
Основные правила работы на токарном станке по металлу
Многие полагают, что переход на автоматизированное производство является залогом безопасности и эффективности проводимых работ. Однако, это утверждение считается верным только в том случае, когда четко соблюдаются правила безопасности и выполняются инструкции.
Токарный станок, как и любое другое оборудование, нуждается в техническом обслуживании на всех стадиях проводимых работ. Это позволяет существенно повысить производительность, срок его службы и сэкономить на ремонтных работах. Соблюдать эксплуатационные правила совсем несложно, так как через короткий промежуток времени эти действия становятся привычными и выполняются на автомате. Если же не уделять этому вопросу достаточное внимание, станок очень скоро начнет сбоить и способен вовсе выйти из строя. Рассмотрим наиболее важные моменты, о которых стоит знать каждому мастеру.
Правильная организация рабочего пространства
Важно, чтобы зона проведения работ была хорошо освещена, обычно для этой цели лампы устанавливают непосредственно на станок.
Наладка оборудования и рабочий процесс
- Нанесение смазки.
Перед тем, как приступить к выполнению работ, следует смазать все элементы станка. Это повышает эффективность эксплуатации, исключает возможность коррозии, перегрева и полного выхода из строя. В особом внимании нуждаются трущиеся детали.
Далее следует проверить коробки скоростей и передач. Их бачки должны быть наполнены достаточным количеством масла. На новом оборудовании его следует менять после 10 дней эксплуатации, следующий срок составляет 20 дней, после чего этот процесс можно выполнять строго раз в месяц.
На новом оборудовании его следует менять после 10 дней эксплуатации, следующий срок составляет 20 дней, после чего этот процесс можно выполнять строго раз в месяц.
Прочие детали станка, такие как пиноль, винт задней бабки, скользящие поверхности суппорта следует обрабатывать смазочным маслом по поверхности не более, чем один раз за смену.
- Регулирование.
К этому пункту относятся настройки, которые выполняются как периодически, так и регулярно. Точный перечень деталей и частота их регулирования указаны в прилагаемой к каждому станку инструкции. Токарь может выполнять все эти действия самостоятельно только в том случае, если имеет должную квалификацию, при отсутствии таковой, следует прибегнуть к помощи специалистов.
Однако, существуют и такие элементы, которые настраиваются довольно легко и часто, к ним относятся:
- Режущий инструмент – его замена осуществляется несколько раз за смену.
 В большинстве случаев устанавливается сразу несколько резцов. Благодаря сменному картриджу или особенностям держателя, этот процесс происходит быстро.
В большинстве случаев устанавливается сразу несколько резцов. Благодаря сменному картриджу или особенностям держателя, этот процесс происходит быстро. - Крепление детали – выполняется путем ее зажима в трехкулачковом самоцентрирующем патроне.
 В большинстве случаев устанавливается сразу несколько резцов. Благодаря сменному картриджу или особенностям держателя, этот процесс происходит быстро.
В большинстве случаев устанавливается сразу несколько резцов. Благодаря сменному картриджу или особенностям держателя, этот процесс происходит быстро.Правила техники безопасности
Перед тем, как приступить к работе, токарь проходит инструктаж, включающий в себя несколько основных правил, обязательных для соблюдения:
- Ни при каких обстоятельствах не оставлять в патроне ключ, так как он может отлететь в сторону и стать причиной травмирования. Такими же последствиями чревато хранение инструментов на самом станке.
- Обязательно проверять прочность крепления оснасток и заготовок, это поможет избежать возникновения чрезвычайных ситуаций и преждевременной поломки оборудования.
- При обтачивании деталей использовать смазочно-охлаждающие жидкости, таким образом исключается возможность перегрева резцов и, как следствие, возникновения пожароопасных ситуаций.
- Уходя, следует всегда отключать станок.

Это далеко не все правила, более полный список указан в инструкции, он напрямую зависит от модели оборудования и выполняемых операций.
Спецодежда
Немаловажное значение при работе на токарном станке имеет экипировка. Она должна включать в себя робу, подходящую по размеру, очки, головной убор, респиратор, удобную и устойчивую обувь.
Краткое пособие по обслуживанию токарного станка
Содержание:
- 1. Организация рабочего места
- 2. Наладочные и рабочие операции
- 3. Техника безопасности
- 4. Обслуживание после эксплуатации
Многие думают, что автоматизация оборудования – залог безопасности и его эффективной эксплуатации. На самом деле очень важно следовать инструкциям и выполнять ряд правил. Об это – далее.
Токарному станку нужно должное обслуживание на всех стадиях работы. Это позволит повысить скорость изготовления любых деталей, продлить срок службы оборудования и сэкономить на его ремонте. Чтобы это сделать, нужно соблюдать правила эксплуатации. Это не составит труда, так как все действия, которые они предполагают, очень быстро входят в привычку и выполняются автоматически. Но если ими пренебрегать, станок быстро выйдет из строя или будет функционировать с перебоями, сильно вибрируя, например, или не выдавая нужной скорости вращения шпинделя. Из-за этого будет страдать точность работы, а также будет опасность сломать оснастку и безвозвратно испортить заготовку. Итак, какие же важные моменты необходимо знать каждому мастеру?
Чтобы это сделать, нужно соблюдать правила эксплуатации. Это не составит труда, так как все действия, которые они предполагают, очень быстро входят в привычку и выполняются автоматически. Но если ими пренебрегать, станок быстро выйдет из строя или будет функционировать с перебоями, сильно вибрируя, например, или не выдавая нужной скорости вращения шпинделя. Из-за этого будет страдать точность работы, а также будет опасность сломать оснастку и безвозвратно испортить заготовку. Итак, какие же важные моменты необходимо знать каждому мастеру?
Организация рабочего места
Важно, чтобы оно было хорошо освещено, для этого обычно используют лампы, которые закрепляют на самом станке. Под ногами у оператора должна быть решетка из диэлектрика, например, пластика или резины, для устойчивости и предотвращения поражения электрическим током. Все необходимые инструменты, заготовки и детали должны быть под рукой, но, ни в коем случае не располагаться на самом оборудовании. Лучше всего для их хранения подходят инструментальные шкафы или тумбочки, которые устанавливаются справа или слева, в зависимости от того, как удобно мастеру. Это будет залогом безопасности, а также позволит сэкономить место в рабочей зоне и время: токарю не нужно будет отвлекаться, чтобы взять, например, штангенциркуль, стамеску или новую заготовку.
Это будет залогом безопасности, а также позволит сэкономить место в рабочей зоне и время: токарю не нужно будет отвлекаться, чтобы взять, например, штангенциркуль, стамеску или новую заготовку.
Наладочные и рабочие операции
1. Смазка
Перед тем как начать работу, важно убедиться, что все требующие того элементы и узлы станка смазаны.
Это обеспечит эффективную эксплуатацию оборудования, воспрепятствует его ржавлению и исключит перегрев и поломки. Особого внимания заслуживают трущиеся механизмы.
Коробка скоростей и коробка передач – в их бачках должно быть налито достаточно масла (индустриальное 30). Многие станки имеют отметку максимального количества жидкости (как у Jet GHB-1330, Jet GHB-1340A, Jet GHB-1340A DRO). Замену масла необходимо выполнять не реже раза в месяц, при этом при первой эксплуатации жидкость следует заменять после 10 дней применения оборудования, следующий срок — 20 дней, только после этого можно осуществить переход на регулярную месячную замену смазки. Заметим, что такой вид обслуживания необходим станкам по металлу, но далеко не всем. Точно можно узнать в инструкции по эксплуатации.
Заметим, что такой вид обслуживания необходим станкам по металлу, но далеко не всем. Точно можно узнать в инструкции по эксплуатации.
Скользящие поверхности частей суппорта, направляющие, пиноль, винт задней бабки нужно смазывать один раз за смену. Выполняется это по поверхности элемента.
2. Регулировка
Здесь и настройки, которые необходимо выполнять периодически и те, которые производятся каждую рабочую смену. Регулировать раз в несколько месяцев необходимо такие элементы, как например, подшипники шпинделя, тормоз, гайку поперечного суппорта и прочее (в зависимости от модели станка). Точный перечень элементов указан в инструкции. Если токарь обладает достаточной квалификацией, он может выполнить все необходимые настройки самостоятельно, если нет, следует обратиться к специалисту по наладке.
Также есть элементы, не требующие высокой квалификации от рабочего, они настраиваются часто. К ним можно отнести:
Установка режущего инструмента.
Закрепите оснастку в держателе, не сильно прижав её болтами. Вылет резца не должен быть больше 1-1,5 высоты его державки. Далее подведите резцедержатель к центру задней бабки. Необходимо, чтобы вершина головки оснастки совпадала с центром станка, чтобы это было проще увидеть используйте вращающийся центр. Если резец ниже необходимого положения, подкладываются специальные металлические пластины. Их должно быть не более двух, и они не должны выступать за край держателя. После того, как вы добились необходимого положения, затяните крепежные болты полностью. Учтите, что при этом резец опустится на несколько миллиметров, поэтому по завершении ещё раз подведите держатель к центру.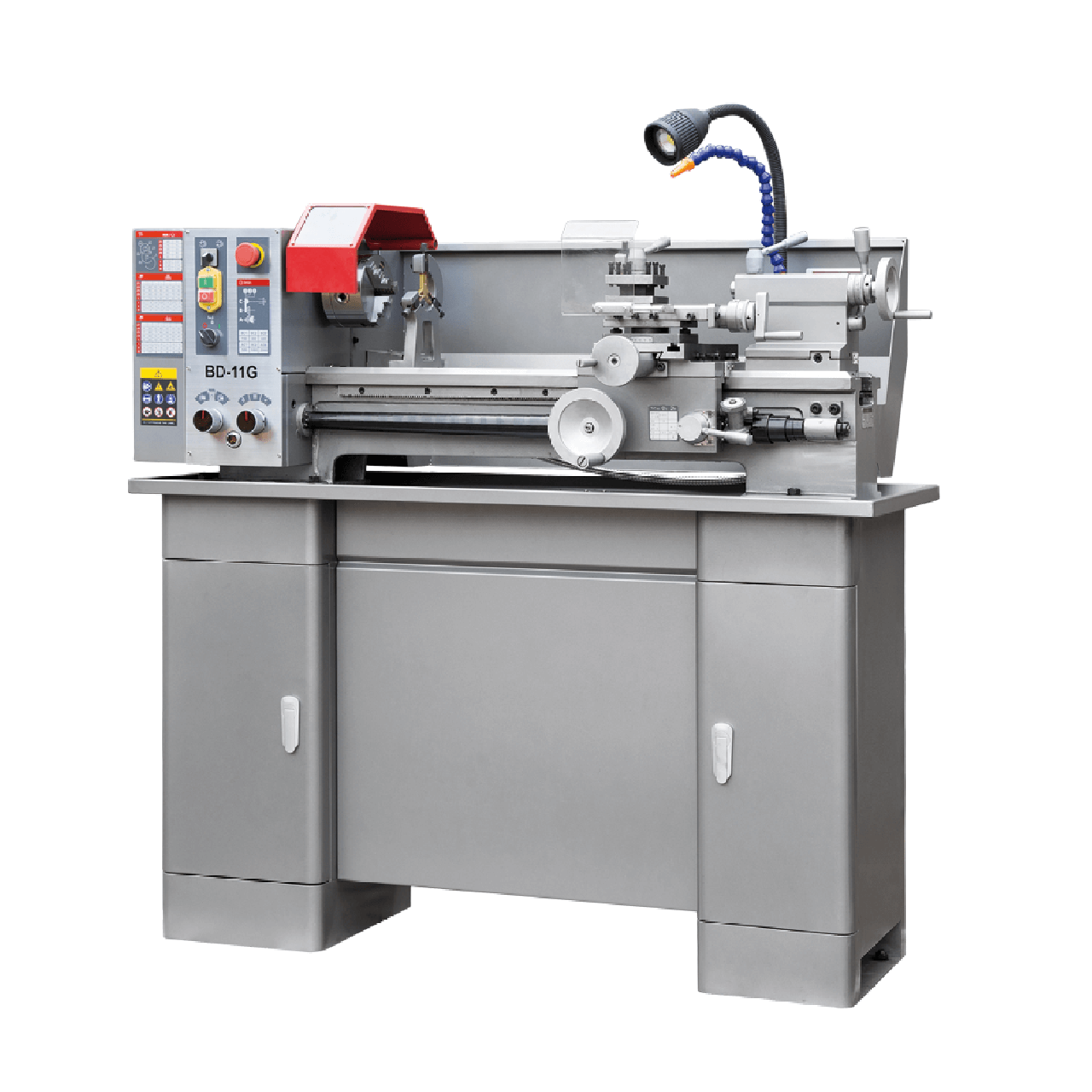
Крепление заготовки. Самый распространенный способ выполнения данной операции – зажим в трехкулачковом самоцентрирующем патроне:
Разведите кулачки патрона ключом до того состояния, когда деталь будет свободно проходить между ними. Вставьте её правой рукой, левой поворачивайте ключ, закрепляя её в патроне.
Внимание! Следите, чтобы внутри не было стружки.
После того, как заготовка будет зафиксирована, задействуйте вторую руку, доворачивая ключ до упора с максимальным усилием. В данном случае важно, чтобы деталь была вставлена в патрон не меньше, чем на одну треть своей длины, в этом случае не будет биения при вращении и сдвигов при обточке. Если для обработки устанавливается длинный прут, его необходимо отцентровать и зафиксировать с другого конца вращающимся центром, а иногда и дополнительно зажать в люнете. Это делается опять же, чтобы не допустить биения и сдвига.
На деревообрабатывающих токарных станках также очень распространено крепления заготовок в планшайбах (Jet JML-1014i, Энкор Корвет-73, TRIOD WLAM-1000 и др.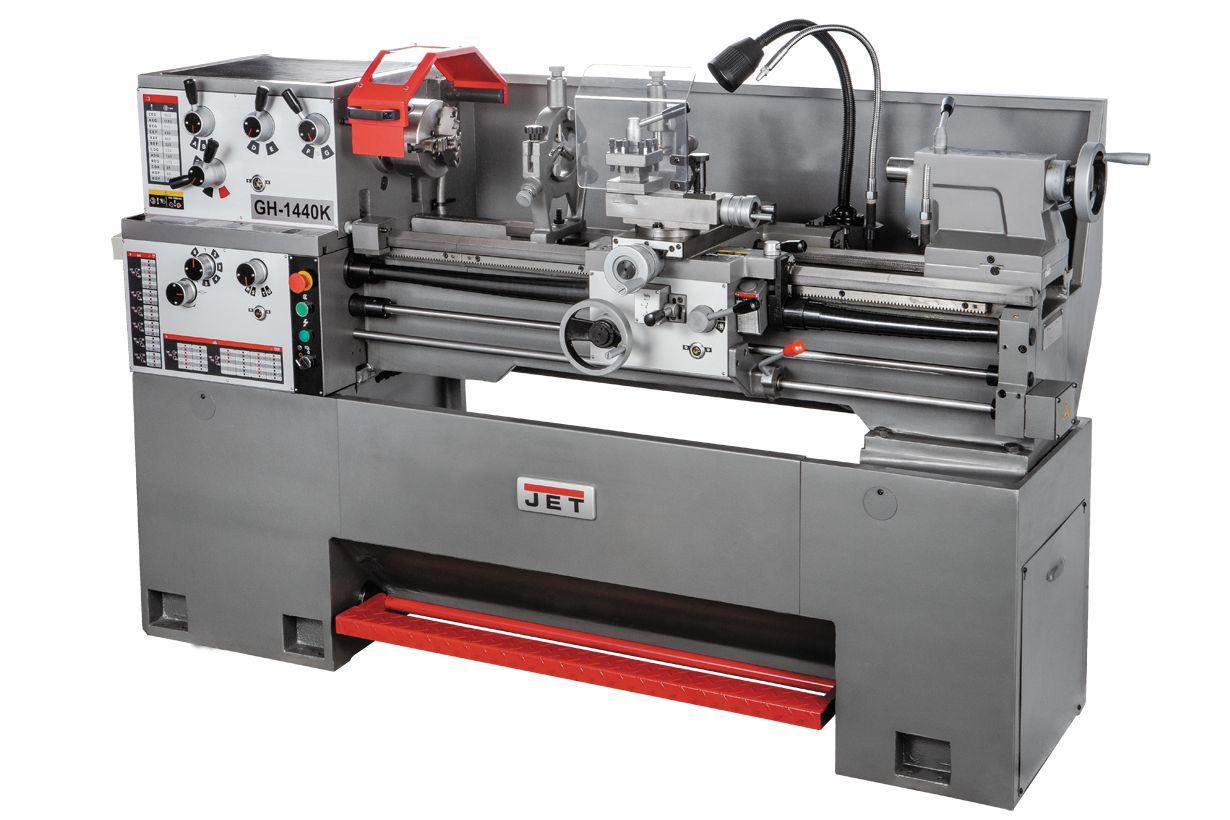 ). Для этого необходимо разметить брусок, отметив центры с обоих концов, просверлить отверстия глубиной 3-5 мм, после чего взять планшайбу приложить её к детали и вставить в неё крепящий центральный болт и ввернуть его, фиксируя держатель на бруске по центру. Далее по очереди вворачиваются остальные крепежные элементы. После чего планшайба с заготовкой закрепляется на передней бабке станка.
). Для этого необходимо разметить брусок, отметив центры с обоих концов, просверлить отверстия глубиной 3-5 мм, после чего взять планшайбу приложить её к детали и вставить в неё крепящий центральный болт и ввернуть его, фиксируя держатель на бруске по центру. Далее по очереди вворачиваются остальные крепежные элементы. После чего планшайба с заготовкой закрепляется на передней бабке станка.
Обратите внимание: и в первом и во втором случае деталь должна быть выбрана с учетом припуска на крепление.
Техника безопасности
Перед тем, как токарь допускается до работы на станке он обязательно проходит инструктаж по технике безопасности. Он включает в себя несколько важных правил, которые соблюдаются далеко не всеми мастерами. Разумеется, при доле везения и сноровки можно спокойно избегать травм, но «удача» – дама капризная и однажды ценой за халатность оператора может быть и его жизнь. Если же соблюдать все необходимые правила, доля риска будет минимальной.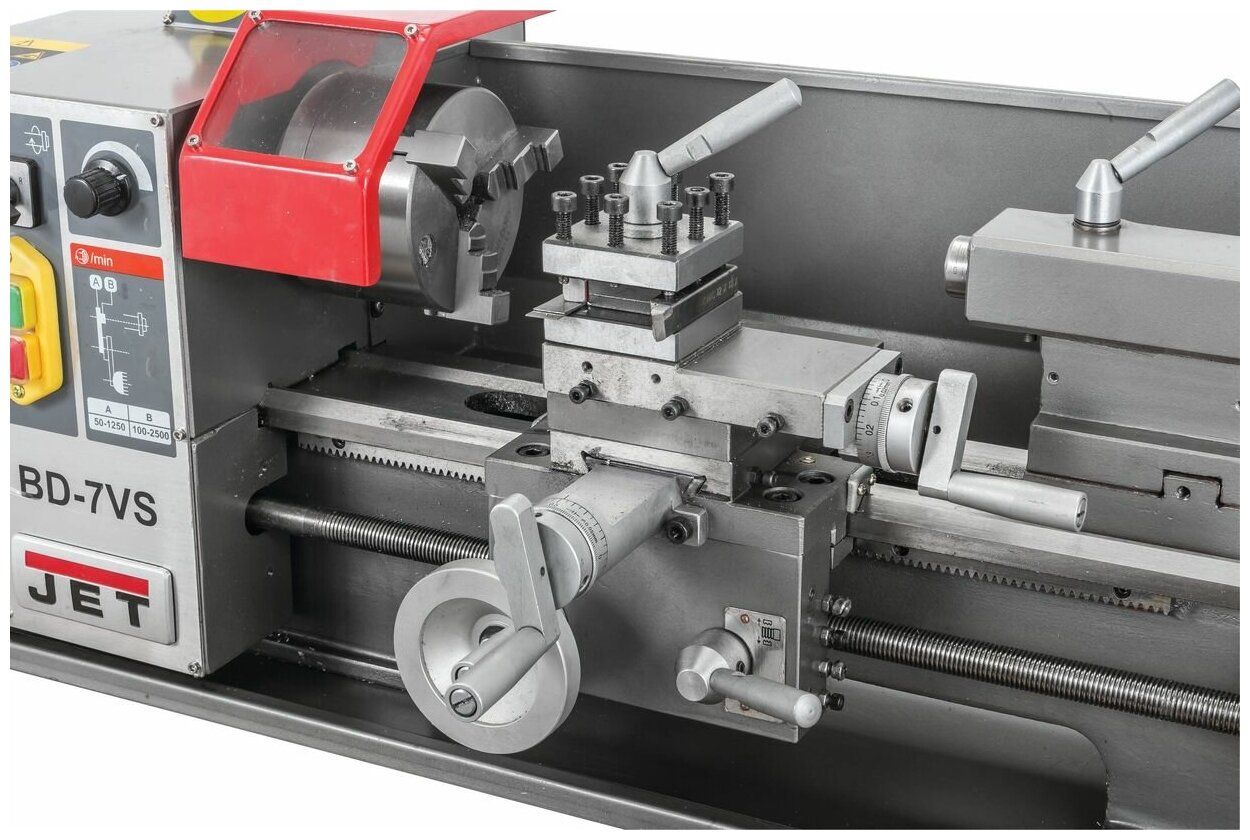
Правила работы
Во-первых, нужно помнить о таких важных моментах как:
- Ни в коем случае не оставляйте ключ в патроне — при включении станка он отлетит в сторону. То же касается и хранения каких-либо деталей или инструментов на задней бабке или на фартуке.
- Прочно закрепляйте оснастку и заготовку, чтобы опять же ничего не могло во время работы вылететь. Или чтобы бьющая деталь не сломала оснастку.
- Не обрабатывайте на станках по дереву бруски с сучками, срезайте их перед обточкой.
- Не пренебрегайте во время обточки металлических деталей использованием СОЖ во избежание перегрева и раскола резцов и возникновения пожаров.
- Не оставляйте включенный станок без присмотра.
Это лишь основные правила, полный список зависит от модели оборудования и от выполняемых операций и указан в инструкции по эксплуатации.
Защитная экипировка
Во-вторых, следует уделить внимание одежде. Все работы на токарном станке нужно выполнять в специальной робе. Она должна быть по размеру и плотно обхватывать запястья, чтобы ткань не могла зацепиться за вращающиеся элементы. Она защитит кожу оператора от ожогов, которые может нанести отлетающая горячая стружка и от заноз при обтачке дерева. Очки или защитная маска обезопасят глаза от повреждений опять же стружкой, мелкими опилками и осколками заготовки. Пренебрегать ими ни в коем случае не рекомендуется, так как есть опасность полностью потерять зрение. Не стоит забывать и про головной убор. Под него необходимо убрать волосы, особенно если они длинные, чтобы они не мешали обзору и не могли зацепиться за рабочие механизмы. Респиратор в случае сильного запыления, что не редкое явление при деревообработке, защитит органы дыхания. Ну и наконец, обувь. Она должна быть устойчивой и закрытой, чтобы предотвратить падения, ожоги и занозы.
Она должна быть по размеру и плотно обхватывать запястья, чтобы ткань не могла зацепиться за вращающиеся элементы. Она защитит кожу оператора от ожогов, которые может нанести отлетающая горячая стружка и от заноз при обтачке дерева. Очки или защитная маска обезопасят глаза от повреждений опять же стружкой, мелкими опилками и осколками заготовки. Пренебрегать ими ни в коем случае не рекомендуется, так как есть опасность полностью потерять зрение. Не стоит забывать и про головной убор. Под него необходимо убрать волосы, особенно если они длинные, чтобы они не мешали обзору и не могли зацепиться за рабочие механизмы. Респиратор в случае сильного запыления, что не редкое явление при деревообработке, защитит органы дыхания. Ну и наконец, обувь. Она должна быть устойчивой и закрытой, чтобы предотвратить падения, ожоги и занозы.
Обслуживание после эксплуатации
После завершения использования техники важной является уборка рабочего места. Следует очистить станок и пол вокруг него от стружки и опилок. Советуем делать это в перчатках, чтобы не порезаться, не занозить руки или не обжечься, а также применять специальные щетки, чтобы добраться до всех участков. Как правило, каждый станок имеет поддон или ящик, в который сметаются все отходы, его нужно опустошать после каждой смены, так как там может быть горючий мусор.
Советуем делать это в перчатках, чтобы не порезаться, не занозить руки или не обжечься, а также применять специальные щетки, чтобы добраться до всех участков. Как правило, каждый станок имеет поддон или ящик, в который сметаются все отходы, его нужно опустошать после каждой смены, так как там может быть горючий мусор.
Далее необходимо протереть оборудование от пятен масла, смолы, СОЖ и т.п. Для удаления таких загрязнений используется ветошь, смоченная в керосине. Завершающим этапом является смазка всех открытых металлических участков, чтобы предотвратить их ржавление. Особого внимания заслуживают направляющие. Залейте их маслом, после чего распределите смазку, перемещая заднюю бабку, каретку и все салазки.
Выполняя все эти несложные действия, и следуя перечисленным правилам, Вы обеспечите своему станку исправное состояние на протяжении многих лет, а себе безопасную работу без лишних усилий.
Токарный станок — виды, принцип работы и применение, оcобенности
Токарный станок – это металлорежущее оборудование для обработки металлических деталей точением, а также используемый для ряда других операций.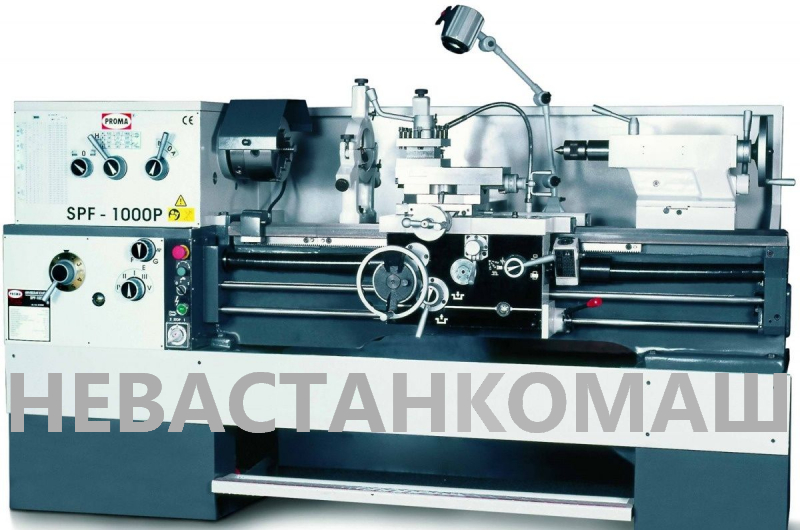 Основным рабочим инструментом является резец. Благодаря большому разнообразию форм и размеров резцов на токарном станке можно изготавливать самые различные детали с цилиндрическими, коническими и сферическими поверхностями, производить обработку различных металлов.
Основным рабочим инструментом является резец. Благодаря большому разнообразию форм и размеров резцов на токарном станке можно изготавливать самые различные детали с цилиндрическими, коническими и сферическими поверхностями, производить обработку различных металлов.
Виды оборудования
Токарные станки классифицируются по ряду параметров, в первую очередь по назначению, универсальности или специализации оборудования, по его конструктивным особенностям. Также они подразделяются по:
- классу точности при обработке детали;
- автоматизации;
- массе;
- мощности двигателя и другим параметрам.
По действующей в РФ классификации существуют следующие типы токарных станков:
- одно- и многошпиндельные автоматы и полуавтоматы;
- отрезные;
- винторезные;
- револьверные;
- карусельные;
- лобовые;
- специализированные;
- специальные.

Принцип работы
Обработка резанием производится при контакте резца с вращающейся заготовкой. Вращательное движение осуществляет шпиндель или планшайба, необходимое усилие и частоту обеспечивает электродвигатель через ременную передачу и коробку скоростей. Резец крепится в суппорте и может передвигаться в поперечном и продольном направлении. От скорости движения суппорта зависит амплитуда подачи.
Станки могут быть с вертикальной или горизонтальной компоновкой. Это зависит от положения шпинделя, на который устанавливается заготовка. Вертикальная компоновка оптимальна для обработки тяжелых и коротких деталей, горизонтальная – для длинных с небольшим или средним диаметром.
Основные преимущества токарной обработки:
- Высокая сложность изготавливаемых деталей.
- Возможность работы с любыми металлами.
- Высокое качество и точность обработки.
- Большая производительность.

Конструкция
Независимо от типа и модели, в конструкции станка есть несколько основных частей:
- Станина – основной элемент оборудования предназначенный для размещения всех узлов и систем.
- Фартук – узел преобразующий вращательное движение винта или вала в поступательное перемещение суппорта.
- Шпиндельная бабка. Состоит из шпинделя и коробки скоростей.
- Суппорт – узел станка для крепления рабочего инструмента и обеспечения требуемой для обработки заготовки движения подачи. Конструкция включает одну или несколько нижних кареток и верхнюю для установки резцедержателя.
- Коробка подач – обеспечивает передачу движения на суппорт с помощью ходового винта.
- Электрооборудование – электромотор, специальные элементы и органы управления.
Практически все элементы токарного оборудования унифицированы для упрощения технического обслуживания и ремонта.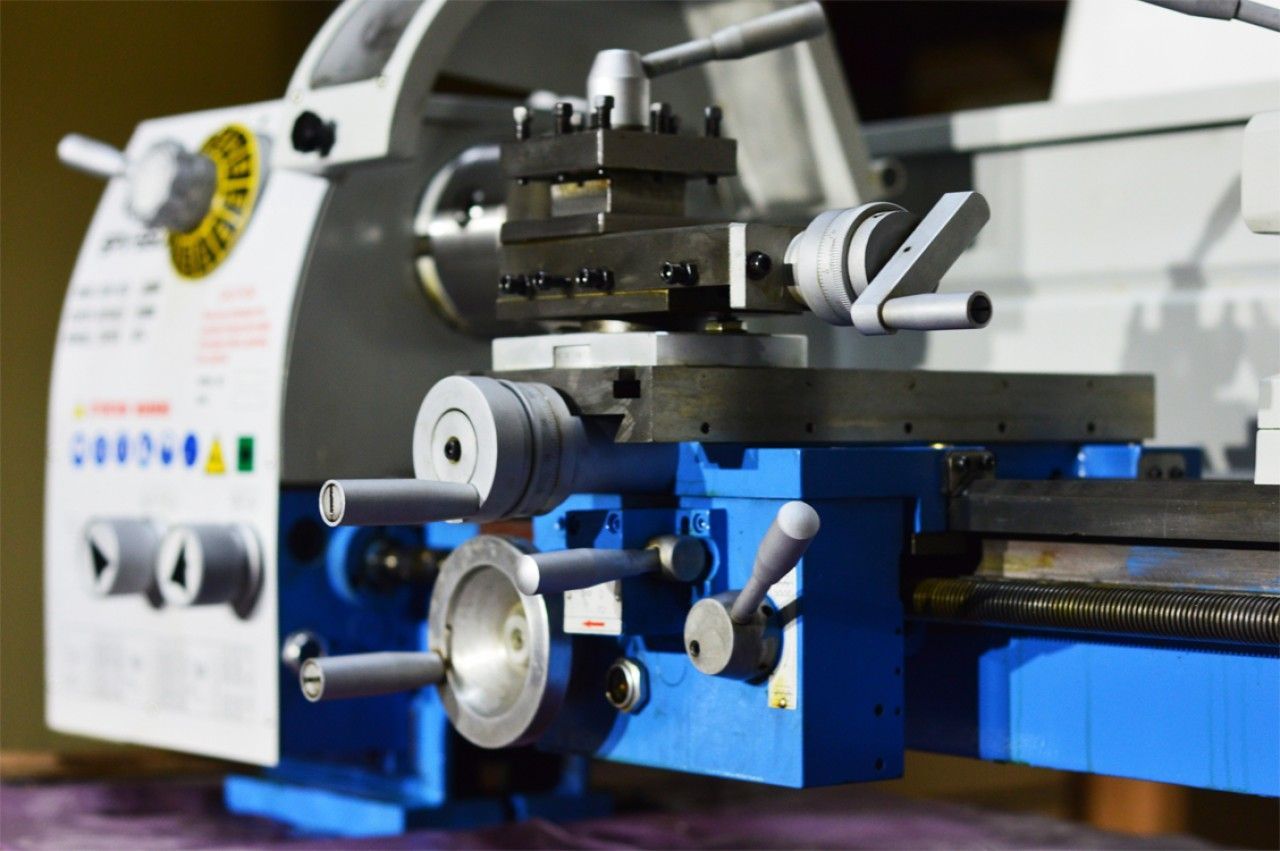
Особенности токарной обработки
Качество и производительность токарной обработки напрямую зависит от правильности выбора режима реза. Для расчета берутся справочные данные о скорости для различных материалов – сталь, медь, чугун и т. д. Также необходимы данные о плотности материала и других его параметрах. При правильном определении режима реза обеспечивается высокоэффективная и экономичная обработка, увеличивается срок службы инструмента и оборудования.
Основными параметрами являются глубина резания, подача и скорость вращения. Также учитывается форма резца, материал инструмента и заготовки. При расчете определяется шероховатость заготовки и на основании этих данных – параметры обточки поверхностей. Глубина реза определяется исходя из припуска на обработку и требуемая чистота обточки. Также определяется скорость по табличным значениям и рассчитывается усилие реза.
ГОСТ
Основные параметры и нормы точности токарных станков регулирует ГОСТ 18097-93. Действуют и другие стандартны на различные типы токарного оборудования.
Действуют и другие стандартны на различные типы токарного оборудования.
Механобоработка. Токарные работы/услуги.Точение на токарном станке. Обработка металла и изготовление деталей по выгодным ценам
Точение на токарном станке — это один из основных видов механической обработки металла резанием. Точение применяется при изготовлении тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др).Выполняется точение на токарных станках Группы Компаний «ЛИГ», находящейся в Санкт-Петербурге. При этом используется такой вид промышленного инструмента как резцы.
Токарное точение может применяться для выполнения следующих работ:
- обработка наружных поверхностей;
- обработка внутренних поверхностей;
- обработка плоских торцевых поверхностей;
- разделение заготовки на части и отделение готовой детали от заготовки.
В связи с этим выделяют несколько видов точения:
- обтачивание;
- растачивание;
- подрезание;
- резка.

Технологические возможности предприятия позволяют производить работы по точению различной точности. В связи с этим такой процесс обработки металлоизделий можно разделить на несколько этапов:
- черновое;
- получистовое;
- чистовое;
- тонкое точение.
Черновое точение включает операции по удалению дефектных слоев заготовки, разрезке отрезке и подрезке торцов заготовки. В ходе такой обработки металла происходит срезание более 70% припуска на обработку. При этом на детали достигается шероховатость по Ra от 50 до 12,5.
Получистовое точение предполагает снятие 20-25% припуска. В итоге получают деталь с шероховатостью по Ra равную 6,3-3,2. А точность изготовления заготовки достигает по 10-11-го квалитетов. В ходе такой обработки заготовка получает форму, близкую к детали.
В ходе чистового точения обеспечивается шероховатость по Ra 3,2-1,6 и точность равная 7-ому и 9-ому квалитету. Деталь получает окончательную форму и размеры.
Деталь получает окончательную форму и размеры.
Когда требуется достичь на поверхности детали шероховатость поверхности по Ra 0,40-0,20, а также точность 5-7 квалитетов применяется тонкое точение. В этом случае с поверхности заготовки срезаются очень тонкие стружки. Следует отметить что тонкое растачивание по точно по точности и чистоте поверхности превосходит развертывание и не уступает шлифованию.В особенности это касается когда производится токарная обработка заготовок из цветных металлов.
Токарные работы на заказ
Производство Группы Компаний «ЛИГ» основано на применении универсальных станков. Это позволяет выполнять практически все виды токарных работ на заказ. В ходе механообработки мы используем собственное оборудование. Поэтому мы можем предложить изготовление деталей на токарных станках по образцу или чертежам заказчика. Производим механическую обработку как поштучно, так и для промышленных целей.
Цена на токарные работы
Цена на токарные работы для каждого заказа на механообработку рассчитывается индивидуально, так как зависит от нескольких показателей. К таким показателям можно отнести:
К таким показателям можно отнести:
- наличие необходимого оборудования;
- материала выбранного для изготовления детали;
- размер партии изготовления;
- особенности производимых работ, их сложности;
- сроки изготовления.
Для правильного расчета стоимости и сроков выполнения Вашего заказа необходимо связаться с нашими специалистами предоставить чертеж или образец детали.
Центрование на токарном станке — Токарное дело
Центрование на токарном станке
Категория:
Токарное дело
Центрование на токарном станке
Заготовки валов часто обрабатывают на токарных станках с установкой центровыми отверстиями на центрах. Процесс сверления центровых отверстий называется центрованием.
Короткие заготовки центруют на токарном станке без предварительной разметки положения центровых отверстий. Для центрования применяют центровочные сверла, позволяющие получал, одновременно цилиндрический и конический (тин А и В) или радиусный (тин К) \мае i ки цент рово! о от верстия. Центрование выполняют также укороченным спиральным сверлом с последующей обработкой конуса зенковкой. Применяются два способа центрования на токарном станке: первый — заг отовку закрепляют в патроне, а центровочное сверло при помоши свсрлилыюю патрона в пиноли задней бабки; второй центровочное сверло закрепляют в патроне, а заютовку, поддерживаемую рукой, поджимают к центровочному сверлу задним центром. Длинную или сложной формы заготовку часто невозможно установить на станке для центрования. тог да центрование выполняют вне станка электродрелью, предварительно разметив положение центровых отверстий. Для этой цели применяют разметочные циркули или центроискатели.
Центрование выполняют также укороченным спиральным сверлом с последующей обработкой конуса зенковкой. Применяются два способа центрования на токарном станке: первый — заг отовку закрепляют в патроне, а центровочное сверло при помоши свсрлилыюю патрона в пиноли задней бабки; второй центровочное сверло закрепляют в патроне, а заютовку, поддерживаемую рукой, поджимают к центровочному сверлу задним центром. Длинную или сложной формы заготовку часто невозможно установить на станке для центрования. тог да центрование выполняют вне станка электродрелью, предварительно разметив положение центровых отверстий. Для этой цели применяют разметочные циркули или центроискатели.
Режимы резания при центровании ниже режимов резания при сверлении, что объясняется малым диаметром центровочного сверла и необходимостью получения сравнительно точною центрового отверстия. Особенно важным является требование малой шероховатости конусной фаски, с которой сопрягается рабочий конус центра. Подача при центрировании 0,02— 0,1 мм об, скорость резания 10—12 м/мин.
1. НАХОЖДЕНИЕ ЦЕНТРА ТОРЦА ЗАГОТовки УГОЛЬНИКОМ-ЦЕНТРОИСКАТЕЛЕМ
2. ВИДЫ (а-—ж) БРАКА ПРИ ЦЕНТРОВАНИИ
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДЕТАЛИ «ВТУЛКА» В УСЛОВИЯХ ЕДИНИЧНОГО ПРОИЗВОДСТВА: 1 —8 — переходыРеклама:
Читать далее:
Технологические особенности изготовления деталей типа втулок
Статьи по теме:
Правила по технике безопасности при работе на токарном станке по дереву
Правила по технике безопасности при работе на токарном станке по деревуПРАВИЛА ПО ТЕХНИКЕ БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ТОКАРНОМ СТАНКЕ ПО ДЕРЕВУ.
ОПАСНОСТИ В РАБОТЕ:
- Ранение глаз отлетающей стружкой
- Ранение рук при прикосновении их к обрабатываемой детали.
- Ранение рук при неправильном обращении с резцом.
- Ранение осколками плохо склеенной древесины, косослойной, суковатой.
ДО НАЧАЛА РАБОТЫ
- Правильно надеть
спецодежду.
- Проверить надежность крепления защитного кожуха ременной передачи.
- Осмотреть надежность присоединения защитного заземления к корпусу станка.
- Убрать со станка все посторонние предметы, инструменты разложить на установленные места.
- Проверить нет ли в заготовке сучков и трещин, после чего надежно закрепить на станке.
- Установить подручник с зазором 2-3 мм от обрабатываемой детали и закрепить его на высоте центровой линии заготовки.
- Проверить исправность режущего инструмента и правильность его заточки.
- На холостом ходу проверить работу станка, а также исправность пусковой коробки путем включения и выключения его кнопок.
- Перед началом работы надеть защитные очки.

ВО ВРЕМЯ РАБОТЫ
- Подачу режущего
инструмента на материал следует производить только после того, как рабочий
вал наберет полное число оборотов. Подача инструмента должна быть плавной,
без сильного нажима.
- Своевременно подвигать подручник к обрабатываемой детали, не допускать увеличения зазора.
- 3.Во избежание травм во
время работы на станке ЗАПРЕЩАЕТСЯ:
а) близко наклонять голову к станку;
б) принимать и передавать предметы через работающий станок;
в) замерять обрабатываемую деталь до полной остановки ее вращения;
г) останавливать станок путем торможения рукой обрабатываемой детали;
д) отходить от станка, не выключив его.
 Подача инструмента должна быть плавной,
без сильного нажима.
Подача инструмента должна быть плавной,
без сильного нажима.ПОСЛЕ ОКОНЧАНИЯ РАБОТЫ
- Уложить на свои места инструменты
- Удалить со станка стружку при помощи щетки. Сдувать стружку ртом и сметать рукой ЗАПРЕЩАЕТСЯ.
- Сдать станок учителю.
Инструкция по охране труда при работе на токарном станке по дереву для учащихся
Инструкция по охране труда
для учащихся при работе на токарном станке по дереву
1.
 Общие положения инструкции по охране труда на токарном станке по дереву
Общие положения инструкции по охране труда на токарном станке по дереву1.1. Настоящая инструкция по охране труда для учащихся при работе на токарном станке по дереву используется на уроках технологии для обеспечения безопасного выполнения работ и предупреждения случаев травмирования школьников в учебной мастерской.
1.2. К работе на токарном станке по дереву под руководством учителя технологии допускаются учащиеся, которые прошли медицинский осмотр, соответствующее обучение, изучили инструкцию по охране труда для учащихся при работе на токарном станке по дереву, прошли инструктаж по безопасным методам и приемам работы.
Эти занятия периодически закрепляют, проверяют в объеме учебной программы. Проведение инструктажей по охране труда оформляют в журнале.
1.3. В рабочей зоне возможно влияние вредных и опасных факторов, как движущие части оборудования, электрический ток, стружка и пыль.
1.4. Школьникам необходимо выполняйте только ту работу, которую поручил учитель технологии.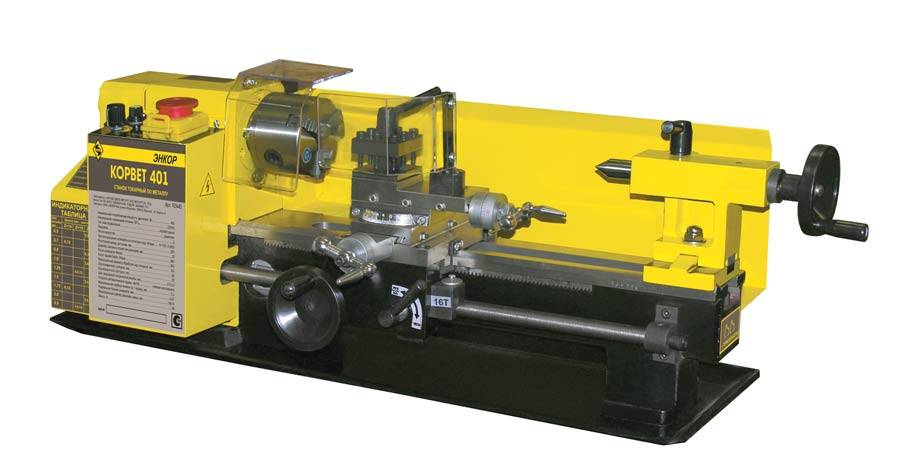
1.5. Опасности в работе на токарном станке по дереву:
- ранение глаз отлетающей стружкой обрабатываемой детали;
- ранение рук при прикосновении к обрабатываемой детали;
- ранение рук при неправильном обращении с резцом;
- ранение осколками косослойной, суковатой древесины;
- ранение вследствие плохого крепления детали.
1.6. При дополнительной ручной обработке древесины учащимся необходимо пользоваться инструкцией по охране труда при обработке древесины в столярной мастерской.
1.7. При несчастном случае, связанном с работой на токарном станке по дереву, пострадавший или очевидец несчастного случая обязан немедленно сообщить учителю технологии. Преподаватель отключает электропитание, оказывает первую помощь пострадавшему, вызывает медицинскую сестру, докладывает о произошедшем случае директору школы (при отсутствии – иному должностному лицу).
1.8. В процессе выполнения задания на токарном станке по дереву учащимся необходимо соблюдать правила использования спецодежды и индивидуальных средств защиты, соблюдать порядок и чистоту на рабочем месте, не захламлять его.
1.9. Ученики, которые допустили невыполнение или нарушение инструкции по охране труда при работе учащихся на токарном станке по дереву, привлекаются к ответственности и со всем классом проводится внеплановый инструктаж по охране руда при работе на данном виде станков.
2. Требование безопасности перед началом работы на токарном станке по дереву.
2.1. Наденьте спецодежду, застегните ее на все пуговицы, спрячьте волосы под головной убор.
2.2. Проверьте надежность соединения защитного заземления, зануления с корпусом станка.
2.3. Уберите со станка все посторонние предметы, инструменты разложите в установленные места.
2.4. Проверить исправность режущего инструмента и правильность его заточки.
2.5. Проверьте, нет ли в заготовке сучков, трещин, обработайте заготовку до нужной формы, после чего надёжно укрепите её во вращающихся центрах на станке.
2.6. Установите подручник с зазором 2-3 мм. от детали, которая обрабатывается, и закрепите его на высоте центровой линии заготовки.
2.7. Проверьте работу токарного станка по дереву на холостом ходу.
2.8. Перед началом работы наденьте защитные очки или опустите защитный экран.
2.9. При выявлении неисправности поставьте в известность учителя технологии, без его разрешения к работе не приступайте.
3. Требования безопасности во время работы на токарном станке по дереву
3.1. Подводите резец к заготовке только после того, как рабочий вал достигнет полной частоты вращения.
3.2. Подавайте инструмент плавно, без сильного давления.
3.3. Своевременно подвигайте подручник к обрабатываемой детали, не допускайте увеличения зазора.
3.4. Чтобы избежать травмы во время работы на токарном станке по дереву:
- не наклоняйте голову близко к токарному станку по дереву;
- не передавайте и не принимайте предметы через токарный станок, который работает;
- не замеряйте деталь, которая обрабатывается, во время работы станка;
- не останавливайте токарный станок по дереву, тормозя рукой деталь;
- не отходите от станка, не отключив его.

3.5. В случае отключения тока в сети немедленно отключите токарный станок по дереву.
3.6. Не допускайте захламления зоны станка, производите периодическую очистку станка от стружки при полном его отключении.
3.7. При работе на токарном станке по дереву помните требования инструкции по охране труда при работе на токарном станке по дереву для учащихся в учебной мастерской школы.
4. Требования безопасности в аварийных ситуациях
4.1. В случае выявления неисправности в работе токарного станка по дереву, затуплении режущего инструмента, при неисправности заземления корпуса немедленно отключите станок и сообщите учителю технологии.
4.2. Без разрешения преподавателя к работе не приступайте.
4.3. В случае пожара при возгорании электрооборудования немедленно отключить станок, сообщить учителю технологии.
4.4. В случае получения травмы, немедленно отключить станок и сообщить учителю технологии для получения первой помощи.
5. Требования безопасности после окончания работ на токарном станке по дереву.

5.1. Отведите режущий инструмент от вращающейся детали, выключите токарный станок по дереву, убедитесь в полной остановке вращения.
5.2. Сложите инструменты в установленное место.
5.3. Уберите со станка стружку с помощью щётки. Не сдувайте стружку, не сметайте её руками.
5.4. Сдайте токарный станок по дереву учителю технологии.
5.5. Приведите себя в порядок, вымойте руки с мылом.
5.6. Выходите с учебной мастерской только с разрешения учителя технологии.
Инструкцию по охране труда разработал: __________ (________________)
СОГЛАСОВАНО
Руководитель службы ОТ (специалист или инженер по ОТ) _________ Лукьянов А.М.
«___»__________20__г.
С инструкцией ознакомлен(а), второй экземпляр получил(а)
«___»____20___г. __________ (______________________)
Рекомендуем перейти к:
Инструкциям по технике безопасности по технологии (мальчики)
Если страница Вам понравилась, поделитесь в социальных сетях:
Токарные станки — Металлообработка
Токарные станки — Металлообработка В наличии Комбинированный токарно-фрезерный станок, 31 дюйм, 3/4 л. с. (G9729)
2 995,00 долл. США
В наличии
Трехфазный токарный станок по металлу с большим отверстием 20 дюймов x 60 дюймов (G0600)
16 950 долларов.00
В наличии
18 «x 60» Токарный станок 440 В (SB1036)
27 998,00 долл. США
В наличии
14 «x 40» 16-скоростной трехфазный токарный станок 220 В с УЦИ Fagor (SB1039F)
21 950 долларов США
В наличии
Токарный станок 16 «x 40» 440 В с УЦИ (SB1038F)
24 995 долларов США.00
В наличии
Токарный станок 18 «x 60» Turn-Nado EVS с УЦИ (SB1060PF)
$ 41 695,00
В наличии
Токарный станок с редуктором 21 «x 120» с УЦИ (SB1048PF)
41 650 долларов США.
с. (G9729)
2 995,00 долл. США
В наличии
Трехфазный токарный станок по металлу с большим отверстием 20 дюймов x 60 дюймов (G0600)
16 950 долларов.00
В наличии
18 «x 60» Токарный станок 440 В (SB1036)
27 998,00 долл. США
В наличии
14 «x 40» 16-скоростной трехфазный токарный станок 220 В с УЦИ Fagor (SB1039F)
21 950 долларов США
В наличии
Токарный станок 16 «x 40» 440 В с УЦИ (SB1038F)
24 995 долларов США.00
В наличии
Токарный станок 18 «x 60» Turn-Nado EVS с УЦИ (SB1060PF)
$ 41 695,00
В наличии
Токарный станок с редуктором 21 «x 120» с УЦИ (SB1048PF)
41 650 долларов США. 00
В наличии
Токарный станок с редуктором 13 x 30 дюймов с УЦИ Fagor (SB1049F)
19 550,00 долларов США
В наличии
Настольный токарный станок по металлу 9 x 19 дюймов (M1049)
1 799,99 долл. США
1709 долларов.99
В наличии
Комбинированный токарно-фрезерный станок 19-3 / 16 «3/4 л.с. (G4015Z)
2 070 долларов США
В наличии
Настольный токарный станок по металлу 10 «x 22» (G0602)
2 250,00 долларов США
В наличии
Микро-токарный станок по металлу 4 «x 6» (G0745)
575 долларов.
00
В наличии
Токарный станок с редуктором 13 x 30 дюймов с УЦИ Fagor (SB1049F)
19 550,00 долларов США
В наличии
Настольный токарный станок по металлу 9 x 19 дюймов (M1049)
1 799,99 долл. США
1709 долларов.99
В наличии
Комбинированный токарно-фрезерный станок 19-3 / 16 «3/4 л.с. (G4015Z)
2 070 долларов США
В наличии
Настольный токарный станок по металлу 10 «x 22» (G0602)
2 250,00 долларов США
В наличии
Микро-токарный станок по металлу 4 «x 6» (G0745)
575 долларов. 00
$ 495,00
В наличии
Миниатюрный токарный станок по металлу 7 «x 12» (G8688)
$ 895,00
В наличии
Настольный токарный станок с регулируемой скоростью 8 x 16 дюймов (G0768)
1650 долларов.00
1 595 долларов США
В наличии
Трехфазный токарный станок по металлу для оружейного дела 16 x 40 дюймов (G0509G)
12 500,00 долларов США
В наличии
18 «x 60» Токарный станок с зубчатой передачей Turn-Nado с УЦИ Fagor (SB1057F)
29 195 долларов США.00
В наличии
Токарный станок с редуктором 16 x 40 дюймов с УЦИ (SB1054F)
23 500,00 долл.
00
$ 495,00
В наличии
Миниатюрный токарный станок по металлу 7 «x 12» (G8688)
$ 895,00
В наличии
Настольный токарный станок с регулируемой скоростью 8 x 16 дюймов (G0768)
1650 долларов.00
1 595 долларов США
В наличии
Трехфазный токарный станок по металлу для оружейного дела 16 x 40 дюймов (G0509G)
12 500,00 долларов США
В наличии
18 «x 60» Токарный станок с зубчатой передачей Turn-Nado с УЦИ Fagor (SB1057F)
29 195 долларов США.00
В наличии
Токарный станок с редуктором 16 x 40 дюймов с УЦИ (SB1054F)
23 500,00 долл. США
В наличии
Токарный станок 21 «x 80» Turn-Nado EVS с УЦИ (SB1043PF)
45 895,00 долл. США
В наличии
Токарный станок 14 x 40 дюймов с УЦИ (SB1012F)
23 950 долларов.00
В наличии
Токарный станок с регулируемой частотой вращения 18 дюймов x 40 дюймов с УЦИ (SB1059F)
27 998,00 долл. США
В наличии
Токарный станок с редуктором 16 x 60 дюймов с УЦИ (SB1055F)
24 250 долларов.00
В наличии
Токарный станок 21 «x 120» Turn-Nado EVS с УЦИ (SB1045PF)
50 000 долларов США
В наличии
Сверхточный токарный станок с цифровой резьбой для цанговых патронов (SB1009)
33 450 долларов США.
США
В наличии
Токарный станок 21 «x 80» Turn-Nado EVS с УЦИ (SB1043PF)
45 895,00 долл. США
В наличии
Токарный станок 14 x 40 дюймов с УЦИ (SB1012F)
23 950 долларов.00
В наличии
Токарный станок с регулируемой частотой вращения 18 дюймов x 40 дюймов с УЦИ (SB1059F)
27 998,00 долл. США
В наличии
Токарный станок с редуктором 16 x 60 дюймов с УЦИ (SB1055F)
24 250 долларов.00
В наличии
Токарный станок 21 «x 120» Turn-Nado EVS с УЦИ (SB1045PF)
50 000 долларов США
В наличии
Сверхточный токарный станок с цифровой резьбой для цанговых патронов (SB1009)
33 450 долларов США. 00
В наличии
14 «x 40» Электронный регулируемый токарный станок 440 В с УЦИ Fagor (SB1013F)
23 950 долларов США
В наличии
Токарный станок с инструментальным цехом EVS 16 «x 60» с УЦИ Fagor (SB1015F)
27 250 долларов.00
00
В наличии
14 «x 40» Электронный регулируемый токарный станок 440 В с УЦИ Fagor (SB1013F)
23 950 долларов США
В наличии
Токарный станок с инструментальным цехом EVS 16 «x 60» с УЦИ Fagor (SB1015F)
27 250 долларов.00Настольный токарный станок по металлу 9 «x 19» на Grizzly.com
Зачем платить за дополнительную мощность, если большинство проектов токарных станков вполне соответствуют возможностям этого замечательного инструмента?
Настольный токарный станок по металлу 3/4 HP M1049 9 «x 19» от Shop Fox обладает всеми функциями и точностью более крупных токарных станков, но за небольшую часть стоимости.
Трехкулачковый спиральный патрон диаметром 4 дюйма имеет кулачки из закаленной стали, которые самоцентрируют заготовку. В комплект входит дополнительный набор кулачков для обработки более крупных заготовок.
Реверсивный четырехкулачковый патрон 7-1 / 4 дюйма также имеет кулачки из закаленной стали, но регулируется независимо для удержания смещенной от центра заготовки.
M1049 может нарезать дюймовую и метрическую резьбу. Он оснащен шкалой резьбы, которая позволяет узнать, где повторно затянуть полугайку при нарезании большинства дюймовых резьб.
Как и все токарные станки Shop Fox, M1049 поставляется с 2-летней гарантией на детали и уверенность в том, что устройство не имеет заводских дефектов.(Гарантия не распространяется на расходные материалы.)
Руководство для M1049 было написано нашим отделом документации в США и содержит полезную информацию.
Группа технической поддержки Woodstock находится в США. Детали для токарного станка могут быть доступны в Интернете и отправлены со склада запчастей Woodstock в Спрингфилде, штат Миссури.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Двигатель: 3/4 л.с., 110 В, однофазный, 9 А
- Высота над станиной: 8-3 / 4 »
- Расстояние между центрами: 19 »
- Поворот над поперечными суппортами: 5 »
- Поворотное седло: 5 »
- Поперечный ход суппорта: 4-1 / 4 »
- Составной ход: 1-7 / 8 »
- Ход каретки: 16 »
- Скорость шпинделя: 6, 130–2000 об / мин
- Отверстие шпинделя: 0.78
- Резьба шпинделя: шаг 39 мм x 4 мм
- Конус шпинделя: MT # 3
- Ширина кровати: 4-1 / 2 »
- Конус ствола задней бабки: MT # 2
- Ход ствола задней бабки: 1-9 / 16 »
- Ходовой винт: 9/16 «-16 TPI
- Диапазон продольной подачи: 4, 0,0047 «–0,012»
- Диапазон резьбы (дюйм): 27, 8–56 TPI
- Диапазон резьбы (метрическая): 11, 0,5–3,0 мм
- Макс. размер инструмента: 3/8 дюйма
- Общий размер: 37 Ш x 20 дюймов x 15 дюймов
- Приблизительный вес в упаковке: 264 фунта.

ОСОБЕННОСТИ:
- Двухлетняя гарантия !!
- Защита от стружки и брызг
- Станина из закаленного и отшлифованного чугуна
- Быстросменный редуктор с 27 стандартной и 11 метрической резьбой
- Диск для нарезания резьбы
СТАНДАРТНОЕ ОБОРУДОВАНИЕ:
- 4-позиционный резцедержатель
- 4-дюймовый 3-кулачковый патрон с двумя наборами кулачков
- 7-1 / 4 «4-кулачковый патрон с двусторонними кулачками
- Дополнительный резцедержатель типа C
- Следить за отдыхом
- МТ №2 мертвая точка
- МТ №3 мертвая точка
- Живой центр МТ №2
- Люнет
- Лицевая панель
- Ящик для инструментов и набор инструментов
— обзор | Темы ScienceDirect
11.5.1 Процесс и инструменты
Обработка — это процесс, при котором изготавливаются детали желаемого размера и формы путем удаления материала в виде мелких стружек с твердой детали с помощью одно- или многолезвийного режущего инструмента. Поскольку в процессе удаляется уже оплаченный материал, механическая обработка не является экономичным процессом и обычно не используется для производства деталей специального назначения для потребительских товаров. Однако его часто используют для улучшения допусков или обработки поверхности деталей, изготовленных с помощью других процессов (например,например, литье в песчаные формы, ковка и т. д.) путем аккуратного удаления небольшого количества материала с выбранных участков поверхности. Кроме того, механическая обработка используется для производства инструментов, штампов и штампов, используемых в большинстве процессов, таких как литье под давлением, литье под давлением, штамповка и другие процессы.
Есть несколько видов станков, но не все они здесь будут рассмотрены. Среди наиболее распространенных можно выделить следующие.
Токарные станки
Токарные станки используются в основном для изготовления цилиндрических или конических наружных и внутренних поверхностей путем токарной обработки, торцевания, расточки и сверления (см. Рисунок 11.12). Токарные станки также используются для изготовления винтовой резьбы. В токарном станке заготовка вращается, в то время как режущий инструмент перемещается («подается») в заготовку в направлении, параллельном и / или перпендикулярном оси вращения заготовки.
Рисунок 11.12). Токарные станки также используются для изготовления винтовой резьбы. В токарном станке заготовка вращается, в то время как режущий инструмент перемещается («подается») в заготовку в направлении, параллельном и / или перпендикулярном оси вращения заготовки.
РИСУНОК 11.12. Основные узлы и движения токарного станка, а также основные операции, которые на нем можно выполнять.
Вертикальные и горизонтально-расточные станки
Эти станки используются вместо токарных станков для обработки больших деталей.Их можно использовать для точения, торцевания и растачивания. Расточные станки также используются для формирования канавок и увеличения диаметра существующих отверстий.
Вертикальные и горизонтальные фрезерные станки
Эти станки (рис. 11.13) используются для формирования пазов, карманов, углублений, отверстий и других элементов. В этом случае режущий инструмент вращается, и заготовка подается.
РИСУНОК 11.13. Основные узлы и движения горизонтальных и вертикальных фрезерных станков, а также основные операции, которые на них можно выполнять.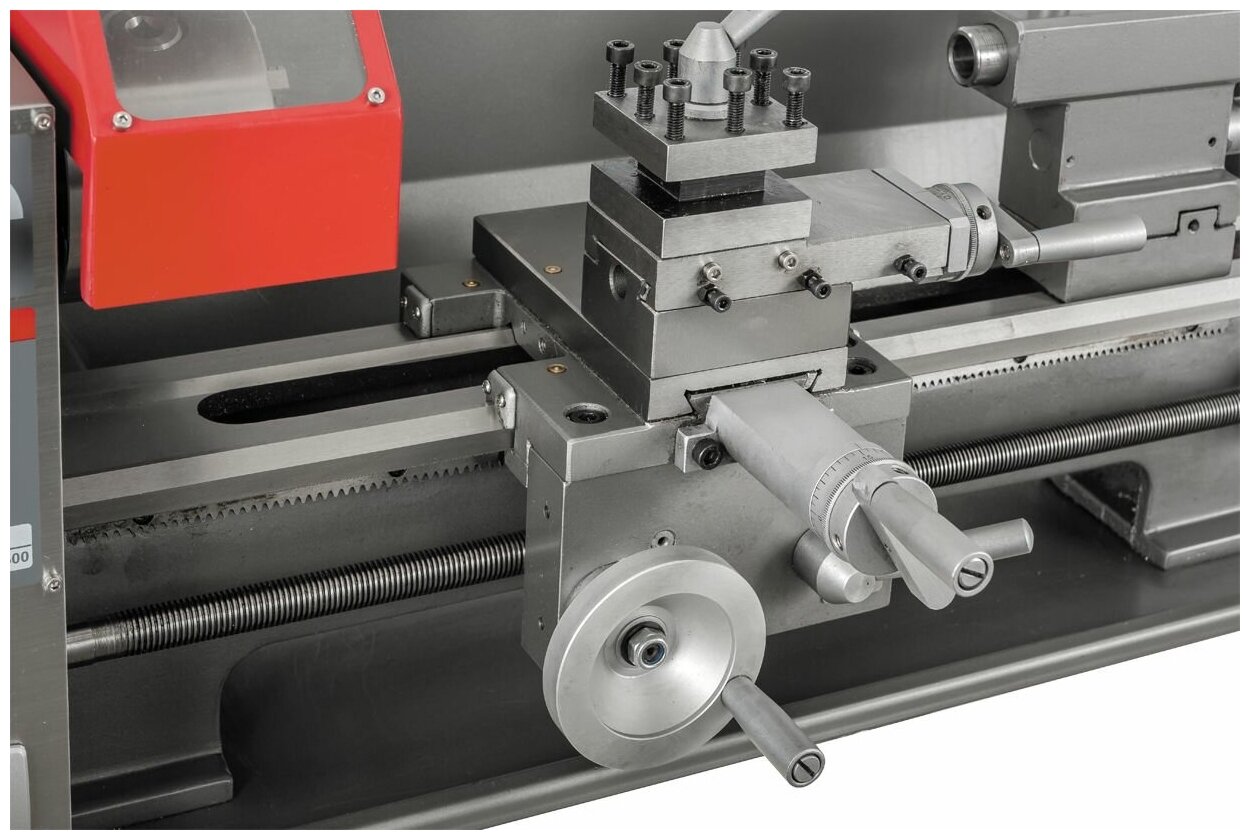
Строгальные и формовочные станки
Эти станки используются, прежде всего, для уменьшения толщины блоков и листов, а также для прямоугольной обработки блоков и листов. Формовщики также используются для обработки пазов и шпоночных пазов и для формирования плоских поверхностей на деталях, сформированных другими процессами, такими как литье и ковка. В формовочной машине, показанной на рис. 11.14, заготовка зажимается на столе, в то время как режущий инструмент, прикрепленный к тяжелому плунжеру, перемещается горизонтально. При движении вперед режущий инструмент удаляет металл.После обратного хода ползуна рабочий стол отводится в сторону для подготовки к следующему ходу резания.
РИСУНОК 11.14. Горизонтальный формирователь, используемый в основном для уменьшения толщины блоков и плит.
Плоскошлифовальные и цилиндрические станки
В плоскошлифовальном станке заготовка закреплена на столе, который совершает возвратно-поступательное движение в продольном направлении и подается в боковом направлении. Шлифовальный круг закреплен на вращающемся горизонтальном шпинделе и шлифует заготовку, когда стол совершает возвратно-поступательное движение и подается.Плоскошлифовальные станки используются в первую очередь для улучшения точности и чистоты плоских поверхностей. Цилиндрические шлифовальные станки также используются для улучшения допусков и качества поверхности цилиндрических поверхностей. В этом случае вращаются и заготовка, и шлифовальный круг.
Шлифовальный круг закреплен на вращающемся горизонтальном шпинделе и шлифует заготовку, когда стол совершает возвратно-поступательное движение и подается.Плоскошлифовальные станки используются в первую очередь для улучшения точности и чистоты плоских поверхностей. Цилиндрические шлифовальные станки также используются для улучшения допусков и качества поверхности цилиндрических поверхностей. В этом случае вращаются и заготовка, и шлифовальный круг.
Электроэрозионные станки (EDM)
Электроэрозионная обработка (EDM) — это процесс удаления металла с помощью искры электрического разряда. Есть два типа электроэрозионных станков: «твердые» электроэрозионные станки (Рисунок 11.15) и «проволочный» электроэрозионный станок. В твердотельном электроэрозионном станке инструмент (обычно графитовый, но иногда медный или латунный), который содержит форму, которую нужно обработать в заготовке, вместе с самой заготовкой, подключен к источнику питания постоянного тока. Заготовка помещается в емкость, заполненную жидким диэлектриком. Инструмент подается в заготовку. Когда электрический потенциал между ними достаточно высок, возникает искра, которая удаляет небольшое количество материала с детали.
Инструмент подается в заготовку. Когда электрический потенциал между ними достаточно высок, возникает искра, которая удаляет небольшое количество материала с детали.
РИСУНОК 11.15. Основные элементы электроэрозионных машин (ЭЭМ).
Процесс твердотельной электроэрозионной обработки используется для обработки узких пазов, небольших отверстий и сложных форм. Его можно использовать на любом материале, проводящем электричество, и на него существенно не влияют твердость или прочность материала. Процесс электроэрозионной обработки намного медленнее, чем традиционный процесс обработки, описанный в разделе 11.5, и оставляет поверхность с изъязвлениями, что может потребовать дополнительной шлифовки или ручной обработки. По этим причинам EDM по возможности избегают.
Процесс электроэрозионной обработки проволоки является разновидностью этого процесса и часто используется для изготовления штампов и пуансонов. В этом случае разрабатывается компьютерная программа для создания желаемой формы.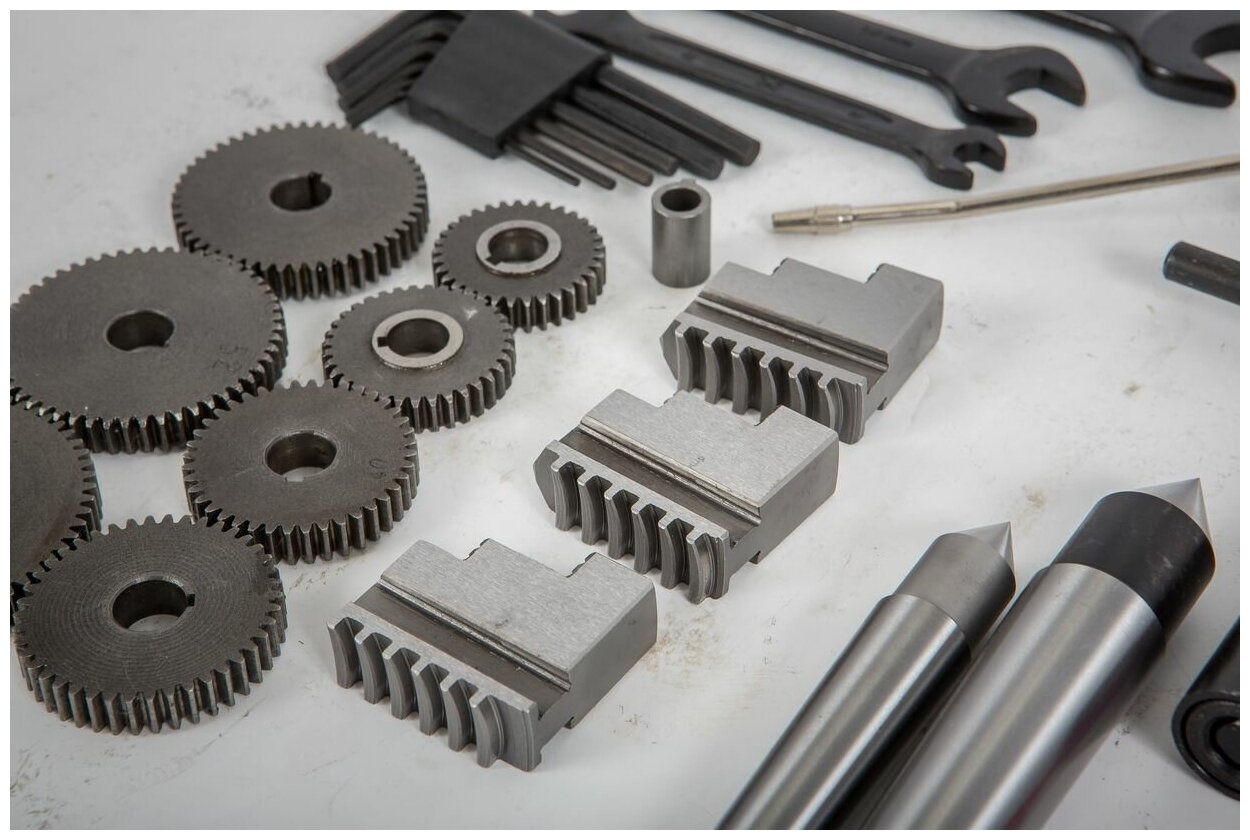 Затем заготовка, из которой будут изготовлены пуансон и матрица, подготавливается со всеми необходимыми отверстиями, в том числе стартовым отверстием для проволоки. Электрод из тонкой проволоки, обычно изготовленный из латуни, вставляется в стартовое отверстие и изготавливается пуансон и матрица.
Затем заготовка, из которой будут изготовлены пуансон и матрица, подготавливается со всеми необходимыми отверстиями, в том числе стартовым отверстием для проволоки. Электрод из тонкой проволоки, обычно изготовленный из латуни, вставляется в стартовое отверстие и изготавливается пуансон и матрица.
Например, установка, показанная на Рисунке 11.15b можно использовать для изготовления вырубного штампа и штампа для звена, показанного на рисунках 9.41 и 9.42 (см. Рисунок 11.16). Для более подробного обсуждения использования EDM для изготовления штампов см. Sommer, Carl, 2000.
РИСУНОК 11.16. Использование проволочного EDM для изготовления вырубного штампа и штампа.
Для более подробного описания каждого процесса обработки, а также других процессов обработки, см. Ссылку ASM Metals Handbook , Vol. 16.
Когда выбирать токарный станок с ЧПУ для работы
Как и многие в отрасли, когда я начинал заниматься механической обработкой, это был ручной токарный станок. В моем сердце особое место занимает токарные станки. Сюда входят токарные станки с ЧПУ — следующий шаг для начинающих машинистов. По моему опыту, я обнаружил, что существует неравномерное соотношение между машинистами фрезерных станков с ЧПУ и машинистами токарных станков с ЧПУ, причем примерно в 10 раз больше машинистов фрезерных станков. Моя теория заключается в том, что отчасти это связано с тем, что токарный станок с ЧПУ более сложен в эксплуатации.
В моем сердце особое место занимает токарные станки. Сюда входят токарные станки с ЧПУ — следующий шаг для начинающих машинистов. По моему опыту, я обнаружил, что существует неравномерное соотношение между машинистами фрезерных станков с ЧПУ и машинистами токарных станков с ЧПУ, причем примерно в 10 раз больше машинистов фрезерных станков. Моя теория заключается в том, что отчасти это связано с тем, что токарный станок с ЧПУ более сложен в эксплуатации.
Я слышал аргумент, что токарный станок с ЧПУ имеет только две оси и, следовательно, не может быть таким сложным в использовании. В конце концов, мельница имеет как минимум три оси, поэтому она должна быть более сложной.
Но это не так. Представьте себе 3-осевой фрезерный станок, который каждый раз, когда вы обрабатываете инструмент, перемещает весь инструментальный магазин ускоренными ходами в рабочую зону. При этом он приближается к фрезерному столу, который вращается со скоростью 4000 об / мин вместе с заготовкой. Стальная масса шпинделя вот-вот срежет все инструменты, свисающие с магазина. Это был бы фрезерный станок, эквивалентный токарному станку с ЧПУ.
Это был бы фрезерный станок, эквивалентный токарному станку с ЧПУ.
В начале истории фрезерных станков с ЧПУ была принята система удержания и смены инструмента, которая упростила и помогла устранить опасность серьезных аварий.В этой системе все инструменты удерживаются в отдельных держателях, которые имеют общее монтажное положение и надежно хранятся вдали от рабочей зоны. Этот небольшой фактор, я считаю, является основной причиной того, что число фрезеровщиков с ЧПУ намного больше, чем мастеров токарных станков с ЧПУ; Токарный станок с ЧПУ намного проще разбить, чем фрезерный станок с ЧПУ из-за этой принципиальной разницы в конструкции.
В стандартном 2-осевом токарном станке с ЧПУ большинство инструментов неподвижно удерживаются в большой револьверной головке, в то время как заготовка неизвестного размера и веса вращается, обеспечивая режущее действие.Каждый инструмент индексируется и вводится в рабочую зону со всеми его спутниками, установленными в револьверной головке. Кроме того, поскольку большинство инструментов неподвижны, зажимное приспособление, которое представляет собой большую стальную массу, должно вращаться. Это создает еще одно препятствие, которое вы должны спланировать и учесть, чтобы избежать аварии при работе на токарном станке с ЧПУ.
Кроме того, поскольку большинство инструментов неподвижны, зажимное приспособление, которое представляет собой большую стальную массу, должно вращаться. Это создает еще одно препятствие, которое вы должны спланировать и учесть, чтобы избежать аварии при работе на токарном станке с ЧПУ.
Если бы у производителей станков в свое время были ограниченные возможности мышления, они бы приняли систему, аналогичную той, что используется на большинстве фрезерных станков с ЧПУ. Однако только в наше время мы видим тенденцию в некоторых токарных станках с ЧПУ, где такая система начинает материализовываться.
В условиях производственного цеха токарный станок с ЧПУ может либо приносить прибыль, либо замедлять работу. Практически всегда непросто установить и обработать небольшую партию деталей на ЧПУ или ручном токарном станке. Токарные станки с ЧПУ предназначены для крупносерийного производства и часто не подходят для небольших серий или большого количества переналадок.
Итак, каков подходящий размер задания для настройки и запуска токарного станка с ЧПУ по сравнению с запуском его вручную? Некоторым из факторов, влияющих на это решение, является геометрия детали и количество, но чаще всего это время на настройку и программирование. Если бы токарный станок с ЧПУ был так же прост в настройке и программировании, как ручной токарный станок, пороговый размер задания, оправдывающий запуск токарного станка с ЧПУ, был бы уменьшен. Таким образом, важно сосредоточиться на способах сокращения объема настройки и программирования, необходимого для выполнения работы за пределами стартовых ворот на токарном станке с ЧПУ. Имейте в виду, что мышление совершенно иное в производственной работе, когда настройка и программирование амортизируются по большому количеству деталей.
Если бы токарный станок с ЧПУ был так же прост в настройке и программировании, как ручной токарный станок, пороговый размер задания, оправдывающий запуск токарного станка с ЧПУ, был бы уменьшен. Таким образом, важно сосредоточиться на способах сокращения объема настройки и программирования, необходимого для выполнения работы за пределами стартовых ворот на токарном станке с ЧПУ. Имейте в виду, что мышление совершенно иное в производственной работе, когда настройка и программирование амортизируются по большому количеству деталей.
Ниже приведены некоторые вопросы, на которые необходимо ответить при обработке небольшого количества деталей на токарном станке с ЧПУ.
- Возможно ли повторение работы?
- Если вернется, будет ли так же?
- Можем ли мы запустить запасные части и хранить их для будущих заказов?
- У нас уже есть подобная деталь, с которой мы можем использовать наши инструменты или настройку?
- Является ли геометрия детали достаточно сложной, чтобы требовать усилий по настройке и программированию?
- Может ли оператор выполнять второстепенные операции с деталями, пока они работают без присмотра на токарном станке с ЧПУ, чтобы определить график и задействованную рабочую силу?
- Будет ли платить за это покупатель?
Ответ «да» на любой из этих вопросов — хороший повод потратить дополнительные усилия, необходимые для выполнения работы на токарном станке с ЧПУ, и потенциально получить больше прибыли. CTE
CTE
Об авторе: Том Липтон — карьерный слесарь, который работал в различных мастерских, производящих детали для разработки потребительских товаров, лабораторное оборудование, медицинские услуги и проектирование машин на заказ. Он получил шесть патентов в США и живет в Аламо, Калифорния. Для получения дополнительной информации посетите его блог на oxtool.blogspot.com и видеоканал по адресу www.youtube.com/user/oxtoolco. Колонка Липтона адаптирована на основе информации из его книги «Металлообработка раковина или плавание: советы и уловки для машинистов, сварщиков и производителей», опубликованной Industrial Press Inc., South Norwalk, Conn. С издателем можно связаться по телефону (888) 528-7852 или на сайте www.industrialpress.com. Указав код CTE-2013 при заказе, читатели CTE получат 20-процентную скидку от прейскурантной цены книги в размере 44,95 доллара США.
Токарный станок | Вукипедия | Фэндом
Токарный станок
[Источник] Токарный станок был мужчиной Каджаинса’Никто, который работал в преступной империи хаттского криминального авторитета Джаббы Десилиджика Тиуре. Охранник, работавший во дворце Джаббы на планете Татуин, он был частью группы, которая путешествовала на грузовом катере Bantha-II к Великой Яме Каркуна, чтобы наблюдать за казнью трех пленников хатта.
Охранник, работавший во дворце Джаббы на планете Татуин, он был частью группы, которая путешествовала на грузовом катере Bantha-II к Великой Яме Каркуна, чтобы наблюдать за казнью трех пленников хатта.
Джедай Люк Скайуокер, один из заключенных, сумел вооружиться световым мечом и начал атаковать своих похитителей, когда они попытались протолкнуться в пасть сарлакка, обитавшего в яме. После того, как Скайуокер победил всех охранников на лодке, на которой он ехал, он сел на лодку с токарным станком, когда охранники на борту начали стрелять в джедаев.Затем Скайуокер убил охранников на втором ялике, включая Токаря, либо своим световым мечом, либо сбив их за борт, чтобы их съел сарлакк.
Биография []
Токарь был мужчиной Каджайнса’Никто [3] , который работал в преступной империи хаттского криминального авторитета Джаббы Десилиджика Тиуре и служил охранником во дворце Джаббы на планете Татуин. [2] В 4 ПБЯ, [1] Джабба приказал, чтобы трое из своих пленников — джедай Люк Скайуокер и контрабандисты Хан Соло и Чубакка — были скормлены сарлакку в Великую яму Каркуна. Два грузовых скифа «Банта-II» и парусная баржа Джаббы, , «Хетанна », затем направились к яме, причем на одной лодке находились заключенные, а на другой — группа охранников, в состав которой входил Токарь. Достигнув ямы, ялик заключенных остановился над сарлакком, [2] , в то время как ялик с токарным станком, которым управлял Скриллинг Пот Сниткин, [3] , начал радостно кататься по пустыне. [4]
Два грузовых скифа «Банта-II» и парусная баржа Джаббы, , «Хетанна », затем направились к яме, причем на одной лодке находились заключенные, а на другой — группа охранников, в состав которой входил Токарь. Достигнув ямы, ялик заключенных остановился над сарлакком, [2] , в то время как ялик с токарным станком, которым управлял Скриллинг Пот Сниткин, [3] , начал радостно кататься по пустыне. [4]
На борту своей парусной баржи Джабба дал заключенным последний шанс просить о спасении их жизни.Соло и Чубакка отказались, и Скайуокер угрожал Джаббе, прежде чем его выбрали первым, кого казнят. После того, как его столкнули с доски над сарлакком, Скайуокер прыгнул обратно на лодку и атаковал стражников своим световым мечом, выпущенным к нему его дроидом-астромехаником R2-D2. Скайуокер и его союзники отправили всех стражников на борт первого ялика, а Сниткин направил свой ялик ближе. Токарь стоял наготове, в то время как другие охранники стреляли из своих бластерных пистолетов в Скайуокера, побудив джедаев запрыгнуть на вторую лодку и начать атаковать Токаря и остальных на борту.
Личность и черты []
У токарного станка была красная кожа. [2]
Оборудование []
Находясь на лодке, Лат был одет в голубую тунику поверх белой рубашки с серым наплечником, коричневых штанов и коричневого шлема. Он использовал черное копье, чтобы попытаться атаковать Скайуокера. [2]
За кадром []
Токарный станок впервые появился в оригинальной трилогии 1983 года, Звездные войны : Эпизод VI Возвращение джедая . [2] В новом каноне «Звездных войн» персонаж впервые был идентифицирован в «Битве при Хоте и Второй Звезде Смерти», выпуске серии «Энциклопедия Звездных войн », опубликованной Де Агостини в 2020 году.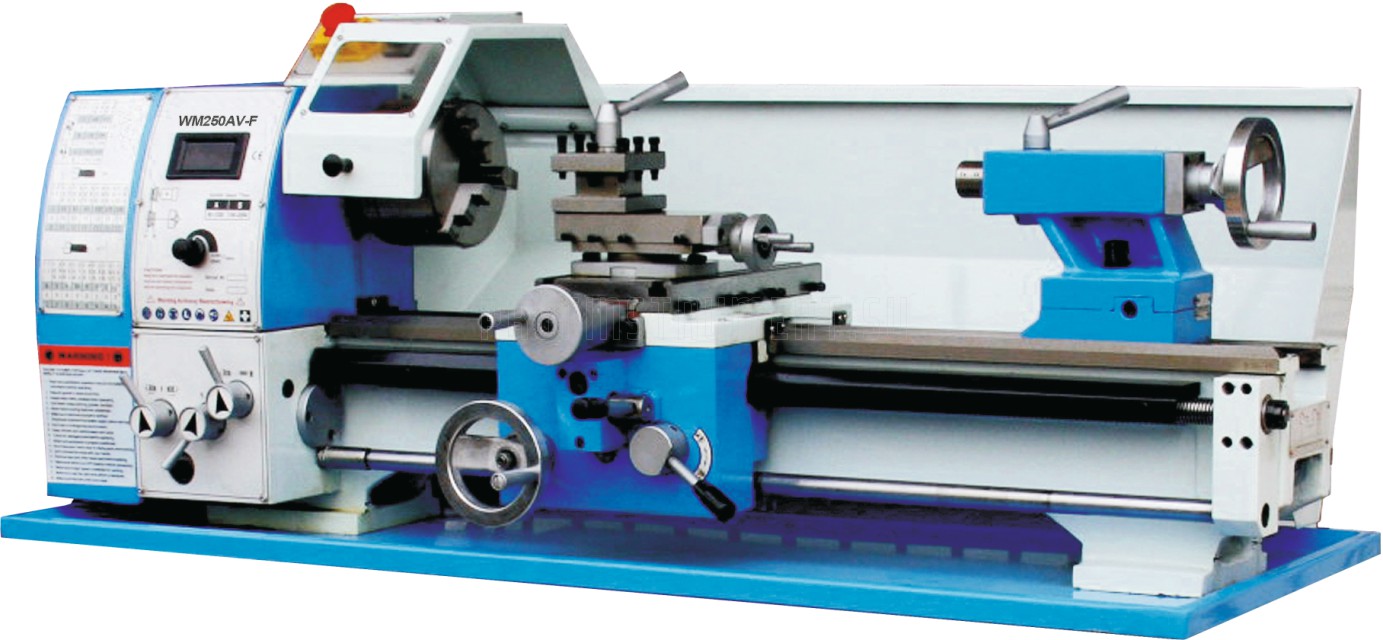 3] Название происходит от продолжения Star Wars Legends на карте из набора Настраиваемой карточной игры Star Wars 2001 «Tatooine Limited»; однако карта неверно изображала [5] Каджайнса’Никто Нисад. [6] Затем было подтверждено, что токарный станок является Никто в синем цвете в рубрике «Галерея мошенников» на сайте Star Wars Insider 143 23 июля 2013 г. [7]
3] Название происходит от продолжения Star Wars Legends на карте из набора Настраиваемой карточной игры Star Wars 2001 «Tatooine Limited»; однако карта неверно изображала [5] Каджайнса’Никто Нисад. [6] Затем было подтверждено, что токарный станок является Никто в синем цвете в рубрике «Галерея мошенников» на сайте Star Wars Insider 143 23 июля 2013 г. [7]
Появления []
Источники []
Примечания и ссылки []
| Деревообрабатывающие инструменты На главную> Деревообрабатывающее оборудование> Токарные станки и принадлежности На протяжении многих лет мы видели, как появляются и исчезают токарные станки по дереву, и год за годом мы стремимся предлагать лучшие доступные токарные станки по дереву по самой выгодной цене.Независимо от того, являетесь ли вы новичком или профессиональным токарщиком по дереву, готовым к использованию одностороннего токарного станка или токарного станка Rikon, у нас есть токарный станок по дереву, который подойдет вам. Прочтите краткую историю токарного станка по дереву Токарный станок по дереву: краткая история . Ознакомьтесь с нашими односторонними токарными станками ниже — они предлагают широкий спектр опций для настройки токарного станка в соответствии с вашими потребностями в токарной обработке древесины. Позвоните нам, чтобы обсудить варианты использования одностороннего токарного станка по телефону 1-800-241-6748. Бесплатные ежемесячные советы по токарной обработке древесины: Журнал WoodturnerТокарные станки по дереву и принадлежности для токарных станков по дереву
|
FLIP через наш последний каталог инструментов для деревообработки Посмотреть телешоу Highland Woodworker
|
Токарные станки Toolmex | Промышленные решения Toolmex
СТАНКИ ДЛЯ ДОМА l ЧАСТИ И ОБСЛУЖИВАНИЕ l ЛИТЕРАТУРА l НОВОСТИ l СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯToolmex Industrial Solutions продолжает оставаться лидером в области технологии токарных станков с длинной станиной.Наши превосходные токарные станки европейского производства предназначены для тяжелых высокоточных работ с большей мощностью и увеличенными отверстиями шпинделя. Мы предлагаем полную линейку токарных станков с поворотным механизмом 22–118 дюймов, большинство из которых с нашей исключительной конструкцией станины TRI-V, пакетами ЧПУ Fanuc или Siemens, индивидуальными усовершенствованиями, заводской технической поддержкой и практически безграничными возможностями.
Как эксклюзивный импортер и национальный дистрибьютор в США компании Haco-Fat — ведущего европейского производителя токарных станков с ЧПУ с большой станиной — Toolmex Industrial Solutions продолжает оставаться ориентированным на клиента специалистом в области инструментальных цехов для производства больших плоских станков.Наши токарные центры призваны предоставить пользователям производительность, производительность и прочную конструкцию, необходимые для успеха в различных токарных и фрезерных операциях.
Щелкните ссылку ниже, чтобы просмотреть токарные центры Toolmex Lathes:
СТАНКИ С ЧПУ MANUAL PLUS
Разработан для максимальной гибкости; Благодаря «комбинированной» конструкции эти токарные станки, также известные как электронные, обучающие, цикловые или комбинированные токарные станки, популярны как токарные станки с плоской станиной с ЧПУ и для тех, кому требуется усовершенствованный стандартный токарный станок .Токарные станки с ЧПУ TUR Manual Plus оснащены удобными для оператора элементами управления: электронными маховиками, переменной скоростью, CSS и диалоговым программированием. Эти токарные станки наиболее эффективны для деталей со сложной геометрией, больших деталей и ограниченных производственных партий. Токарные станки с ЧПУ Toolmex Manual Plus идеально подходят для простой и быстрой резки контуров, конусов, резьб (даже для восстановления цикла резьбы), растачивания или канавок без специального инструмента.
МАСЛЯНЫЕ СТАНКИ
Toolmex Oil Country / серии токарных станков с большим отверстием предлагают пользователям решения с большим проходным отверстием для труб в суровых нефтегазовых странах … Сегодня серия TUR с большим отверстием используется в более широком диапазоне применений в сталелитейной и бумажной промышленности, на электростанциях , судостроительная, горнодобывающая и машиностроительная отрасли.Наши сверхмощные токарные станки для нефтяных стран, доступные в исполнении с ручным или ручным сервоприводом плюс токарный станок с ЧПУ (комбинированный), имеют: исключительные циклы ремонта резьбы, станины TRI-V для большей точности расточки, а также отверстия шпинделя 5,5–17 дюймов, 24 дюйма -43 «качели x 78» -236 «между центрами, в версиях с 2–4 кроватями.
РУКОВОДСТВО
Только Toolmex предлагает широкий спектр высококачественных токарных станков европейского производства, включая ручные токарные станки, также известные как обычные токарные станки или токарные станки с двигателем, от 22 до 28 дюймов над станиной x 40 -157 дюймов между центрами с 4 «-5.Отверстия шпинделя 5 дюймов. Применяя немецкий дизайн и передовые технологии, токарные станки с ручным управлением и сервоприводом TUR, несомненно, являются лидером отрасли среди токарных станков класса точности.
.