
Как выбрать станок для холодной ковки
Что такое холодная ковка
Холодная ковка – это метод изготовления художественных элементов из металла без нагрева, путем деформации заготовки гибкой и прессом. Этот метод хорош при небольшом производстве, так как позволяет получать идентичные детали с минимальными физическими усилиями и за короткий срок. Еще один плюс холодной ковки это то, что для такого производства не требуется много места. Процесс холодной ковки проще, в сравнении с горячей, однако особой уникальностью такие изделия не отличаются. Все же творческий потенциал можно реализовать и в холодной ковке, в чем отлично помогают станки, способные выполнять множество различных элементов.
В холодной ковке используются заготовки нужных размеров: прутки, куски профильной трубы, листовой металл и т.д. Их гнут с помощью ручных или электрических станков. Работа на станках очень упрощает процесс производства, позволяя организовать дело, приносящее доход. Диапазон производимых изделий очень широкий. От дверных ручек до дворцовых ворот.
Диапазон производимых изделий очень широкий. От дверных ручек до дворцовых ворот.
Виды станков для холодной ковки
Станки для холодной ковки бывают ручные и электрические. Чтобы определиться с выбором станка, обозначьте цели, для которых его приобретаете. Определитесь, какие изделия будете производить. В зависимости от видов работ, вам понадобится разное оборудование.
Ручные станки
Ручные станки предполагают меньше затрат. Можно даже собрать оборудование самостоятельно. Однако, производительность у ручных приспособлений невысокая. Требуется много физических сил, а скорость изготовления не позволяет работать на «поток». Ручные станки не бывают универсальными, их функциональность ограничена. Каждый станок изготавливает определенный элемент. Улитка — спиралевидный станок, предназначенный для скручивания металла. Торсион скручивает прутки и полосы по продольной оси. Гибочные станки, или гнутики, предназначены для изгиба деталей под нужным углом.
Электрические станки
Электрические станки потребуют больше финансовых затрат, но и дают больше возможностей заработать на кузнечном деле. Если вы захотите приобрести станок с электрическим приводом, необходимо понимать, каких видов они бывают.
Универсальные гибочные станки «Ажур» изготавливают завитки, волюты и большинство художественных элементов.
Прокатные станки предназначены для нанесения рельефа на профильную трубу, а также для производства витой трубы.
Вертикальные и горизонтальные прессы для вырубки и формовки изделий из листового металла, изометрической штамповки, прошивки и калибровки отверстий.
Кроме того, к электростанкам предлагается большой выбор оснастки: ролики, улитки, барабаны, торсион, профилегиб и т.д. Дополнительная оснастка позволяет расширить возможности станка.
Какой станок выбрать?
По принципу работы ручные станки для художественной ковки мало чем отличаются от электрических. Преимущества ручных – сравнительно низкая цена и, соответственно, доступность. Электрические увеличивают производительность, качество и прочность изделий, уменьшают физические затраты, что помогает многим перевести кузнечное дело из разряда «любимое занятие» в «собственное дело». Вывод напрашивается такой: если вы ищете станок для развития кузнечного дела в перспективный бизнес, то без электрического станка вы обойдетесь вряд ли. Да и заниматься кузнечным творчеством на досуге для себя гораздо интереснее и продуктивней, когда под рукой удобное современное оборудование.
Если у вас возникли вопросы об электрических станках, менеджеры «Ажурсталь» ответят на них. Звоните 8 800 550 07 90.
Станки холодной ковки в категории «Промышленное оборудование и станки»
UB 30 S кузнечный станок улитка для холодной ковки | станок для кузнечной гибки Bernardo
Под заказ
Доставка по Украине
12 280 грн
Купить
MR 100 Pro УНИВЕРСАЛЬНЫЙ РУЧНОЙ ГИБОЧНЫЙ СТАНОК УЛИТКА ДЛЯ ХОЛОДНОЙ КОВКИ | Гибочный для полосы Bernardo
Под заказ
Доставка по Украине
16 929 грн
Купить
Универсальный гибочный станок для холодной ковки 4в1 Торсион Корзинка Улитка Блок усиления PsTech
Доставка по Украине
14 400 грн
Купить
Станок для холодной ковки Гнутик М2
На складе в г. Золотоноша
Золотоноша
Доставка по Украине
по 6 500 грн
от 2 продавцов
6 500 грн
Купить
Станок для холодной ковки витая труба | Станок для изготовления витой трубы PsTech
Под заказ
Доставка по Украине
7 600 грн
Купить
Универсальный гибочный станок для холодной ковки электро 5в1 Торсион Корзинка Улитка Блок усиления Трубогиб
Доставка по Украине
21 000 грн
Купить
ТУ2 Универсальный гибочный станок для холодной ковки 3в1 Торсион — Корзинка Улитка Профилегиб PsTech
Доставка по Украине
9 400 грн
Купить
УлитМ Станок улитка для холодной ковки Завитки Волюты
На складе в г. Золотоноша
Доставка по Украине
по 6 500 грн
от 2 продавцов
6 500 грн
Купить
Станок Твистер Улитка для скручивания квадрата полосы. Холодная ковка. Завитки Волюты
На складе в г. Золотоноша
Доставка по Украине
по 8 800 грн
от 2 продавцов
8 800 грн
Купить
MR 100 Pro УНИВЕРСАЛЬНЫЙ РУЧНОЙ ГИБОЧНЫЙ СТАНОК УЛИТКА ДЛЯ ХОЛОДНОЙ КОВКИ | Гибочный для полосы Bernardo
Под заказ
Доставка по Украине
20 568 грн
Купить
ТорсиМ Твистер.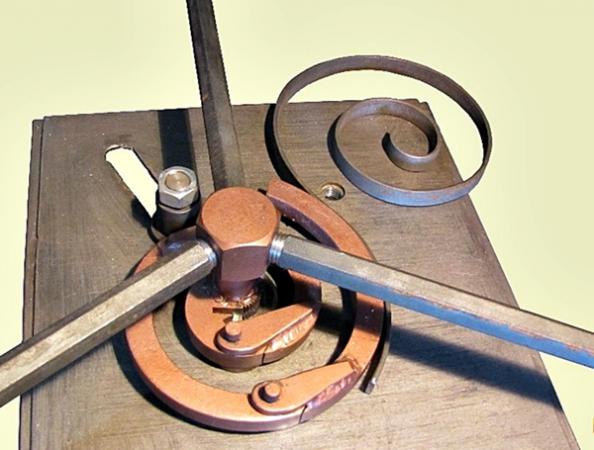 Шишка. Станок для скручивания квадрата полосы и корзинок. Холодная ковка.
Шишка. Станок для скручивания квадрата полосы и корзинок. Холодная ковка.
На складе в г. Золотоноша
Доставка по Украине
по 9 400 грн
от 2 продавцов
9 400 грн
Купить
Терміново, Станок для холодной и горячей ковки
Доставка по Украине
143 000 грн
Купить
Ручной трубогибочный станок 3 в 1 ППР 3 (торсион, улитка, профилегиб)
На складе в г. Золотоноша
Доставка по Украине
14 900 — 15 900 грн
от 2 продавцов
14 900 грн
Купить
СКИДКА! Трубогибочный станок. Профилегиб 60 х 40 мм. Станок для ковки!
Доставка из г. Чернигов
6 700 грн
6 550 грн
Купить
Ручной профилегибочный станок 3 в 1 ТУР 2 (торсион, улитка, трубогиб)
На складе в г. Золотоноша
Доставка по Украине
по 9 800 грн
от 2 продавцов
9 800 грн
Купить
Смотрите также
Блок для усиления профильной трубы для завитков под трубу 15 мм, 20 мм и 25 мм.
Доставка из г. Чернигов
8 615 грн
8 515 грн
Купить
Блок, для усиления, профильной трубы.Труба 15 мм, 20 мм. Гусиная лапка.
Доставка из г. Чернигов
9 200 грн
9 000 грн
Купить
Скидка! Ручной трубогиб с закалеными валами. Механический профилегиб. От производителя.
Доставка из г. Чернигов
4 500 грн
4 400 грн
Купить
Блок, для усиления, профильной трубы. Гусиная и плоская лапка для профильной трубы
Доставка из г. Чернигов
16 300 грн
Купить
UB 40 S универсальный гибочный станок для кузнечной гибки | станок улитка для гибки завитков Bernardo
Под заказ
Доставка по Украине
17 056 грн
Купить
Блок усиления профильной трубы 15мм, 20мм (гусиная лапка)
Доставка по Украине
6 600 грн
Купить
Трубогиб ручной для профильной трубы ППР 2
На складе в г. Золотоноша
Доставка по Украине
по 8 800 грн
от 2 продавцов
8 800 грн
Купить
Сверлильно-присадочный станок Robland BM 21 Pro
Доставка по Украине
239 680 — 266 430 грн
от 4 продавцов
266 430 грн
Купить
Электромеханический листогиб с ЧПУ RAS TURBObend 62. 25
25
Доставка по Украине
1 914 134 грн
Купить
Трубогибочный станок Atlas1м Трубогиб Профилегиб
На складе в г. Золотоноша
Доставка по Украине
59 000 грн
Купить
ATLAS 2 Трубогибочный — профилегибочный станок
На складе в г. Золотоноша
Доставка по Украине
по 120 000 грн
от 2 продавцов
120 000 грн
Купить
Трубогиб профилегиб м1-3. Механический профилегиб. От производителя.
Доставка из г. Чернигов
2 999 грн
Купить
Трубогиб ручной профилегиб механический Икар (закаленный ролик)
На складе в г. Золотоноша
Доставка по Украине
по 4 500 грн
от 2 продавцов
4 500 грн
Купить
Профилегиб Трубогиб Dedal L40M Трубогибочный станок
На складе в г. Золотоноша
Доставка по Украине
по 50 000 грн
от 2 продавцов
50 000 грн
Купить
Понимание процесса и его преимуществ
Введение Холодная штамповка — это процесс ударной штамповки, при котором кусок сырья пластически деформируется под действием высокой силы сжатия между пуансоном и матрицей в подходящем оборудовании, таком как машинный пресс.
Некоторые основные методы включают выдавливание (вперед, назад, вперед и назад), чеканку, осадку и обжимку. Эти методы могут выполняться в одном и том же ходе пуансона или в отдельных операциях, в зависимости от конкретных требований приложения.
По сути, холодная ковка представляет собой процесс смещения, который придает существующему материалу желаемую форму; сравните это с обычной механической обработкой, при которой материал удаляется для создания желаемой формы. Как видно из следующих разделов, это различие дает несколько существенных преимуществ. В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки как производственного процесса.
Обычно при холодной ковке используются 2 типа штампов:
- Открытая ковка: Материал может выходить после заполнения полости.
- Преимущество: меньшие напряжения и нагрузки
- Недостаток: может потребоваться некоторая последующая обработка в зависимости от требований приложения
- Закрытая ковка: Объем полости штампа точно такой же, как и объем материала, чтобы получить на выходе чистую форму или форму, близкую к чистой.

- Преимущество: устраняет необходимость последующей обработки
- Недостаток: более высокие нагрузки и нагрузки; матрица может быть серьезно повреждена, если материал превышает

Основной причиной, по которой многие компании переходят на использование холодной штамповки, является потребность в повышении производительности производственной линии. Во многих случаях традиционные процессы (такие как механическая обработка, сварка или другие методы изготовления) включают многопроходные операции по удалению материала и чистовой обработке детали (например, вертикальное, горизонтальное, объемное удаление, подкрашивание деталей и т. д.). Напротив, холодная ковка обычно представляет собой однопроходный процесс формования, который деформирует существующий материал до желаемой формы.
В зависимости от параметров конкретной детали экономия времени на единицу может значительно повысить производительность. Например, некоторые детали, на обработку которых уходит от 3 до 5 минут, могут достигать производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Например, некоторые детали, на обработку которых уходит от 3 до 5 минут, могут достигать производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Возможность повышения производительности более чем в 100–200 раз обеспечивает быструю окупаемость инвестиций в штампы и оснастку для холодной штамповки. Таким образом, многие компании решили использовать другие методы только для прототипирования или на ранних этапах производства, при этом переход на холодную ковку запланирован в преддверии наращивания объемов производства.
Экономия материалов и снижение затратЕще одним ключевым преимуществом холодной штамповки является устранение отходов материала. Вместо того, чтобы удалять значительное количество сырья, в процессе холодной ковки сырье используется полностью.
Входные данные для его технологического процесса представляют собой заготовки материала, которые вырезаются из исходного сыпучего материала (рулоны, балки, листы и т. д.). Каждая заготовка представляет собой точное количество материала, необходимого для конечной детали, поэтому потери или потери материала отсутствуют. Этот безотходный процесс может обеспечить значительные преимущества при крупносерийном производстве, где ключевым фактором стоимости является количество отходов, и/или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
д.). Каждая заготовка представляет собой точное количество материала, необходимого для конечной детали, поэтому потери или потери материала отсутствуют. Этот безотходный процесс может обеспечить значительные преимущества при крупносерийном производстве, где ключевым фактором стоимости является количество отходов, и/или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
Очень важным фактором, который компании учитывают при принятии решения об использовании холодной штамповки, является ее способность значительно улучшить прочность и целостность готовой детали. Ковка дает гораздо более прочные детали, чем ее аналоги, изготовленные литьем, сваркой, процессами порошковой металлургии или механической обработкой необработанного прутка / листового металла.
Высокие усилия сжатия при холодной ковке фактически смещают и перестраивают зерна основного материала, чтобы свести к минимуму любые присущие ему слабости. Это особенно важно для конструкций деталей, требуемая форма которых имеет слабые места вдоль существующих волокон основного материала, например, длинные выступы, пересекающие волокна, или узкие места, которые могут сломаться под нагрузкой. Процесс холодной ковки решает эти проблемы, уменьшая беспокойство инженеров по поводу проблем, связанных с основной зернистостью сырья.
Это особенно важно для конструкций деталей, требуемая форма которых имеет слабые места вдоль существующих волокон основного материала, например, длинные выступы, пересекающие волокна, или узкие места, которые могут сломаться под нагрузкой. Процесс холодной ковки решает эти проблемы, уменьшая беспокойство инженеров по поводу проблем, связанных с основной зернистостью сырья.
Холодная ковка также может иметь явные преимущества по сравнению с механической обработкой, прогрессивной штамповкой, литьем, сваркой и другими производственными процессами, поскольку выход обычно не требует этапов последующей обработки для достижения презентабельного внешнего вида и /или требуемая гладкость поверхности.
В зависимости от конкретных требований конечного применения некоторые детали могут нуждаться в очистке для удаления заусенцев, канавок, бороздок или других дефектов процесса обработки. Это не проблема с готовыми деталями, изготовленными методом холодной штамповки.
Хотя холодная ковка может не подходить для каждого применения, она может дать очень значительные преимущества в соответствующих ситуациях. Учитывая, что для этого требуется специальное оборудование, а также инвестиции в инструменты и штампы, использование холодной штамповки должно быть сбалансировано с учетом общих объемов производства, затрат на материалы, требований к прочности деталей и прогнозов окупаемости инвестиций (ROI).
В некоторых случаях, когда прочность, форма и гладкость поверхности имеют решающее значение, холодная ковка является единственным процессом, позволяющим эффективно производить детали, соответствующие требуемым спецификациям. Следовательно, некоторые из этих деталей, такие как сложные шестерни, разработаны специально для процесса холодной ковки, поскольку их нельзя изготовить с помощью механической обработки или других процессов.
Передача производства на аутсорсинг опытному партнеру по холодной штамповке может компенсировать инвестиции компании в капитальное оборудование, так что единовременные затраты на проектирование (NRE) могут быть сосредоточены на создании инструментов и штампов. Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком диапазоне конечных применений, который обладает ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком диапазоне конечных применений, который обладает ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Размер заготовки должен точно контролироваться, если применяется закрытая ковка. Избыточному материалу некуда деваться в закрытую полость штампа при прессовании; это может вызвать чрезмерно высокое напряжение внутри штампа, что может привести к серьезному повреждению инструмента. С другой стороны, если используется открытая ковка, дополнительный материал, как правило, не вызывает такого повреждения, как упомянуто выше, поскольку в процессе обычно предусмотрены пути отвода материала.
Склеивание Склеивание — это процесс погружения, при котором поверхности заготовки покрываются фосфатом и мылом для облегчения потока материала через пуансоны или штампы в процессе ковки. Это помогает уменьшить трение, усилие и напряжение, а также улучшает качество поверхности.
Отжиг — это процесс, который размягчает материал и снижает напряжение течения для облегчения текучести материала. Промежуточный отжиг, применяемый между этапами ковки, необходим, когда холодная ковка вызывает деформационное упрочнение до такой степени, что дальнейшая холодная обработка данного материала нецелесообразна или невозможна.
СмазкаПри холодной ковке использование высоковязкого масла имеет решающее значение для уменьшения контакта оголенного металла с металлом. Однако для рассеивания выделяемого тепла обычно также необходимо добавить нужное количество жидкого масла.
РезюмеПонимание компромиссов при холодной ковке и выбор партнера с большим опытом в области холодной ковки, включая вертикальную интеграцию с другими процессами, может предложить конструкторам и инженерам-технологам ценную альтернативу традиционным процессам механической обработки или литья.
Ключ к успеху заключается в том, чтобы начать оценку на ранней стадии процесса проектирования и учитывать общий объем производства и требования к наращиванию производства, чтобы можно было использовать холодную ковку для достижения оптимальной рентабельности инвестиций и качественных результатов.
По сравнению с другими конкурирующими технологиями, такими как механическая обработка, литье под давлением, литье пластмасс под давлением , сварка и литье металлов под давлением, холодная ковка создает изделия с более высокой ударной вязкостью, улучшенной структурной целостностью и большей точностью при использовании меньшего количества материала. Этот процесс также высокопроизводителен и оптимален для финишной обработки поверхностей.
О нас
Interplex — ведущий поставщик мультитехнологичных решений, которому доверяют ведущие компании во многих отраслях. Вот уже 60 лет мы играем важную роль в предоставлении индивидуальных решений высочайшего качества для решения самых сложных проблем наших уважаемых клиентов.
В условиях жесткой глобальной конкуренции наша технология выделяет нас и укрепляет наши лидирующие позиции. Наша способность проектировать, разрабатывать и производить критически важные продукты и решения, адаптированные к конкретным конечным приложениям, проистекает из нашей давней приверженности технологиям и инновациям. Это включает в себя многочисленные патенты и продукты с товарными знаками, подкрепленные нашей репутацией в разработке новых решений на шаг впереди новых отраслевых тенденций.
Это включает в себя многочисленные патенты и продукты с товарными знаками, подкрепленные нашей репутацией в разработке новых решений на шаг впереди новых отраслевых тенденций.
Свяжитесь с нами по любому запросу о продуктах/услугах или отправьте запрос цен .
Узнайте больше об Interplex и нашем опыте в области точного машиностроения здесь .
5.2.4.2 Процессы холодной штамповки | Ассоциация кузнечной промышленности
В настоящее время используется множество процессов холодной ковки, как по отдельности, так и в комбинации. Ниже приводится обзор наиболее часто используемых.
Прямое выдавливание В наиболее распространенном процессе прямого выдавливания заготовка проталкивается через контейнер или головку с помощью пуансона. Материал течет в том же направлении, что и пуансон, чтобы обеспечить различные типы выходных сечений. Этот процесс также используется на полых заготовках для уменьшения толщины стенки и для производства банок либо с цилиндрическими полостями, либо с полостями с переменным поперечным сечением. Он используется для производства твердых форм, таких как круглые, резьбовые заготовки, квадраты, прямоугольники, треугольники, многоугольники и сплайны. Полые формы, в том числе круглые, многоугольники и сплайны, также выдавливаются вперед. На рис. 5-18 показаны три типа выдавливания вперед.
Он используется для производства твердых форм, таких как круглые, резьбовые заготовки, квадраты, прямоугольники, треугольники, многоугольники и сплайны. Полые формы, в том числе круглые, многоугольники и сплайны, также выдавливаются вперед. На рис. 5-18 показаны три типа выдавливания вперед.
Обратная экструзия В этом процессе материал течет в направлении, противоположном верхнему пуансону. Заготовка формируется либо в полости, образованной между пуансоном и матрицей, либо в полости пуансона. Обратная экструзия используется для получения круглых внутренних и внешних диаметров, квадратов с закругленными углами, нескольких наружных диаметров и нескольких внутренних диаметров. На рис. 5-19 показаны три типа обратного выдавливания.
Боковая экструзия В этом процессе материал течет сбоку от направления пуансона, как правило, в одном направлении. Два типа бокового выдавливания показаны на рис. 5-20.
Осадка В этом процессе материал течет поперек направления пуансона во всех направлениях, увеличивая поперечное сечение заготовки.
Глажка В этом процессе толщина стенок полых банок или трубок уменьшается, как показано на рис. 5-22. Усилие прикладывается к нижней части заготовки относительно длинным пуансоном. Этот процесс отличается от прямой экструзии тем, что заготовка находится в растяжении, тогда как при прямой экструзии заготовка сжимается.
Выступ Выступ используется для уменьшения конца обратного выдавливания или его радиуса. Процесс показан на рис. 5-23.
Радиальная ковка В этом процессе инструменты, движущиеся в радиальном направлении, придают заготовке желаемую форму, как показано на рис. 5-24. Радиальная ковка также может использоваться для изготовления цельных деталей, таких как оси. Полые детали, такие как стволы орудий, можно выковать в осевом направлении с помощью оправки.
5-24. Радиальная ковка также может использоваться для изготовления цельных деталей, таких как оси. Полые детали, такие как стволы орудий, можно выковать в осевом направлении с помощью оправки.
Гибка Операции гибки часто используются для создания несимметричных форм. Этот процесс используется для производства стержней и стержней с головками и без них, включая J-, S-, U-, W- и Z-образные изгибы.
Комбинированные процессы Многие из вышеперечисленных процессов могут быть успешно объединены в одну операцию. Например, прямое и обратное выдавливание комбинируются для производства валов со сплошными или чашечными головками, шлицевых валов и валов с резьбой. Семь распространенных комбинаций процессов показаны на рис. 5-25.
Последовательность процесса Почти во всех случаях холодная штамповка производится в несколько ходов формовки. Количество ходов определяется формуемостью сплава, нагрузкой штампа, нагрузкой пресса, характеристиками пресса и возможностью совмещения процессов.