Порядок сборки самодельных сварочных инверторов своими руками, схемы и описание тестирования
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
- Общие сведения о сварочном инверторе
- Назначение и особенности функционирования
- Принцип работы оборудования
- Изготовление резонансного инвертора
- Схема оборудования
- Предотвращение залипания электрода
- Простой сварочный прибор
- Схема и комплектующие
- Блок питания и силовая часть
- Инверторный блок и охлаждение
- Пайка, настройка и проверка работоспособности
- Простейшее инверторное устройство для сварки
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.

- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.

После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.

Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.

Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.

Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
- Что понадобится для сборки инвертора
- Создание блока питания
- Сборка силового блока
- Инверторный блок
- Охлаждение
- Сборка конструкции
- Проверка инвертора на работоспособность
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.

При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
SMPS Сварочный инвертор | Проекты самодельных схем
инвертор — лучший выбор. Сварочный инвертор удобен и работает на постоянном токе. Текущий контроль поддерживается с помощью потенциометра.
Автор: Друбаджйоти Бисвас
Содержание
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, который дополнительно сглаживается с большой емкостью.
Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, который дополнительно сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие схемы плавного пуска. Поскольку переключатель включен, а первичные конденсаторы фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения переключателя реле.
В момент включения питания IGBT-транзисторы используются и далее подаются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для ШИМ-управления
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением длительности импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления получает питание от вспомогательного источника 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение сенсорного регистра 4R7/2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится выходными диодами.
Верхний диод, состоящий из 2х DSEI60-06A, должен выдерживать ток в среднем 50А и потери до 80Вт.
Нижний диод т.е. STTh300L06TV1 также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно соединен с отрицательной шиной.
Это хороший сценарий, так как радиатор защищен от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза превышает ток верхнего диода.
Расчет потерь IGBT
На самом деле расчет потерь IGBT представляет собой сложную процедуру, так как помимо кондуктивных потерь еще одним фактором являются коммутационные потери.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещен на одном радиаторе с IGBT вместе с диодом сброса UG5JT.
Также можно заменить UG5JT на FES16JT или MUR1560. Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт.
Кроме того, при подготовке системы важно помнить о масштабировании максимального коэффициента нагрузки сварочного инвертора. Основываясь на измерении, вы можете быть готовы выбрать правильный размер обмотки, радиатора и т.д.
Принципиальная схема
Детали обмотки трансформатора
Переключающий трансформатор Tr1 намотан на два ферритовых сердечника EE, и они оба имеют сечение центральной стойки 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует позаботиться о том, чтобы не осталось воздушного зазора в области сердцевины.
Хорошим вариантом будет использовать первичную обмотку 20 витков, намотав ее 14 проводами диаметром 0,5мм.
Вторичная обмотка, с другой стороны, имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Тр2, рассчитанный на малую паразитную индуктивность, выполнен по схеме трехжильной обмотки с тремя витыми изолированными проводами диаметром 0,3 мм и витками из 14 витков.
Основная секция изготовлена из h32 с диаметром средней стойки 16 мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей подавления электромагнитных помех. В то время как первичка имеет всего 1 виток, вторичка намотана 75 витками провода 0,4 мм.
Одним из важных моментов является соблюдение полярности обмоток. В то время как L1 имеет ферритовый EE-сердечник, средняя колонка имеет сечение 16×20 мм и имеет 11 витков медной ленты 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а ее индуктивность составляет около 12 мкГн.
Обратная связь по напряжению особо не мешает сварке, но несомненно влияет на потребление и потери тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает уровень энергопотребления, а также нагрева компонентов.
Напряжение постоянного тока 310 В можно извлечь из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ/400 В.
Источник питания 12 В можно получить из готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Цепь сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей. этого блога г-н Хосе. Вот подробные сведения о требовании:
Мой сварочный аппарат Fronius-TP1400 полностью исправен, и я не заинтересован в изменении его конфигурации.
Это базовое устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет сделать выбор.
Это устройство обеспечивает только постоянный ток, что очень подходит для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за их быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц) это облегчает устранение коррозии в циклах с обратной полярностью и включить плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но оно неверно, происходит то, что в нулевой момент, когда он контактирует с воздухом, образуется тонкий слой окисления, который с этого момента предохраняет его от следующих последующих окисление. Этот тонкий слой усложняет работу по сварке, поэтому используется переменный ток.
Я хочу сделать устройство, которое будет подключено между клеммами моего сварочного аппарата постоянного тока и горелки, чтобы получить этот переменный ток в горелке.
Вот где у меня возникли трудности, в момент создания преобразователя CC в AC. Я увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных и вижу, что ее можно применить к моему проекту.
Но моя большая трудность в том, что я не делаю необходимых вычислений значений компонентов. Может есть какая схема которую можно применить или адаптировать, в инете не нашел и не знаю где искать, поэтому прошу вашей помощи.
 Эта машина, которая имеет возраст, является первым поколением инверторных машин.
Эта машина, которая имеет возраст, является первым поколением инверторных машин.
Конструкция
Чтобы гарантировать, что процесс сварки способен устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевую пластину можно интегрировать с приводным каскадом полного моста. , как показано ниже:
, как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, чтобы получить колебание полевых МОП-транзисторов с любой частотой от 100 до 500 Гц. Точную формулу вы можете найти в этой статье.
Th Входное напряжение 15 В может подаваться от любого адаптера 12 В или 15 В переменного тока в постоянный.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем/печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными схемами и учебными пособиями.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете взаимодействовать через комментарии, я буду очень рад помочь!
Взаимодействие с читателем
инверторный, точечный, от микроволновки и другие
Сварочный аппарат является достаточно популярным устройством как среди профессионалов, так и среди домашних мастеров. А вот для бытового использования порой нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор нуждается в небольшой доработке. Существует несколько способов изготовления сварочного аппарата, который может быть как самым простым, так и более сложным, требующим знаний в области электроники.
Содержимое
- 1 Микроволновый сварочный аппарат
- 2 Сварочный аппарат переменного тока
- 3 Блок постоянного тока
- 4 Инвертор от блока питания компьютера
- 5 Электродвигатель сварочного аппарата
- 5.1 Подготовка к работе
- 5.2 Изготовление трансформатора
- 6 Самодельный аппарат точечной сварки
Аппарат СВЧ-сварки
Для изготовления мини-сварочного аппарата потребуется пара трансформаторов, снятых с микроволновки. Микроволновку легко найти у друзей, знакомых, соседей и т. д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был цел трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Микроволновку легко найти у друзей, знакомых, соседей и т. д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был цел трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, трансформатор, взятый из микроволновки, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Вторичная имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, его необходимо снять и заменить проводником с большей площадью сечения. Чтобы извлечь эту обмотку из трансформатора, ее необходимо разрезать с обеих сторон детали ножовкой.
Делать это нужно очень осторожно, чтобы случайно не задеть первичную обмотку пилой.
Когда катушка будет вырублена, ее остатки нужно будет удалить из магнитопровода. Эта задача значительно упрощается, если вы просверлите обмотки, чтобы снять напряжение металла.
Далее при помощи дрели или зубила выбить остатки обмотки.
Проделайте то же самое с другим трансформатором. В итоге у вас получится 2 детали, которые имеют первичную обмотку на 220 В.
Важно! Не забудьте снять токовые шунты (показаны стрелками на фото ниже). Этот процент увеличит мощность устройства на 30%.
Для изготовления вторички потребуется приобрести 11-12 метров проволоки. Он должен быть многопроволочным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, на каждый трансформатор потребуется намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно намотать оба трансформатора одним проводом или по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку нужно делать очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому бруску деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко сварит металл толщиной 2 мм электродами диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным устройством должно быть с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода прибор должен охлаждаться в течение 20-30 минут.
Тонкий металл с агрегатом из микроволновки не подойдет, так как порежет. Для регулировки тока к сварочному аппарату можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Сварочный аппарат переменного тока
Это наиболее распространенный тип аппарата для сварки металлов. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток устройства большая масса понижающего трансформатора , который является основой блока.
Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток устройства большая масса понижающего трансформатора , который является основой блока.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечить силу тока 120-160 А. Поэтому для первичной , которая подключена к бытовой сети 220 В, понадобится провод сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант – проводник сечением 7 мм. 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки на устройство будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий диаметр 3 мм. Если взять алюминиевую жилу, расчетное сечение меди умножается на коэффициент 1,6. Для вторички потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы проводник обмотки был покрыт тряпичной изоляцией, так как традиционная оболочка из ПВХ при нагревании плавится, что может вызвать межвитковое короткое замыкание.

Если вы не нашли провод нужного сечения, то его можно сделать самостоятельно из нескольких более тонких проводников. Но это значительно увеличит толщину провода и, соответственно, габариты агрегата.
Первым делом сделана основа трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, должны быть хорошо от них изолированы. Перед сборкой сердечника рассчитывают его размеры, то есть размеры «окна» и площадь поперечного сечения сердечника, так называемого «сердечника ». Для расчета площади используйте формулу: S см 2 = a x b (см. рисунок ниже).
Но из практики известно, что если сделать сердечник площадью менее 30 см 2 , то таким приспособлением будет сложно получить качественный шов из-за отсутствия запаса мощности. Да и нагревается он очень быстро. Поэтому сечение жилы должно быть не менее 50 см 2 . Несмотря на то, что вес агрегата увеличится, он станет надежнее.
Несмотря на то, что вес агрегата увеличится, он станет надежнее.
Для сборки сердечника лучше использовать Г-образные пластины и размещайте их, как показано на следующем рисунке, пока толщина детали не достигнет нужного значения.
Плиты в конце сборки необходимо скрепить (по углам) болтами, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь можно запускать обмотку трансформатора .
- В первую очередь необходимо намотать первичку. Для его изготовления потребуется сделать 215 витков.
- Рекомендуется сделать ответвление на 165 и 190-е катушки. Для этого необходимо вверху трансформатора прикрепить пластину из текстолита. Все ответвления фиксируются на ней болтами. Но возле них должны быть отмечены . Например, возле первого провода следует написать «Общий», возле 2-го ответвления — «165 витков», возле 3-го — «190 витков» и возле 4-го — «215 витков». В дальнейшем это позволит регулировать силу тока. Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот.
- Далее делается вторичная обмотка, состоящая из 70 витков.
 Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот.
Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот.Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это означает, что со стороны, где находится первичка, должно быть меньшее количество витков вторички. Благодаря этому в начале сварки обмотка, имеющая большее количество витков, частично отключается из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, силовой кабель подключается к общему проводу и к ответвлению 215 шлейфа. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Блок постоянного тока
Для варки чугуна или нержавеющей стали требуется аппарат постоянного тока. Его можно сделать из обычного блока трансформатора, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 способных выдерживать 200А. Их необходимо устанавливать на радиаторы. Также для выравнивания пульсаций тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. В этой схеме также имеется регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам Х5 и Х4 в зависимости от толщины соединяемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера сделать нельзя. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если делать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор типа Thermaltake A2016. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
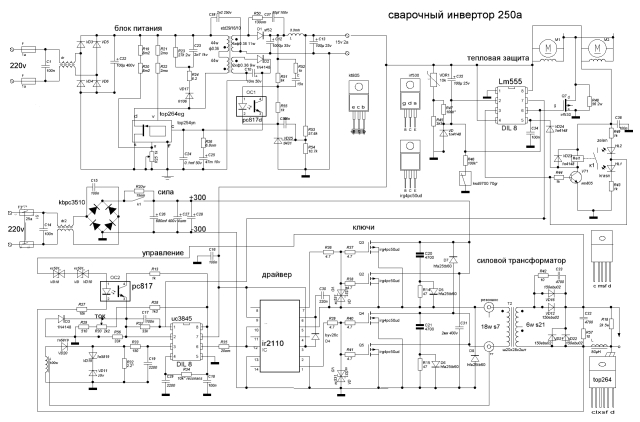
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно изготовить устройство для размещения в корпусе БП.
Ниже приведены схемы изготовления печатных плат, которые нужны для изготовления инвертора.
На следующих фото показано из каких узлов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Электродвигатель сварочный
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо подобрать сам двигатель, отвечающий определенным требованиям, а именно, что его мощность должна быть от 7 до 15 кВт.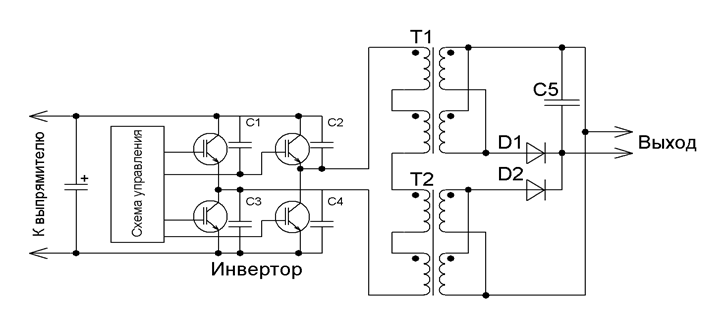
Совет! Лучше всего использовать двигатель серии 2А, так как он будет иметь большое магнитное окно.
Достать нужный статор можно в местах, где берут лом. Как правило, он очищается от проводов и после пары ударов кувалдой ломается. А вот если корпус из алюминия, то для извлечения из него магнитопровода потребуется прошить статор .
Подготовка к работе
Установите статор отверстием вверх и подложите под деталь кирпичи. Далее складываем внутрь дрова и поджигаем. Через пару часов обжига магнитопровод легко отделяется от корпуса. Если в корпусе есть провода, их также можно удалить из пазов после термической обработки. В итоге вы получаете очищенный от лишних элементов магнитопровод.
Этот диск надо хорошо пропитать масляным лаком и дать высохнуть. Для ускорения процесса можно использовать тепловую пушку. Лаковая пропитка делается для того, чтобы после снятия стяжки не было рассыпания пакета.
Когда скребок полностью высохнет с помощью измельчителя, снимите стяжки , размещенные на нем. Если стяжки не снимать, они будут служить короткозамкнутыми витками и забирать мощность трансформатора, а также вызывать его нагрев.
Если стяжки не снимать, они будут служить короткозамкнутыми витками и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных деталей необходимо изготовить две торцевые пластины (см. рисунок ниже).
Материалом для их изготовления может быть как картон, так и прессованная плита. Из этих материалов также нужно сделать два вкладыша. Один будет внутренним, а второй — внешним. Далее необходимо:
- установить обе торцевые пластины на заготовку;
- затем вставьте (наденьте) баллоны;
- обмотать всю эту конструкцию герметиком или стеклолентой;
- пропитать полученную деталь лаком и просушить.
Изготовление трансформатора
После выполнения вышеописанных операций можно изготовить сварочный трансформатор из магнитопровода. Для этих целей вам понадобится провод, покрытый тканевой или стеклоэмалевой изоляцией. Для намотки первичной обмотки понадобится провод диаметром 2-2,5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, вычисления производятся следующим образом.
- На сердечник следует намотать 20 витков провода диаметром не ниже 1,5 мм, после чего нужно подать напряжение 12 В.
- Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте полученное количество витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков вам нужно на 1 В напряжения.
Для первичной обмотки подходит проводник диаметром 2,36 мм, который требуется сложить пополам. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но сначала нужно рассчитать сечение проводников в катушке. Сначала нужно намотать первичную обмотку (220 В), а затем вторичную. Его провод должен быть изолирован по всей длине.
Сначала нужно намотать первичную обмотку (220 В), а затем вторичную. Его провод должен быть изолирован по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести машину. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если ставить обе обмотки, и в такой конструкции есть свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В этом случае вы получаете обмотку точечной сварки, позволяющую соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса металл использовать не рекомендуется. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат для точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку». Устроен он очень просто, и сделать его самостоятельно не составит труда.
Для самостоятельного изготовления аппарата точечной сварки вам понадобится один трансформатор от микроволновки мощностью 700-800 ватт. С него нужно снять вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Устройство для точечной сварки устроено следующим образом.
- Сделать 2-3 витка внутри манипулятора кабелем с диаметром жилы не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
- Затем сделайте корпус для устройства . Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Для придания корпусу более эстетичного вида острые углы можно убрать с помощью ручного фрезера с установленной на нем кромочной фрезой.
- На одной детали сварочными клещами нужно вырезать небольшой клин . Благодаря ему клещи смогут подняться выше.
- Вырежьте отверстие для выключателя и шнура питания в задней части корпуса.
- Когда все детали готовы и отполированы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отсоединить кабель питания и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если в вашем доме не осталось выключателя и медной планки, а также медных зажимов, то эти детали необходимо приобрести.
- Отрежьте от медной проволоки 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите переключатель к задней части устройства.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующем фото.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора. Второй сетевой провод подключается к первому выводу выключателя. Затем нужно присоединить провод ко второй клемме выключателя и подключить его к другому выводу первички. А вот на этом проводе следует сделать разрыв и установить на него выключатель СВЧ . Он будет играть роль сварочного выключателя. Эти провода должны иметь достаточную длину, чтобы можно было установить выключатель на конце зажима.
- Закрепите крышку аппарата с помощью ручки, установленной на стойках и задней стенке.
- Закрепите боковые стенки корпуса.