
Разновидности тисков, устройство и области применения
При механической обработке заготовок не обойтись без их фиксации в определенном положении. Для этих целей применяют тиски, освобождающие руки и позволяющие исключить необходимость физического усилия для удержания деталей. В данном обзоре представлена вся необходимая информация по современным тискам, включая их назначение, принцип действия, устройство, характеристики и разновидности.
Для чего предназначены и как функционируют тиски
Данный тип вспомогательного оборудования получил распространение во многих отраслях жизнедеятельности человека — на производствах, в строительстве, домашних мастерских. Тиски применяют при пилении, заточке, сверлении, строгании, выполнении большого числа иных манипуляций, связанных с обработкой деталей.
Тиски обеспечивают надежную статическую фиксацию обрабатываемой заготовки в разных плоскостях. В ряде случаев они способны заменить струбцины. Тиски могут пригодиться при склеивании деталей, когда необходим плотный контакт изделий друг с другом, или при необходимости одновременной обработки нескольких заготовок. Это незаменимый инструмент, если нет возможности удерживать обрабатываемые изделия руками.
Тиски могут пригодиться при склеивании деталей, когда необходим плотный контакт изделий друг с другом, или при необходимости одновременной обработки нескольких заготовок. Это незаменимый инструмент, если нет возможности удерживать обрабатываемые изделия руками.
Основные технические параметры и устройство тисков
Стандартные тиски включают в себя следующие основные элементы:
- корпус с платформой (и иногда с наковальней), обеспечивающий фиксацию устройства на опорной поверхности с помощью болтовой, вакуумной либо магнитной зажимной системы;
- подвижная и неподвижная губки (одна из которых может являться частью основания), осуществляющие зажим обрабатываемого изделия и оснащенные плоскими или рифлеными насадками-щечками;
- ходовой винт зажимного типа с поворотной рукояткой, обеспечивающий движение губки без применения какого-либо инструмента и проходящий сквозь всю конструкцию корпуса устройства.
В зависимости от типа конструкции в разных видах тисков могут использоваться отличающиеся от описанных выше узлы и механизмы.
При изготовлении тисков применяют крепкие, устойчивые к давлению материалы:
- металлические сплавы — чаще чугун, реже сталь, алюминий, дюралюминий;
- дерево — применяется в столярных тисках для фиксации деревянных деталей;
- мягкие материалы (на щечках) — цветные металлы, дерево, плотная резина.
Рассматриваемый инструмент обладает широким спектром размеров и значений массы. Малые тиски соответствуют габаритам 29×14 см с высотой губок 5 см и ходом 8 см. Весят такие изделия около 10 кг. Устройства средних размеров имеют длину 37 см и высоту 18 см при высоте и ходе губок 7/12,5 см соответственно. Их средняя масса — 15 кг. Большие модели соответствуют габаритам 46×22 см. Высота губок здесь равна 9 см, масса — 30 кг, губки раздвигаются на 16 см.
В зависимости от исполнения и типа тисков габаритные размеры и вес ряда моделей варьируются в большую или меньшую сторону относительно указанных выше значений.
Сила сжатия губок тисков
В свете того, что рассматриваемый инструмент предназначен для фиксации разного рода деталей, сила сжатия его губок является ключевым параметром, обеспечивающим надежность удержания заготовки при обработке. При недостаточном зажиме детали, к примеру, во время сверления, снижается точность выполняемой операции и даже возможно повреждение сверла.
В зависимости от габаритов и варианта исполнения тисков средняя сила сжатия типового слесарного оборудования достигает 20-50 килоньютонов (kN).
Соответствие ГОСТам
Тиски слесарные с ручным приводом должны соответствовать ГОСТ 4045-75. Это устройства с губками на 6,3-20 см. Ручные тиски выпускаются по ГОСТу 28241-89. Станочные устройства на основе ручного или механизированного привода соответствуют ГОСТ 16518-96.
Технические условия при этом допускают производство оборудования общего и специализированного назначения с поворотными/дополнительными губками, усиленным креплением, двухсторонним зажимом. Дополнительно может указываться класс точности — Н (нормальный), П (повышенный), В (высокий).
Разновидности оборудования
В зависимости от конструкции и назначения тиски делятся на несколько десятков видов для широкого и узкоспециализированного применения в самых разных областях деятельности человека.
Винтовые
Данный вариант имеет традиционную конструкцию корпуса с длинноходовым винтом на основе трапециевидной резьбы. Вращение элемента и соответственно зажим губок осуществляются вращением рукоятки, закрепленной на его внешнем конце.
Быстрозажимные
В данном типе тисков используется аналогичный ходовой винт, а также подвижный в поперечном направлении узел с подпружиниванием. Система активируется нажатием на деталь — при этом винт выходит из зацепления и достаточно свободно движется без вращения.
Быстроразъемные
Губки в таких тисках могут открываться и закрываться без винта. Для этого конструкцией предусмотрен специальный механизм с курком или рычагом, обеспечивающий оперативную настройку положения зажимов.
Эксцентриковые
Данный тип оборудования с внешней рукояткой обеспечивает очень быстрый зажим. Традиционный винт здесь заменен на эксцентриковый узел, а подвижная губка перемещается свободно до фиксации эксцентрика.
Пневматические
Этот вариант тисков оборудован пневмоприводом, который должен быть подключен к воздушному компрессору. Зажим заготовки посредством пневматики происходит буквально за пару секунд без прикладывания физических усилий.
Гидравлические
Данный винтовой инструмент работает по принципу домкрата, либо оснащен дополнительным блоком гидроусиления. Гидравлические тиски в разы облегчают работу мастера и, как правило, используются на производствах.
Слесарные
Самые распространенные тиски из всех известных, имеющие обычно стандартную конструкцию корпуса и винтовую систему зажима. Ряд моделей дополнен наковальней, трубогибом на основе неподвижных и подвижных роликов.
Ряд моделей дополнен наковальней, трубогибом на основе неподвижных и подвижных роликов.
Настольные (малые тиски)
Данное оборудование обеспечивает фиксацию деталей небольшого размера. Настольные малые тиски являются уменьшенной копией стандартного слесарного оборудования, некоторые варианты имеют в основании крепление в виде струбцины.
Станочные
Устройство предназначено для применения совместно с различными станками. Такие тиски крепятся на стол станка и имеют боковые выступы с довольно длинными пазами для возможности регулировки их положения относительно основного оборудования.
Ручные
Такие тиски позволяют с удобством удерживать небольшие заготовки при выполнении самых разных операций. Одни зажимные инструменты ручного типа напоминают клещи, другие — фиксирующиеся плоскогубцы с рычажной системой зажима.
Столярные
Данное оборудование также носит название плотницкие тиски. Может изготавливаться как частично, так и полностью из деревянных элементов. Гладкие губки в них обладают большей площадью поверхности и дополнены мягкими накладками.
Гладкие губки в них обладают большей площадью поверхности и дополнены мягкими накладками.
Стуловые
Довольно редкие на сегодняшний день тиски, изначально считавшиеся кузнечными, с креплением на основание, имеющим форму стула. Губки стуловых тисков напоминают зажимы щипцов.Рекомендуемые товары
Ошибка получения цены товара «Тиски слесарные поворотные с наковальней, 200 мм HOBBI 44-4-220»
Параллельные
Многие современные тиски оборудованы подвижной губкой с четко параллельным перемещением по направляющим. Ряд параллельных моделей имеет поворотное либо неповоротное исполнение, реже встречаются реверсивные устройства.
Цепные
Тиски с нестандартным исполнением для предварительной фиксации прямых, отводящих, врезных и фланцевых элементов трубопроводов между собой перед сваркой. Данный вариант имеет V-образные губки, одна из которых выполнена из цепей.
Специальное оборудование
Нестандартные тиски обладают уникальной конструкцией соединения корпуса и подвижных элементов.
- Наклонные. Имеют шарнирное соединение для смены угла расположения по вертикальной оси.
- Глобусные. Модели, обеспечивающее изменение угла детали по двум или трем осям.
- Шарнирные. Поворотным элементом здесь является запрессованный в обойму шар.
- Координатные. Обладают направляющими с расположением друг над другом под прямым углом.
- Сверлильные. Предназначены для фиксации обрабатываемых деталей в сверлильных станках.
- Фрезерные. Тиски, обеспечивающие вращение и изменение угла наклона рабочей части.
- Лекальные. Высокоточное оборудование для фрезерования, шлифования и разного рода измерений.
- Синусные. Специализированные тиски для обработки заготовок под разными углами.
- Токарные. Предназначены для монтажа на столы токарного оборудования.

- Призматические. Позволяют обрабатывать детали цилиндрической формы.
- Прецизионные. Сверхточные тиски с наилучшим позиционированием и малыми отклонениями губок.
- Рыболовные. Обладающие особой конструкцией устройства для вязания мушек.
- Трубные. Схожий с труборезом-гильотиной вариант, обеспеченный подвижной губкой.
- Гравировальные. Настольный миниатюрный инструмент с вакуумной присоской или магнитом.
- Ювелирные. Снабженные стальным шаром с отфрезерованными губками и прецизионными направляющими устройства.
- Подставки. Многофункциональные напольные тиски с ножками для фиксации широкого спектра изделий.
- Угловые. Струбцинные тиски, обеспечивающие зажим деталей под определенным углом друг к другу.
- Центрирующиеся. С их помощью можно выполнять множество однотипных манипуляций с заготовками разных габаритов.
- Модульные. Имеющие плоское основание и возможность быстрой замены оснастки инструменты.
- Усиленные. Любые тиски, характеризующиеся повышенной прочностью и надежностью.


Какое устройство выбрать?
При выборе тисков для решения бытовых задач рекомендуется обратить внимание на традиционные поворотные модели со средними габаритами. Стоит учесть вариант крепления оборудования к столу, проверить устройство на предмет отсутствия люфтов. Важно определить расстояние раскрытия губок — от данного параметра зависит, какие заготовки получится в них закреплять. Наилучшими тисками для универсального использования являются изделия из чугуна или стали. Элементы из сплавов порошкового металла характеризуются не самой высокой прочностью.
Для профессионального применения наиболее подходящими являются модели быстроразъемного или эксцентрикового типа. Такие изделия отлично справляются с многократным зажимом заготовок с высокой скоростью. Наилучшими в плане прочности считаются стальные варианты, снабженные наковальней. Эти устройства способны с легкостью выдерживать даже сильные удары.
Для фиксации крупных деталей подойдут машинные тиски — пневматические или гидравлические устройства слесарного или станочного типа. Инструментальные тиски будут уместны в заводских цехах — они характеризуются четкой перпендикулярностью/параллельностью сторон и плоскостей, что жизненно важно для точного позиционирования обрабатываемых на станках заготовок.
Лучшие производители тисков
Современный инструментальный рынок насыщен широким спектром моделей тисков разных типов и назначения зарубежных и российских производителей. Домашние мастера и профессионалы, как правило, отдают предпочтение тискам следующих брендов:
- FIT — канадский производитель, специализирующийся на выпуске пневматических, электрических и механических ручных изделий.
- Wolfcraft — компания из Германии, занимающаяся разработкой и производством качественного машинного и универсального инструмента.
- IRWIN — американская компания, чьим приоритетом является производство ручного механического инструмента из высококачественного металла.
- KRAFTOOL — немецкий производитель, представленный преимущественно ручными моделями, включая инструментальные тиски со струбцинами.
- Sturm — российская компания, выпускающая ряд бюджетных линеек слесарных тисков и станин с отличным соотношением надежность/качество.
- Zubr — отечественный производитель ручного и электрического инструмента, предлагающий поворотные, ручные, столярные, струбцинные тиски.
Пример из каталога
В нашем каталоге представлен широкий спектр тисков бытового и профессионального назначения по доступным ценам.
Это, например, настольные слесарные тиски с шириной губок 75 мм. Устройство обеспечено чугунными основными элементами, стальными вращающимися деталями, оснащено надежным приспособлением для крепления к столу. Оборудование индийского производителя предназначено для фиксации деталей небольшого размера при выполнении слесарных работ в бытовых условиях.
Тиски слесарные поворотные ТСЧ-100 мм с шириной губок 10 см. Качественная модель с наковальней обеспечивает усилие зажима до 2000 кг/кв. см. Глубина рабочего пространства здесь составляет 65 мм, а ход ползуна — 12 см. Это мощные тиски из высокопрочного чугуна весом 11,5 кг производства Беларусь, рекомендованные для применения дома и в гараже.
Качественная модель с наковальней обеспечивает усилие зажима до 2000 кг/кв. см. Глубина рабочего пространства здесь составляет 65 мм, а ход ползуна — 12 см. Это мощные тиски из высокопрочного чугуна весом 11,5 кг производства Беларусь, рекомендованные для применения дома и в гараже.
Изготовленные на Глазовском заводе тиски станочные поворотные 320 мм (7200-3228) имеют повышенное зажимной усилие (параметр соответствует значению 5500 кг/см). При ширине губок 32 см модель обеспечивает запас хода в 400 мм. Изделие изготовлено из высокопрочного чугуна, рекомендовано как для профессиональных строителей, так и бытового использования дома и в гараже.
Заключение
- Тиски — незаменимое вспомогательное устройство для статичной фиксации деталей при выполнении широкого круга задач в разных областях жизнедеятельности человека.
- Данный тип оборудования состоит из корпуса с платформой и зажимной системы, в зависимости от типа конструкции в нем могут использоваться самые разные узлы и механизмы.
- Тиски обладают большим разбросом по исполнению, назначению, размерам и весу, при этом наиболее важным параметром для всех моделей является сила сжатия губок.
- При выборе тисков для дома следует обратить внимание на традиционные модели, для профессионального использования подойдут быстроразъемные или эксцентриковые устройства.
- Лучшими производителями бытовых и профессиональных тисков на сегодняшний день являются зарубежные и отечественные бренды — FIT, Wolfcraft, IRWIN, KRAFTOOL, Sturm, Zubr.

Тиски
Плотно прижать одну деталь к другой можно только с помощью специального приспособления. Многие работы удается качественно выполнить, если деталь зажата в тиски. В мастерской столяра тиски располагаются на верстаке. Однако в любом случае тискам нужна устойчивая платформа, и ею, как правило, служит столешница или поверхность рабочего стола. Причем тиски не обязательно должны быть большими и тяжелыми. Главное — их способность удерживать и прочно фиксировать как крупногабаритные, так и мелкие детали и предметы.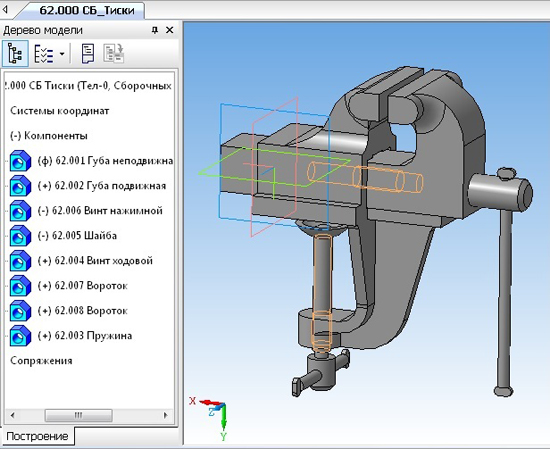 Надо иметь в виду, что маленькие и легкие тиски быстро изнашиваются.
Надо иметь в виду, что маленькие и легкие тиски быстро изнашиваются.
Если вы ищете подходящие для ваших целей тиски, вы должны ответить на следующие вопросы: каквы будете их закреплять? Как широкодолжны раздвигаться их щечки? Должны ли они вращаться или откидываться?
Самое меньшее расстояние, на которое раздвигаются щечки, -115 мм. Форма и поверхность их должны определяться целями: собираетесь ли вы обрабатывать детали с параллельными плоскостями, остроугольные или круглые, из мягкого или твердого металла.
Наверняка имеет смысл купить тиски несколько большего размера. Они могут заменить даже наковальню, причем механика тисков не пострадает от использования их в этом качестве. Вопрос в том, выдержит ли верстак или рабочий стол такую нагрузку.
Вам не обойтись без тисков, если обрабатываемую деталь — из дерева, металла или какого-то другого плотного материала — необходимо закрепить. Обе руки при этом свободны, что немаловажно при работах с инструментом.
Верхний ряд, слева: тиски с вращающим и опрокидывающим устройствами, два подъемных устройства; нижний ряд, посередине: тяжелые станочные тиски, справа и слева параллельные тиски с наковальней.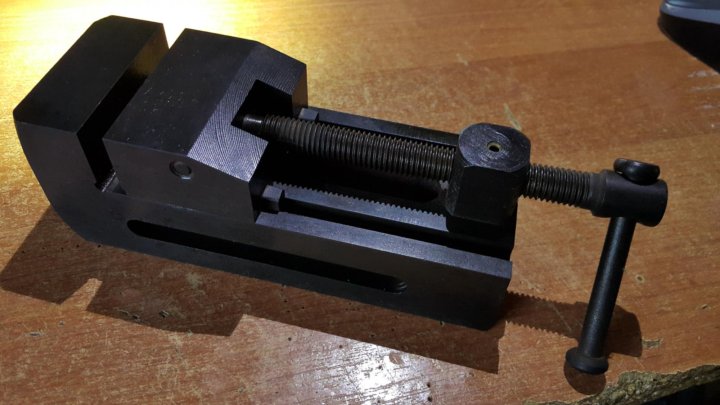 На первом плане: поворотный круг.
На первом плане: поворотный круг.
От размера столешницы зависит, как лучше закрепить тиски. Если вы опасаетесь, что тиски при выполнении некоторых работ будут вам мешать, выбирайте такую модель, которую без особых хлопот можно прикрепить к столу, когда в этом возникнет необходимость. Однако лучше установить тиски надолго с помощью крепких станочных винтов.
Полезным пополнением вашей мастерской будет поворотный круг, на котором тиски могут вращаться по горизонтали на 360 градусов. Таким образом для каждого инструмента и вида работы вы будете выбирать оптимальный угол. Еще интереснее опрокидывающий механизм, сконструированный специально для домашних работ. Он делает тиски более подвижными.
Лифты и подъемные механизмы для тисков рассчитаны для использования главным образом профессионалами, однако во многих случаях не помешают и домашнему мастеру: с помощью такого лифта (за счет газовой пружины сжатия) вы сможете выполнять работы на удобном для вас уровне.
Альтернативой обычным тискам — или дополнением к ним — могут быть станочные тиски, которые применяются при работе с дрелью или дисковой пилой. Длинные отверстия по бокам позволяют крепко закрепить прибор на основании буровой или фрезерной стойки, причем они не обязательно должны быть фирменного изготовления.
Длинные отверстия по бокам позволяют крепко закрепить прибор на основании буровой или фрезерной стойки, причем они не обязательно должны быть фирменного изготовления.
Для всех видов тисков продаются насадочные прокладки для щечек: из мягкого материала — для «чувствительных» деталей, рифленые или с бороздками — для труб или других округлых деталей.
Обработка с ЧПУ | Тугоподвижность челюстей на задней стороне куртовых тисков | Практик-механик
swarf_rat
Титан
- #1
У меня был план установить челюсти на задней части Kurt 3600, чтобы удерживать алюминиевый лист для обработки. Тарелка слишком широкая, чтобы держать ее обычным способом. Я переместил челюсти к задней части литых губок, а затем указал на движение фиксированной челюсти, сжимая тиски. Довольно легко получить 0,001 движения, даже с небольшой ручкой скорости. Похоже, это из-за растяжения болтов крепления челюсти.
Тарелка слишком широкая, чтобы держать ее обычным способом. Я переместил челюсти к задней части литых губок, а затем указал на движение фиксированной челюсти, сжимая тиски. Довольно легко получить 0,001 движения, даже с небольшой ручкой скорости. Похоже, это из-за растяжения болтов крепления челюсти.
При обычном зажиме болты разгружаются, они просто фиксируют зажим до тех пор, пока не будет применено давление. Как только вы зажмете литой кулачок, болты будут нагружены, независимо от того, находится ли съемный кулачок спереди или сзади. Сзади рычаг больше: точка опоры нижний край съемный и рычаг примерно 2:1 при любом зазоре при всех работах над отливкой. Спереди точка опоры — это верхняя часть отлитой челюсти, а рычаг — примерно 2:3. Движение съемной челюсти примерно вдвое меньше при таком же крутящем моменте винта. Литая челюсть не двигает стрелку на показателе 0,0005. Сама съемная челюсть, по-видимому, не испытывает заметного изгиба, скорее она раскачивает и растягивает болты.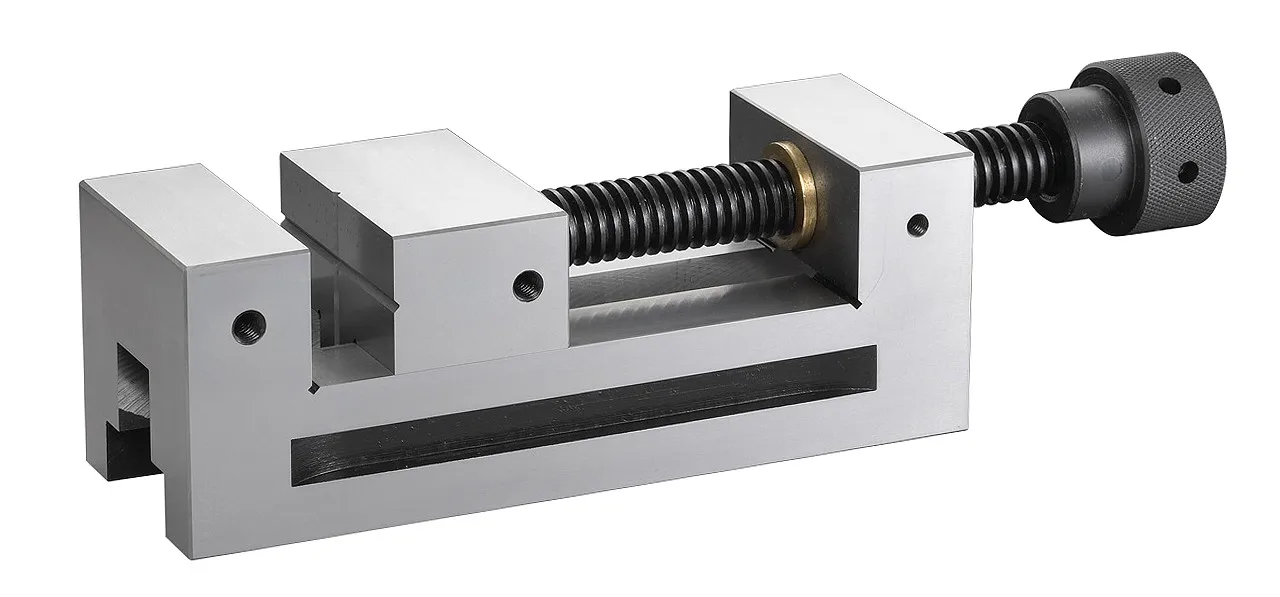 Быстрый расчет растяжения на две 1/2-13, кажется, подтверждает правдоподобие этого вывода.
Быстрый расчет растяжения на две 1/2-13, кажется, подтверждает правдоподобие этого вывода.
Итак, вопрос: есть ли способ сделать или починить съемную челюсть, которая будет жестче, чем стандартная установка? Я придумал две очевидные идеи: первая состоит в том, чтобы сделать толстую L-образную челюсть, которая ложится вверх и над отлитой неподвижной челюстью, а затем выточить в ней ступеньку для захвата изделия. Нога, опирающаяся на верхнюю часть литой челюсти, будет сопротивляться раскачиванию съемного элемента и преобразовывать часть или большую часть натяжения крепежных болтов в сдвиг. Другой способ — испортить тиски, просверлив и нарезав отверстия и, возможно, шпоночный паз, чтобы челюсть можно было прикрутить болтами поверх литой неподвижной губки. Это будет нагружено в основном сдвигом, и я думаю, что это будет довольно жестко. Интересно, почему Курт не снабжает их таким образом, это кажется очевидным преимуществом. Есть ли другой способ атаковать его?
Несомненно, та же проблема с подвижной челюстью, однако это не имеет последствий, пока она не отрывается..jpg) Мне нужно, чтобы фиксированная челюсть оставалась неподвижной, поэтому я могу положиться на нее в качестве рабочего места.
Мне нужно, чтобы фиксированная челюсть оставалась неподвижной, поэтому я могу положиться на нее в качестве рабочего места.
ра4445
Алюминий
- #2
Вы можете поместить свой индикатор в основную челюсть, чтобы увидеть, насколько он перемещается. Они не такие жесткие, как думают люди.
НТМ
Чугун
- #3
Я обычно использую динамометрический ключ для окончательного затяжки. 120 дюймов-фунтов плотно, 240 плотно и так далее. Наличие определенного повторяемого значения крутящего момента помогает предотвратить неожиданности. Я начал это делать, когда раньше обрабатывал много пластика и усилие зажима деформировало деталь. Были некоторые отверстия, которые я запрограммировал как эллипсы, и после зажима они возвращались в исходное положение.
бла-бла-бла… Я хочу сказать, что если вы используете динамометрический ключ, вы можете обнаружить, что положение вашего элемента повторяется даже при движении, если движение повторяется. Даже если бы ваша челюсть была на 100% неподвижной, сама часть все равно двигалась бы. Вы когда-нибудь замечали, что вам всегда нужно немного положительной настройки Y, чтобы заставить функцию идеально приземлиться в нужном месте?…
СтевинАЗ
Нержавеющая сталь
- #4
В зависимости от допуска работы, которую вы выполняете с помощью тисков, вы можете получить достаточно повторяемые результаты, всегда затягивая тиски на одинаковую величину. Мы использовали этот метод в течение многих лет при работе с пластинами с использованием стандартного динамометрического ключа. Они довольно хорошо повторяются, но они определенно немного гнутся. Мне пришлось успокоить одного из моих парней год назад или около того… вся эта подвижная челюсть была для него слишком сложной, на пластине, в которой была куча отверстий с допуском +/- 1/32 дюйма ( не может использовать десятичное число для этого допуска, просто выглядит неправильно!) У него были десятые индикаторы на задних губках трех тисков, и он беспокоился о изгибе … в этот день ему кофе не давали!
Возвращаясь к вашему вопросу, я считаю, что Курт делает челюсть, которая делает что-то вроде того, что вы описали, прикрепляется к нормальному лицу сверху и имеет еще один шаг «вверх». Я знаю, что видел это раньше, почти уверен, что это было у Курта, в алюминиевом корпусе IIRC.
Я знаю, что видел это раньше, почти уверен, что это было у Курта, в алюминиевом корпусе IIRC.
Стив
Путч
Горячекатаный
- #5
Я никогда не заходил так далеко в проверке гибкости с помощью индикаторов и т. д., но я согласен с NTM в настройке Y. Например, однажды я просверлил отверстие в латунной полугайке и проверил установку штифта, который должен был плотно входить в него. отверстие… когда отверстие было точно по цифрам, штифт все еще не входил в отверстие, пока я не ослабил тиски. Я, должно быть, слишком сильно сжал деталь и сделал отверстие овальной формы.
swarf_rat
Титан
- #6
0″>pa4445 сказал:
Вы можете поместить свой индикатор в основную челюсть, чтобы увидеть, насколько он перемещается. Они не такие жесткие, как думают люди.
Нажмите, чтобы развернуть…
Верно для серии Kurt D, но V чертовски жесткая.
 Покрутив гибкую челюсть, возможно, вы сможете довольно надежно получить 5 десятых. Проблема в том, что все ошибки складываются, нужно избавиться от них, где только можно.
Покрутив гибкую челюсть, возможно, вы сможете довольно надежно получить 5 десятых. Проблема в том, что все ошибки складываются, нужно избавиться от них, где только можно.Кто-нибудь прикручивал челюсть или упор поверх отливок?
Густавсон
Алмаз
- #7
Если подумать, вероятно, происходит растяжение болта. Попробуйте использовать более длинные болты и сильно затяните их. Кроме того, это детали нижней части расточенного отверстия и нижней части головки болта. Если все было чисто, отшлифовано и идеально, а болт затянут до предела, то вы сделали все, что могли.
Верно для серии Kurt D, но V чертовски жесткая.Я пробовал несколько раз затягивать тиски, и это вполне повторяемо, когда съемная губка качается, но не так хорошо, как зажатие между литыми губками, которое будет повторяться примерно до одной десятой или около того с некоторой осторожностью. Покрутив гибкую челюсть, возможно, вы сможете довольно надежно получить 5 десятых. Проблема в том, что все ошибки складываются, нужно избавиться от них, где только можно.
Кто-нибудь прикручивал челюсть или стопор поверх отливок?
Нажмите, чтобы развернуть…
квом01
Горячекатаный
- #8
Как насчет установки пары хороших С-образных зажимов на каждую челюсть?
джерризак
Алюминий
- #9
Обычно я могу избежать каких-либо проблем, используя большие тяжелые шайбы с более длинными болтами. Переверните губки с раззенковкой в тиски.
Я думаю, что большая часть прогиба приходится на нижнюю часть зенковки. Он очень тонкий. Я на самом деле сломал его один раз, прежде чем я начал использовать шайбы.
Джерри
swarf_rat
Титан
- #10
Я думал о дополнительной системе крепления челюстей. Может быть, сделать челюсти шире и прикрутить их к опорной пластине с другой стороны отливки. Вы также можете расположить сквозные болты ближе к грузу. Я попробовал гораздо более тяжелую челюсть (толщиной 2 дюйма), и результат был примерно таким же. Учитывая размер болтов, пара тысяч фунтов нагрузки на них растянет их на несколько десятых. Более длинные болты будут растягиваться больше. Я нашел эти верхние челюсти у Snapjaws, что-то вроде того, о чем я думал.0007
ХуФлунгДунг
Алмаз
- #11
Я не думаю, что мои Курты крепки как скала, даже если челюсти выдвинуты вперед (нормальное положение). Есть небольшой изгиб.
Есть небольшой изгиб.
Но не могли бы вы просто сделать новый блок задней челюсти со встроенной ступенькой? Разве челюстной блок не прикручен болтами снизу?
swarf_rat
Титан
- #12
Вот быстрый и грязный набросок той челюсти, которую я рассматриваю. Чтобы получить необходимый радиус действия, я прикрутил подвижную съемную челюсть к другой стороне подвижной челюсти.
Разбитая костяшка
Алюминий
- №13
Я использую L-образную челюсть, как вы все время упоминаете. Как заявляли другие, используйте длинные болты и динамометрический ключ для воспроизводимых результатов. Работает отлично.
swarf_rat
Титан
- №14
9″>HuFlungDung сказал:
Я не думаю, что мои Курты крепки как скала, даже если челюсти выдвинуты вперед (нормальное положение).
А нельзя ли просто сделать новый блок задней челюсти со встроенной ступенькой? Разве челюстной блок не прикручен болтами снизу?
Нажмите, чтобы развернуть…
 Есть небольшой изгиб.
Есть небольшой изгиб.Это верно для Kurt серии D, у серии V задняя челюсть отлита как часть рамы. Я продал все свои тиски серии D, потому что задняя губка такая гибкая, вероятно, из-за болтов. В серии V довольно сложно измерить какое-либо движение задней челюсти, но также невозможно заменить ее заменой.
Густавсон
Алмаз
- №15
Я бы попробовал то, что говорит Джерризак. Я не думаю, что вы правы, что более длинные болты будут больше растягиваться. Более длинные болты имеют большее зацепление с резьбой, что обеспечивает больший крутящий момент и большее предварительное растяжение [вам нужно только растягивание после затяжки болта]. Большие крепежные шайбы будут более квадратными, чем нижняя часть этого отверстия.
Я не думаю, что вы правы, что более длинные болты будут больше растягиваться. Более длинные болты имеют большее зацепление с резьбой, что обеспечивает больший крутящий момент и большее предварительное растяжение [вам нужно только растягивание после затяжки болта]. Большие крепежные шайбы будут более квадратными, чем нижняя часть этого отверстия.
swarf_rat сказал:
Я подумал о дополнительной системе крепления челюстей. Может быть, сделать челюсти шире и прикрутить их к опорной пластине с другой стороны отливки. Вы также можете расположить сквозные болты ближе к грузу. Я попробовал гораздо более тяжелую челюсть (толщиной 2 дюйма), и результат был примерно таким же. Учитывая размер болтов, пара тысяч фунтов нагрузки на них растянет их на несколько десятых. Более длинные болты будут растягиваться больше. Я нашел эти верхние челюсти у Snapjaws, что-то вроде того, о чем я думал.
Нажмите, чтобы развернуть…
 0007
0007
wr4t
Алюминий
- №16
Не могли бы вы использовать тиски серии D? Фиксированная челюсть является съемной и крепится к станине ключом. Два болта удерживают его. При затяжке шпонка и болты срезаются. С D вы можете получить вторую фиксированную челюсть и обрабатывать ее так, как хотите. Предполагая, что он достаточно мягкий (я думаю, что закалена только станина), просто поверните его вниз, оставив ступенчатую челюсть сзади, или возьмите свой собственный кусок стали. Достаточно ли жесткая буква D для вас? Я бы ожидал <0,0005 гибкости, жесткости, но не твердости.
swarf_rat
Титан
- # 17
Если бы у меня остались тиски серии D, я бы попробовал. Курт фактически делал тиски для крепления DU68, предназначенные для использования именно так.
Как я уже говорил выше, я пробовал толстую челюсть с более длинными болтами. По крайней мере, он двигался так же сильно. Теоретически в болтах есть два источника движения: деформация резьбы и растяжение болта. В любом случае, как только зазоры исчезнут и вы войдете в диапазон упругости, предварительный натяг болта не имеет значения. Дополнительная нагрузка вызывает дополнительную деформацию, пропорциональную модулю Юнга и обратно пропорциональную площади поперечного сечения болта.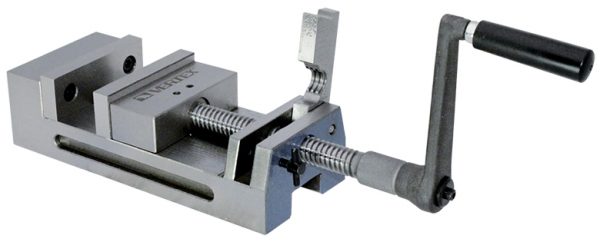 Смещение пропорционально деформации, умноженной на длину болта, болты с большей длиной захвата будут растягиваться дальше при той же нагрузке. То, что я наблюдаю, примерно соответствует теории. Если зацепление с резьбой недостаточно для поддержки нагрузки в диапазоне эластичности, то больше поможет, но легко получить 3-кратный диаметр, которого должно быть более чем достаточно.
Смещение пропорционально деформации, умноженной на длину болта, болты с большей длиной захвата будут растягиваться дальше при той же нагрузке. То, что я наблюдаю, примерно соответствует теории. Если зацепление с резьбой недостаточно для поддержки нагрузки в диапазоне эластичности, то больше поможет, но легко получить 3-кратный диаметр, которого должно быть более чем достаточно.
Я бы не прочь решить всю проблему по-другому, но другого решения не нашел. Мне нужно зажать алюминиевую пластину диаметром от 6 до 12 дюймов, шириной до 24 дюймов и толщиной от 3/8 до 1 1/2 дюйма. Они должны поддерживаться не менее чем на 2 дюйма над столом, и мне приходится обрабатывать их почти по всей площади в разных местах. Мне нужно иметь возможность перевернуть пластину и обработать другую сторону с достаточно хорошим расположением, чтобы избежать заметного шага на сквозных элементах — по опыту это означает максимальную ошибку в несколько десятых. Я смог сделать это на более мелких деталях в тисках Kurt V3600. Большие куски я прикрутил болтами к подставкам стола и переместил на флип, но это занимает очень много времени. Если я не могу заставить тиски оставаться неподвижными для больших деталей, мне, возможно, придется довольствоваться тем, чтобы удерживать работу таким образом, но перемещать ее при каждом повороте — быстрее, чем прикручивание деталей, и меньше отходов, но все же не так быстро, как при использовании фиксированная челюсть, чтобы найти. На более крупных деталях мне все равно придется это делать, потому что любая ошибка вращения в выравнивании тисков умножается на 2x в функциях при переворачивании. Если ваши тиски смещены на одну десятую на 6 дюймов, то, когда вы перевернете кусок шириной 24 дюйма, вы можете ошибиться в своих чертах на тысячу.0007
Большие куски я прикрутил болтами к подставкам стола и переместил на флип, но это занимает очень много времени. Если я не могу заставить тиски оставаться неподвижными для больших деталей, мне, возможно, придется довольствоваться тем, чтобы удерживать работу таким образом, но перемещать ее при каждом повороте — быстрее, чем прикручивание деталей, и меньше отходов, но все же не так быстро, как при использовании фиксированная челюсть, чтобы найти. На более крупных деталях мне все равно придется это делать, потому что любая ошибка вращения в выравнивании тисков умножается на 2x в функциях при переворачивании. Если ваши тиски смещены на одну десятую на 6 дюймов, то, когда вы перевернете кусок шириной 24 дюйма, вы можете ошибиться в своих чертах на тысячу.0007
весг
Титан
- # 18
Re растяжение болта, примерно 75-80% нагрузки берут на себя первые 3 витка. Так что длинные болты не помогут.
В зависимости от точной геометрии показанная вами L-образная губка может поднимать заготовку при ее изгибе. А поднятие вещей повыше над кроватью только увеличит момент, сильнее согнув тиски.
Думаю, я бы смотрел на ступенчатые блоки, прикрученные болтами прямо к столу, с «чем-то» на противоположной стороне, напоминающим губки тисков, чтобы их зажимать. Внутренности инструментальных тисков довольно легко взбить.
О, и у меня есть пара D675, от которых я давно хотел избавиться 😉
Густавсон
Алмаз
- # 19
Как насчет того, чтобы просверлить и нарезать третий болт в задней челюсти?
В какой-то момент дело не в болтах, а в том, что вы сгибаете тиски, и в этот момент, возможно, вы слишком туго затягиваете тиски!
Если вы не чувствуете, что можете решить эту проблему на задней челюсти, почему бы не сделать и удлинить подвижную челюсть? Тогда вам все равно, если он двигается.
Густавсон
Алмаз
- #20
Я не думаю, что это правильно, я думаю, что 3 потока держат большую часть нагрузки, но какие 3 потока зависят от приложенного крутящего момента. Я никогда не видел приложения с высоким крутящим моментом без несколько увеличенной глубины резьбы.
Я никогда не видел приложения с высоким крутящим моментом без несколько увеличенной глубины резьбы.
весг сказал:
Насчет растяжения болта, примерно 75-80% нагрузки берут на себя первые 3 витка. Так что длинные болты не помогут.
В зависимости от точной геометрии показанная вами L-образная губка может поднимать заготовку при ее изгибе. А поднятие вещей повыше над кроватью только увеличит момент, сильнее согнув тиски.
Думаю, я бы смотрел на ступенчатые блоки, прикрученные болтами непосредственно к столу, с «чем-то» на противоположной стороне, напоминающим губки тисков, чтобы их зажимать. Внутренности инструментальных тисков довольно легко взбить.
О, и у меня есть пара D675, от которых я давно хотел избавиться 😉
Нажмите, чтобы развернуть…
4 странных трюка для трамвая фрезерных тисков
Итак, вы устали проводить индикатором по губкам тисков, чтобы привести его в трамвай? Вот 4 быстрых способа перемещения фрезерных тисков:
#1 Самый быстрый и точный Установите пару алюминиевых мягких губок на тиски, вставьте подходящую концевую фрезу в шпиндель и отфрезеруйте ступеньку в кулачках. Сделайте это, зажав что-нибудь в тисках ниже уровня ступени.
Сделайте это, зажав что-нибудь в тисках ниже уровня ступени.
Эта ступенька теперь точно в трамвае, потому что вы вырезали ее на станке. Положите деталь на ступеньку, и она будет в трамвае и готова к работе.
#2 Закрепите тиски (предложено Доном, см. комментарии ниже)
Закрепите тиски под тройником.
Если в ваших тисках нет прорезей для ключей, обрежьте их.
1. Обработка шпоночной заготовки для плотного прилегания к Т-образному пазу станка.
2. Переверните тиски вверх дном и затяните губки на штоке, вставленном в Т-образный паз на столе. (Конечно, привяжите и убедитесь, что базовая плоскость тисков сглажена перед вырезанием пазов.)
3. станочные шпоночные пазы в основании тисков.
У меня три тиска сделано таким образом.
Шлепните по столу, и они выровняются, как правило, в пределах 0,0005″ на 6″
#3 Используйте фиксирующую пластину (мой предпочтительный метод)
Три штифта в точно обработанной фиксирующей пластине найдут ваши тиски:
Просто зажмите его, прижимая к штифтам.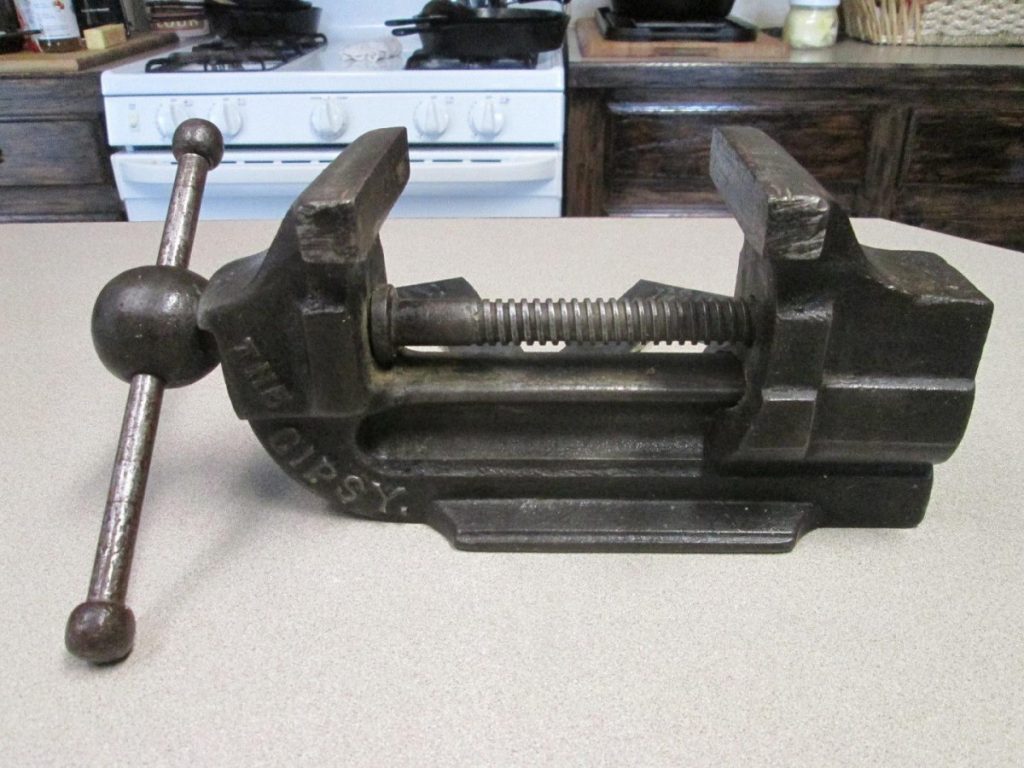 Подробнее о пластинах для крепления читайте в нашей статье.
Подробнее о пластинах для крепления читайте в нашей статье.
Если у вас есть линейка приличного качества длиной ярд или метр, поместите ее в тиски точным краем вверх. Наведите этот край на известный прямой элемент на столе станка, например, на край Т-образного паза или на задний край стола. Расположите голову так, чтобы линейка совпадала с краем стола, чтобы вы могли видеть оба конца линейки, не двигая головой — просто двигайте глазами. Теперь отрегулируйте тиски до тех пор, пока край не окажется точно на одной линии с элементом стола — другими словами, пока вы не увидите постоянный тонкий зазор.
Быстро и просто, верно? Но насколько точно?
Давайте воспользуемся калькулятором G-Wizard, чтобы выяснить это. Мы начнем с вопроса, насколько точна трамвайная развертка с обычным индикатором.
Предположим, что губки тисков имеют ширину 6 дюймов, и, кроме того, предположим, что мы зачищаем с точностью 0,001 дюйма на этом расстоянии 6 дюймов. Какой получился угол?
Какой получился угол?
Мы настроили прямоугольный треугольник в G-Wizard для этой задачи следующим образом:
Максимальная ошибка, которую мы измеряем, 0,001″ с помощью индикатора, приходится на левую сторону треугольника. Длина челюсти 6 дюймов идет снизу. Нажимаем «Рассчитать» и результат — ошибка 0,0095 градусов и меньше.
Теперь рассмотрим линейку. Его длина составляет 36 дюймов. Мы можем без особых проблем увидеть зазор примерно в 0,050 дюйма. Настройте это таким же образом, и мы получим:
Этот метод, очевидно, намного менее точен: 0,0796 градуса против 0,0095 градуса — примерно в 8 раз менее точен. Это то, что вы получите, если укажете с точностью до 0,008″. Вероятно, это не сработает для многих заданий, если вы не сможете расположить его ближе, чем 0,050 в разрыве. Я провел несколько экспериментов, и я лично могу точно увидеть зазор до достаточно маленького размера, чтобы он соответствовал указанному трамваю 0,001 дюйма.
Если вы хотите использовать этот метод, вы должны провести эксперименты только для того, чтобы откалибровать свои глазные яблоки Mark I в соответствии с требованиями, с точки зрения зазора. Просто выбейте тиски из трамвая, повторите трамвай с помощью линейки, а затем проведите по результату, чтобы увидеть, насколько далеко вы отошли.
Просто выбейте тиски из трамвая, повторите трамвай с помощью линейки, а затем проведите по результату, чтобы увидеть, насколько далеко вы отошли.
Я обнаружил, что постоянно использую калькулятор триггеров G-Wizard для такого рода задач. Если вы хотите попробовать G-Wizard Calculator, просто подпишитесь на бесплатную 30-дневную пробную версию.
Как только мельница будет откатана, следующим вашим шагом, скорее всего, будет установка тисков на стол. Вот как различные люди в Интернете сообщают о том, что они тренируют свои тиски:
———–
Крепятся ли тиски болтами к Т-образным пазам стола? если это так, то у вас есть простой способ проверить квадрат, вам нужен циферблатный индикатор, индикаторное устройство, а затем поместите индикатор в маленький конец индикола, а большой конец наденьте на шпиндель и запустите X стола. ось. величина изменения или угол на индикаторе подскажут вам, в каком направлении нужно отрегулировать тиски, это долгий процесс, но вы его получите
———–
Установите индикатор в сверлильный патрон, опираясь на неподвижную губку тисков. Перемещайте стол (ось X) вперед и назад и регулируйте положение тисков, пока не получите одинаковые показания на обоих концах фиксированной губки. Учитывая, что у вас есть поворотное основание, есть короткий путь, чтобы приблизиться: снимите показания в центре челюсти, а затем на одном конце. Вычислите разницу между двумя показаниями. Когда индикатор все еще находится в крайнем положении, поверните тиски, чтобы убрать ПОЛОВИНУ разницы. Несколько предостережений: 1) Убедитесь, что рычаг индикатора действительно движется. Я видел, как люди делали это, когда рука плотно прилегала к упору, и думали, что тиски отрегулированы идеально. является квадратным. Давление крепежных винтов может деформировать челюсть. Если челюсть когда-либо была установлена с какой-либо грязью или загрязнениями под ней, она может быть необратимо деформирована, даже если препятствие было удалено позже. 3) Прежде всего убедитесь, что фиксированная челюсть прямая. Как отмечалось выше, он может погнуться под давлением крепежных винтов.
Перемещайте стол (ось X) вперед и назад и регулируйте положение тисков, пока не получите одинаковые показания на обоих концах фиксированной губки. Учитывая, что у вас есть поворотное основание, есть короткий путь, чтобы приблизиться: снимите показания в центре челюсти, а затем на одном конце. Вычислите разницу между двумя показаниями. Когда индикатор все еще находится в крайнем положении, поверните тиски, чтобы убрать ПОЛОВИНУ разницы. Несколько предостережений: 1) Убедитесь, что рычаг индикатора действительно движется. Я видел, как люди делали это, когда рука плотно прилегала к упору, и думали, что тиски отрегулированы идеально. является квадратным. Давление крепежных винтов может деформировать челюсть. Если челюсть когда-либо была установлена с какой-либо грязью или загрязнениями под ней, она может быть необратимо деформирована, даже если препятствие было удалено позже. 3) Прежде всего убедитесь, что фиксированная челюсть прямая. Как отмечалось выше, он может погнуться под давлением крепежных винтов. Это может оказаться более сложной задачей, чем установка тисков на станке.
Это может оказаться более сложной задачей, чем установка тисков на станке.
———–
Быстро и грязно… зажмите штифт или другой кусок прутка в шпинделе. Достаточно хорошо затяните одну сторону тисков, а другую оставьте едва прижатой. Просто соприкоснитесь со штифтом на лицевой стороне неподвижной губки на тугом конце тисков. Переместите свободный конец туда, где он определенно немного выходит за пределы линии. Кривошипный стол под шпинделем со штифтом в контакте с неподвижной губкой. Когда вы прошли всю длину челюсти, вернитесь и сделайте еще один проход для страховки. СЕЙЧАС выделите свой DI и настройте его, если вам не нравится то, что вы видите. Я сделал это сегодня для быстрой настройки. Когда я установил DI для проверки, у меня было менее 0,0005 дюйма на 4 дюйма на губках тисков. Достаточно близко для того, что я делал далеко. То же самое и с горизонтальной фрезой, но очень легко захватите тисками долбежную фрезу довольно большого диаметра. Затяните болты. Поставьте DI на него сейчас. Если губки тисков должны быть параллельны оправке, вы можете подойти достаточно, чтобы захватить оправку таким же образом. Если нет, сделайте это сложным путем.
Если губки тисков должны быть параллельны оправке, вы можете подойти достаточно, чтобы захватить оправку таким же образом. Если нет, сделайте это сложным путем.
———-
Чтобы закрыть неподвижную губку, я буду использовать либо сверло, либо штифт в сверлильном патроне. Установите зазор на глаз на одном конце, продублируйте его как можно лучше на другом конце. Как только вы доберетесь до того места, где вы едва сможете увидеть разницу на глаз, пришло время для индикатора. Спасает от того, что он находится далеко, и стрелка индикатора теста бешено вращается, и вы забываете, где есть что.
————
Некоторые тиски лишь незначительно перемещаются из свободного положения в плотное — мой Kurt меняется менее чем на 0,010, когда болты стола выдвинуты вперед. Другие перемещаются как минимум на один часовой пояс. С ними, как сказал Боб, проще всего затянуть болты и произвести окончательную регулировку с помощью молотка. Шариковый наконечник на 8 унций — хороший размер, достаточно маленький, чтобы не повредить тиски.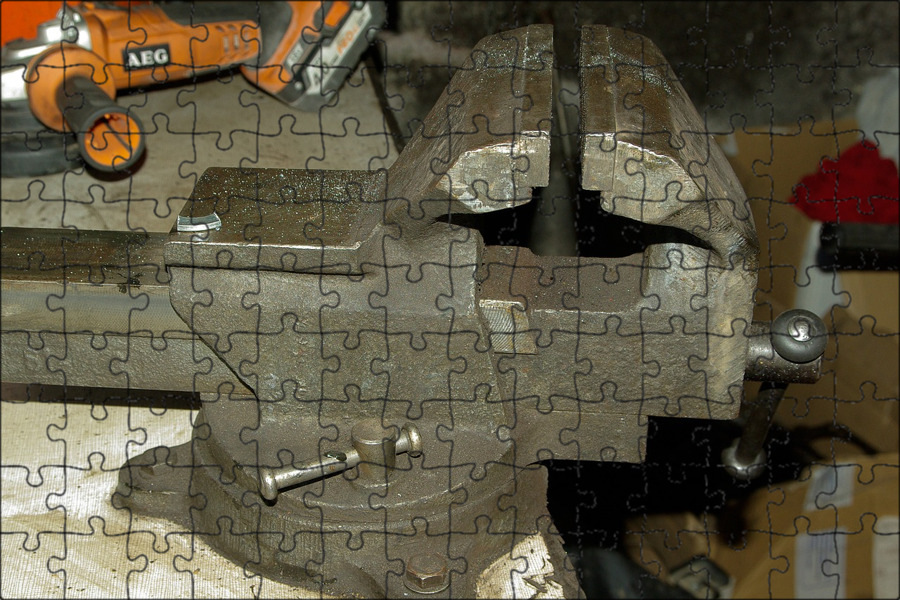 Если ваши тиски новее или у вас новые губки, указывайте прямо с фиксированной губки. Если челюсти хорошо используются и выглядят как поверхность луны, высокая параллель (зажатая в тисках) дает индикатору приятную поверхность для контакта.
Если ваши тиски новее или у вас новые губки, указывайте прямо с фиксированной губки. Если челюсти хорошо используются и выглядят как поверхность луны, высокая параллель (зажатая в тисках) дает индикатору приятную поверхность для контакта.
————
И последнее, но не менее важное: в «Секретах механического цеха» автор упоминает, что вы можете увидеть глаз с точностью до 0,002″, поместив кусок длинной заготовки в тиски так, чтобы вы могли видеть визуальный зазор между приклад и край стола. Это предполагает, что край на самом деле параллелен движению стола — это нужно проверить на азиатском импорте!
Вы также можете использовать стальную линейку. Один парень начинает с правилом в тисках, глядя на щель. Он утверждает, что его точность с правилом составляет 0,010″, что является хорошей отправной точкой для индикатора.
———–
Вы ненавидите трамвайные тиски? Что ж, это не так сложно, и вы уже должны к этому привыкнуть, но есть более быстрые способы.
Вы можете прикрепить тиски к Т-образному пазу стола, чтобы они встали на место:
Прикрепление тисков к вашему столу…
Не хотите привязывать тиски? Ну, вы могли бы сделать небольшую штуковину, чтобы вставить ее в тиски, которая делает то же самое.