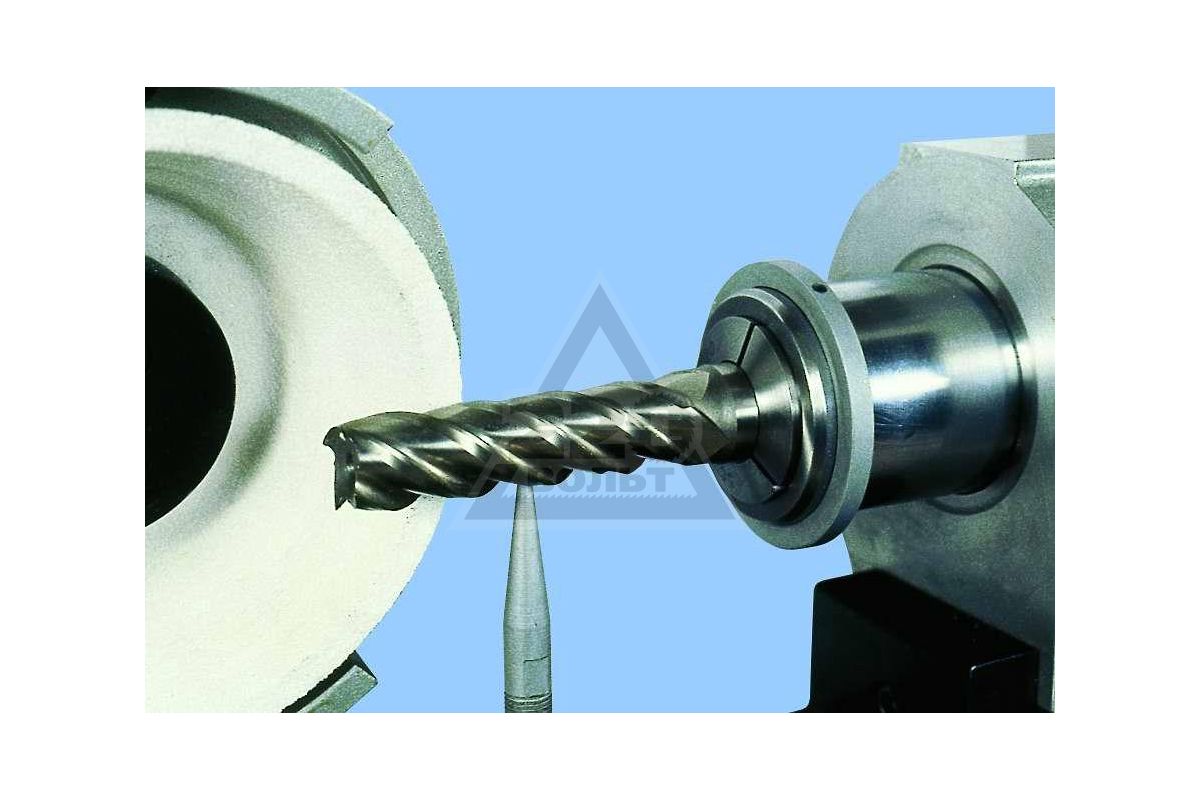
Bill Grumbine
Professional Woodturner, США
Несколько советов при заточке на станке Tormek
Если вы привыкли к заточке на высокоскоростном сухом шлифовальном круге, то при использовании точильного камня с водяным охлаждением есть несколько отличий.Вот несколько простых, но полезных советов:
1. Подайте давление. Не бойтесь давить на камень, это ускорит заточку, и ничто не может повредить инструмент. Такое же высокое давление измельчения на высокоскоростной шлифовальной машине вызовет перегрев. Нажмите пальцами близко к краю для лучшего контроля, и вы можете почувствовать, где будет происходить заточка. Ваши пальцы не подвергаются опасности, так как камень вращается со скоростью 90 об / мин.
2. Переместите инструмент .Старайтесь использовать всю ширину камня, перемещая инструмент вбок, и камень будет изнашиваться равномерно и без бороздок. При переходе к новому месту на камне ослабьте давление или поднимите инструмент для плавного перехода.
3. Обновите поверхность камня. При формовании инструмента с большой скошенной поверхностью низкое давление шлифования замедляет шлифование. Вы можете ускорить работу, повторно активировав камень несколько раз во время измельчения с помощью грейдера для камня SP-650.
Как точить токарный инструмент по дереву
Если вы токарь по дереву и еще не открыли для себя Tormek, есть большая вероятность, что вы будете удивлены, увидев, насколько сильно хорошо заточенная кромка может повлиять на конечный результат на токарном станке.Как вы знаете, чувство контроля и потока у токарного станка начинается с острых инструментов.
Меньше резкости — больше поворачивай!
Способ заточки Tormek отличается от других методов заточки, таких как высокоскоростные настольные шлифовальные машины и ленточные шлифовальные машины.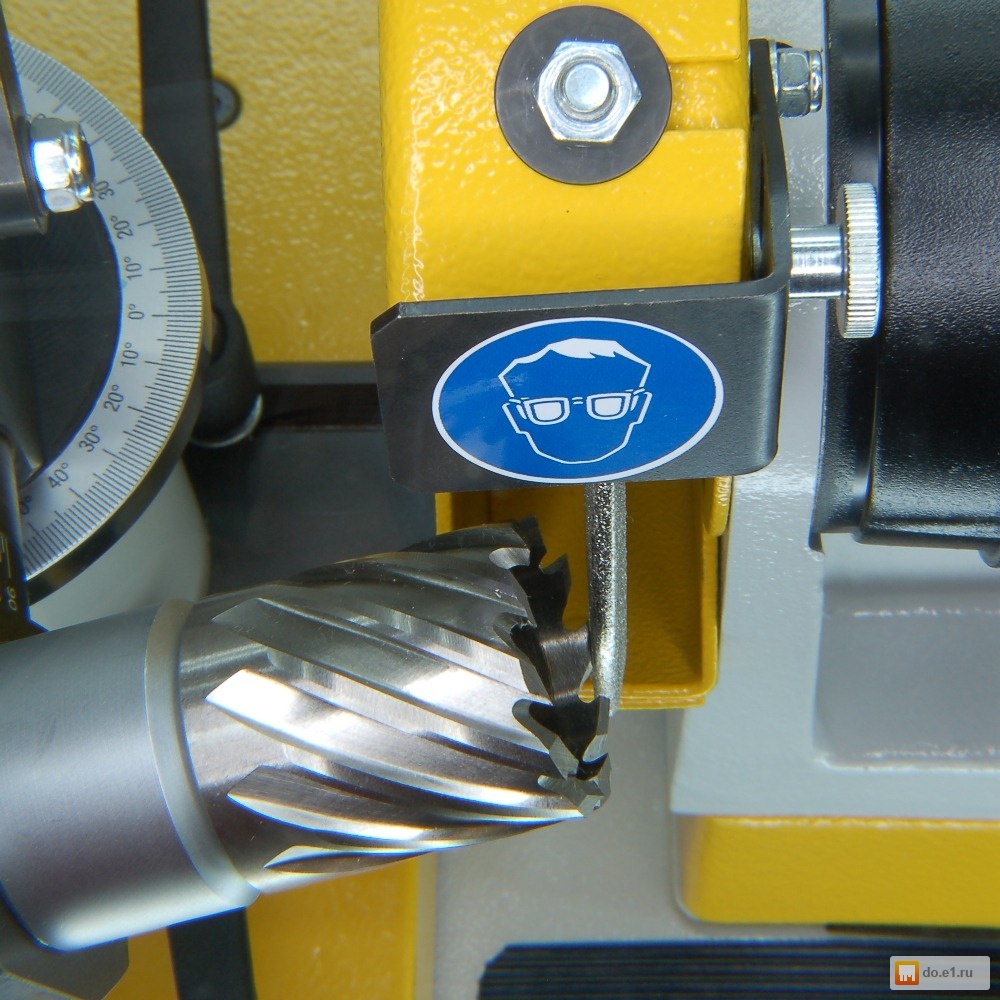 Tormek проводит четкое различие между формованием и заточкой. После того, как инструменту придана правильная форма, при заточке удаляется лишь минимальное количество стали — вы просто поправляете край. Важным преимуществом минимального снятия стали является быстрая заточка, кроме того, ваши драгоценные инструменты прослужат намного дольше.
Tormek проводит четкое различие между формованием и заточкой. После того, как инструменту придана правильная форма, при заточке удаляется лишь минимальное количество стали — вы просто поправляете край. Важным преимуществом минимального снятия стали является быстрая заточка, кроме того, ваши драгоценные инструменты прослужат намного дольше.
С запатентованным наладчиком токарного инструмента TTS-100 каждый аспект настройки прост, и вы можете быть уверены, что будете получать точно такую же форму вашего инструмента при каждой заточке, независимо от того, меняется ли диаметр камня с годами.
Высокий уровень контроля в процессе заточки в сочетании с превосходным результатом резкости заставили многих новых пользователей сообщить, что их токарная обработка улучшилась после перехода на систему заточки Tormek. Недавно заточенные канавки и перекосы при токарной обработке позволяют создавать самые деликатные детали и оставлять максимально чистые разрезы без необходимости шлифования или шлифования. И, что немаловажно, вы можете быть уверены, что ваш инструмент будет вести себя на токарном станке все время одинаково и предсказуемо. Прекрасная поверхность заточки, полученная при использовании точильного камня Tormek с водяным охлаждением в сочетании с хонинговальным кругом для кожи, позволяет дольше оставаться острой кромкой. В итоге вы потратите меньше времени на заточку и получите больше времени на точение!
И, что немаловажно, вы можете быть уверены, что ваш инструмент будет вести себя на токарном станке все время одинаково и предсказуемо. Прекрасная поверхность заточки, полученная при использовании точильного камня Tormek с водяным охлаждением в сочетании с хонинговальным кругом для кожи, позволяет дольше оставаться острой кромкой. В итоге вы потратите меньше времени на заточку и получите больше времени на точение!
Разница между формовкой и заточкой
При формовании инструмента вы удаляете сталь, чтобы получить желаемую форму и угол кромки.При заточке вы просто подправляете край существующей формы, чтобы восстановить резкость. Сила метода Тормек заключается в заточке, которая выполняется с точным воспроизведением формы и угла кромки. Поскольку удаляется так мало стали — достаточно подкрасить край — метод Тормека очень быстр.
Если у вас есть новый инструмент и изначально необходимо значительно изменить форму, вы можете сэкономить время, используя высокоскоростной настольный шлифовальный станок вместе с монтажным набором для настольного шлифовального станка Tormek BGM-100.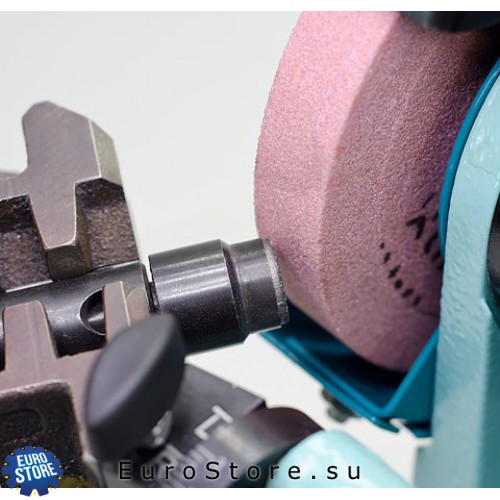 Это позволяет использовать одни и те же приспособления для токарной обработки и настройки Tormek на протяжении всего процесса заточки. После того, как вы создали желаемую форму на настольном шлифовальном станке, оставьте инструмент в зажимном приспособлении и просто переключитесь на заточный станок Tormek для окончательной заточки и хонингования. После этого будущая заточка станет легкой работой, где вам просто нужно подправить лезвие точилки Tormek с водяным охлаждением.
Это позволяет использовать одни и те же приспособления для токарной обработки и настройки Tormek на протяжении всего процесса заточки. После того, как вы создали желаемую форму на настольном шлифовальном станке, оставьте инструмент в зажимном приспособлении и просто переключитесь на заточный станок Tormek для окончательной заточки и хонингования. После этого будущая заточка станет легкой работой, где вам просто нужно подправить лезвие точилки Tormek с водяным охлаждением.
Видео: Заточка строжки — от заводской шлифовки до высочайшей резкости
Заточка системой Tormek
Сколько времени нужно для заточки токарного долота?
Когда вы знаете свои настройки, это занимает от 30 секунд до минуты.
Почему кромка Tormek режется легче?
Заточка камня Tormek и заточка шлифовального круга для кожи позволяет получить очень тонкую поверхность на кромке. Чем тоньше поверхность кромки, тем острее кромка, которая легче врезается в древесину.
Почему заостренная кромка Tormek оставляет более гладкий пропил на дереве?
Поскольку кромка Tormek более острая, она режет древесные волокна более чисто и оставляет более гладкую поверхность. После заточки вам не потребуется столько шлифовки, в некоторых случаях наждачная бумага вообще не нужна!
Как кромка Tormek может дольше оставаться острой?
Есть две причины.Кромка, полученная с помощью высокоскоростной сухой шлифовальной машины, является шероховатой, в то время как заостренная кромка Tormek намного тоньше. Более тонкий край более устойчив к износу. Кроме того, кромка Tormek никогда не перегревается и не теряет твердость.
Что делает метод Тормека таким быстрым?
Ответ заключается в быстрой настройке приспособлений и в том, что вы можете получить точную повторяемость.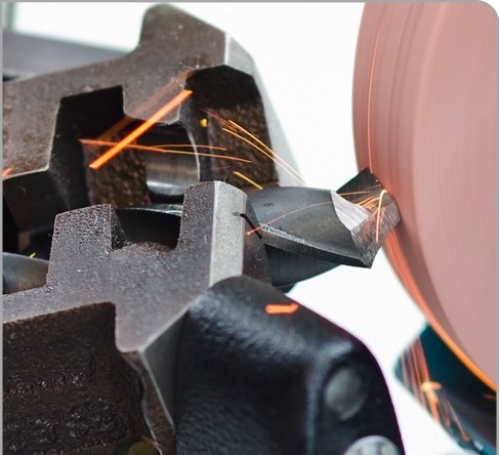 Достаточно подкрасить существующий край, и удалить лишь небольшую часть стали. С правильным оборудованием для заточки можно сэкономить много времени.Это миф, что система Тормек работает медленно. Она возникла из-за того, что токари не проводят четкого различия между формованием и заточкой. После того, как вы отшлифовали инструмент до нужной формы, что обычно нужно делать только один раз, можно быстро подправить и отточить край до превосходной резкости.
Достаточно подкрасить существующий край, и удалить лишь небольшую часть стали. С правильным оборудованием для заточки можно сэкономить много времени.Это миф, что система Тормек работает медленно. Она возникла из-за того, что токари не проводят четкого различия между формованием и заточкой. После того, как вы отшлифовали инструмент до нужной формы, что обычно нужно делать только один раз, можно быстро подправить и отточить край до превосходной резкости.
Как может точильный камень Tormek прослужить так долго?
Поскольку вы просто подкрашиваете край при каждой заточке, износ камня ограничен. А поскольку вы получаете прочную резкость, вы реже затачиваете Tormek.Большой диаметр камня 250 мм (10 дюймов) и большая ширина 50 мм (2 дюйма) также имеют значительно больший объем заточки по сравнению с меньшим шлифовальным кругом с ограниченным сроком службы.
Следует ли использовать скользящие камни после заточки?
№. Мелкий точильный камень и шлифовальный круг для кожи обеспечивают превосходную резкость без камней.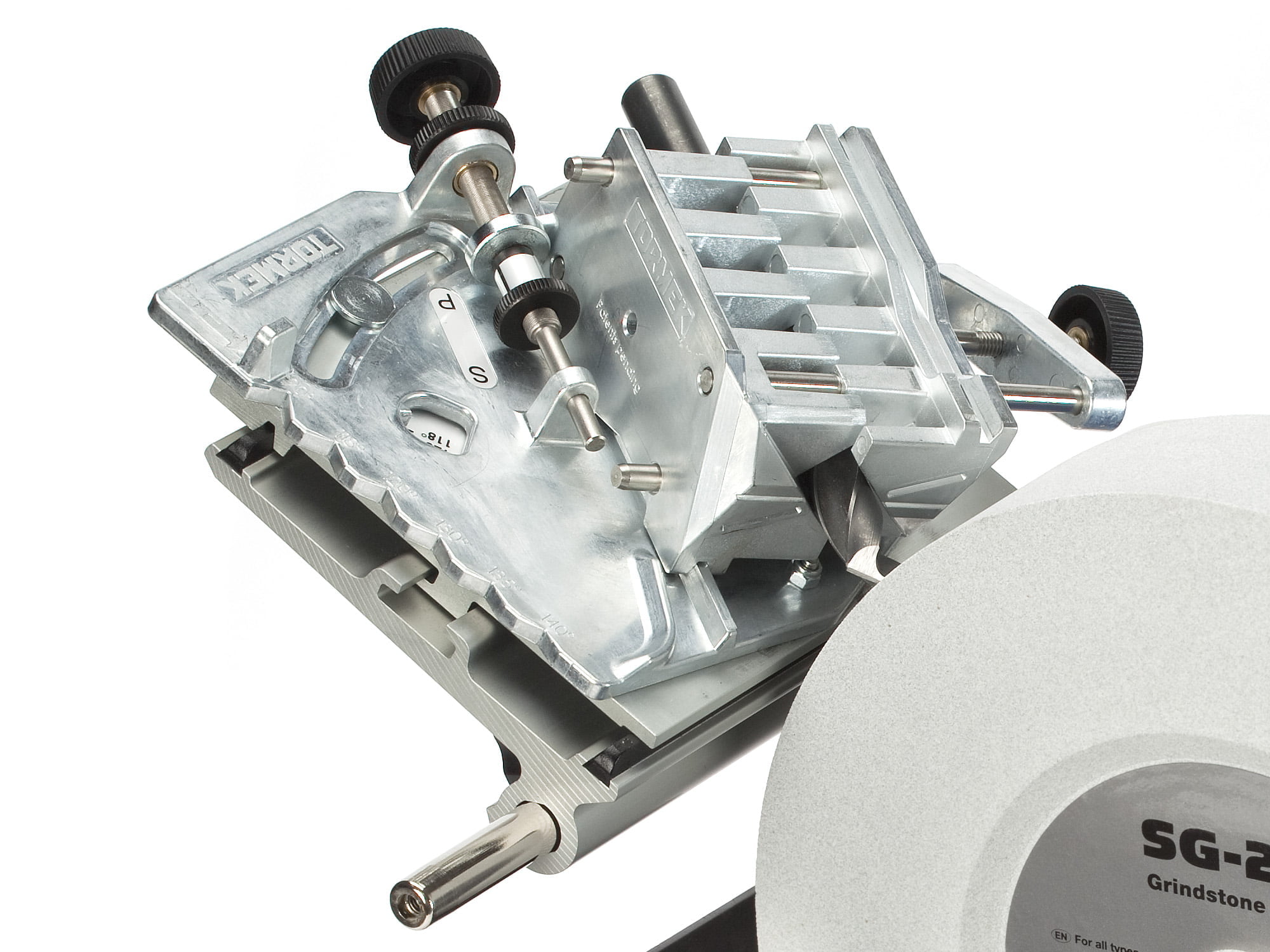 Внутренняя часть выемок отшлифована и отполирована на шлифовальном круге для профилированной кожи LA-120.
Внутренняя часть выемок отшлифована и отполирована на шлифовальном круге для профилированной кожи LA-120.
Видео: Сколько времени потребуется, чтобы затачивать стрежни?
Видео: Заточка черновой строжки
Формовочный инструмент
Сколько времени нужно, чтобы сформировать выемку и перекос?
Формовка инструмента на станке Tormek занимает от 10 до 20 минут в зависимости от исходной формы инструмента и от того, сколько стали нужно удалить.Дополнительные минуты, которые вы можете потратить на Tormek, — это инвестиция в обеспечение максимальной производительности вашего дорогостоящего инструмента; Вы можете быть уверены, что кромка не будет размягчена из-за перегрева и это не повлияет на долговечность резкости. Имейте в виду, что обычно вы формируете инструмент только один раз.
Имейте в виду, что обычно вы формируете инструмент только один раз.
Нужна ли мне быстрая настольная шлифовальная машина (сухая шлифовальная машина)?
Не обязательно. Если у вас уже есть такой доступ, вы можете использовать его, чтобы сэкономить время шлифования при первоначальной черновой обработке.В таком случае аккуратно отшлифуйте, чтобы край не обгорел. Перейдите к камню Tormek с водяным охлаждением, чтобы сделать окончательную форму и кончик края.
С установочным комплектом настольного шлифовального станка BGM-100 теперь вы можете использовать приспособления для токарной обработки древесины Tormek SVD-186, SVS-50 и SVD-110 при формировании инструментов на настольном шлифовальном станке. Поскольку запатентованный наладчик токарного инструмента TTS-100 работает со всеми диаметрами камня, форма и угол кромки точно воспроизводятся, даже когда вы переходите с меньшего круга настольного точильного станка на большой точильный камень Tormek.
Почему Tormek, пионер в области заточки с водяным охлаждением, представил свои приспособления также для настольных шлифовальных машин?
Мы считаем, что станок Tormek с водяным охлаждением лучше всего подходит для заточки практически любого режущего инструмента в вашем магазине. Однако не секрет, что если речь идет о токарных инструментах по дереву, начальную формовку можно сделать быстрее на настольном шлифовальном станке. Мы знаем, что некоторые токарные станки, предназначенные для Tormek, также имеют доступ к настольному шлифовальному станку и используют его для первой черновой обработки.Его трудно контролировать вручную, и легко удалить больше стали, чем необходимо. Теперь вы можете использовать одни и те же точные кондукторы Tormek на протяжении всего процесса заточки. Для получения нужной формы на настольном шлифовальном станке больше не нужно методом проб и ошибок. Вы можете извлечь выгоду из быстрого удаления стали на настольном шлифовальном станке, а также получить лучшую поверхность на точильном камне Tormek с водяным охлаждением и на шлифовальном круге для кожи — все в одной зажимной системе.
Однако не секрет, что если речь идет о токарных инструментах по дереву, начальную формовку можно сделать быстрее на настольном шлифовальном станке. Мы знаем, что некоторые токарные станки, предназначенные для Tormek, также имеют доступ к настольному шлифовальному станку и используют его для первой черновой обработки.Его трудно контролировать вручную, и легко удалить больше стали, чем необходимо. Теперь вы можете использовать одни и те же точные кондукторы Tormek на протяжении всего процесса заточки. Для получения нужной формы на настольном шлифовальном станке больше не нужно методом проб и ошибок. Вы можете извлечь выгоду из быстрого удаления стали на настольном шлифовальном станке, а также получить лучшую поверхность на точильном камне Tormek с водяным охлаждением и на шлифовальном круге для кожи — все в одной зажимной системе.
Если у вас еще нет станка Tormek, вы все равно можете воспользоваться преимуществами точной кондукторной системы Tormek на вашем настольном шлифовальном станке и легко получить желаемую форму и угол кромки.Поскольку система Tormek контролирует эти факторы, инструменты на токарном станке все время будут вести себя точно так же предсказуемо. Принцип настройки формы и угла кромки одинаков независимо от того, какую машину вы используете. Если позже вы решите добавить Tormek в свой цех, у вас уже будут шаблоны, необходимые для токарных инструментов.
Может ли высокоскоростное сухое шлифование повлиять на кромку из быстрорежущей стали?
Да. Хорошо известно, что углеродистая сталь легко повреждается при перегреве.Это также относится к стали HSS, но критическая температура намного выше. Самый тонкий конец наконечника может легко нагреться до температуры, которая повлияет на характер. Вы можете ограничить нагрев, охладив инструмент в воде, но тогда есть риск микротрещин, которые не видны глазу.
Устранит ли низкоскоростной (4-полюсный) настольный шлифовальный станок риск перегрева кромки?
Нет. Эта шлифовальная машина работает без водяного охлаждения, и скорость вращения все еще слишком высока, даже если она составляет половину об / мин обычной двухполюсной шлифовальной машины.
«Я использую систему Tormek для всех своих инструментов. Мои кондукторы установлены постоянно, и заточка занимает около минуты.
Как производственный токарь, я ценю короткий период времени, который мне нужно потратить на заточку, что дает мне больше времени на точение. Кромки также служат намного дольше, чем когда я использовал настольный шлифовальный станок и шлифовальные камни ».
Курт Йоханссон
Professional Woodturner, Швеция
«Я перешел на Tormek после многих лет использования обычной системы сухого шлифования для заточки токарных инструментов. Я обнаружил, что получаю более острую кромку за меньшее время, при этом удаляя меньше металла при каждой заточке.
Чем острее лезвие, тем дольше работает любой инструмент. Лезвие режет древесину быстрее и легче, оставляя на ней более гладкую поверхность. В качестве бонуса мне больше не нужно иметь дело с искрами или шлифовальной пылью в магазине ».
Bill Grumbine
Professional Woodturner, США
Несколько советов при заточке на станке Tormek
Если вы привыкли к заточке на высокоскоростном сухом шлифовальном круге, то при использовании точильного камня с водяным охлаждением есть несколько отличий.Вот несколько простых, но полезных советов:
1. Подайте давление. Не бойтесь давить на камень, это ускорит заточку, и ничто не может повредить инструмент. Такое же высокое давление измельчения на высокоскоростной шлифовальной машине вызовет перегрев. Нажмите пальцами близко к краю для лучшего контроля, и вы можете почувствовать, где будет происходить заточка. Ваши пальцы не подвергаются опасности, так как камень вращается со скоростью 90 об / мин.
2. Переместите инструмент .Старайтесь использовать всю ширину камня, перемещая инструмент вбок, и камень будет изнашиваться равномерно и без бороздок. При переходе к новому месту на камне ослабьте давление или поднимите инструмент для плавного перехода.
3. Обновите поверхность камня. При формовании инструмента с большой скошенной поверхностью низкое давление шлифования замедляет шлифование. Вы можете ускорить работу, повторно активировав камень несколько раз во время измельчения с помощью грейдера для камня SP-650.
Заточка сверл на Quorn
Заточка сверл на Quorn
Нажмите на изображения, чтобы просмотреть их в большем размере и более детально.Люди, выполняющие Кворны, являются либо (а) преданными моделями инженерами, желающими точной заточки всех своих резаков, которые не боятся сложных проектов, либо (б) полным бездельником, который не боится сложных проектов. В тщетной надежде, что я попаду в первую категорию, я представлял себе Quorn как полноценное решение для всех передовых инструментов в магазине, включая спиральные сверла. Книга профессора Чаддока Quorn (перепечатка и сбор оригинальных статей Model Engineer ) показывает, как использовать Quorn для заточки сверл с использованием «4-гранного метода» †.Прочитав это, я сказал себе: хорошо, когда нужно, могу. Когда мне наконец пришлось это сделать, возникли некоторые практические трудности. В этой статье я исследую проблемы и представлю некоторые решения.
Во-первых, мы, вероятно, должны определить, что такое «4-х гранная» заточка и чем она отличается от обычной «конической заточки». Для выполнения резки спиральному сверлу, как и любому другому инструменту, требуется зарезка за режущей кромкой. Это предотвращает трение области сверла за режущей кромкой о конец отверстия при его повороте и продвижении.Но нам также нужна прочная и долговечная режущая кромка, поэтому чрезмерный рельеф сделает кромку более острой и, следовательно, более подверженной износу и повреждению. Рассмотрим сначала «стандартный» метод заточки сверла.
Коническая опора
Стандартная коническая заточка дает угол заострения 118 градусов, но это не конус. Фактический наконечник представляет собой прямую линию, если смотреть с торца, и дугу, если смотреть сбоку. Это называется «долотообразным краем» (ссылка [WSP12]). Это артефакт процесса заточки и образован пересечением двух конических участков.Таким образом достигается то, что нам нужно: прочная режущая кромка (называемая «выступом») с «землей» — областью за выступом, которая спадает с возрастающей скоростью, чтобы обеспечить угол разгрузки кромки, необходимый для сверла. порез. Приспособления для изготовления такой формы просты (относительно), и хороший инструмент быстро даст хороший результат — просто билет, если вы производитель сверл или пользователь, который просто хочет отверстие и не особенно заботится, если оно немного больше , и может быть не совсем прямым. Обратной стороной является острие зубила.Если на работе нет метки в центре, которая будет по крайней мере такой же ширины, как долото, наконечник сверла будет блуждать повсюду при представлении работы. А если начнет криво, можете быть уверены, что лучше не станет. Вот почему мы обычно тренируем пилота с помощью сверла «центр» или «Slocumbe» (как их называют в Англии и ее бывших колониях). Это обеспечивает полость для очистки острия долота, так что к тому моменту, когда долото действительно достигнет металла, будет сформировано отверстие для направления сверла, и есть некоторая вероятность, что оно останется в нужном направлении.
Четырехгранная заточка
Как видно здесь, 4-гранная точка формируется путем шлифования двух плоских участков (граней) на каждой площадке. Первый неглубокий; 80 градусов по отношению к оси сверла, что составляет 10 градусов рельефа от плоскости наконечника сверла. За ним отшлифован вторичный рельеф от 25 до 30 градусов. Важная часть (и почему вы не будете изготавливать такой тип наконечника, в спешке прижав руку к настольному шлифовальному станку) заключается в том, что все 4 грани ДОЛЖНЫ пересекаться в одной точке.Однако, учитывая точный, концентрический способ удерживания сверла на точной оси кронштейна держателя инструмента Quorn и примерно , Quorn отлично изготовит этот наконечник с очень небольшими усилиями. Шаги следующие:
- Расположите кронштейн держателя инструмента вертикально по отношению к вращающемуся основанию с помощью «установочных штифтов» Quorn, как описано в Книге. Примечание. Используемые здесь имена компонентов Quorn соответствуют номенклатуре профессора Чаддока, и аннотированная фотография в верхней части этой страницы поможет, если вы не знакомы с самим зверьком.Возможно, вы захотите открыть эту фотографию в отдельном окне, поскольку читаете этот текст для быстрого ознакомления.
- Зажмите сверло в цангу с минимальным вылетом, чтобы линия, образованная режущими кромками, была параллельна плоскости вращающейся основы. На практике требуется около 1/2 дюйма или более, в зависимости от диаметра сверла и типа цанги, чтобы предотвратить любую опасность шлифования цанги, головки или основания круга!
- Убедитесь, что поверхность колеса установлена перпендикулярно к станинам прутка, и поверните основание на 31 градус так, чтобы точка сверления была обращена к вам.Ось сверла теперь будет под углом 59 градусов к торцу колеса, поэтому мы получим требуемый угол при вершине 118 градусов.
- Наклоните индикатор наклона кронштейна на 10 градусов вправо и закрепите основание рабочей головки на передней панели.
- Запустите и наденьте рез с помощью микрометра, покачивая головкой по кругу, пока кромка не станет чистой по всей ширине долота. Обратите внимание на показания микрометра или обнулите его в этот момент.
- Проиндексируйте шпиндель на 180 градусов (я предполагаю, что вы зафиксировали индексную пластину на нуле с помощью плунжера индексного штифта на шаге 2).Отключите микрометр и снова отшлифуйте до первого значения микрометра.
- Увеличьте наклон наклонного кронштейна до 25 (или 30) градусов и повторите шаги 5 и 6. Но на этот раз вам нужно шлифовать до тех пор, пока два пересечения рельефа не образуют идеально прямую линию на кончике сверла. Это будет точно на оси сверла, если:
- Сверло идеально отцентрировано по оси держателя инструмента, а
- Вращение держателя инструмента не приводит к осевому перемещению сверла, или
- Сверло не переместилось назад в осевом направлении в цанге
Некоторые ранние эксперименты с использованием цанг Myford в шпинделе Quorn профиля Myford вызвали одновременно воодушевление и разочарование.Во-первых, сверла, заточенные таким образом, действительно легче начинают работу, режут их ближе к теоретическому размеру и, кажется, работают с меньшим давлением. Нижняя сторона держала сверла. Цанги Myford закрываются, вставляя их в конус Морзе № 2. Следовательно, они будут зажимать изделие только на конце цанги — задняя часть материала не будет поддерживаться. Чем больше цанга должна быть закрыта для захвата заготовки, тем больше вероятность отклонения сверла от идеального осевого положения при шлифовании.Во-вторых, трудно определить точную точку остановки шлифования второй и третьей граней. При использовании шпиндель Myford находится внутри рабочей головки Quorn, когда индексная пластина заблокирована (как и должно быть для индексирования). Измельчение сводится к:
- Угадайте, где остановиться на третьей грани по глазному яблоку Mk I. Обратите внимание на настройку микрометра.
- Поверните на 180 градусов и отшлифуйте до той же настройки. Остановите колесо, наклоните рабочую головку вперед, наклонитесь и выровняйте головку крана со сверлом и посмотрите, как пересечения граней пересекаются правильно (вам повезет!)
- Снова запустить и нанести еще тысячу разрезов на обе стороны.Повторяйте, пока не достигнете совершенства. Если вы «перейдете», вам нужно будет вернуться к граням 10 градусов и попытаться исправить.
В общем, трудозатратно и ненадежно. Результаты хорошие, но из-за драматизма, повышение резкости, скорее всего, будет отложено до тех пор, пока действительно не понадобится — или немного перестанет быть действительно необходимым. Должен быть лучший ответ.
Шестигранная заточка
И есть! Статья Дерека Брауна появилась в выпуске Model Engineer №4025, в которой описываются некоторые дополнительные приспособления для Quorn для облегчения «6-гранной» заточки.Этот процесс расширяет 4-гранный процесс, добавляя еще один вторичный рельеф (тройной рельеф?) Под углом 45 градусов, снова расположенный так, чтобы все плоскости пересечения совпадали точно на оси сверла. В статье отмечается, что этот метод теперь предпочтителен для работы с ЧПУ, поскольку сила резания еще больше снижается. Поскольку требуемые приспособления были простыми, и поскольку у меня была большая часть необходимого материала в стеллаже для лома, а состояние сверл на моей стойке становилось значительным затруднением, оказалось, что настало время решить проблему заточки сверл более позитивно.
Приспособление состоит из двух основных компонентов. Во-первых, простой цилиндрический шпиндель из 1-дюймовой заготовки, который точно расточен (в 4-кулачковом патроне после синхронизации для минимального биения) для заводских цанг диаметром 5/8 дюйма. Во-вторых, дополнительная индексная пластина, которая надежно прикрепляется к существующей индексной пластине. Эта пластина имеет два набора индексных отверстий, которые могут входить в контакт со стопорным штифтом Quorn, каждое на 180 градусов друг от друга, но смещенных по диаметрам, которые расположены под углом 67,5 градусов друг к другу. В центре этой пластины находится регистр, который не позволит ей тереться о заднюю пластину Quorn (см. Аннотированную фотографию Quorn, чтобы представить эти части).
Обратите внимание на другую пару отверстий меньшего размера на предыдущей фотографии. Они находятся в центре пары ввинчиваемых штифтов, которые выравнивают вторичную пластину со стандартной индексной пластиной. Конец этих штифтов диаметром 1/8 дюйма имеет резьбу 5BA, так что две пластины могут быть надежно зажаты вместе. Вместо использования гаек я сделал пару коротких стержней с резьбой 1/4 дюйма и приклеил винты с головкой под шестигранник на одном конце — Шестигранные ключи обычно легче найти, чем гаечные ключи! Фото здесь показывают индекс пластина в сборе прижат к цанговому шпинделю с помощью существующего Quorn конических разделенной цанги и стопорного кольца.В общем, было бы проще сделать новый индекс кольцо с теми же размерами, как стандартная и просто поменять разрезной воротник и стопорное кольцо между ними. Никаких градуировок не потребуется, хотя было бы полезно поставить точку отсчета пары отверстий, которые используются для первых 4 граней (мы вернемся к этому через минуту).
На этом снимке показаны собранные шпиндель и индексная пластина с одной из цанг держателя сверла. Согласно опубликованным данным, гаджет будет удобно удерживать сверла от 1/2 «до 9/32» в 4 цангах (т.е. каждая имеет диапазон захвата на 3/64 дюйма от их номинального размера).Цанги, изготовленные из буровой штанги, сужаются под углом 60 градусов на обоих концах, затем разрезаются в чередующихся квадрантах на каждом конце, чтобы приблизить их длину. Очевидно, что носок шпинделя имеет такой же конус, закрывающий «переднюю часть» цанги. Прокладка справа от цанги выточена из латуни с внутренним диаметром 17/32 дюйма и другим конусом, закрывающим заднюю часть цанги. Справа от узла шпинделя находится закрытие цанги: стальная ручка с накаткой, просто с большим диаметром менее 1 дюйма, с резьбой 40 TPI (так что индексная пластина может надеваться на нее) и отверстием 17/32 дюйма.Как заметил г-н Браун, установка задней части ближе к закрывающему винту имеет тенденцию предотвращать вращение закрывающего цангового винта цанги и сверла при ее затягивании.
Поистине отличная идея этой конструкции заключается в том, что при тщательном внимании к точному концентрическому растачиванию шпинделя, цанг и конусов, сверла будут надежно захватываться с обоих концов и очень точно удерживаться по оси шпинделя в держателе инструмента. Это гарантирует, что сверло можно вращать с незначительным биением — это требование, если грани должны пересекаться в одной точке.Еще один умный аспект дизайна мистера Брауна — конструкция шпинделя позволяет легко извлекать весь узел из рабочей головки Quorn при формировании фасок, чтобы наглазить наконечник сверла. Регистр на пластине и индексный штифт гарантируют, что узел можно снова вставить точно в то же место, чтобы нанести немного больше разреза. Вам даже не нужно останавливать мотор!
На этой фотографии показано назначение другой пары отверстий малого диаметра в индексной пластине. Они имеют размер 3/32 дюйма, поэтому указательный штифт не зацепится за них по ошибке, и используются для определения местоположения установочного приспособления, чтобы помочь в выравнивании кромок сверла, которое нужно затачивать так, чтобы при индексировании и блокировке линия через губы будет параллельна плоскости вращающейся базы.Это важно, если пересечение первичной и вторичной фасок заточки должно быть параллельно режущей кромке. Эта часть дизайна не так хороша, как остальные. Но я вернусь к этому после описания того, как преобразовать 4-гранный наконечник в 6. Для этого нам нужно заточить другой рельеф, на этот раз под углом 45 градусов к плоскости, перпендикулярной оси сверла. Из-за своей механической конструкции, голова Quorn будет поворачиваться в лучшем случае на 30 градусов от вертикали (моя будет вращаться только против часовой стрелки до 28 из-за одного из многих петель, сделанных при ее создании.См. Статью «Кворн для новичков»). Здесь вступает в игру пара индексирующих отверстий, смещенных на 67,5 градусов от первой пары:
- Выполните шаги, описанные ранее, чтобы создать 4-гранную точку, затем остановите двигатель, отсоедините основание рабочей головки и сдвиньте ее вправо, не касаясь колеса.
- Верните наклонный кронштейн на ноль градусов и поверните поворотное основание на 45 градусов, чтобы точка сверления находилась под углом от вас. Если вы затачиваете несколько сверл одновременно, используйте вращающиеся базовые упоры для установки этих двух положений.Тогда переключение между ними происходит очень быстро.
- Поверните шпиндель на 67,5 градусов, используя одно из следующих отверстий на вспомогательной индексной пластине. Поднесите сверло к колесу и все зажмите.
- Как и раньше, продолжайте рез с помощью микрометра до тех пор, пока новая формируемая грань не встретится с пересечением предыдущих четырех. Не стесняйтесь убирать шпиндель, чтобы продвигаться вперед, сколько хотите. Обратите внимание на показания микрометра на перекрестке.
- Переместите на 180 градусов и повторите.Если все в порядке — а так оно и будет — последняя грань пересечется при том же показании микрометра, что и предыдущая.
Комната для улучшений
В целом насадки работают хорошо, но приспособление, используемое для установки сверла в горизонтальное положение, работало бы лучше, если бы у меня было 3 руки или если бы я потратил время на то, чтобы закрепить его на индексной пластине зажимами машиниста во время выравнивания. Это отрицает идею простой и быстрой настройки. Это усугубляется тем фактом, что вам, возможно, придется повторно установить центровку сверла после выполнения пропила №1, если это необходимо для удаления большого количества материала (например, для шлифования отколотого наконечника).Из-за спиральных канавок значительное удаление металла приведет к вращению губок, что потребует их переустановки. Если этого не сделать, ширина основного рельефа будет казаться сужающейся к краю. Должен быть способ получше.Вот мой небольшой вклад в этот инструмент. В качестве «доказательства концепции» я использую установочный штифт 7/32 дюйма в качестве опоры для выравнивания губок сверла. Для этой операции цанга была затянута, чтобы обеспечить требуемый вылет, но указательная пластина еще не установлен на шпиндель.Шпиндель просто вращается, в то время как давление вверх прилагается к установочному штифту, который расположен под углом к выступу. После совмещения шпиндель зажимается, затем индексная пластина устанавливается и фиксируется в «нулевом» индексированном положении. После установки зажим шпинделя ослабляется, позволяя шпинделю выдвинуться достаточно, чтобы удалить установочный штифт. Намного легче! При необходимости соосность можно повторно проверить и отрегулировать после шлифовки первичного зазора 10 градусов.
Более постоянное приспособление будет включать палец буровой штанги 7/32 дюйма, снабженный закаленной Т-образной частью 1/16 дюйма пластины для упора губ.Должен когда-нибудь сделать один …
Я кое-что узнал сегодня
Так же, как и сам Quorn, изготовление цанг было бы проще, если бы у меня уже были цанги и я мог бы формировать свои сверла (чтобы сделать цанги, понимаете …) Этот кусок курицы и яицепатия должен был стать хуже.В статье в ME говорилось, что нужно разрезать цанги режущей пилой 0,053 дюйма (потому что это то, что было у мистера Брауна, и она работала). Использовалась пила 0,063 дюйма, потому что это то, что у меня было, и я надеялся, что это сработает.Я сделал, но эта пила сделала много порезов (она сделала сам Quorn) и была далеко не острой. После изготовления первой цанги (3/8 дюйма) она была в очень печальном состоянии — отмечалось, как головку мельницы толкали вокруг колонны, когда я пытался продвинуть рез. Но у меня была другая пила , хотя и с более крупным шагом зубьев, поэтому мы выбрали цангу 7/16 дюйма. Это резало намного лучше, и мне казалось, что я был избавлен от перспективы изготовления приспособления Quorn для заточки пил для продольной резки, прежде чем я смог вернуться к изготовлению цанг для заточки сверл.
Следующей цангой, которую нужно было изготовить (в соответствии с состоянием содержимого моей буровой стойки), была цанга 1/2 дюйма. Поскольку внешний диаметр составляет 5/8 дюйма, стенки этой цанги имеют толщину всего 1/16 дюйма. Как видите, пила с крупным шагом подошла нормально для первых 3 прорезей, но едва коснулась поверхности последней прорези, когда произошел удар, и шум резко изменился. Возможно, только один зуб за раз касался легкой щелевой трубки, цанга имела деформируется в начале прорезей. Как говорится в классике — и в телевизионном ролике здесь внизу — жукер.Теперь мне определенно придется изготовить приспособление для заточки пилы для продольной резки и купить дополнительную буровую штангу 5/8 «, прежде чем вернуться к производству цанговых патронов.
Следите за обновлениями …
Сноска:
Как всегда, есть другой выход. Методы, описанные в следующих документах, описывают шесть этапов как для граненого, так и для конического отката, последний сам дизайнер посчитал невозможным на Quorn! Они были разработаны Йоргом Хюгелем (Швейцария) и первоначально появились в группе пользователей Yahoo QUORN.Это важный список для владельцев и строителей Quorn. Его модерирует Карл Карлсен, и упомянутые документы, а также многие другие, все еще можно получить в этом месте. Мы благодарим Йорга и Карла за разрешение здесь повторить материал для шлифования сверл.- Шесть шагов к идеальному четырехгранному сверлу с помощью инструмента QUORN и фрезерного станка (просмотреть)
- Шесть шагов к идеальному сверлению с помощью инструмента QUORN Tool и Cutter Grinder (просмотреть)
Йорг предоставил эту основу для сопровождения своих методов:
Метод, описанный в моем подходе, отличается от рецепта профессора Чаддока, который, хотя и прост для понимания, имеет тот недостаток, что в процессе шлифования положение инструмента и шлифовальной головки необходимо менять несколько раз.При использовании альтернативного метода в этом нет необходимости, поскольку после первоначальной настройки Quorn все дальнейшие настройки выполняются с остановками. И в качестве дополнительного преимущества, если Quorn настроен один раз, вы можете переключаться с основного на дополнительный зазор и с одной губы на другую, не считывая никаких шкал. Процедура описана в «Шесть шагов к идеальному четырехгранному сверлу с использованием инструмента Quorn и шлифовального станка» .
Некоторое время спустя я понял, что, несмотря на опубликованное мнение профессора Чаддока, с помощью Quorn можно также шлифовать сверла с коническими боковыми поверхностями.Этот процесс описан в «Шесть шагов к идеальному сверлению с помощью инструмента Quorn Tool and Cutter Grinder» . Это простой рецепт, и если его тщательно соблюдать, заточка сверлом становится надежной. Нет необходимости тщательно согласовывать какие-либо кромки с осью сверла. Я считаю, что шлифовать сверла с конической боковой стороной намного проще, и они просверливают точные отверстия.
Из обсуждений я знаю, что есть сильные сторонники многогранных сверл. Но, по моему мнению и опыту, функция самоцентрирования, обеспечиваемая геометрией, не оправдывает дополнительных усилий, необходимых для шлифования этих граней с требуемой точностью.Однако каждый волен сам решать, что ему нравится и что он предпочитает. Метод и параметры в моих диаграммах были найдены аналитически путем математических исследований конических боковых сторон. Для индивидуалиста есть много возможностей адаптировать данные о производительности дрели к особым ситуациям, которые мой метод мог бы приспособить для обработки, но что я, , действительно делаю в мастерской? Я отшлифовал десятки упражнений, всегда с теми же данными настройки, что и в таблицах.
Ссылки:
| [ME1] | Brown, D: Заточка четырехгранных сверл: расширение диапазона , Model Engineer, Nexus Specialty Publications, England, Volume 177, Number 4025, 20 сентября — 3 октября 1996 г., стр. 313. |
| [WPS12] | Каин, T: Сверла, метчики и плашки (серия семинаров № 12) , Argus Books, England, 1993. |
GRS Apex QC Заточка для двухугловых граверов
Все Все Клеи Наковальни и колья Обмотка проволоки и бисероплетение Скамейки и аксессуары Кастинг Ножницы Книги и видео Burs Создание и формирование Раздача Таблички для рисования Бурение Инструменты для гравировки Файлы Гибкие валы Молотки Лупы и освещение Оправки Датчики, компоновка и испытания Металл и металлическая глина Покрытие и патина Плоскогубцы, кусачки и ножницы Полировка и отделка Пуансоны и металлические штампы Инструменты для изготовления колец Прокатные станы Спасательное оборудование Распиловка Весы Пайка и соединение Каменная оправа Магазинные принадлежности Наборы инструментов Пинцет Тиски Инструменты для часовщиков Скидки
GRS Стандартное приспособление для заточки | Contenti
Все Все Клеи Наковальни и колья Обмотка проволоки и бисероплетение Скамейки и аксессуары Кастинг Ножницы Книги и видео Burs Создание и формирование Раздача Таблички для рисования Бурение Инструменты для гравировки Файлы Гибкие валы Молотки Лупы и освещение Оправки Датчики, компоновка и испытания Металл и металлическая глина Покрытие и патина Плоскогубцы, кусачки и ножницы Полировка и отделка Пуансоны и металлические штампы Инструменты для изготовления колец Прокатные станы Спасательное оборудование Распиловка Весы Пайка и соединение Каменная оправа Магазинные принадлежности Наборы инструментов Пинцет
Насадка для заточки сверл.Запчасти
ХОНИТИРОВАНИЕ ДУБЛИКАТОРНЫХ ФРЕЗОВ
Положите плоскую поверхность фрезы или сверла на плоскую верхнюю поверхность хона, так чтобы остальная часть фрезы выступала за край. Потрите резаком или коронкой вверх и вниз по хону (Рисунок 24-44). Обязательно держите
Дополнительная информацияТокарный фрезерный станок
Токарно-фрезерный станок L C.MASON BY УМНО складывает холоднокатаный плоский прокат вместе, Т-образные пазы и салазки для этого токарного фрезерного приспособления изготавливаются без дорогостоящего оборудования. Фактически всего два инструмента,
Дополнительная информацияЗаточка компаньона
Resharpening Companion 10950 Правильные углы, изображения и пошаговые инструкции Инструмент Resharpening Companion предназначен для использования в качестве руководства и краткого справочника, который поможет вам увеличить резкость. Он не предназначен для замены
Дополнительная информацияТОКАРНЫЙ ИНСТРУМЕНТ
ТОКАРНЫЙ ИНСТРУМЕНТ Версия 1.4 Джим Роджерс (925) 229-5773 www.jlrodgers.com Заточка токарных инструментов 1. Цель заточки a. Улучшение качества поверхности реза b. Ускорение завершения проекта c. Сумма легкости
Дополнительная информацияЛИДЕР В ТЕХНОЛОГИИ РЕЗКИ
ЛИДЕР В ТЕХНОЛОГИИ РЕЗКИ БОЛЕЕ 2 ЛЕТ ПРИЧИНЫ, ПОЧЕМУ TRONEX ЯВЛЯЕТСЯ ЛУЧШИМ В МИРЕ 1 2 ПРЕВОСХОДНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ РЕЗКИ Сотни тысяч разрезов до затупления.Вырезать сотни тысяч
Дополнительная информацияИнструмент и шлифовальный станок Bonelle
Инструмент Bonelle и шлифовальный станок для фрез. Шлифовальный станок был сконструирован примерно в 1987 году и выставлен на 89-й выставке модельного машиностроения, где был награжден бронзовой медалью (см. ME Vol164 № 3868 стр. 273). Впоследствии
Дополнительная информацияПреобразование хромированного бампера MGB
Инструкции по установке переделки хромированного бампера MGB на 1974 1 / 2-1980 MGB Этот комплект требует резки, сварки и покраски.Рекомендуется профессиональная установка. Примечание: каждый корпус MGB немного отличается
Дополнительная информацияКарт для маленьких автогонщиков
Картинг для маленьких автогонщиков Тренируйся и гоняй. Картинг Недостаток скорости он более чем компенсирует удовольствием: картинг увлечет маленьких гонщиков. 1 Введение Это всего лишь картинг, но он
Дополнительная информацияГлава 9: Заточка инструментов
Глава 9: Заточка инструментов За последние несколько лет в области пародонтологического лечения произошел ряд интересных изменений.Однако краеугольным камнем пародонтологического лечения остается механический
. Дополнительная информацияУстановка светильника на столешницу *
Установка светильников на столбе * * Для обычной установки большинства прожекторов на столбе на многих автомобилях могут потребоваться небольшие изменения этих инструкций. Вам потребуются следующие инструменты: Высокомомент
Дополнительная информацияНастенный книжный шкаф из бисера
Настенный книжный шкаф Beadboard Примечание: максимальная нагрузка на каждую полку составляет 30 фунтов.Эта подвесная система предназначена только для крепления на гипсокартон / деревянные стойки. Если стены бетонные, кирпичные или оштукатуренные, обратитесь в местную службу
. Дополнительная информацияРезак для прямоугольников Speed-Mat
Резак для прямоугольных матов Speed-Mat 1 Плинтус с сотовой структурой. 2 Удерживать левую. 14 3 Нижний прижим. 4 4 Правило левого / правого. 8 5 8 5 Указатель линейки влево / вправо. 1 6 Правило сверху / снизу. 7 Указатель верхней / нижней линейки.
Дополнительная информацияПолные инструкции по приманке типа «ласточкин хвост»
Полные инструкции по приспособлению для приспособления «ласточкин хвост» 18 15 1 12 13 8 (22818) 19 17 16 4 3 6 14 5 9 9 11 10 2 СПИСОК ДЕТАЛЕЙ — ПОЛНЫЙ ПРИЖИМНЫЙ КОНДИЦИОНЕР «ласточкин хвост» Введение Ваш новый приспособление для приспособления «ласточкин хвост» будет отрезать полностью сквозной ласточкин хвост и три
Дополнительная информацияwww.Cornholesupplies.com
www.cornholesupplies.com Как построить регулирующие доски для корнхолла Дом оригинальных пакетов и плат для корнхола Список поставки: 1-4 ‘X 8’ кусок фанеры (предварительно отшлифованный) Шпильки 4-2 «X 4» X 8 ‘(2 по 4s убедитесь, что
Дополнительная информацияЭЛЕКТРИЧЕСКАЯ ЗАТОЧКА НОЖЕЙ
РУКОВОДСТВО ПО ПРОДУКТУ — M109 ЭЛЕКТРИЧЕСКАЯ ЗАТОЧКА НОЖЕЙ МОДЕЛИ 401 Внимательно прочтите перед работой и сохраните для справки в будущем. Технические характеристики точилки для ножей модели 401 Арт.# 401 Требования к питанию
Дополнительная информацияКак создать свою собственную игру CornHole
Как построить свою собственную игру Cornhole РАЗМЕРЫ Вот диаграмма с основными размерами для настольной игры Cornhole. ПОСТАВЛЯЕТСЯ 1/2 листа фанеры один 4 x 4 или два 2 x 4 s 8 длиной 2 4 s (4) 4 1/2
Дополнительная информацияИзготовление часовых колес и шестерен
Изготовление часовых колес и зубчатых фрез При изготовлении часов своими руками или в ремонтных работах иногда требуется резак нестандартного размера.Иногда требуется всего одна шестерня, и это не оправдывает стоимость коммерческого
. Дополнительная информацияБЕЗОПАСНОСТЬ И ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
ИНСТРУКЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ И ЭКСПЛУАТАЦИИ EDLUND TOMATO LASER, модели ETL -316, -140 и -380 ПРОЧИТАЙТЕ И ПОНИМАЙТЕ ДАННОЕ РУКОВОДСТВО И ВСЕ ИНСТРУКЦИИ ПЕРЕД ЭКСПЛУАТАЦИЕЙ НАСТОЯЩЕГО МУЛЬТФИЛЬМА. 159 Industrial Parkway, Берлингтон,
Дополнительная информацияДумайте о точности, думайте о HSS REAMING
Думайте о точности, думайте о HSS РАЗВЕРТЫВАНИЕ ОБЩИЕ ИНСТРУМЕНТЫ ДЛЯ РАЗВЕРТЫВАНИЯ 2 Увеличьте масштаб развертки 3 Какой HSS обеспечивает максимальную эффективность? 4 Покрытия для наилучших характеристик 5 Словарь 6 Выберите правильный дизайн 7 Типы фаски
Дополнительная информацияВведение в ДЖИГЫ И СВЕТИЛЬНИКИ
Введение в ПРИСОЕДИНЕНИЯ И ПРИСПОСОБЛЕНИЯ Введение Успешное выполнение любого массового производства зависит от взаимозаменяемости, которая облегчает сборку и снижает стоимость единицы продукции.Серийное производство
Дополнительная информацияИнструкции по использованию козырька POD
Инструкции по использованию козырька POD Перед началом сборки и монтажа внимательно прочтите список деталей козырька — левая часть козырька (LV), правая часть козырька (RV), 2 шт., Алюминиевые поперечины, крепежные элементы — 17 шт., 1/4 «X 3/4»
Дополнительная информацияИнструкции по сборке и эксплуатации
Инструкции по сборке и эксплуатации A Изделие 5885 West Van Horn Tavern Road Columbia, MO 65203 www.caldwellshooting.com Инструкция № 1001667 Ограниченная гарантия Гарантия бесплатного использования каждого продукта Caldwell
Дополнительная информацияОсновы доводки и полировки
Притирка и полировка: основы применения Лабораторный отчет 54 Притирка и полировка 1.0: Введение Притирка и полировка — это процесс, при котором материал точно удаляется с заготовки (или образца)
Дополнительная информацияУСТАНОВКА ГУСЕНИЦ I BEAM
ИНСТРУКЦИИ ПО УСТАНОВКЕ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ СИСТЕМЫ PDQ 0/700 FESTOON ВВЕДЕНИЕ Гирлянда PDQ была разработана для работы с двутавровыми балками одного из трех размеров: S x., S8 x 8. и S x .. Системные тележки должны быть
Дополнительная информацияМуфта роликовой цепи
Муфта роликовой цепи Характеристики 1. Простая конструкция Муфта роликовой цепи состоит из одной двойной роликовой цепи и двух звездочек для одинарной цепи. Обращение очень простое, так как оба вала (привод
Дополнительная информацияТехническая информация
нарезание резьбы Техническая информация Руководство по поиску и устранению неисправностей 115 СТРЕЛКА НЕ ЗАПУСКАЕТСЯ Глубина программы: Размер сверла метчика: Острота метчика: ход сжатия может использовать всю глубину программы.Проверьте размер сверла для метчика.
Дополнительная информацияРуководство по установке TopSky DLG
Руководство по установке TopSky DLG Внимание: потому что после затвердевания составных материалов на поверхности появится радужная оболочка аммиака, которая впоследствии повлияет на прочность склеивания. Отполировать наждачной бумагой
Дополнительная информацияКомбинации прецизионных тисков
Комбинации прецизионных тисков Тиски и рабочие удерживающие приспособления PanaVise можно использовать в сотнях случаев, ограниченных только вашим воображением! Каждые тиски позволяют наклонять, поворачивать и вращать головку и размещать вашу работу в любом месте
Дополнительная информацияТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ Модель No.2012NB Описание Автоматический рейсмусовый строгальный станок 304 мм (12 дюймов) КОНЦЕПЦИЯ И ОСНОВНЫЕ ПРИМЕНЕНИЯ * Компактный и легкий (27 кг / 59 фунтов) автоматический рейсмусовый строгальный станок упрощает работу
Дополнительная информацияКак построить покерный стол
Как построить покерный стол www.pokertablematerials.com Покерный стол на 10 человек — 96 x 48 Это пошаговые инструкции по созданию покерного стола. Размер стола будет 48 x 96 дюймов, а ширина
— 4 дюйма. Дополнительная информацияКАК СДЕЛАТЬ КРОНШТЕЙН МОТОРА
КАК СДЕЛАТЬ МОНТАЖНЫЙ КРОНШТЕЙН ДЛЯ ЭЛЕКТРИЧЕСКОГО ДВИГАТЕЛЯ Часто кронштейны, поставляемые с покупными предметами (например,г. электродвигатели или сервоприводы) не идеально подходят для установки в наши модели или не входят в комплект поставки
Дополнительная информация1.8 МАСЛЯНЫЕ УПЛОТНЕНИЯ КОЛЕНВАЛА
РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ СЕРИИ 60 1.8 МАСЛЯНЫЕ УПЛОТНИТЕЛИ КОЛЕНВАЛА Между каждым концом коленчатого вала и отверстиями в картере маховика и крышкой картера редуктора устанавливается масляное уплотнение для удержания смазочного масла в
. Дополнительная информация2- И 3-СЕКЦИОННАЯ ЛЕСТНИЦА
СБОРКА С ПОВОРОТНЫМ ЗАЖИМОМ A4 A2 A1 A3 A7 A6 A5 ЛЕСТНИЦА ЛОФТА С 2 И 3 СЕКЦИЯМИ На изображениях изображена 3-х секционная лестница чердака, но те же инструкции применимы к 2- и 3-х секционным лестницам Инструкции по установке и эксплуатации
Дополнительная информацияРаскройные рамы для резки труб и снятия фасок
Раскройные трубы для резки труб и снятия фасок Кто мы — одна компания, полная поддержка, комплексные решения Уже более века Hydratight предлагает решения мирового класса для болтовых соединений и продолжает устанавливать международный стандарт
Дополнительная информацияКОМПАКТНЫЙ ЭЛИТНЫЙ РЕЗАК ДЛЯ МАТОВ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ МОДЕЛИ 350-1 КОМПАКТНЫЙ ЭЛИТНЫЙ РЕЗАК ДЛЯ МАТОВ ИНСТРУКЦИЯ И РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Система резки матов 32 дюймов (81 см) с косыми и прямыми резаками, производственными ограничителями и 20-дюймовым (51 см) бруском.
Дополнительная информацияКАЛИБРОВКА ДЛЯ LAL20X И LAL24X
КАЛИБРОВКА И ПОИСК НЕИСПРАВНОСТЕЙ ДЛЯ УРОВНЕЙ LAL20X и LAL24X ИЗМЕРИТЕЛЬНЫЕ ЭКСПЕРТЫ С 1869 г. Как работают LAL20X и LAL24X Автоматический уровень называется автоматическим, потому что для него требуется только простой базовый
Дополнительная информацияОсобенности фрезерного патрона
Особенности фрезерного патрона С момента своего первого появления в отрасли в 1963 году Nikken продал более 2 000 000 штук по всему миру и никогда не переставал улучшать свой первоначальный дизайн.С многорядными роликовыми подшипниками
Дополнительная информацияГОРИЗОНТАЛЬНАЯ УСТАНОВКА
THERMO / SOLAR Žiar s.r.o. РУКОВОДСТВО ПО УСТАНОВКЕ ОПОРНЫЕ РАМКИ PV ГОРИЗОНТАЛЬНАЯ УСТАНОВКА Возможны технические изменения A1410 1 12/2014 СОДЕРЖАНИЕ ЗАКАЗ.