
2.4.1. Пример 1. Чтение сборочного чертежа В-2-1.15.ХХ.00.00 СБ «Тиски»
на чертеже), определить назначение и состав сборочной единицы; 4.установить служебные функции деталей и их взаимодействие; 5.определить у всех деталей рабочие и нерабочие поверхности, форму
каждой поверхности и её положение.
Нерабочие (свободные) поверхности – поверхности детали, которые не соприкасаются с поверхностями других деталей в изделии. Эти поверхности изготавливают с относительно небольшой точностью и часто не подвергают механической обработке.
Рабочие поверхности – поверхности детали, которые соприкасаются с поверхностями другой детали. Рабочие поверхности обрабатывают точнее и чище и, как правило, подвергают механической обработке. Рабочие поверхности в зависимости от вида соединения деталей можно условно разделить на сопрягаемые и прилегающие.
Сопрягаемые поверхности – поверхности детали, которые образуют подвижные соединения деталей с одной или двумя степенями свободы при работе и (или) сборке; например, цилиндрическая поверхность отверстия образует подвижное соединение с двумя степенями свободы с размещённым в нём в алом (одна степень свободы обеспечивает поступательное перемещение вала, другая
– его вращение).
Прилегающие поверхности – поверхности, образующие неподвижное соединение двух деталей.
Более подробно материал изложен в учебнике [2].
2.4. ПРИМЕРЫЧТЕНИЯСБОРОЧНОГОЧЕРТЕЖА
Ниже приведены два примера чтения чертежа сборочной единицы – «Тиски» и «Цилиндр пневматический».
На рис. 2.4.1.1 и 2.4.1.2 представлены спецификация и сборочный чертёж сборочной единицы «Тиски». В соответствии с рекомендованной выше последовательностью чтения чертежа сборочной единицы (раздел 2.3), начинаем читать основную надпись чертежа. Из неё получаем информацию: тип документа
– сборочный чертёж, наименование – тиски (наименование подсказывает назначение сборки – закреплять деталь для её последующей обработки), масштаб большинства изображений на чертеже – 1:2, масса сборки – 6,75 кг.
Далее переходим к рассмотрению изображений чертежа, которые представляют собой три основных вида (главный, сверху и слева), разрез А – А и увеличенное изображение (масштаб 1:1) выносного элемента Б.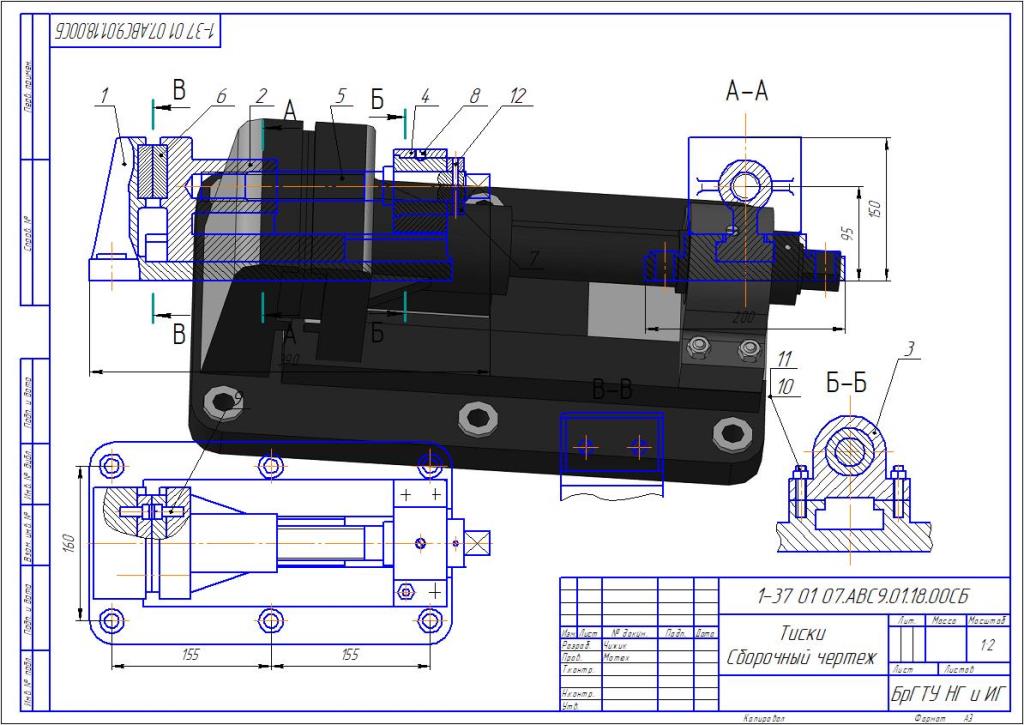 На чертеже приведены справочные размеры: габаритные − 250…340*×270*×90* мм, габариты корпуса в плане − 90*×240* мм и установочные − два паза 15* мм с межосевым расстоянием 205* мм и высота проушины корпуса 20* мм. Кроме того присутствуют исполнительные размеры, о которых подробнее будет сказано ниже. Одновременно рассматриваем спецификацию, выясняем, что она содержит разделы: Документация, Сборочные единицы, Детали и Стандартные изделия. Спецификация показывает, что изделие «Тиски» включает в себя сборочную единицу «Винт» поз. 1, оригинальные детали «Корпус» поз. 4, две
На чертеже приведены справочные размеры: габаритные − 250…340*×270*×90* мм, габариты корпуса в плане − 90*×240* мм и установочные − два паза 15* мм с межосевым расстоянием 205* мм и высота проушины корпуса 20* мм. Кроме того присутствуют исполнительные размеры, о которых подробнее будет сказано ниже. Одновременно рассматриваем спецификацию, выясняем, что она содержит разделы: Документация, Сборочные единицы, Детали и Стандартные изделия. Спецификация показывает, что изделие «Тиски» включает в себя сборочную единицу «Винт» поз. 1, оригинальные детали «Корпус» поз. 4, две
31
Рис. 2.4.1.1. Спецификация В-2-1.15.ХХ.00.00
Рис. 2.4.1.2. Сборочный чертёж В-2-1.15.ХХ.00.00 СБ
33
«Направляющие» поз. 5, «Губку» поз. 6, и «Траверсу» поз. 7, а также стандартные крепёжные изделия: два «Винта АМ8-6g×20 ГОСТ 1478-93» поз. 10, две «Гайки М8-6Н.05 ГОСТ 5915-70» поз. 11, «Штифты» диаметром 8 мм по ГОСТ 3128-70 длиной 30 мм поз. 12 (2 шт. ) и длиной 55 мм поз. 13 (2шт.).
) и длиной 55 мм поз. 13 (2шт.).
На главном виде чертежа, расположенном на месте фронтальной проекции, изображены совмещенные вид (слева от оси симметрии) и разрез изделия, приведены номера позиций сборочной единицы «Винт» поз. 1 и оригинальных деталей поз. 4, 5, 6, 7. Впервые рассматривая главный вид (пока ещё не обращая внимания на остальные изображения), можно сделать предположение, что корпус поз. 4 связан с направляющей поз. 5 цилиндрической деталью (заштрихованная окружность на разрезе − по правилам черчения поперечные разрезы сплошных вытянутых тел штрихуют). Обращаясь к виду сверху на местном разрезе обнаружим, что предполагаемой цилиндрической деталью является штифт поз. 13, фиксирующий направляющую поз. 5 относительно корпуса поз. 4. Для установки штифтов поз. 13 необходимо выполнить два отверстия 8 мм, произведя совместную обработку корпуса поз. 4 и направляющей поз. 5. На виде сверху приведено межосевое расстояние указанных отверстий – 125 мм., на главном виде указан размер расположения отверстий по высоте − 46 мм.
Корпус поз. 4 выполнен в виде основания и двух вертикальных стенок (см. три основных вида). Основание снабжено двумя проушинами высотой 20* мм (главный вид), в которых выполнены два паза шириной 15* мм с межосе-
три основных вида). Основание снабжено двумя проушинами высотой 20* мм (главный вид), в которых выполнены два паза шириной 15* мм с межосе-
вым расстоянием 205* мм (разрез А − А). Стенки имеют призматическую выемку с цилиндрической поверхностью в основании (главный вид). Внутренние стороны стенок снабжены цилиндрическими бобышками (пунктирная окружность на разрезе главного вида и проекционно-связанный с ней местный разрез на виде сверху). Расстояние между торцами бобышек равно расстоянию между лысками направляющих поз. 5. Расстояние между стенками выполнено с возможностью размещения между ними губки поз. 6. Конструктивные элементы – основание, стенки, бобышки, проушины и их фактура (скругления в местах соединения друг с другом) показывают, что заготовка детали получена либо литьём, либо ковкой, либо штамповкой. Окончательные формы детали получены
34
механообработкой.
Направляющая поз. 5 представляет собой цилиндр с двумя параллельными лысками на одном конце (разрез на главном виде, местный разрез на виде сверху, разрез А − А).
Губка поз. 6 выполнена в виде параллелепипеда и призмы (главный вид, выносной элемент Б). Поверхности выемки призмы снабжены прямоугольными рифлениями размером 2,5×2,5 мм (главный вид). Для сопряжения с направляющими поз. 5 губка снабжена полуцилиндрическими поверхностями (разрез А
– А). Для взаимодействия с нажимным концом винта поз. 1 губка снабжена отверстием соосным с винтом поз. 1 и двумя перпендикулярными им резьбовыми отверстиями под винты поз. 10 (главный вид, вид слева, выносной элемент Б). Деталь может быть получена литьём, ковкой, штамповкой и механообработкой.
Траверса поз. 7 выполнена в виде трёх цилиндров, соединённых между собой полками и ребрами (главный вид и вид сверху). В центральном цилиндре выполнена прямоугольная резьба, сопрягающаяся с винтом поз.
Сборочная единица Винт поз. 1 включает в себя винт, рукоятку и два кольца. На винте изготовлена прямоугольная резьба, сопрягающаяся с резьбой траверсы поз. 7. Нажимной конец винта снабжён торцом, сопрягающимся с губкой поз. 6 и кольцевой канавкой, в которой располагают нажимные концы винтов поз. 10.
В результате прочтения сборочного чертежа студент должен мысленно представить и эскизно выполнить объёмное изображение сборочной единицы (аксонометрическое изображение подобно рис. 2.4.1.3).
Тиски устанавливают на рабочем месте (верстаке, раме, станине и т.п.) и посредством крепёжных деталей (болтов, винтов, шпилек, гаек и т.п.), размещаемых в пазах основания корпуса поз. 4, закрепляют.
4, закрепляют.
Тиски работают следующим образом:
Обрабатываемую деталь размещают в рабочем пространстве: между призматическими выемками корпуса поз. 4 и губки поз. 6. За рукоятку вращают винт поз. 1, который при этом перемещается по резьбе траверсы поз. 7 и перемещает губку поз. 6 к корпусу поз. 4 . Прикладывая определённое усилие к рукоятке винта поз. 1 создают требуемое усилие зажима детали в рабочем пространстве между корпусом поз. 4 и губкой поз. 6. При вращении винта поз. 1 в обратном направлении он перемещается от корпуса поз. 4, при этом посредством винтов поз. 10 перемещает губку поз. 6 от корпуса поз. 4, тем самым освобождая обработанную деталь.
35
Как сделать тиски своими руками чертежи
Категория: — 288Как сделать тиски своими руками, чертежи конструкции из швеллера с диапазоном раздвижения губок от нуля до ста миллиметров. Ширина губок составляет сто девяносто два миллиметра.
Материал для изготовления тисков:
• швеллер с параллельными гранями полок № 6,5; 12.
• листовой металл толщиной 4; 8; 10; 20 (мм).
• уголок стальной горячекатаный равнополочный 40х40х4 (мм).
• круг диаметром 16; 28 (мм).
Устройство тисков:
1. Неподвижная часть.
2. Подвижная часть.
3. Винт.
4. Ручка.
5. Штифт
6. Штифт.
7. Шайба стопорная
8. Шайба стопорная
Чертеж тисков слесарных.
НЕПОДВИЖНАЯ ЧАСТЬ
Крепится к верстаку четырьмя болтами М8.
ПОДВИЖНАЯ ЧАСТЬ
Обеспечивает раздвижение губок в заданном диапазоне.
Губки размером 10х20х192 (мм) крепятся к неподвижной и подвижной части при помощи винтов с внутренним шестигранником М6.
На губках нанесена сетка в виде пазов размером 1х0,25 (мм), с шагом 10 (мм). Пазы расположены под углом девяносто градусов относительно друг друга.
Детали обеих частей свариваются между собой.
ВИНТ
Имеет метрическую резьбу М22, отверстие диаметром шестнадцать миллиметров под поворотную ручку и два отверстия диаметром четыре миллиметра по штифты, которые устанавливаются с небольшим натягом.
РУЧКА
С обеих сторон предусмотрена резьба М12 для навинчивания металлических или пластиковых сфер.
Справка.Длина ручки подбирается индивидуально, в зависимости от создаваемого усилия сжатия на губки тисков (чем ручка длине, тем большее усилие можно к ней приложить).
Обзорный видеоролик для лучшего понимания устройства конструкции тисков.
Заказать чертеж
Поделитесь с друзьями!
тиски для вязания рыболовных мушек чертеж – Все о тисках для вязания мушек – Profilo – Forum Studentesco
тиски для вязания рыболовных мушек чертеж
Для просмотра нажмите на картинку
Читать далее
Смотреть видео
тиски для вязания рыболовных мушек чертеж
Все о тисках для вязания мушек
Чертеж тисков для вязания мушек
Тиски для вязания мушек
Как сделать тиски для вязания мушек своими руками
Тиски для вязания мушек своими руками чертежи
ТИСОЧКИ?ЗАЖИМЫ?ТИСКИ ДЛЯ МУШЕК?ИНСТРУМЕНТЫ
Базы отдыха и рыбалки в динском районе
Чертеж тисков для вязания мушек. Многие рыбаки подбирают нужный цвет путем смешивания даббинга разных цветов в различных пропорциях. При этом перемешивать надо очень тщательно, чтобы волокна разных цветов хорошо перемешались. В случае если получившийся оттенок не соответствует требуемому, то к нему добавляют даббинг требуемого цвета (того оттенка, которого не хватает). После заготовки даббинга нужного оттенка приступают к вязанию мушки. Помимо даббинга, заготавливается монтажная нить, тонкий крючок, свинцовая дробь (в качестве погрузки), головка из латуни или силумина (если головка планируется.
Многие рыбаки подбирают нужный цвет путем смешивания даббинга разных цветов в различных пропорциях. При этом перемешивать надо очень тщательно, чтобы волокна разных цветов хорошо перемешались. В случае если получившийся оттенок не соответствует требуемому, то к нему добавляют даббинг требуемого цвета (того оттенка, которого не хватает). После заготовки даббинга нужного оттенка приступают к вязанию мушки. Помимо даббинга, заготавливается монтажная нить, тонкий крючок, свинцовая дробь (в качестве погрузки), головка из латуни или силумина (если головка планируется.
Тиски по типу RenzettiПо поводу чертежа пишите на почту, подписчикам бесплатно) Тиски для вязания рыболовных мушек, или третья рука. Самодельные тиски для вязания нахлыстовых мух и изготовления мальков. Мастерская рыбака dvb Мастерская рыбака dvb
Самодельные тиски для вязания мушек-чертежи.
Тиски для мушек отличаются по конструкции, возможностям и цене. Поэтому, нужна модель на струбцине с минимальным набором опций.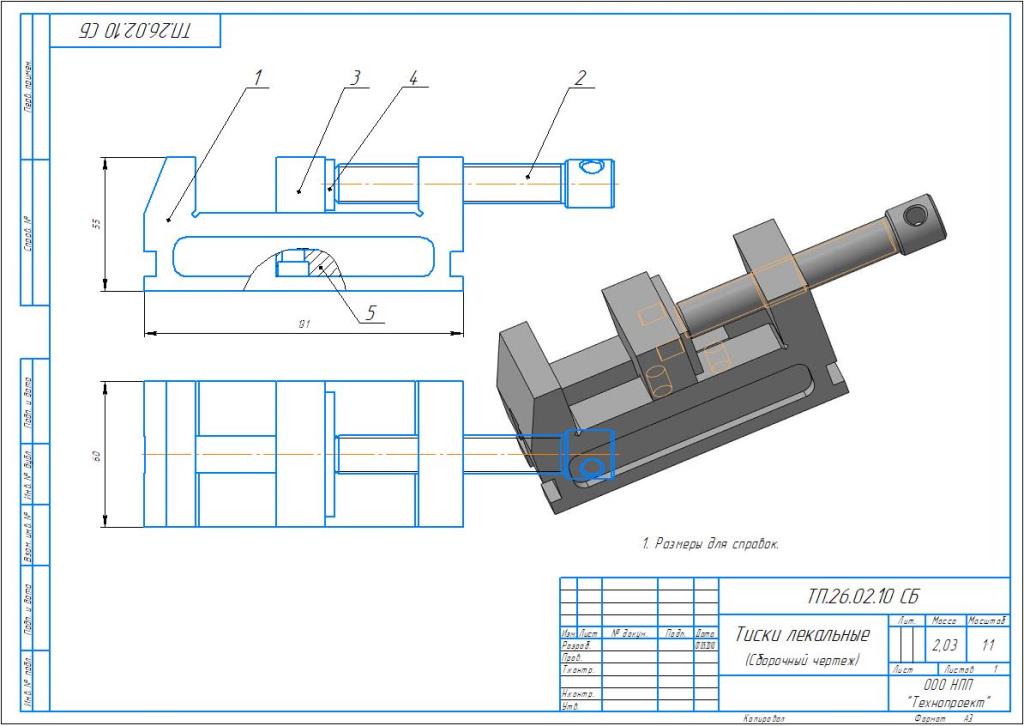 Вязание мушек является точной и мелкой работой, где от ножниц многое зависит. Стандартные рыболовные коробки для этих целей не совсем подходят. Итак, посмотрим, что получилось.
Вязание мушек является точной и мелкой работой, где от ножниц многое зависит. Стандартные рыболовные коробки для этих целей не совсем подходят. Итак, посмотрим, что получилось.
Как сделать станок (тиски, струбцина) для вязания мушек своими руками? Любой начинающий рыболов, пожелавший связать мушку своими руками, столкнется с проблемой закрепления крючка для комфортной работы с материалами. Необходим станок (тиски, струбцина), но не всегда есть возможность его приобрести, особенно для жителей российской глубинки. Мне самому, в свое время, пришлось быть в такой ситуации и не было другого выхода, как сделать станок своими руками. В конструкции предусмотрена возможность поворачивать мушку на градусов. Увеличительное стекло (легко демонтируется) поставлено через некот.
На Алиэкспресс тиски для вязания мушек всегда в наличии в большом ассортименте: на площадке представлены как надежные мировые бренды, так и перспективные молодые. Ключевые слова в рейтинге: Черная пятница.
Для вязания мушек необходимо иметь как миниму двое ножниц — одни с очень тонкими лезвиями (лучше слегка изогнутыми) для тонких перьев и нитей. Вторые немного побольше и с более толстыми лезвиями. Необходимый инструмент для тех, кто всерьез и с комфортом решил заняться вязанием нахлыстовых приманок. Основное назначение тисков — очень крепко держать крючок на котором вяжется мушка. Данный инструмент долговечен и при правильном выборе предоставит вам массу возможностей. Бобинодержатели (катушкодержатели). Этот инструмент предназначен для удерживания бобины с нитками при вязании мушек.
Вторые немного побольше и с более толстыми лезвиями. Необходимый инструмент для тех, кто всерьез и с комфортом решил заняться вязанием нахлыстовых приманок. Основное назначение тисков — очень крепко держать крючок на котором вяжется мушка. Данный инструмент долговечен и при правильном выборе предоставит вам массу возможностей. Бобинодержатели (катушкодержатели). Этот инструмент предназначен для удерживания бобины с нитками при вязании мушек.
Тиски для вязания мушек предназначены для того, чтобы надежно удерживать крючок во время изготовления мушки. Особое внимание стоит уделить губкам станка, они должны иметь качественную закалку. С одной стороны, твердость металла губок должна быть высокой, чтобы при работе губки не заминались. С другой стороны, металл губок должен быть устойчивым к скалыванию, это значительно продлит жизнь тисков для вязания мушек. Существует множество моделей тисков для вязания мушек, наиболее удобными считаются тиски с головкой «True Rotary», которые предусматривают свободное вращение цевья крючка ст.
Как сделать станок (тиски, струбцина) для вязания мушек своими руками? Любой начинающий рыболов, пожелавший связать мушку своими руками, столкнется с проблемой закрепления крючка для комфортной работы с материалами. Необходим станок (тиски, струбцина), но не всегда есть возможность его приобрести, особенно для жителей российской глубинки Как сделать станок (тиски, струбцина) для вязания мушек своими руками? Любой начинающий рыболов, пожелавший связать мушку своими руками, столкнется с проблемой закрепления крючка для комфортной работы с материалами. Необходим станок (тиски, струбцина), но не всегда есть возможность его приобрести, особенно для жителей российской глубинки.
Отчеты о рыбалке со всей России. самодельные тиски + первые мухи. Привет всем фионерам! До нахлыста я, конечно, еще не дорос, но, есть желание попробовать половить на самодельных мух с бомбардой (сбирулино). Соорудил тиски из «подножного» материала, детали устройства на фото. Понятно, что мой вариант уступает фирменным в удобстве и общей эстетике, но, как говаривал в далеком школьном детстве наш руководитель радиокружка: «если нет гербовой бумаги – пишем на обычной» — думаю, на первое время пойдет. По поводу первых мух – недостатки, конечно, вижу и сам, но буду признателен за советы и замечания.
По поводу первых мух – недостатки, конечно, вижу и сам, но буду признателен за советы и замечания.
суббота, 17 марта г. Тиски для вязания мушек / Fly tying vise. Прошел ровно ГОД с того момента, как было начато перепроектирование тисков и их реализация в металле. Первый проектировал сам. второй же предоставил размеры Renzetti в чертежах. Основная масса конструктивных элементов позаимствована из чертежей Stingrey’а, потому что, на мой взгляд, она куда приятней глазу, проще в изготовлении, балансировке всей конструкции относительно стойки.
Тиски для вязания мушек обеспечивают комфорт в процессе изготовления приманки. Есть разные виды, которые можно применять стационарно или на природе.
Тисочки?зажимы?тиски для мушек?инструменты. Изделия Из Проволоки.
Устройство слесарных тисков
Для того чтобы понять, для чего служат тиски, стоит рассмотреть устройство тисков для слесарных работ. Используют их для прочной и неподвижной фиксации деталей. Без тисков даже хороший мастер будет беспомощен. Этот инструмент стал незаменимым и в домашней мастерской, и на производстве. За долгие годы существования тиски претерпевали множество изменений, но основной принцип остался неизменным – надежное крепление между раздвижными плоскостями.
Этот инструмент стал незаменимым и в домашней мастерской, и на производстве. За долгие годы существования тиски претерпевали множество изменений, но основной принцип остался неизменным – надежное крепление между раздвижными плоскостями.
Слесарные тиски широко используется в домашнем хозяйстве и заводских цехах для надежной фиксации деталей.
Структура данного инструмента
Тиски изготавливаются разнообразных моделей и форм. Используются они также очень широко, от домашних хозяйств до заводских цехов.
Несмотря на разнообразие существующих разновидностей такого инструмента как тиски, все данные типы инструмента включают в себя следующие детали:
- подвижная губка;
- неподвижная губка;
- винтовой зажим;
- пружина;
- ручка винтового зажима;
- втулка;
- механизм крепления к верстаку;
- сменные накладки.
Основные рабочие части тисков.
Слесарные тиски изготавливаются из стали углеродистой или из серого чугуна. Устройство крепится к столу или к специально предназначенной подставки болтами или специальными зажимами. Закрепляется обычно одна из губок инструмента, которая так и называется – неподвижная. В свою очередь, к ней определенным образом приставляется подвижная губка.
Устройство крепится к столу или к специально предназначенной подставки болтами или специальными зажимами. Закрепляется обычно одна из губок инструмента, которая так и называется – неподвижная. В свою очередь, к ней определенным образом приставляется подвижная губка.
Сообщаются они между собой винтом с прямой резьбой. Эта деталь приводится в движение рукояткой. Процесс вращения винта приближает или удаляет подвижную губку по отношению к неподвижной. Благодаря этому появляется возможность удерживать между губками ту или иную заготовку. Обычно на обратной части устройства располагается наковальня для того, чтобы можно было увеличить возможности в обработке деталей.
Определенный вид устройств может быть применен в зависимости от того, каков характер исполняемой.
Основные типы данного инструмента
Рассмотрим самые распространенные из слесарных тисков.
- Стуловые тиски. Обычно данные типы тисков используются, когда нужно выполнить тяжелую работу там, где нужно бить, расклепывать, гнуть и т.
 д. Называются они так потому, что крепление их выглядит как стул. Первоначально их крепили к деревянному основанию.
д. Называются они так потому, что крепление их выглядит как стул. Первоначально их крепили к деревянному основанию.
 д. Называются они так потому, что крепление их выглядит как стул. Первоначально их крепили к деревянному основанию.
д. Называются они так потому, что крепление их выглядит как стул. Первоначально их крепили к деревянному основанию.Позже их приспособили к установке на металлических верстаках. Конструктивное отличие от остальных зажимных устройств в том, что неподвижную губку крепят в двух местах. К горизонтальной плоскости она крепится с помощью особой планки, называемой лапкой, а нижняя, удлиненная часть, может крепиться к ножке стола или верстака.
Чертеж слесарных тисков.
Такой способ крепежа делает их устойчивыми к сильным боковым ударам. Другая губка подвижная. Завинчивая прижимной винт, тиски удерживают ту или иную деталь обеими губками. Отвинчивание сопровождается тем, что под давлением пружины подвижная губка облегчает действие тисков на обрабатываемую деталь. Чтобы тиски не гнулись и не ломались, их не выливают, а отковывают из специальной углеродистой стали.
Ширина губок может быть изменена и использована в зависимости от того, каковы размеры тисков. Обычно пользуются губками 100 мм, 130 мм, 150 мм, 180 мм. Также стуловые тиски разделяются по другим характеристикам, например, эта классификация зависит от наибольшего размера деталей, которые можно обработать. Различают несколько типов с раскрытием губок на 90 мм, 130 мм, 150 мм и 180 мм.
Также стуловые тиски разделяются по другим характеристикам, например, эта классификация зависит от наибольшего размера деталей, которые можно обработать. Различают несколько типов с раскрытием губок на 90 мм, 130 мм, 150 мм и 180 мм.
Рабочими частями тисков являются пластины, расположенные в верхней части губок в специальных выемках.
Пластины выковываются, на одной из поверхностей делаются насечки для крепкого захвата детали. К губкам пластины они или привариваются, или закрепляются с помощью болтов. Для этого в пластинах делаются отверстия с углублениями для головок болтов.
Стуловые тиски имеют как преимущества (простота крепления и надежность), так и недостатки. Такого вида инструмент предназначен для работы с грубыми материалами и совершенно не годится для тонкой работы. Дело в том, что зажимные пластины губок не всегда располагаются параллельно друг к другу и при зажиме врезаются в деталь и портят ее поверхность вмятинами.
Виды слесарных тисков.
Такая конструкция позволяет зажимать тонкие детали только верхними краями накладок, а толстые – только нижними частями. От этого крепость зажима уменьшается. Чтобы этого избежать, винт затягивают сильнее. Этого усилия может не выдержать поверхность обрабатываемой детали.
Бывают так называемые параллельные тиски. Вернее нужно было бы сказать, с параллельными губками. В этой конструкции постарались исправить недостаток стуловых тисков. Этот вид зажимных механизмов стал самым используемым и удобным в работе. Изготавливают их из чугуна и из специальной эластичной углеродистой стали. Перед покупкой или началом работы с тисками желательно разобраться, из чего сделан данный агрегат. Изделия из чугуна более хрупкие и к ним нужно особое отношение. Чугун не любит ударов. Кроме того, на слесарных станках не следует обрабатывать нагретые детали. При остывании размер заготовки изменяется, что может привести к травмированию мастера.
Виды параллельных тисков
Слесарные тиски этого типа делятся на стационарные и поворотные.
Неповоротные тиски крепятся к верстаку, и работать на них можно только в одном положении. Чтобы изменить угол обрабатываемой детали, нужно ослабить винтовой зажим с помощью прижимного винта, поменять положение детали и снова зажать ее губками.
Чтобы избежать постоянного изменения положения детали, изобрели инструмент данного типа с поворотным основанием. Устроены они таким образом: основание тисков жестко крепится к верстаку. С ним присоединяется поворотная часть неподвижной губки с помощью регулировочного винта с рукояткой. При ослаблении этого винта тиски можно поворачивать вокруг вертикальной оси. Разные модели поворачиваются на разный угол – от 60 до 360°.
В неподвижной губке сделано отверстие прямоугольной формы, куда вводится прижимной винт подвижной губки. Двигаясь в этом отверстии с помощью винта, губки приближают и отдаляют прижимные накладки строго параллельно друг к другу. Такой способ зажима позволяет полностью контролировать обрабатываемую деталь.
Так как корпус выполнен из чугуна, для увеличения службы инструмента накладки изготавливают из стали. Их крепят в верхних частях губок с помощью болтов. На рабочей поверхности накладок делают насечки для более плотного зажима обрабатываемой детали. Когда нужно делать финишную обработку, на стальные накладки ставят пластины из мягкого металла. Они предохраняют деталь от вмятин и царапин.
Их крепят в верхних частях губок с помощью болтов. На рабочей поверхности накладок делают насечки для более плотного зажима обрабатываемой детали. Когда нужно делать финишную обработку, на стальные накладки ставят пластины из мягкого металла. Они предохраняют деталь от вмятин и царапин.
Плюсы и минусы данных инструментов
Чаще всего на практике применяются параллельные поворотные и неповоротные инструменты с задней неподвижной губкой и передней неподвижной губкой.
http:
Вместе с указанными преимуществами таких тисков есть существенный недостаток – слабая крепость губок. Вот почему для осуществления трудной работы инструменты данного типа не годятся. Для мелкой и точной работы изготавливают тиски, которые иногда называют ручными, с размером губок 35 мм, 40 мм, 50 мм и 56 мм. Раскрываются они соответственно на 28 мм, 30 мм, 40 мм, 50 мм и 55 мм. Устроены они по тому же принципу, что и стуловые тиски. Крепление детали производится между губами винтом с поворотным барашком, а для разжимания, кроме винта, между губками установлена пружина из углеродистой стали марки У7 или марки 65Г.
Крепление детали производится между губами винтом с поворотным барашком, а для разжимания, кроме винта, между губками установлена пружина из углеродистой стали марки У7 или марки 65Г.
Используют ручные тисочки для крепления деталей с удержанием их руками (обеими или одной). Ими пользуются тогда, когда обрабатываемую деталь неудобно или опасно держать в руках. Для того чтобы работа с мелкими деталями двумя руками могла осуществляться более точно, зажимают ручные тисочки в обычные, расположенные параллельно.
Еще одна разновидность слесарных тисков – трубные. Плоские рабочие накладки обычных тисков не в состоянии крепко зажать деталь круглой формы. Площадь соприкосновения накладок с трубой очень мала и обработать ее становится практически невозможно. Такие инструменты специально созданы для этой цели. Вогнутая форма губок позволяет плотно зажать трубу или другую круглую деталь.
При крепеже деталей не рекомендуется увеличивать силу зажима с помощью дополнительных наставок к рукояти винта. Не стоит одевать на рукоять трубу или заменять ее стальным прутом большей длины. Оригинальная рукоять рассчитана именно для зажима руками, поэтому при увеличении нагрузки можно вывести инструмент из строя.
Не стоит одевать на рукоять трубу или заменять ее стальным прутом большей длины. Оригинальная рукоять рассчитана именно для зажима руками, поэтому при увеличении нагрузки можно вывести инструмент из строя.
Строительство безвинтовых тисков, часть 3
Зданиемалые безвинтовые тиски
, часть 3
(часть
Один здесь)
(Часть вторая здесь)
Необходимо сделать резак, чтобы вырезать углубление для пуговицы в верхней части
подвижная челюсть.
Используется буровая штанга W-1 диаметром 3/8 дюйма. На конце срезается радиус.
сформировать полусферу. A
Радиусный резак было бы неплохо, но этот проект мне очень не нравится.
list, поэтому я просто вырезал
большая фаска на конце буровой штанги, а затем использовали калибр и
файл, чтобы закончить его.
Измеритель легко изготавливается путем фрезерования половины диаметра с помощью
Концевая фреза 3/8 дюйма. Если
Если
необходим калибр, который невозможно изготовить с помощью концевой фрезы стандартного размера,
правильный размер
можно использовать сверло. Просверлите отверстие в измерительной пластине и фрезеруйте
половина от него.
Пока я на токарном станке, можно было бы сделать и кнопку поворота.
Другой кусок 3/8 «
стержень зажимается, загибается и перед обрезкой радиуса на конце,
место пробурено
с центрирующим сверлом.Затем радиус поворачивается, и зазор
отверстие под винт 10-32
просверлен, глубина 1/2 дюйма.
Затем пуговица отделяется сразу за радиусом.
Теперь вернемся к фрезу, кусок шестигранного стержня используется для позиционирования
приспособление. Шестнадцатеричный
штанга просверлена для спуска с буровой штангой и отверстием для установочного винта
просверливается и нарезается резьбы.
Фреза фрезеруется, вращая шестигранный стержень на две плоскости после фрезерования каждой.
передовой.
После фрезерования с помощью инструмента Dremel шлифуют небольшой рельеф позади
каждая обрезка
край. Лучше бы сделать приспособление для шлифования рельефа,
но так как это
вероятно, единственный раз, когда я буду использовать этот резак, ручная шлифовальная машина будет
работают нормально. Вы
просто нужно быть осторожным, чтобы шлифовальный диск оставался позади режущего
край фрезы.
Вороненая поверхность — это поверхность режущей кромки. Я покрасил его так, что я
не измельчить
рельеф на изнаночной стороне режущей кромки.Вращение
фрезерный шпиндель требует
что необходимо учитывать при изготовлении фрез.
После хонингования поверхности режущих кромок фреза закаливается и
закаленное,
затем при необходимости снова отточить.
Подвижная губка вставляется обратно в тиски и устанавливается через счетчик
просверленное отверстие
это было фрезеровано на более раннем этапе. Существующий зазор №10
отверстие пробурено до
1/4 дюйма, а затем на мельницу устанавливается шарнирный нож.
шпиндель.Куттер имеет
очень плоская поверхность на режущих кромках, поэтому она работает на самом нижнем
скорость шпинделя и продвинутый
понемногу, часто проверяя, пока кнопка не встанет хорошо
в поворотном отверстии.
Готовое отверстие под пуговицу.
Теперь в нижней части подвижной губки фрезеруется карман, позволяющий
винт к
поворачивайте при затягивании челюсти. Карман фрезерован прямо вверх
до края
зажимная сторона челюсти и по направлению к задней части челюсти до тех пор, пока
концевая фреза
доходит до задней стороны поворотного отверстия, стараясь не разрезать
через челюсть.
На этих снимках показано, как движется кнопка поворота при сжатии губок.
Вот оно, зажимает что-то! Это 2,25 дюйма в ширину и
примет
заготовка 3 дюйма
если использовать как есть. Когда позволит время, он получит вкладыши из латуни.
Спасибо, что заглянули.
Далее следуют несколько эскизов. Все единицы указаны в дюймах. Нажмите на
один, чтобы перейти к большему размеру.
Они не представляют собой надлежащие редакционные соглашения или методы.
Это всего лишь наброски
с некоторыми габаритами. Для ясности, не все аспекты каждого произведения
входит в каждый вид,
но для большинства людей здесь должно быть достаточно.
Кто-то может заметить, что на третьем рисунке радиус обозначен
для кнопки поворота
составляет 0,188 дюйма, когда диаметр кнопки обозначен как 0,375 дюйма.
Очевидно, радиус должен
прочтите .1875 «. Если вы хотите использовать эскизы в качестве руководства, посмотрите
их хорошо.Каждые
делает ошибки, и вы можете найти их здесь.
Хороший парень по имени Стив Кэмпбелл прислал мне чертеж в САПР, который он сделал из
тиски.
Это PDF-файл, поэтому должен открываться, если у вас есть Adobe Reader. Спасибо
много, Стив!
канадских долларов
Рисунок Стива Кэмпбелла.
Перейти
назад ко второй части
Вернуться к первой части
Другие проекты токарных и фрезерных станков Taig
deansphotographica.com
(домашняя страница)
Copyright 2009 Dean Williams
механика: изобретатель-тиски — Jeffery J Jensen Wiki
Машинные тиски
- Технический рисунок, 12-е издание Гизеке, Митчелла, Спенсера, Хилла, Дигдона и Новака.Рисунок 14.80 — Машинные тиски. Вероятность. 14.52: (1) Нарисуйте детали. (2) Нарисуйте сборку. Если назначено, преобразовать размеры в десятичную дюймовую систему или изменить конструкцию с использованием метрических размеров. (безопасный PDF)
Проект: Сборка тисков
Основание тисков
Шаг 1. Создайте 2D-эскиз вида спереди с размерами, указанными на рисунке 3-0. Затем выдавите фигуру 3.5 дюймов.
Шаг 2 — Создайте передний круг
Создайте новый эскиз на правом виде. Нарисуйте круг радиусом 0,75 дюйма в середине верхней линии.
Выдавите 2D-эскиз 1,25 дюйма с опцией JOIN
Шаг 3 — Создайте переднее отверстие под винт
Создайте еще один 2D-эскиз и поместите точку в центре окружности с радиусом 0.75 ”. Затем закончите набросок.
Используйте команду «Отверстие» для создания отверстия диаметром 0,625 дюйма и глубиной 1,25 дюйма
Шаг 4 — Создайте прорези 1,5 дюйма и 1,25 дюйма, которые проходят через всю основу.
Выдавить 2D-эскиз 8 “
Шаг 5 — Создайте выступы крепежных болтов на основании тисков
Тиски
Шаг 1 — создайте 2D-эскиз правого вида и выдавите 1.75 ”
Шаг 2 — создайте 2D-эскиз на виде спереди, выдавите 3,5 дюйма с опцией Соединить.
Шаг 3 — создайте точку в центре круга на 2D-эскизе. После завершения эскиза используйте команду «Отверстие», диаметр 0,75 дюйма и глубина 0,5 дюйма
Ключ для тисков
Шаг 1 — создайте ключ, который войдет в прорези губки.Основные размеры: длина = 1,75 дюйма, высота = 0,1875 дюйма и ширина = 0,375 дюйма. Помните, что Inventor разборчив при ограничении деталей, поэтому деталь с шириной 1,33 «не будет ограничиваться шириной детали 1,333», даже если мы знаем, что это то же самое.
Винт тисков
Шаг 1 — создайте 2D-эскиз круга диаметром 0,625 дюйма, затем выдавите длину 6,5 дюйма
Шаг 2 — на одном конце создайте 2D-эскиз круга диаметром 0.75 дюймов, затем выдавите его на длину 1 дюйм
Шаг 3 — на другом конце создайте 2D-эскиз круга диаметром 0,75 дюйма, затем выдавите его на длину 0,5 дюйма
Шаг 4 — на конце выдавливания 1 “создайте смещенную рабочую плоскость (касательную к поверхности и параллельную плоскости). Затем нарисуйте круг диаметром 0,375 дюйма со смещением 0,5 дюйма от конца.
Шаг 5 — Наконец выдавите круг, чтобы создать отверстие.
Стержень с рукояткой для тисков
Ручка ручки тисков
Шаг 1 — создайте цилиндр диаметром 0,625 дюйма и длиной 0,75 дюйма
Шаг 2 — создайте точку в центре окружности 0,625 дюйма
Шаг 3 — создайте отверстие в этой точке диаметром 0,375 дюйма и глубиной 0,5 дюйма
Шаг 4 — нанесите фаску 0,0625 дюйма на каждый внешний конец ручки
Список литературы
- Техническая служба Wilton Tools 800-274-6846 (с 20:00 до 17:00 по центральному поясному времени с понедельника по пятницу) разговаривала с дамой 14 марта 2014 года в 10:55 (тихоокеанское стандартное время), и они не предоставили никаких чертежей CADD для своих тисков, а она не Я не знаю ни одной другой компании, которая могла бы помочь, поэтому она не помогла.
- Учебник: Технический рисунок, 12-е изд. Гизеке, Митчелла, Спенсера, Хилла, Дигдона и Новака, глава 14 «Проектирование и рабочие чертежи», стр. 456 (защищенный PDF)
3-220-006 — Тиски для фрезерного станка 6 дюймов, отверстие губок 7,5 дюйма
Вернуться на предыдущую страницу6-дюймовые тиски для фрезерных станков, 7.5 «отверстие челюсти
Тиски для прецизионных фрезерных станков с ЧПУ, ширина губок 6 дюймов и раскрытие губок 7-1 / 2 дюйма, TMX от Toolmex (по сравнению с Kurt® Model D675)
Просмотреть аксессуары и детали
Пластины губок для тисков 3-220-006
Комплект рукояток для тисков 3-220-006
Поворотное основание для 6-дюймовых тисков фрезерного станка
Технические подробности
| Вес | фунтов | 79 |
| Корпус | Ковкий чугун | |
| Челюсти | Закаленная сталь | |
| Крутящий момент, параллелизм, плоскостность, перпендикулярность | футов.фунты. | См. Чертеж |
| Общая длина A | в | 18.780 |
| Длина корпуса B | в | 17.008 |
| Высота кровати C (+/- 0,0005) | в | 2.8750 |
| Д | в | 1.496 |
| E | в | 1,752 |
| Ф | в | 2.047 |
| Открытие кулачка G | в | 7,559 |
| H | в | 0,709 |
| я | в | 4.843 |
| Ширина корпуса J | в | 9,247 |
| Ширина губок K | в | 5.945 |
| L | в | 3,875 |
| M | в | 0,937 |
| N | в | 7.559 |
| O | в | 0,689 |
| Корпус | 1 | |
| Главный винт | 2 | |
| Установочный винт муфты | 5 | |
| Крышка микросхемы | 6 | |
| Тиски Гайка | 7 | |
| Кисть | 8 | |
| Подвижная губка | 9 | |
| Болт | 10 | |
| Сегмент полусферы | 11 | |
| Фиксированная губка | 12 | |
| Болт (2) | 13 | |
| Упорный подшипник Воротник | 3 | |
| Шайба (2) | 14 | |
| Хомут | 4 | |
| Пластины губок | 15 | |
| Болт (4) | 16 | |
| Гнездо для ручки (входит в комплект | 17 | |
| Рукоятка | 18 | |
| Штифт | 19 |
Просмотр истории покупок
Ручные тиски для рисования с регулируемой полой ручкой для ювелира
Наша цель — обеспечить вам полное удовлетворение! Если по какой-либо причине вы не удовлетворены своей покупкой, вы можете вернуть ее в PMC Supplies в течение 30 дней с даты получения товаров, при соблюдении следующих условий.Претензии по поводу недостающих предметов или предметов, поврежденных при транспортировке, должны быть получены в течение двух рабочих дней с момента получения товара* Мы не принимаем возврат или обмен использованных предметов!
Возвраты и кредиты: Возврат средств за возвращенные товары будет производиться в той же платежной форме, которая была предложена во время покупки. Как только мы получим и проверим продукт, чтобы убедиться, что он в новом состоянии, мы зачислим на ваш счет. Пожалуйста, подождите от 5 до 10 рабочих дней, прежде чем кредит будет зачислен на ваш счет.Если оплата была произведена чеком, возмещение будет зачислено на ваш счет клиента PMC Supplies в качестве товарного кредита. Мы оставляем за собой право отказать в возврате товара по истечении 30-дневного периода возврата или взимать дополнительную плату за пополнение запасов на основании даты первоначального счета. В большинстве случаев стоимость доставки и обработки не возвращается и вычитается из суммы возмещения.
Обмены: Если товар был отправлен обратно для обмена, подождите 3-5 рабочих дней, чтобы обработать замену.Поврежденные или дефектные предметы могут быть отремонтированы, обменены или возвращены по нашему усмотрению на ту же модель или эквивалентную модель производителя. Если вы получили поврежденный или бракованный товар, свяжитесь с нами в течение 3 рабочих дней с даты получения вашего груза. Мы сделаем все возможное, чтобы оперативно заменить или вернуть поврежденный товар.
При возврате и обмене неповрежденного товара покупатель несет ответственность за все расходы по доставке и транспортировке, чтобы отправить ненужный товар обратно для возврата денег.Первоначальная стоимость доставки и погрузочно-разгрузочных работ также не возвращается. Мы рекомендуем отправлять через застрахованную наземную службу с номером отслеживания. Расходы на обратную доставку оплачиваются покупателем. Мы не несем ответственности за утерянные или поврежденные посылки.
Условия: Если условия не выполняются, PMC Supplies оставляет за собой право отказать в возврате или взимать комиссию за пополнение запасов не менее 15%. Все возвращенные или обмененные товары должны быть в НОВОМ состоянии, в оригинальной коробке и должны включать все упаковочные материалы, пустые гарантийные талоны, руководства и все аксессуары.PMC Supplies не несет ответственности за личные данные или предметы, оставленные в возвращенных товарах, а также за любой косвенный или случайный ущерб, возникший в результате продажи или использования любых товаров, купленных у нас. Мы несем ответственность только за денежную стоимость товара.
Не подлежат возврату / обмену: любые использованные, измененные или неправильно использованные продукты; ни каких-либо специальных заказов или индивидуальных заказов.
Возвращаемые товары:
Упакуйте товар в прочную картонную коробку (по возможности оригинальную) и заклейте прочной лентой.Включите все оригинальные документы и упаковку в свой возврат и отправьте по адресу:
PMC Supplies; ВНИМАНИЕ: Отдел возврата:
101 Katrine Lane
Lake Katrine, NY, 12449
USA
* В некоторых случаях для поврежденных или дефектных товаров мы можем предоставить предоплаченную этикетку для возврата. Свяжитесь с нами, чтобы получить этикетку с предоплаченной авторизованной услугой возврата (ARS) (только для клиентов из США). Наклейки для обратной отправки предоставляются компанией PMC Supplies, LLC по собственному усмотрению. Пожалуйста, свяжитесь с нами для получения дополнительной информации или если у вас есть какие-либо вопросы.
Тиски для скамьи | Журнал WOOD
Думайте о настольных тисках как об инструменте, столь же важном для вашего успеха, как ручной рубанок, фрезерный станок или столовая пила. Хотя зажимы могут заменить в некоторых ситуациях, они, как правило, мешают, а тиски дают вам свободу выполнять практически любую работу.
Тиски для деревообработки отличаются от тисков для металлообработки тем, что они прикрепляются к нижней части поверхности стола или встраиваются в нее, причем губки (обычно деревянные) находятся заподлицо со столешницей.Металлообрабатывающие тиски обычно крепятся к вершине скамейки.
Цена на тиски для деревообработки варьируется от 30 до 400 долларов. Как правило, если вы выбираете конкретный стиль тисков, чем больше вы тратите, тем лучше качество и эффективность этих тисков. Теперь рассмотрим наиболее распространенные виды тисков для деревообработки.
Тиски передние
Как следует из названия, они крепятся к передней части (длинному краю) скамейки, обычно в левом углу.Левши обычно предпочитают передние тиски, установленные в правом углу.
Торцевые тиски
Они бывают двух типов: один со стальными или чугунными губками, которые можно использовать как есть или с добавлением дополнительных деревянных губок [ фото A и C ], а другой без губок, требующий изготовления деревянных губок [ Фотографии B, D, и E ]. Первый обычно стоит дороже, но его легче установить. Для обоих стилей установите внутреннюю губку заподлицо с поверхностью стола и краем (или фартуком), чтобы можно было закрепить длинные заготовки в тисках, а также прижать дальний конец доски к столу для дополнительной устойчивости.При установке столешница должна освобождать основание или ножки скамейки. Убедитесь, что монтажная пластина и направляющие не мешают использовать собачьи отверстия в концевых или хвостовых тисках [ Фото E ].
Прикрутите или прикрутите этот тип торцевых тисков к существующей столешнице менее чем за час. Возможно, вам придется установить регулировочную прокладку, чтобы совместить губки со столешницей, и надрезать столешницу, чтобы совместить внутреннюю губку с краем.
Для этих тисков требуется изготовленная в магазине внешняя губка из твердой древесины толщиной 1 1⁄2–3 дюйма с канавками (если вы так выберете) для удерживания приклада со скамейками.Край или фартук столешницы обычно служит внутренней челюстью.
Тиски с поворотными губками удерживают приклад неправильной формы, не сдвигая губки. Вы также можете снять поворотную губку для параллельного зажима. Деревянные накладки для губок с магнитной подкладкой остаются на месте без винтов.
Чугунные тиски можно утопить в нижней части скамейки для обеспечения максимальной прочности и устойчивости. Толстая наружная губка распределяет зажимное усилие по большой площади поверхности.
Что нужно знать:
• Быстроразъемные губки позволяют сдвигать и выдвигать тиски без частых поворотов рукоятки.
• Выдвижной стопор на некоторых тисках устраняет необходимость сверлить собачью дыру в подвижной губке.
• Чем длиннее ручка, тем большее усилие можно использовать для тисков. Но не сходите с ума: прикладывайте только достаточное усилие, чтобы заготовка не сдвинулась с места.
• Большинство лицевых тисков слегка заходят зацепом вверх, а затем идут параллельно под давлением.
Плечевые тиски
Добавьте к своему рабочему столу аксессуары, изготовленные в магазине. Основное преимущество плечевых тисков, традиционно используемых на верстаках в скандинавском стиле, — открытое пространство между губками, свободное от направляющих или винта.Столешница или фартук служит фиксированной губкой, в то время как подвижная губка перемещается на одном винте [, фото F ]. Поскольку на наружной губке имеется язычок, который скользит в канавке на неподвижном рычаге, он имеет достаточный люфт, чтобы вы могли зажимать детали неровной формы.
Плечевые тиски обеспечивают пространство между зажимами от пола до потолка. Резьбовая втулка, врезанная в буртик тисков (не видна), удерживает винт в нужном направлении.
Что нужно знать:
• Низкая стоимость: помимо дерева вам понадобится только винт в сборе, который стоит всего 30 долларов.
• Эти тиски, выступающие за край скамьи, могут создавать опасность удара бедрами и ногами. А высокая влажность может привести к разбуханию и слипанию деталей.
• Эти тиски нелегко установить на существующий стенд.
Ножные тиски
Как следует из названия, эти тиски устанавливаются на ножку верстака, которая иногда служит фиксированной губкой. Сделайте внешнюю челюсть из толстой заготовки, составляющей примерно три четверти длины ноги. Вы можете купить оборудование для изготовления ножных тисков примерно за 100 долларов.
Что нужно знать:
• Их можно построить двумя способами: с помощью вставной ножки [, фото G ] вы получите больше места для ног ниже. Фиксированная челюсть — это то, чем вы ее строите (в данном случае это просто фартук скамьи). В тисках, устанавливаемых заподлицо, сама ножка служит фиксированной губкой по всей длине. В обоих случаях оставьте подвижную губку 2 1 ⁄ 2 –3 дюйма толщиной, чтобы избежать прогиба.
Ножки тисков перемещаются с помощью одного винта со скользящей направляющей со штифтами для сохранения параллельности.Штифт направляющего рельса упирается в подушечки из твердого клена с торцевыми волокнами, что предотвращает сжатие более мягкой ольховой ножки скамейки.
• Штифт и скользящая направляющая удерживают зажимы параллельно, обеспечивая равномерное усилие зажима. Переставьте штифт для зажимаемой детали.
• Низкое расположение винта уменьшает зажимное усилие и увеличивает прогиб, поэтому установите винт на 8–9 дюймов ниже столешницы.
• Ножки отлично удерживают длинный приклад на краю; вы также можете прижать заготовку к краю стола для увеличения стабильность.
• С помощью всего лишь одного винта вы можете закрепить доски вертикально с любой стороны от винта.
• Варианты ножничного типа заменяют скользящую направляющую и поддерживают параллельность кулачков, но стоят около 100–200 долларов и лучше всего работают с опорой заподлицо.
• Их может быть сложно дооснастить существующей скамейкой, в зависимости от типа ножек, размера и размещения на скамейке. (Тем не менее, вы можете создать несколько ножек, чтобы работали ножные тиски.)
Тиски концевые
Они устанавливаются на конец скамейки и обычно работают со скамейками по всей длине скамейки.Если вы предпочитаете прямоугольные собачьи отверстия, вырежьте эти выемки в досках, прежде чем приклеивать их к столешнице; круглые отверстия можно просверлить до или после сборки.
Хвостовые тиски
Традиционные хвостовые тиски [ фото H и I ] состоят из деревянного блока прямоугольной или L-образной формы (губки), прикрепленного к стальному или чугунному приспособлению, которое скользит вперед и назад в вырезанном углу скамейки. .
Длинный паз принимает винт и резьбовое крепление, а верхняя направляющая вставляется в паз.(Нижняя направляющая, не показана, устанавливается под губкой.) Хвостовые тиски скользят вперед и назад по направляющим, удерживаясь на месте винтом в сборе.
Что нужно знать:
• Вы должны расположить тиски и собачьи отверстия вокруг ножек скамейки и любых крепежных приспособлений для лицевых тисков.
• Вы также можете удерживать приклад вертикально между подвижной челюстью и верстаком.
• Быстроразъемное соединение, доступное на некоторых хвостовых тисках, ускоряет большие изменения положения тисков. n Хвостовые тиски надежно удерживают длинный приклад без какой-либо упругости.Однако слишком большое усилие зажима может привести к изгибу досок.
• Для модернизации существующей скамьи обычно требуется добавить материал на стол, чтобы он оставался за пределами ножек или основания.
Концевые тиски
По сути, это большие торцевые тиски, этот тип обычно охватывает большую часть, если не всю ширину стола [, фото J ]. Как правило, вы используете два ряда скамеек для удерживания длинного или широкого приклада.
Цепь привода ГРМ на тисках с двумя винтами синхронизирует винты.Вы можете отрегулировать любой винт, если губки тисков не параллельны. Вы можете намеренно сделать челюсти непараллельными для зажима заготовок нестандартной формы.
Что нужно знать:
• Фартук скамейки или сложенный конец столешницы служит внутренней челюстью.
• Двухвинтовые тиски имеют большое отверстие между винтами для удержания широкого ложа или собранных ящиков.
• Строгание длинных досок, зажатых в губках, может сместить верстак в сторону. Вместо этого захватите заготовку с помощью собачьих упоров, чтобы использовать всю массу скамьи.
• Если ширина концевых тисков меньше полной ширины столешницы, установите их заподлицо с одним краем (а не центрируйте), чтобы можно было легко вырубать приклад, удерживаемый с помощью упоров.
Тиски универсальные
Уплотненная версия хвостовых тисков, универсальные тиски [ фото K и L ] надежно удерживают длинный приклад, но с меньшей вместимостью (поскольку хвостовые тиски открываются за край скамьи).
Что нужно знать:
• Зазор перед прицепом можно использовать для вертикального удержания узкого инвентаря.
• Тиски тележки могут быть дооснащены существующим верстаком, сделав паз для тележки и винта и прикрепив монтажное оборудование.
Источники тисков:
• Lee Valley 800-871-8158
• Rockle r 800-279-4441
• Woodcraft 800-225-1153
• Highland Woodworking 800-241-6748
• Тиски Yost 616-396-2063
• Lie-Nielsen 800-327-2520
• Индивидуальные тиски Hovarter 810-545-6179
• Настольные
• Wilton Tools 800-274-6848
(решено) — Сделайте сборочный чертеж тисков, показанных на рис….
1. Приведите три примера программных проектов, которые можно было бы использовать в водопадной модели. Быть…
1.Приведите три примера программных проектов, для которых можно использовать водопадную модель. Быть конкретным.
Опубликовано 3 дня назад Посмотреть ответ ►Можно ли начать кодирование сразу после создания модели требований? Объясните свой…
Можно ли начать кодирование сразу после создания модели требований? Объясните свой ответ, а затем аргументируйте контрапункт.
Опубликовано 4 дня назад Посмотреть ответ ►1) Вы разработали прототип программной системы, и вашему руководителю он очень понравился.Он…
1) Вы разработали прототип программной системы, и вашему руководителю он очень понравился. Он предлагает использовать ее в качестве производственной системы с добавлением новых функций по мере необходимости. Это позволяет избежать затрат на разработку системы и …
Опубликовано 11 часов назадИз-за травмы челюсти пациенту необходимо носить ремешок (рис.1), который создает чистую направленную вверх силу 50,00 …
Из-за травмы челюсти пациент должен носить ремешок (рис. 1), который создает на его подбородке направленную вверх силу 50,00 Н. Натяжение ремня одинаково. На какое натяжение необходимо отрегулировать ремешок, чтобы обеспечить необходимое усилие, направленное вверх?
Опубликовано вчераManny’s Manufacturing должна решить, создавать или покупать пакет программного обеспечения, чтобы отслеживать его работу…
Manny’s Manufacturing должна решить, создавать или покупать программный пакет для отслеживания запасов. По оценкам компьютерных экспертов Мэнни, покупка необходимых программ обойдется в 325 000 долларов. Чтобы создавать программы собственными силами, программисты будут …
Опубликовано 8 дней назадПрограммная система состоит из четырех основных компонентов.Перечислите четыре компонента программной системы …
Программная система состоит из четырех основных компонентов. Перечислите четыре компонента программной системы. (2) Как качество каждого компонента влияет на качество разрабатываемого программного обеспечения? (3) Как влияет качество каждого компонента…
Опубликовано 3 дня назад Посмотреть ответ ►Используя общую модель системы языковой обработки, представленную здесь, спроектируйте архитектуру файла…
Используя общую модель системы языковой обработки, представленную здесь, спроектируйте архитектуру системы, которая принимает команды естественного языка и переводит их в запросы к базе данных на каком-либо языке.
Опубликовано 2 дня назад Посмотреть ответ ►Вы были назначены менеджером проекта в небольшой компании по разработке программного обеспечения.Ваша работа — …
Вы были назначены менеджером проекта в небольшой компании по разработке программного обеспечения. Ваша задача — создать революционный продукт, сочетающий в себе оборудование виртуальной реальности и современное программное обеспечение. Потому что конкуренция на рынке домашних развлечений …
Опубликовано 3 дня назад Посмотреть ответ ►Используя язык шаблонов веб-дизайна в The Design of Sites [356], создайте дизайн для…
Используя язык шаблонов веб-дизайна в «Дизайн сайтов» [356], создайте дизайн для сайта электронной коммерции для малого предприятия розничной торговли. Насколько хорошо язык поддерживает процесс проектирования?
Опубликовано 3 дня назадМенеджер решает использовать отчеты о проверках программы в качестве исходных данных для аттестации персонала…
Менеджер решает использовать отчеты о проверках программ в качестве исходных данных для процесса аттестации персонала. Эти отчеты показывают, кто допустил и кто обнаружил ошибки в программе. Является ли это этичным управленческое поведение? Было бы этичным, если бы персонал был проинформирован …
Опубликовано 3 дня назад Посмотреть ответ ►A Самодельные тиски для сверлильных станков
Самодельные тиски для сверлильного станка
Мне потребовались другие тиски для сверлильного станка.Так что я сделал один. Я так доволен этим, что решил подробно описать, как это было сделано, и разместить рисунки на своем веб-сайте. (Перевод: мне хочется хвастаться.)
Я начал с куска литого алюминиевого бруса шириной 1-5 / 8 дюйма, толщиной 1/2 дюйма и длиной около фута, из которого я вырезал три куска 1-5 / 8 дюйма. Сталь была бы лучше, если бы у вас была В своей куче мусора я нашел круглую металлическую чашку диаметром 1-3 / 8 дюйма, но я мог бы с такой же легкостью сделать ее из того же алюминиевого бруска толщиной 1/2 дюйма. Я также вырезал две 3-3 / 16 части буровой штанги 3/8 дюйма и кусок буровой штанги 3-9 / 16 дюйма 1/4 дюйма.
Штанги скольжения
Начните с изготовления стержней скольжения. Лучше всего повернуть резьбу на токарном станке, чтобы убедиться, что она идеально ровная. Кроме того, я обнаружил, что штампы требуют такого большого крутящего момента, что буровая штанга забивается в тисках или токарном станке, портя гладкую поверхность. По крайней мере, начните резьбу на токарном станке и закончите ее плашкой, зажатой в тисках с мягкими губками.
Рисунок 4. Слайд (1 из 2)
Неперевёрнутые части стержней должны быть точно длины, хотя они не обязательно должны быть точно 2½ дюйма.Если они разной длины, челюсти тисков не будут выходить параллельно.
Когда они у вас есть, у вас есть способ установить губки и заднюю часть токарного станка, чтобы просверлить идеально выровненные отверстия. Конечно, если у вас есть 4-кулачковый патрон, вам не о чем беспокоиться.
Губки и задняя часть
(«задняя часть» — это то, что я называю частью, через которую проходит винт — она справа на картинке выше. Я не знаю, есть ли у этой части собственное имя или нет.)
Уловка при изготовлении следующих трех деталей состоит в том, чтобы отверстия в каждой детали были идеально выровнены, но не делали их больше, чем это абсолютно необходимо.Я попытался тщательно измерить, и, хотя я подошел очень близко, я был достаточно отклонен, чтобы челюсть сжималась при движении.
Позвольте мне начать с того, что следующая процедура: , а не , как я это сделал — вот как я, , должен был это сделать , и как мне на самом деле удалось исправить все проблемы, вызванные тем, что я не делал это таким образом в первую очередь.
Рисунок 1. Бэкэнд
Чертеж 2. Фиксированная губка
Рисунок 3.Подвижная челюсть
Просверлите отверстия 13/64 дюйма в фиксированной губке и постучите по ним 14NC-20 (опять же, убедитесь, что резьба прямая!). Тщательно склейте все три части вместе, убедившись, что края правильные и части находятся в отверстии. в правильном порядке (фиксированная губка, подвижная губка, задний конец) и повернуть так, как вы хотите, в готовых тисках. Вкрутите одну из направляющих штанг в заднюю часть фиксированной губки и установите ее в токарный станок.
Используя патрон, установленный на задней бабке, просверлите шаговое сверление подвижной губки и задней части на глубину 1/4 дюйма.Переключите стержень скольжения в другое отверстие и повторите.
Осторожно освободите и снимите задний конец, оставив заднюю часть подвижной челюсти открытой. Просверлите отверстие 1/4 дюйма до глубины 11/32 дюйма, 1/2 дюйма (осторожно, чтобы не просверлить фиксированную губку) и разверните до 0,376 дюйма. Переместите стержень скольжения обратно в первое отверстие и повторите.
Теперь соберите все это целиком, но без винта (для него пока нет отверстия). Подвижная губка должна плавно скользить по штангам скольжения без особого люфта и без заедания.
Теперь c-зажмите подвижную губку на заднем конце и просверлите их до глубины 13/64 дюйма, 3/4 дюйма. Это сделает отверстие в подвижной губке глубиной всего 1/4 дюйма. Убедитесь, что стол сверлильного станка идеально перпендикулярен сверлу!
Разберите тиски и увеличьте отверстие в подвижной губке до 1/4 дюйма. Постучите по задней части 1 / 4NC-20.
Винт и ручка
Проверните резьбу винта на 1 / 4NC-20 на токарном станке. Важно, чтобы они были прямыми, чтобы избежать заедания.
Рисунок 5.Винт
Рисунок 6. Ручка
Вверните винт (!) В задний конец так, чтобы конец без резьбы был направлен к подвижной губке, и снова соберите тиски.
Накрутите гайку 1/4 дюйма на конец винта, за которой следует ручка, и затяните их друг против друга. На картинке выше вы можете заметить, что мой сделан не так — деталь, которую я использовал для в ручке было отверстие 3/8 дюйма. Я повернул пару гаек на токарном станке, чтобы получился неглубокий гребень 3/8 дюйма, и скрутил их вместе с ручкой между ними.
Вы заметите, что ничто не удерживает подвижную губку на конце винта — я обнаружил, что это не проблема, особенно если они достаточно хорошо подогнаны, чтобы вы могли добавить каплю масла. на конец винта, чтобы он закрыл отверстие, создавая вакуум, который удерживает подвижную губку на месте.
Заключение
Как я уже сказал, я сделал это не совсем так. Я просверлил отверстия диаметром 3/8 дюйма на своем сверлильном станке, зная, что отверстия в конечном итоге получатся немного завышенными, и надеясь, что я смогу назвать дополнительное пространство «зазором» и притвориться, что это так.К сожалению, хотя должен был сработать, я сделал отверстия не в нужных местах. Подвижная челюсть тащилась за штанги скольжения, и ее было трудно сдвинуть. Я исправил это, как описано выше. К сожалению, просверливание отверстия диаметром 3/8 дюйма не уменьшает его меньше. В результате моя подвижная челюсть довольно слаба на стержнях диаметром 3/8 дюйма и немного раскачивается, когда я что-то зажимаю.
Я планирую решить эту проблему следующим образом:
- сделать новую подвижную челюсть; или же
- переключатель на стержни 1/2 «; или
- установить бронзовые втулки в подвижную губку.
Я также могу поэкспериментировать с утолщением подвижной челюсти.
Если вы его построите, пришлите мне фотографии!
Список литературы
- Пишите мне на bill@gizmology.