
Схема кинематики токарного станка
Токарные станки составляют основную часть станочного парка многих металлообрабатывающих предприятий. Токарные станки используются для обработки внутренних и наружных поверхностей тел вращения. Режущим инструментом выступают резцы, сверла, развертки, зенкера, метчики и плашки. При помощи специальных приспособлений, таких как планшайбы, на токарных станках можно обрабатывать сложные и неправильные формы. Использование специальных устройств расширяет возможности оборудования, позволяет выполнять многие другие операции машинной обработки металла.
Расположение шпинделя — вала, на котором закрепляется патрон с обрабатываемой заготовкой, определяет всю конструкцию станка. Более распространены станки с горизонтальным расположением шпинделя, ими являются токарно-винторезные, револьверные, лоботокарные станки. Вертикальный шпиндель имеют токарно-карусельные станки, они предназначены для обработки низких заготовок большого диаметра.
Строение токарно-винторезного станка
Токарно-винторезные станки имеют максимальные технологические возможности из всего оборудования этой группы, что позволяет их эффективно использовать для изготовления небольших серий изделий. Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Рис.: 1 – передняя бабка с коробкой скоростей, 2 – гитара сменных колес, 3 – коробка подач, 4 – станина, 5 – фартук, 6 – суппорт, 7 – задняя бабка, 8 – шкаф с электрооборудованием.
Как и у большинства промышленного оборудования, основой этого станка выступает станина. Она выполняется литьем или сваркой и обязательно крепится к полу анкерными болтами. С левой стороны относительно рабочего на станине располагается передняя или шпиндельная бабка. Она представляет собой пустотелый корпус, в котором находятся, шестерни, шпиндель, подшипники, система смазки и переключения диапазонов. На передней панели бабки находятся многочисленные элементы управления станком. Шпиндель выходит из передней бабки в рабочую зону. На шпиндель устанавливаются приспособления для удержания заготовки, основная часть которых — патроны с разным количеством кулачков.
Ниже передней бабки располагается коробка подач. На её передней панели находятся регуляторы для управления подачей. Коробка подач передает вращение на фартук, располагающийся в центральной зоне станка, при помощи вала при обработке поверхностей или винта при нарезке резьбы. Винт располагается над валом, на большей части его длины нарезана червячная спираль. Вал имеет более короткую спираль червячной передачи, но большего диаметра. В фартуке находится механизм, который преобразует вращательное движение вала или винта в возвратно-поступательное движение суппорта.
Суппорт является элементом станка, на котором устанавливается основной инструмент. Нижние салазки суппорта перемещаются по продольным направляющим, расположенным на станине. Сверху находятся верхние салазки, они расположены перпендикулярно к нижним. Перемещающаяся по ним резцовая каретка имеет возможность повтора в горизонтальной плоскости. На ней находится резцедержатель, в котором закрепляется инструмент.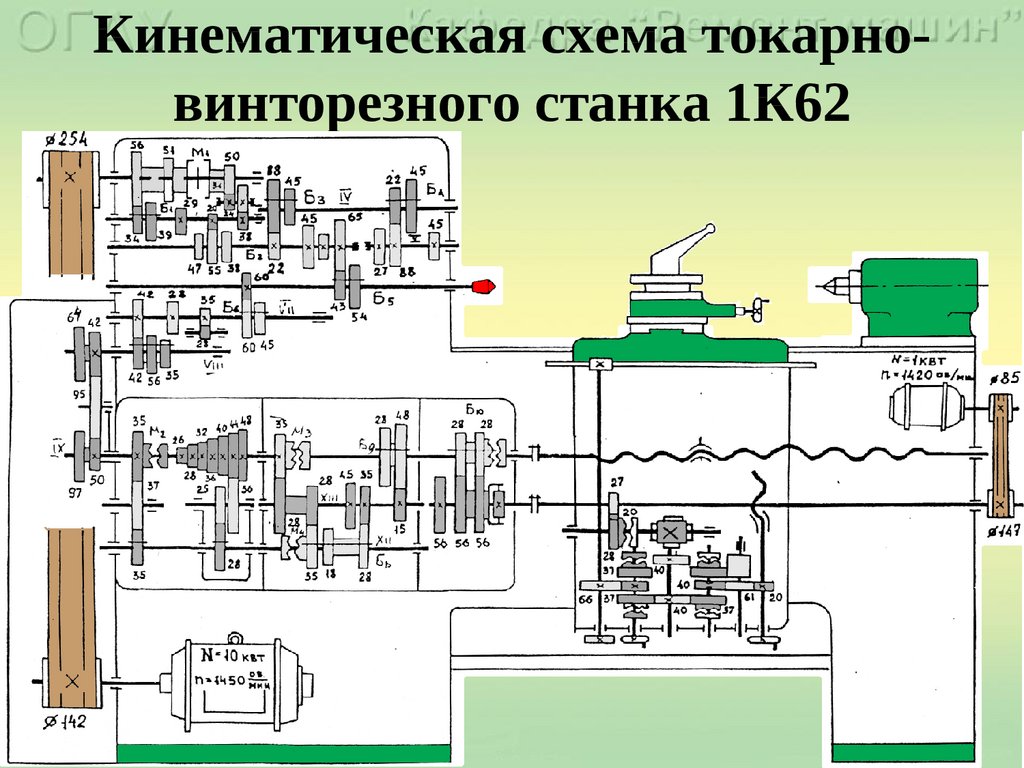
На противоположной стороне станка, с правой стороны, располагается задняя бабка. При обработке длинных заготовок она используется как вторая точка опора, помимо шпинделя. Также на ней размещается инструмент, выполняющий сверление или обработку осевого отверстия в заготовке.
Кинематическая схема токарно-винторезного станка
Главное движение станка осуществляется односкоростным асинхронным трехфазным двигателем, в редких случаях многоскоростным.
Движение с двигателя передается на коробку скоростей посредством клиноременной передачи. В коробке скоростей находится 6-8 валов с зубчатыми колесами. Валы для удобства нумеруются римскими цифрами, первым идет вал со шкивом, далее по кинематике. Выбирая используемые передачи, можно регулировать скорость вращения шпинделя в широких пределах. На токарных станках можно получить более 20 различных скоростей вращения шпинделя с закрепленной на ней заготовкой. Для обратного вращения шпинделя предусмотрены две фрикционные муфты.
Выбирая используемые передачи, можно регулировать скорость вращения шпинделя в широких пределах. На токарных станках можно получить более 20 различных скоростей вращения шпинделя с закрепленной на ней заготовкой. Для обратного вращения шпинделя предусмотрены две фрикционные муфты.
Перемещение фартука через коробку подач производится либо напрямую от шпинделя, либо через звено повышения шага, которое находится в коробке скоростей. Оно состоит из трех зубчатых передач, понижающих частоту вращения. Далее находится механизм реверса, который обеспечивает возможность перемещения фартука с суппортом в оба направления.
Коробка подач обладает двумя кинематическими схемами. Первая предназначена для формирования дюймовой резьбы, она содержит одну фрикционную муфту и передает вращение на ходовой винт. Вторая схема предназначена для обработки поверхностей, нарезки метрических резьб. Она передает вращение на ходовой вал. Управление второй цепью производится тремя фрикционными муфтами.
Ряд зубчатых передач находится в фартуке. Они преобразуют вращение вала и винта в передвижение суппорта. Отдельной частью кинематической схемы станка выступает механизм быстрого перемещения суппорта. Он приводится в действие дополнительным электродвигателем посредством ременной передачи.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Устройство токарного станка по металлу – схема и основные узлы
- Как устроены станина и передняя бабка станка
- Назначение задней бабки токарного оборудования
- Шпиндель как элемент токарного станка
- Строение суппорта
- Электрическая часть токарного станка
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования.
Основные части токарного станка по металлу
- Передняя бабка
- Задняя бабка
- Суппорт
- Приводные валы
- Рычаг переключения скоростей
- Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка.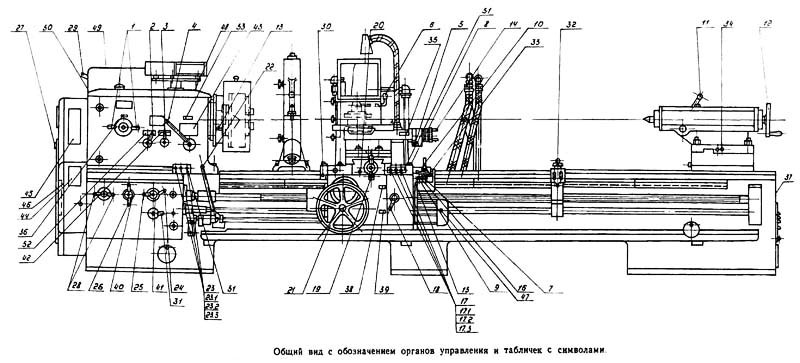 Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов.Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
 Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.Детали токарного станка: схема (объяснение)
Токарные станки — это мощные инструменты, которые находят свое применение почти в каждой механической мастерской.
Эти машины просты в эксплуатации, но имеют сложную конструкцию с различными частями.
Поэтому, чтобы понять функциональность токарного станка, важно знать его части и их функции.
В этой статье дается подробное описание различных частей токарного станка.
Я также обсудил части токарного станка с ЧПУ и токарного станка по дереву, чтобы помочь вам понять различия между каждым типом токарного станка.
Что в этой статье?
- Детали токарного станка по металлу
- Детали токарного станка с ЧПУ
- Детали токарного станка по дереву
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Детали токарного станка по металлу
Детали токарного станка (Источник: Kingston lathes)Сложная конструкция токарного станка по металлу состоит из различных важных частей, выполняющих свои функции для успешного выполнения операции обработки.
Передняя бабка
Передняя бабка обычно представляет собой громоздкую часть токарного станка, расположенную слева от станины.
Это силовая часть токарного станка, в которой размещены различные компоненты привода, такие как двигатель шпинделя, редуктор, ременный привод и удерживающие устройства.
Кроме того, здесь находятся рычаги управления скоростью/подачей и другие важные переключатели управления.
Передняя бабка имеет цельнометаллическую конструкцию, как правило, чугунную, что обеспечивает прочность и жесткость для сопротивления сильным вибрациям, возникающим при работе станка.
Стационарный компонент токарного станка, который не имеет относительного движения по отношению к станине станка.
Как правило, токарные станки с ЧПУ предоставляют возможность модернизации, когда устройство подачи прутка подключается к передней бабке станка для автоматизации подачи сырья для непрерывной работы.
Коробка передач
Токарные станки — это универсальные инструменты, которые можно использовать для обработки различных материалов.
Эта универсальность достигается за счет возможности изменять скорость вращения шпинделя для обеспечения оптимальных параметров для различных процессов обработки.
Изменение скорости токарного станка может быть достигнуто различными способами, такими как изменение скорости двигателя путем изменения электрического напряжения, с помощью механизма с ремнем и шкивом или с помощью системы зубчатого привода.
Коробка передач токарного станка похожа на коробку передач, используемую в автомобиле для изменения скорости движения.
Он состоит из различных комбинаций зубчатых колес, которые могут обеспечивать конфигурации «низкая скорость/высокий крутящий момент» или «высокая скорость/низкий крутящий момент», в зависимости от применения обработки.
Редуктор передает вращательное движение от электродвигателя на шпиндель токарного станка.
Шпиндель токарного станка
A Шпиндель токарного станкаШпиндель токарного станка — это вращающийся компонент токарного станка, который обеспечивает необходимое движение заготовки.
Вращательное движение электродвигателя передается на шпиндель через соответствующий редукторный механизм, который, таким образом, вращает патрон и заготовку.
Расположен внутри передней бабки и состоит из шпиндельного вала, отличающегося различной геометрией поперечного сечения, с нарезанной на переднем конце резьбой.
Эти резьбы служат для крепления приспособлений, удерживающих заготовку, таких как патрон или цанга.
Типичный токарный станок состоит из одного шпинделя для вращения заготовки, но вы также можете найти токарные станки с многошпиндельными конфигурациями, которые повышают их производительность.
Патрон
4-х кулачковый патронПатрон представляет собой зажимное устройство, используемое для установки заготовок различного диаметра.
Кулачковые патроны чаще всего используются на токарных станках по металлу и встречаются в конфигурациях с 3 и 4 кулачками.
Трехкулачковые патроны, как правило, имеют автоматическую регулировку, тогда как четырехкулачковые патроны могут иметь ручную регулировку, при которой каждый кулачок ослабляется или затягивается отдельно с помощью зажимного ключа.
Эта регулировка губок помогает выровнять заготовку, чтобы обеспечить эксцентриситет относительно оси шпинделя.
Следует отметить, что небольшое смещение по оси может привести к неправильным результатам обработки, поэтому важно использовать выравнивающие инструменты, такие как циферблатные индикаторы, чтобы свести к минимуму смещение заготовки.
Станина
Станина — самая длинная деталь токарного станка, обычно имеющая чугунную конструкцию.
Он обеспечивает токарному станку жесткую конструкцию и содержит все основные компоненты, такие как шпиндель, резцедержатель, портал, задняя бабка и т. д.
Как правило, длина станины определяет максимальную длину заготовки, которая может быть обработана на токарный станок, и чем больше размер станины, тем выше будет стоимость станка.
Поддон для стружки
Поддон для стружки представляет собой металлический поддон, расположенный в нижней части токарного станка.
Он собирает стружку, образующуюся в процессе обработки, что устраняет необходимость сбора стружки из цеха.
Направляющие
Направляющие представляют собой металлические рельсы с перевернутой V-образной конструкцией, установленные на станине токарного станка.
Как следует из названия, они направляют движение каретки и стойки инструмента по оси Z.
Каретка
Каретка токарного станка, установленная на направляющих Каретка представляет собой подвижную часть токарного станка, на которой размещены другие части, такие как стойка инструмента, фартук, седло, поперечный салазок и т. д. и состоит из маховика для управления его перемещением по длине станка (ось Z).
д. и состоит из маховика для управления его перемещением по длине станка (ось Z).
Таким образом, скорость каретки определяет скорость подачи в процессе обработки.
Седло
Седло представляет собой небольшой Н-образный литой элемент, который служит креплением для крепления стойки инструмента.
Находится в верхней части каретки токарного станка.
Поперечный суппорт
Поперечный суппорт расположен на суппорте и отвечает за боковое перемещение (по оси X) режущего инструмента.
Это движение режущего инструмента определяет глубину резания в процессе обработки.
Составной суппорт
Составной суппорт устанавливается на поперечный суппорт с помощью составного упора.
Обеспечивает возможность установки режущего инструмента под углом к заготовке. Это позволяет выполнять операции резания под углом, такие как снятие фаски, сужение и т. д.
В отличие от каретки и поперечных салазок, составные салазки нельзя позиционировать с помощью маховиков, поэтому перед выполнением процесса их необходимо установить под нужным углом.
Инструментальная стойка
Инструментальная стойка и задняя бабка токарного станкаИнструментальная стойка, как следует из названия, содержит режущий инструмент, используемый при работе на токарном станке.
Он устанавливается на поперечный суппорт и может перемещаться в продольном направлении (по оси Z) или в поперечном направлении (по оси X), а комбинированное перемещение резцедержателя по осям X и Z приводит к желаемой операции обработки.
Стойки инструментов, используемые на токарных станках по металлу, могут иметь четыре конфигурации: один винт, открытая сторона, четыре болта и четырехсторонняя стойка инструмента.
Одновинтовые и открытые боковые стойки могут удерживать один режущий инструмент. Тем не менее, открытая боковая резцедержатель способна создавать сравнительно большие силы резания.
Инструментальная стойка с четырьмя болтами может удерживать два режущих инструмента и идеально подходит для создания больших усилий резания.
Принимая во внимание, что четырехсторонний резцедержатель может удерживать четыре режущих инструмента, каждый из которых закреплен двумя болтами, что делает его идеальным для тяжелых операций обработки.
Кроме того, некоторые токарные станки, такие как многоцелевые токарные станки, могут иметь специальные стойки для инструментов, которые могут удерживать несколько режущих инструментов для различных токарных операций.
Фартук
Фартук — важный элемент, обеспечивающий возможность установки автоматической подачи во время операции механической обработки.
Расположен на каретке токарного станка и соединен с подающим стержнем для облегчения его автоматического перемещения.
Ходовой винт
Ходовой винт представляет собой длинный приводной вал с нарезанной на нем крестообразной резьбой.
Облегчает продольное перемещение каретки, аналогично подающему стержню, но служит для установки автоматической подачи режущего инструмента.
Эта настройка автоматической подачи обычно используется для нарезания резьбы и чистового точения, где требуется равномерная и точная подача режущего инструмента.
Маховик
Маховик токарного станка Маховик используется для позиционирования различных элементов токарного станка. Каждый элемент имеет специальный маховик, который можно вращать, чтобы установить его точное положение для операции обработки.
Каждый элемент имеет специальный маховик, который можно вращать, чтобы установить его точное положение для операции обработки.
Типичные токарные станки состоят из трех ручных колес, каждое из которых управляет движением каретки, задней бабки и режущего инструмента.
Система СОЖ
Система СОЖ токарного станкаОбработка металлических заготовок требует больших усилий резания, которые выделяют тепло от трения, поэтому токарным станкам по металлу требуется система СОЖ для предотвращения повреждения инструмента или заготовки.
Система СОЖ состоит из резервуара для хранения смазочно-охлаждающей жидкости, насоса для подачи смазочно-охлаждающей жидкости в зону обработки и напорного шланга, расположенного непосредственно над зоной резания.
Эта смазочно-охлаждающая жидкость служит для смазки и действует как охлаждающая среда, отводя тепло от точки контакта.
Задняя бабка
Задняя бабка — еще одна важная часть токарного станка, расположенная на правом конце станины.
Обеспечивает поддержку переднего конца вращающейся заготовки в процессе обработки.
Как и каретка, может скользить по направляющим и фиксироваться в нужном положении.
Это движение вдоль станины станка позволяет задней бабке поддерживать заготовки переменной длины.
Кроме того, задняя бабка также может быть использована для установки режущих инструментов для таких операций, как сверление, растачивание, развертывание и т. д. .
Как правило, он имеет шестигранную форму и может вмещать шесть режущих инструментов. Револьверную головку можно поворачивать для доступа к различным режущим инструментам во время процесса обработки, тем самым повышая производительность токарного станка.
Револьверные головки также можно найти в токарных станках с ЧПУ, таких как швейцарские токарные станки, где для процесса обработки требуется несколько режущих инструментов.
Ноги
Ноги токарного станка обычно имеют чугунную конструкцию, которая придает им прочность и жесткость, чтобы выдерживать весь вес токарного станка.
Ножки токарного станка рекомендуется крепить к полу цеха путем заделки их в фундамент или с помощью крепежных элементов, таких как болты.
Помогает свести к минимуму вибрации и улучшить качество обработки токарного станка.
Однако настольные токарные станки не имеют ножек и устанавливаются на столе.
Детали токарного станка с ЧПУ
Детали токарного станка с ЧПУ (Источник: Kent USA)Конструкция токарного станка с ЧПУ аналогична ручным токарным станкам по металлу с некоторыми модификациями, которые повышают его производительность и обеспечивают возможность автоматизации процесса обработки.
Серводвигатель
Токарные станки с ЧПУ обычно состоят из серводвигателя вместо двигателя постоянного тока для привода шпинделя.
Серводвигатели обеспечивают лучшее управление скоростью и готовы к автоматизации.
Эти двигатели работают в системе с замкнутым контуром, где они могут обнаруживать и устранять ошибки в работе двигателя без необходимости вмешательства человека, что делает его идеальным для токарных станков с ЧПУ.
Однако серводвигатели являются дорогостоящими по сравнению с другими двигателями, используемыми в станках с ЧПУ.
Гидравлический патрон
Основной целью токарных станков с ЧПУ является обеспечение быстрой обработки с высокой точностью и эффективностью.
Гидравлические патроны по сравнению с ручными кулачковыми патронами легче выравнивать, поскольку они могут автоматически зажимать заготовку под действием гидравлической жидкости.
Обычно на токарных станках с ЧПУ используются 3-кулачковые гидравлические патроны с внутренним диаметром (ID) и внешним диаметром (OD).
Инструментальная револьверная головка
Инструментальная револьверная головка токарного станка с ЧПУ (Источник: CMZ)Инструментальная револьверная головка токарного станка с ЧПУ содержит несколько режущих инструментов, которые используются во время операции обработки.
Каждая позиция инструмента в револьверной головке пронумерована и может автоматически индексироваться в соответствии с программой обработки.
Револьверные головки доступны в различных формах и размерах в зависимости от количества инструментов, которые они могут удерживать.
Блок управления станком (MCU)
Токарные станки с ЧПУ состоят из блока управления, который принимает G-код от компьютера и преобразует его в электрические сигналы для управления различными элементами токарного станка.
Блок управления токарным станком состоит из контроллера, входных переключателей и экрана для установки и контроля параметров обработки.
MCU токарных станков работает со специальным программным обеспечением для управления ЧПУ, таким как FANUC, Hass, Siemens, Hydro-Dyne и Mitsubishi.
Ножные педали
Ножные педали для токарного станка с ЧПУ (Haas CNC)Ножные педали или ножные органы управления на токарном станке с ЧПУ позволяют оператору ЧПУ управлять некоторыми функциями с помощью ног.
Как правило, левая педаль управляет зажимом и разжимом зажимного приспособления, а правая педаль управляет задней бабкой.
Детали токарного станка по дереву
Детали токарного станка по дереву (Источник: Powermatic)Токарные станки по дереву обычно меньше по размеру, но имеют аналогичную конструкцию токарных станков по металлу, с той лишь разницей, что станок токарного станка.
Режущий инструмент, используемый в токарных станках по дереву, представляет собой ручной инструмент, который оператор может свободно перемещать, чтобы вырезать желаемую форму из деревянного ложа.
Это устраняет необходимость в различных элементах, таких как резцедержатель, каретка, подающий стержень и т. д., которые удерживают режущий инструмент и облегчают перемещение инструмента по разным осям токарного станка.
Токарные станки по дереву состоят из подручника, который используется для поддержки режущего инструмента во время операции обработки.
Подручник состоит из различных элементов, таких как банджо, банджо-замок и замок подручника, которые помогают в точном позиционировании режущего инструмента для эффективной обработки дерева.
Банджо
Банджо является основанием подручника. Он состоит из O-образной зажимной гайки, которая входит в направляющую и облегчает ее перемещение по станине станка.
Замок банджо
Замок банджо — это рычаг, который используется для блокировки банджо в его положении.
После перемещения банджо в нужное место вдоль направляющих можно задействовать замок банджо, чтобы надежно удерживать подручник во время обработки.
Подручник Замок
Подручник токарного станка по дереву обычно имеет плоскую геометрию, позволяющую размещать режущий инструмент перпендикулярно заготовке.
Однако, чтобы поместить режущий инструмент под углом, вы можете отключить фиксатор подручника, установить желаемую ориентацию подручника, а затем снова включить фиксатор подручника, чтобы зафиксировать его в этом положении.
Устройство крепления заготовки
Варианты крепления заготовки на токарном станке по дереву Токарные станки по дереву обычно используют шпиндель или планшайбу для установки заготовки.
Цилиндр шпинделя представляет собой удлинение вала шпинделя с острым профилем, которое врезается в заготовку и прочно удерживает ее между передней и задней бабками.
Планшайба представляет собой металлическую пластину, удерживающую деревянную заготовку с помощью крепежных элементов, таких как винты.
Кроме того, токарные станки по дереву могут также состоять из кулачковых патронов или цанг для установки заготовки.
Часто задаваемые вопросы (FAQ)
Что означает «качание над станиной» в токарных станках?
Поворот над станиной (SOB) токарного станка означает максимальный диаметр обрабатываемой детали на этом токарном станке. Обычно оно равно удвоенному расстоянию между верхом станины и центром шпинделя.
Что такое «расстояние между центрами»?
Расстояние между центрами (DBC) — это расстояние между задней и передней бабками токарного станка. Обычно она равна длине станины и определяет максимальную длину заготовки, которую можно обточить на токарном станке.
Можно ли использовать токарный станок с ЧПУ для обработки дерева?
Да, токарный станок с ЧПУ обеспечивает регулировку скорости и поэтому может быть приспособлен для обработки древесины. Тем не менее, каждая деревянная заготовка отличается от другой ориентацией волокон, структурой зерна и т. д., а ручной инструмент обеспечивает вибрационную обратную связь, чтобы помочь машинисту соответствующим образом адаптировать процесс. Этого нельзя достичь на токарных станках с ЧПУ, и поэтому токарные станки с ЧПУ можно использовать для обработки дерева, но за счет обработки его поверхности.
Что такое токарный станок по металлу? Использование, определение, операции, детали, схема
Токарный станок Введение
Токарный станок является наиболее широко используемым типом станков в механическом производстве. Есть много областей, где нужны токарные станки, их можно использовать в пластиковых формах, металлических инструментах и другой промышленности. На токарный станок приходится около 20–35 % от общего числа станков. Он в основном обрабатывает различные поверхности вращения (внутренние и внешние цилиндры, конические поверхности, фасонные поверхности вращения и т. д.) и торцевые поверхности тел вращения. Некоторые токарные станки также могут обрабатывать резьбовые поверхности.
Он в основном обрабатывает различные поверхности вращения (внутренние и внешние цилиндры, конические поверхности, фасонные поверхности вращения и т. д.) и торцевые поверхности тел вращения. Некоторые токарные станки также могут обрабатывать резьбовые поверхности.
Инструменты, используемые на токарном станке, в основном токарные. Их также можно использовать для обработки отверстий, таких как сверла, развертки, ножи для клецок, а также инструменты с резьбой, такие как метчики и пластинчатые зубья.
Горизонтальный токарный станок по металлу имеет широкий спектр технологий. Он может обрабатывать многие виды поверхностей, такие как внутренний и внешний цилиндр, конус, кольцевая канавка, образующая вращающуюся поверхность, торцевая плоскость и различные резьбы. Он также может сверлить, увеличивать, сравнивать отверстия и накатывать. Типичная поверхность, которую может обрабатывать горизонтальный токарный станок, показана на рисунке.
Основным движением токарного станка является вращательное движение шпинделя, а движение подачи — линейное движение инструмента. Подача обычно выражается движением инструмента на шпиндель, в M/R. При точении резьбы есть только одно составное основное движение, а именно винтовое движение, которое можно разложить на движение вращения шпинделя и движение инструмента. Если вам нужна более быстрая обработка резьбы или вам необходимо массовое производство большого количества заготовок, то токарно-винторезный станок с ЧПУ является хорошим выбором. Кроме того, на токарном станке есть некоторые необходимые вспомогательные движения. Например, чтобы обработать шерсть до нужного размера, токарный станок также должен иметь режущее движение (движение резания обычно перпендикулярно направлению движения подачи, и рабочий вручную перемещает резцедержатель на горизонтальном токарном станке). . Некоторые токарные станки также имеют быстрое продольное и поперечное перемещение резцедержателя.
Подача обычно выражается движением инструмента на шпиндель, в M/R. При точении резьбы есть только одно составное основное движение, а именно винтовое движение, которое можно разложить на движение вращения шпинделя и движение инструмента. Если вам нужна более быстрая обработка резьбы или вам необходимо массовое производство большого количества заготовок, то токарно-винторезный станок с ЧПУ является хорошим выбором. Кроме того, на токарном станке есть некоторые необходимые вспомогательные движения. Например, чтобы обработать шерсть до нужного размера, токарный станок также должен иметь режущее движение (движение резания обычно перпендикулярно направлению движения подачи, и рабочий вручную перемещает резцедержатель на горизонтальном токарном станке). . Некоторые токарные станки также имеют быстрое продольное и поперечное перемещение резцедержателя.
Основным параметром токарно-карусельного станка является максимальный диаметр вращения заготовки на станине, а вторым — максимальная длина заготовки. Эти два параметра указывают на максимальный предельный размер заготовки, обрабатываемой токарным станком, а также отражают размер станка, поскольку основные параметры определяют высоту оси шпинделя от направляющей станка, а также Вторые основные параметры определяют длину станины токарного станка.
Эти два параметра указывают на максимальный предельный размер заготовки, обрабатываемой токарным станком, а также отражают размер станка, поскольку основные параметры определяют высоту оси шпинделя от направляющей станка, а также Вторые основные параметры определяют длину станины токарного станка.
Состав токарных станков
Горизонтальный токарный станок в основном обрабатывает различные виды деталей оси, втулки и диска. Его форма показана на рисунке, а его основная группа состоит из трех частей.
Компоненты включают коробку шпинделя, держатель инструмента, заднюю бабку, коробку подачи, коробку скольжения и станину и т. д.
Форма горизонтального токарного станка
1 передняя бабка
2 держатель ножа
3 задняя бабка
4 станина
5 правые ножки станины
6 световая балка
7 винт
8 выдвижная коробка
9 левая ножка
10 коробка подачи
11 механизм подвесного колеса
I. Коробка шпинделя
Передняя бабка крепится к левому концу станины, а главный вал и механизм вариаторной передачи устанавливаются внутри, а заготовка прижимается к переднему концу шпинделя через патрон. Функция передней бабки состоит в том, чтобы поддерживать главный вал и передавать мощность на главный вал через механизм трансмиссии с регулируемой скоростью, так что главный вал приводит заготовку во вращение с заданной скоростью для реализации основного движения.
Функция передней бабки состоит в том, чтобы поддерживать главный вал и передавать мощность на главный вал через механизм трансмиссии с регулируемой скоростью, так что главный вал приводит заготовку во вращение с заданной скоростью для реализации основного движения.
2. Держатель инструмента
Держатель инструмента устанавливается на направляющую держателя станины и может перемещаться в продольном направлении вдоль направляющей. Компонент держателя инструмента состоит из нескольких слоев держателей инструмента. Его функция заключается в фиксации токарного инструмента при продольном, поперечном или наклонном движении подачи.
3. Задняя бабка
Задняя бабка устанавливается на направляющей держателя станины и может регулироваться в продольном направлении вдоль направляющей. Его функция состоит в том, чтобы поддерживать длинную заготовку верхним концом или устанавливать инструмент для обработки отверстий, такой как сверло или нож для клецок, для обработки отверстий. Установите сверло на заднюю бабку. Заготовку можно просверлить, чтобы токарный станок работал здесь как радиально-сверлильный станок.
Заготовку можно просверлить, чтобы токарный станок работал здесь как радиально-сверлильный станок.
4. Кровать
Кровать устанавливается на левую и правую ножки и поддерживает основные компоненты и сохраняет точное относительное положение или траекторию во время работы.
5. Подвижная коробка
Подвижная коробка закреплена в нижней части резцедержателя для совместного перемещения резцедержателя в продольном направлении. Его роль состоит в том, чтобы передать коробку подачи через световую планку.
Движение от (или ходового винта) передается на держатель инструмента, позволяя держателю инструмента выполнять продольную подачу, боковую подачу, быстрое перемещение или нарезание резьбы. Джойстик оснащен различными джойстиками или кнопками.
6. Коробка подачи
Коробка подачи закреплена на левой передней стороне станины и имеет механизм изменения механизма подачи для изменения подачи моторной подачи или шага обрабатываемой резьбы.
Этапы работы токарного станка
1. Проверка перед началом движения
Проверка перед началом движения
1.1 Заполните схему смазки станка соответствующей смазкой.
1.2 Проверить комплектность и надежность электрооборудования каждого отдела, рукоятки, деталей трансмиссии, защитных и ограничительных устройств.
1.3 Каждая шестерня должна находиться в нулевом положении, а ремень должен быть натянут.
1.4 Не допускается прямое хранение металлических предметов на поверхности кровати во избежание повреждения поверхности кровати.
1.5 Обрабатываемая заготовка, без грязного песка, предотвращает попадание грязевого песка в каретку и шлифует направляющую.
1.6 Перед тем, как заготовка будет закреплена, необходимо выполнить пробный запуск пустого станка, чтобы убедиться, что все в порядке, прежде чем можно будет загрузить заготовку.
2. Операционные процедуры
2.1 Когда заготовка готова, сначала запустите насос смазочного масла, чтобы перед запуском давление масла соответствовало требованиям станка.
2.2 При регулировке обменного держателя при регулировке колеса питание должно быть отключено. После регулировки все болты должны быть затянуты, ключ вовремя вынут, а заготовка снята для пробной эксплуатации.
После регулировки все болты должны быть затянуты, ключ вовремя вынут, а заготовка снята для пробной эксплуатации.
2.3 Сразу после загрузки и выгрузки заготовки снимите плавающий ключ патронного ключа и заготовку.
2.4 Задняя бабка и рукоятка станка должны быть отрегулированы в соответствующее положение в соответствии с потребностями обработки и затянуты или зажаты.
2.5 Заготовка, инструмент и приспособление должны быть надежно закреплены. Инструмент с плавающей силой должен ввести ножевую часть в заготовку, чтобы запустить станок.
2.6 При использовании центральной рамы или держателя инструмента центр должен быть отрегулирован, хорошо смазан и закреплен.
2.7 При обработке длинных материалов выступающая часть за шпинделем не должна быть слишком длинной. Если он слишком длинный, следует установить загрузочную раму и повесить знак опасности.
2.8 При подаче нож должен находиться близко к работе, чтобы избежать столкновения; скорость каретки должна быть равномерной. При смене инструмента инструмент должен находиться на соответствующем расстоянии от заготовки.
При смене инструмента инструмент должен находиться на соответствующем расстоянии от заготовки.
2.9 Режущий инструмент должен быть закреплен, а длина токарного инструмента, как правило, не более чем в 2,5 раза превышает толщину ножа.
2.1.0 При обработке эксцентричных деталей необходимо иметь соответствующий противовес, чтобы сбалансировать центр тяжести патрона, и скорость транспортного средства должна быть соответствующей.
2.1.1. Если карта выходит за пределы заготовки за пределы фюзеляжа, необходимо принять защитные меры.
2.1.2 Регулировка настройки инструмента должна быть медленной. Когда вершина инструмента находится на расстоянии 40-60 мм от места обработки заготовки, вместо прямой подачи следует использовать ручную или рабочую подачу.
2.1.3 При хонинговании заготовки напильником резцедержатель должен быть отведен в безопасное положение. Оператор должен стоять лицом к патрону, держа правую руку впереди, а левую сзади. Заготовку со шпоночным пазом на поверхности не допускается обрабатывать напильником.