
Схема простого сварочного полуавтомата
Сварочные полуавтоматы (СПА) находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности.
В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата, а также основные принципы работы и требования, предъявляемые к сварочным не нажатом положении). В других подающих механизмах двигатели имеют обмотку реверса движения.
Рис. 1. Структурная схема.
В основном используют двигатели постоянного тока. В некоторых современных портативных СПА механизм подачи как бы вращается вокруг проволоки, тем самым, заставляя двигаться ее, благодаря нарезанию резьбы вокруг проволоки.
Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее на небольшое расстояние, отпуская проволоку только в конце движения. При поступлении серии импульсов проволока потихоньку двигается.
При поступлении серии импульсов проволока потихоньку двигается.
Рис. 2. Конструкция.
В данной статье остановимся на самом простом варианте. Для любого простого СПА необходим в первую очередь сварочный трансформатор. Так как СПА обязан проваривать металл толщиной до 3 мм, то с учетом [1, 2] его мощность должна быть 1,8-3 кВт при напряжении холостого хода 40-60 В и крутопадающей характеристике (можно с низким КПД, т.е. собранном в любительских условиях).
Для соблюдения мер безопасности в холостом режиме СПА не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать диаграмме на рис. 3, где имк — напряжение включения СПА, снимаемое с микровыключателя; идв -напряжение, подаваемое на двигатель; ирев — напряжение, подаваемое на реверсивную обмотку двигателя; Ucna -напряжение, подаваемое на рукав и на отсекатель газа.
Рис. 3. Диаграмма логики управления.
Принципиальная схема
Схема на рис.4 является наиболее распространенной, хотя имеет ряд недостатков.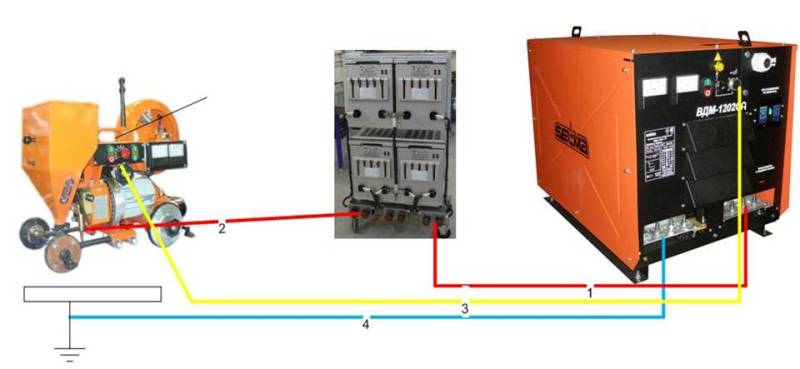 В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
Это делается для возможности регулировки тока. Но, как показали многолетние испытания, регулировка таким способом отрицательно сказывается на качестве свариваемого шва. Поэтому автор использовал сварочный реостат R2 (рис.4), который также применяется при сварке электродами.
Рис. 4. Принципиальная схема простого сварочного полуавтомата.
Изменение тока сварки с помощью реостата является наиболее простым и очень эффективным средством при регулировке сварочной дуги с разной толщиной металла. Автору удавалось сваривать изделия для швейной промышленности (оверлоков), имеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось.
Рис. 5. Схема подключения.
При нажатии SA1 (рис.4) вольтметр РА1 показывает напряжение Х.Х., на наконечнике рукава напряжение отсутствует. При нажатии SA2 включается подача проволоки, контакты SA2. 2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
В данной схеме рассматривается двигатель с реверсивной обмоткой. Для двигателя подачи с электротормозом схема включения показана на рис.5 (где 1 — двигатель; 2 — электротормоз). Через К1.2 заряжается С11.
По окончании режима сварки (SA2 не нажата) цепь питания К1 разрывается, а к К2 через замкнутые контакты SA2.1 от С11 подводится напряжение питания. В результате K2.1 и К2.2 замыкаются. Включается обмотка реверса двигателя М. А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2.1, то на наконечнике рукава присутствует напряжение питания и подается углекислота.
Это необходимо для того, чтобы подающая проволока отгорела в месте окончания сварки без ухудшения качества свариваемого шва. Одновременно реверсивный режим работы двигателя демпфирует инерционность редуктора и якоря двигателя. По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
Элементы
Подающий механизм взят от сварочного полуавтомата типа А547УмПДГ-309. Реле K1, K2 типа ТКЕ-54ПД1 или аналогичные с максимальным током на контактах до 2 А. Реле КЗ КМ200Д-В, реле К4 — отсекатель газа (идет в комплекте с подающим).
Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Выключатель SA1 — пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А.
Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1,5-3 кВт. Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 — ДФ2 или любой другой на ток 2 А.
В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см.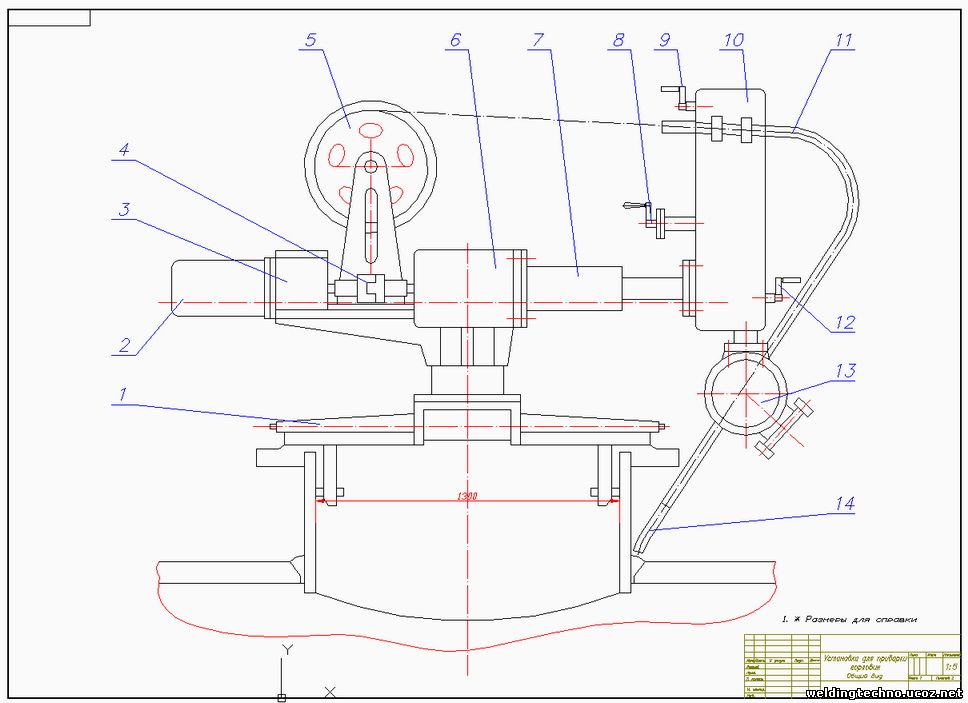
Рис. 6. В зазор трансформатора установлена полоска из текстолита толщиной 7 мм.
VD9 — Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 — Д226 с любым буквенным индексом; C1, C2 — 0,1 на 400 В, любые металлобумажные; C3-С8 -10000 на100 В типа К50-32, можно К50-18,К50-19; С9-С11 — 100 на 100 В К50-27, можно другие; R1 — шунт типа 75ШС ММЗ-500; R2 — реостат сварочный, можно от регулятора аргонно-дуговой сварки; R3 — 20 Ом ПЭВ-5-77; R4 — 47 Ом, реостат переменный 22 Вт; R5- 12 Ом ПЗ-75; R6- 100 Ом ПЗ-75; РА1 — вольтметр с пределом шкалы 75-100 В типа М43300, М43100; РА2 — амперметр с пределом шкалы 300500 А типа М43300, М43100.
Провода, указанные на схеме утолщенной линией, должны иметь площадь сечения не менее 20 мм.
Конструкция
На рис. 7 (а — вид сбоку; б — вид сверху) показана конструкция сварочного полуавтомата в сборе: 1 — трансформатор; 2 — диодный мост; 3 — дроссель L1; 4 — реостат R2; 5 — баллон углекислоты; 6 — «масса»; 7 -редуктор; 8 — подающий механизм; 9 — рукав; 10 — предохранитель; 11 — пакетный выключатель SA1; 12 -вольтметр, амперметр РА1 и РА2; 13 — регулятор скорости подачи R4.
Рис. 7. Конструкция сварочного полуавтомата. а — вид сбоку; б — вид сверху.
Наладка СПА. От качества настройки СПА сильно зависит удобство пользования аппаратом, поэтому необходимо как можно внимательней отнестись к следующим рекомендациям. В данном простейшем варианте СПА «узким местом» является настройка подачи проволоки и настройка качества шва.
Настройка подачи проволоки
Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты. Если углекислота подключена тумблером SA3 (он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02), отключить отсекатель газа.
При нажатии SA2 должны сработать отсекатель тока, отсекатель газа (при включенном SA3) и двигатель подающего механизма М. Через 5 с отпустить SA2 , при этом двигатель должен включиться в обратном направлении.
Заправить проволоку от барабана 1 через подающий механизм в рукав и затянуть ролик подачи, чтобы проволока 5 прижималась роликом 3 к подшипнику 4 и входила в рукав 2 (рис. 8).
8).
Рис. 8. Подающий механизм для проволоки.
Включить SA2 на 20 с, после чего выключить. Механика очень инерционна, поэтому проволока сначала движется медленно, а со временем ускоряется. При отпускании SA2 ток в двигателе через реверсивную обмотку должен быть достаточен для полного торможения проволоки. Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время.
Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6. Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2.
К сожалению, описать все подробности регулировки не позволяет объем статьи и, кроме того, невозможно учесть все нюансы разных серий подающих механизмов. Процесс сварки чаще всего будет прерывистым, т.е. с интервалом включения подачи проволоки примерно в 0,5-1 с. Настройка качества шва для проволоки диаметром 0,8-1 мм
Настройка качества шва для проволоки диаметром 0,8-1 мм
Отрегулировать в процессе сварки подачу углекислоты в пределах 0,5-1 атм по манометру на редукторе. Установить в среднее положение реостат R2.
На чистом листе металла 0,7-0,8 мм при подсоединенной массе включить режим подачи проволоки. Если лист металла будет прожигаться, уменьшить подачу проволоки реостатом R4.
При дальнейшем прожигании листа увеличить сопротивление реостата R2. Если проволока не расплавляется, а краснеет и ложится на лист небольшими кучками, увеличить реостатом R4 подачу проволоки или уменьшить сопротивление реостата R2.
Эти все процессы необходимо наблюдать через маску для электросварки. Как только шов будет ложиться нормально на лист металла, необходимо отрегулировать зазор в дросселе. Для этого измеряют вольтметром переменную составляющую в режиме сварки непосредственно между плюсом на рукаве и «массой». Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Надо учитывать слишком большую индуктивность дросселя. При этом ток, необходимый для нормальной сварки, будет нарастать через определенный промежуток времени, а в начальный момент подаваемая проволока не будет даже расправляться. В этом случае необходимо уменьшить количество витков на дросселе.
Для безопасности автор рекомендует все операции настройки проводить в резиновых перчатках на резиновом коврике в сухом помещении. Все детали, находящиеся под напряжением, следует изолировать. Для сварщика лучше использовать специальный сварочный костюм, так как при работе образуется большое количество окалины (брызг раскаленного металла).
Литература:
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№1 .-С..21-22
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№3.- С.43-45.
Ответы на вопросы тех, кто хочет самостоятельно изготовить сварочный агрегат
Почему именно крутопадающая характеристика?
Большинство радиолюбителей при сборке СПА пользуются самодельными сварочными трансформаторами. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1].
Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1].
Рис. 1. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику.
Это выгодно сказывается при конструировании СПА, так как основная масса сварщиков имеет невысокие профессиональные навыки, а именно, умение правильно держать «рукав» (под правильным углом по отношению к свариваемой конструкции), правильно зажигать дугу и поддерживать ее горение.
Как видим из рис.1, дуга имеет разные характеристики при различной ее длине 11, 12 где 11 и 12 ~ расстояние между электродами. При этом изменение тока незначительное, что выгодно влияет на фильтрацию переменной составляющей, а также на однородность свариваемого шва.2.
Как собрать трансформатор для СПА?
Этот вопрос является наиболее трудным, так как количество витков в трансформаторе напрямую зависит от свойств магнитного железа, применяемого в сердечнике трансформатора.
При расчете сварочного трансформатора в первую очередь необходимо учитывать габаритную мощность трансформатора, которая для нормального провара металла глубиной до 4 мм составляет примерно 3 кВт. Рассмотрим подробнее устройство трансформаторов [2].
Трансформатор состоит из следующих частей: сердечника, обмоток, каркаса и деталей, стягивающих сердечник. Сердечник трансформатора является магнитопроводом, который изготовляют из стальных листов толщиной 0,35…0,5 мм [3]. В настоящее время применяют два вида специальной электротехнической стали: горячекатаную с высоким содержанием кремния и холоднокатаную. Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Стальные листы изолированы друг от друга бумажной, лаковой изоляцией (толщиной 0,04-0,6 мм) или окалиной, что позволяет уменьшить потери мощности в магнитопроводе за счет того, что вихревые токи замыкаются в плоскости поперечного сечения отдельного листа (рис.2). Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление.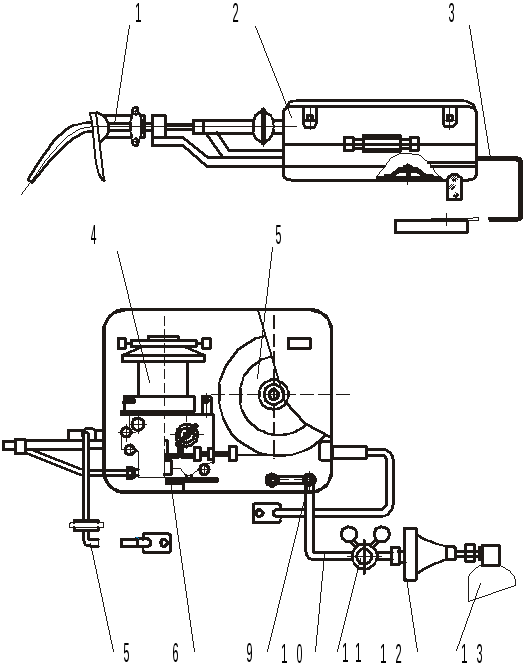
Рис. 2. Стальные листы трансформатора изолированы друг от друга бумажной, лаковой изоляцией.
В результате вихревой ток и потери мощности на нагрев магнитопровода уменьшаются (по этой причине автор не советует использовать сердечники от электродвигателей).
По типу или конфигурации магнитопровода трансформаторы подразделяют на стержневые и броневые.
В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его (рис.3,а) В броневых трансформаторах магнитопровод частично охватывает обмотки и как бы «бронирует» их (рис.3,6).
Рис. 3. В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его.
Горизонтальные части магнитопровода, не охваченные обмотками, называются нижним и верхним ярмом. Трансформаторы большой и средней мощностей обычно изготовляют стержневыми, так как они проще по конструкции, имеют лучшие условия для охлаждения обмоток, что особенно важно в мощных трансформаторах, имеющих большие габариты. Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Рис. 4. Магнитопровод трансформаторов большой и средней мощностей набирают из отдельных пластин прямоугольной формы.
Для уменьшения магнитного сопротивления их набирают так, чтобы стыки пластин в двух соседних слоях были в разных местах. Аналогично выполняют магнитопроводы с двумя стержнями. Магнитопроводы броневого типа применяют для сухих трансформаторов средней мощности и используют в электросварке. Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Трансформаторы малой мощности могут иметь магнитопровод, собранный из пластин, выполненных в форме буквы «Ш», и прямоугольных полос (рис.4,6) Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали (рис.5).
Рис. 5. Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали.
Это позволяет уменьшить воздушные зазоры в магнитопроводе и снизить магнитное сопротивление, а следовательно, и ток холостого хода. В большинстве случаев ленточные магнитопроводы разрезают, чтобы на них легче посадить заранее намотанные обмотки.
Затем половинки магнитопроводов соединяют. Из ленточных магнитопроводов чаще всего для электросварки применяют кольцевые тороидальные (рис.5,в). КПД таких тороидальных трансформаторов очень высок. Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
При изготовлении трансформаторов используют каркасы для намотки обмоток (рис.6). Как правило, их изготовляют из листовых электроизоляционных материалов (гетинакс или электроизоляционный картон). Размеры каркаса зависят от размера сердечника.
Рис. 6. Каркас для намотки обмоток трансформаторов.
У тороидальных трансформаторов каркас отсутствует, сердечник обматывают специальной лакотканью (стеклоткань или искусственная высоковольтная электротехническая ткань, пропитанная электротехническим лаком). Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Для изготовления обмоток трансформаторов и дросселей применяют круглые медные провода с эмалевой изоляцией (в первичной обмотке можно использовать указанные провода, при этом провода укладывают как можно ближе друг к другу, одновременно провод изолируют лакотканью (можно стеклотканью с пропиткой лаком), в случае намотки первичной обмотки двумя проводами каждый провод изолируют отдельно).
Начало намотки фиксируют ниткой (рис.7). При этом провод должен выходить сбоку трансформатора, а не внутри его. Вторичную обмотку (силовую) наматывают прямоугольным проводом (изоляция провода аналогична рассмотренной выше).
Рис. 7. Начало намотки фиксируют ниткой.
Расчет трансформатора
Рассмотрим наиболее простой метод расчета сварочного трансформатора. Начальные данные: Ргаб=3 кВт; Uxx=45 В при Ih=0; Uh=30 В при 1н=100 А; исети=220 В; Рсети=50 Гц; допустимый КПД=0,85.
Автор использовал табличные данные из разных источников, поэтому они приближенные.
Рис. 8. Магнитопроводы трансформаторов.
Воспользуемся методикой, предложенной в [4]. Имеем формулу:
Как видим, полученное значение Км меньше табличного (табл.2). В этом случае полезно на 10% увеличить диаметр провода первичной обмотки, поскольку она расположена внутри и хуже охлаждается. В большинстве случаев конструирования сварочных трансформаторов число витков на 1 В достигает 0,7.
Прежде чем наматывать вторичную обмотку, желательно собрать трансформатор и проверить ток холостого хода по методике, рассмотренной в [2].
Остановимся немного на технологии сборки трансформатора. Каркас изготовляем с внутренним окном (рис.6,б) не 10-20% больше размеров сечения сердечника. После сборки трансформатора в оставшиеся промежутки между каркасом и сердечником забиваем расклинивающие деревянные клинья для снижения уровня шума.
При намотке на каркас обмотки (особенно вторичной) в окно каркаса вставляем деревянный брусок, а обмотку прибиваем к каркасу деревянным молотком (лучше через текстолитовую пластину, чтобы не повредить изоляцию проводов). Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Диэлектрическая проницаемость Епр не должна быть менее (в межобмоточной изоляции) 10 кВ/мм. Как правило, первичную обмотку наматываем первой, а вторичную -сверху первичной, изоляция между обмотками должна быть двойной.
Если необходимого провода нет, то обмотку можно наматывая двойным проводом (одновременно), причем суммарная площадь сечения проводов должна быть на 10-20% больше расчетной.
Сердечник трансформатора стягиваем шпильками через отверстия (рис.4), при этом саму шпильку изолируем от сердечника электроизоляционной бумагой (табл.4). Для стяжки сердечника используем также бандаж или брусья (стальная лента шириной 40 мм, толщиной 1-3 мм) из маломагнитной стали.
Как правило, верхнюю ярмовую балку стягиваем с обеих сторон пластинами, а нижнюю — уголками, которые играют роль шасси. От активной стали магнитопровода эти пластины изолируем с помощью полосы электротехнического картона толщиной 23 мм. Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты.
Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты.
Автор: И.Н. Пронский, г. Киев. Украина.
Литература:
- Пронский И.Н. Секреты сварочного трансформатора // Радиоаматор. — 1998.- №1.
- Зызюк А.Г. О трансформаторах // Радиоаматор.- 1998.- №2.
- Мезель К.Б. Трансформаторы электропитания — М.: Энергоиздат, 1982.
Схема самодельного сварочного полуавтомата. | Самодельные сварочные аппараты, полуавтоматы, схемы
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.

- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.

В результате такой работы сварочного полуавтомата шов получается качественный.
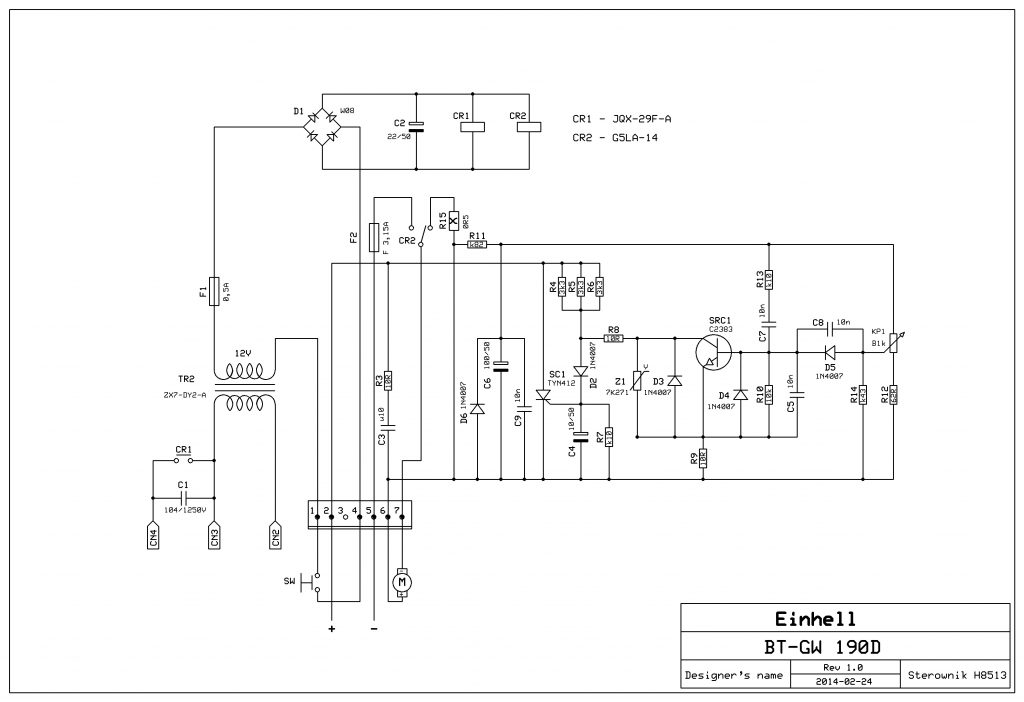
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
Схема работает следующим образом:1. Ручной режим.Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3. 1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5.1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность — это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1…3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1…10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.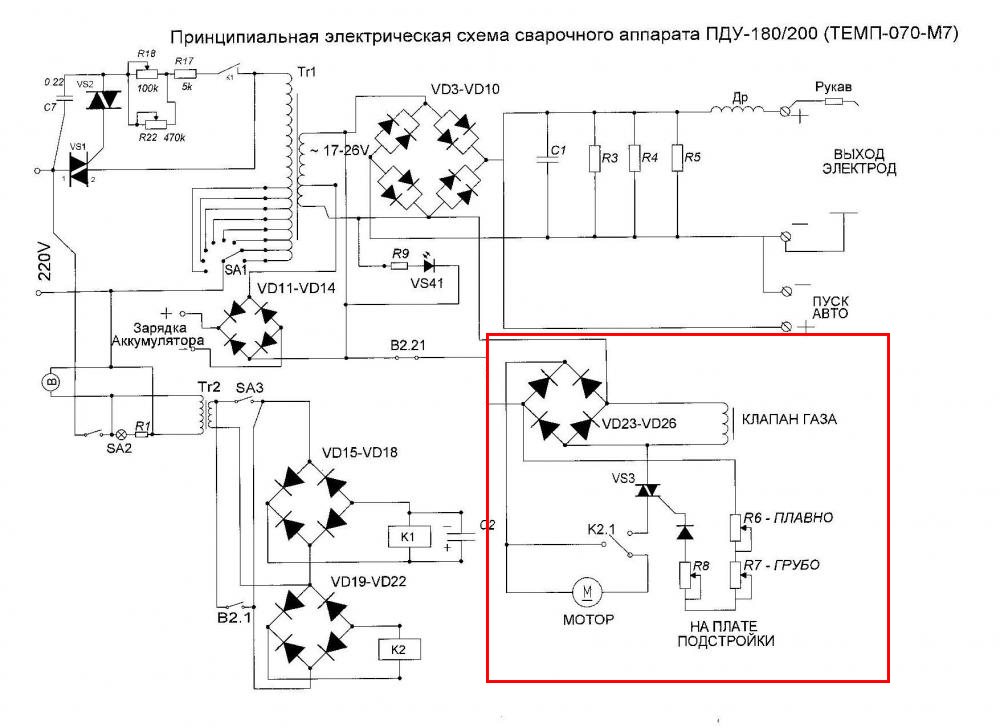
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) — 5..10А, остальные реле (К2, К4, К5) — 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:
Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.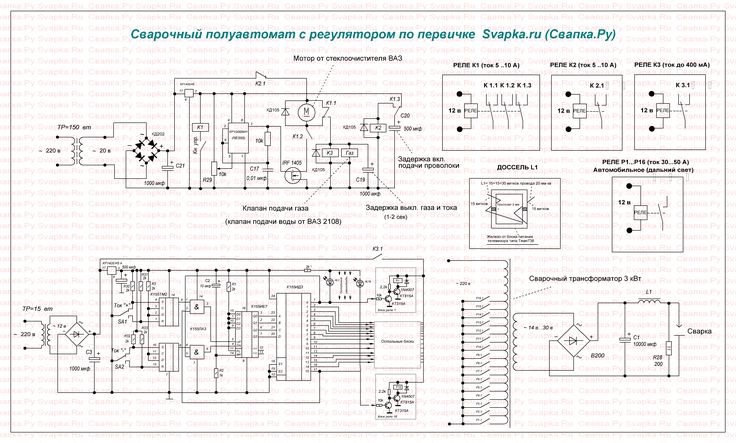
Большое спасибо ему за это.
Внешний вид полуавтомата:
Компоновка, вид сверху:
Компоновка, вид сбоку:
Компоновка, вид сбоку, вид подающего механизма:
Протяжный механизм:
Плата управления сварочным полуавтоматом:
Диодный мост, дроссель, трансформатор питания схемы управления:
Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)
Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Печатная плата432
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Различия в сравнении (с плюсами и минусами)
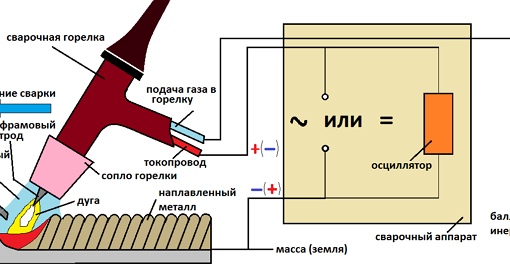
Выход постоянного тока («DC») является предпочтительным источником питания для большинства сварочных операций. Но переменный ток («AC») играет решающую роль в процессе сварки TIG при сварке алюминия и подобных металлов.
Но переменный ток («AC») играет решающую роль в процессе сварки TIG при сварке алюминия и подобных металлов.
Сварочный ток и полярность часто сбивают с толку новичков. Но некоторые опытные сварщики также не до конца разбираются в электрическом токе, потому что нужно учитывать множество нюансов.
В этой статье вы узнаете, что такое переменный и постоянный токи, их различия при сварке и какой из них лучше подходит для различных применений.
Краткий обзор различий сварки на переменном и постоянном токе
Мы создали приведенную ниже таблицу в качестве краткого справочника, чтобы помочь вам визуализировать различия между сваркой на переменном и постоянном токе.
Читайте дальше, чтобы узнать о различиях более подробно.
| AC | DC | |
|---|---|---|
| Weld Spatter | More | Less |
| Arc Stability | Worse | Better |
| Filler Metal Deposition Rates | Moderate | High |
| Penetration | Moderate | High |
| Voltage Drops Using Long Leads | No | Yes |
| Возникновение дуги при сварке намагниченного металла | Нет | Да |
| Сварка черных металлов, таких как сталь | SMAW только | Все процессы сварки дуговой сварки |
| Сварки алюминий | AC TIG | DC MIG |
| TIG WERNDIO | Низкий | От среднего до высокого |
Что такое постоянный ток в сварке?
Постоянный ток означает постоянный ток, и он течет в одном направлении. Поскольку для прохождения электричества электрическая цепь должна быть непрерывной, мы используем зажим заземления и электрододержатель или горелку TIG/MIG для замыкания цепи. Дуга прыгает между электродом и металлом с прикрепленным заземляющим зажимом, замыкая электрическую цепь.
Поскольку для прохождения электричества электрическая цепь должна быть непрерывной, мы используем зажим заземления и электрододержатель или горелку TIG/MIG для замыкания цепи. Дуга прыгает между электродом и металлом с прикрепленным заземляющим зажимом, замыкая электрическую цепь.
Электрод и металл нагреваются до точки плавления благодаря электрическому сопротивлению металла. Но выбор неправильной полярности резко снижает качество сварки.
Итак, ваш заземляющий зажим и электрод должны быть правильно подключены к источнику питания (сварочному аппарату). Каждый процесс сварки требует определенной полярности в зависимости от свариваемого металла и выбора электрода.
Положительный электрод постоянного тока («DCEP») – Клемма заземления отрицательная, а электрод положительный. Электрод получает около 70% тепла и 30% работы.
Отрицательный электрод постоянного тока («DCEN») — Клемма заземления положительная, а электрод отрицательный. Электрод получает около 30% тепла и 70% работы.
Электрод получает около 30% тепла и 70% работы.
Электроны всегда текут от отрицательного полюса к положительному. Например, если электрод положительный, электроны перетекают от заготовки к электроду, и наоборот, если электрод отрицательный.
Вы можете подумать, что DCEN является предпочтительной полярностью для сварки, поскольку тепло концентрируется на заготовке. Это должно быть хорошо для проникновения.
Верно?
Что ж, это правда, но не всегда. Далее в статье мы объясним требуемую полярность и почему для сварки электродом требуется полярность, противоположная сварке TIG.
Что такое переменный ток в сварке?
Переменный ток переключает направление тока назад и вперед много раз в секунду. Стандартные домашние розетки в США обеспечивают питание 110–120 В переменного тока с частотой 60 Гц, в то время как в европейских странах используется 220–240 В с частотой 50 Гц.
Итак, ваша доступная мощность меняет полярность 50-60 раз в секунду. То же самое относится и к сварке с источником переменного тока. Электрододержатель/горелка MIG/TIG и зажим заземления будут переключать полярность много раз в секунду.
То же самое относится и к сварке с источником переменного тока. Электрододержатель/горелка MIG/TIG и зажим заземления будут переключать полярность много раз в секунду.
Однако не путайте входную частоту переменного тока и выходную частоту сварочного аппарата. В то время как старые устройства могли обеспечить только выходную частоту от настенной розетки (входная частота), новые сварочные аппараты позволяют изменять выходную частоту. Некоторые машины могут выдавать до 500 Гц!
Различия между сваркой на переменном и постоянном токе
Существенная разница очевидна. Выход переменного тока переключает полярность, и ток постоянно течет вперед и назад, в то время как выход постоянного тока поддерживает постоянную полярность, и ток течет в одном направлении.
Для большинства сварочных работ использование переменного тока нежелательно. Дуга гасится и снова зажигается каждый раз при смене полярности. В результате переменный ток вызывает нестабильность дуги при сварке электродами и не способствует процессам сварки MIG или FCAW.
Давайте разберем различия между сваркой на переменном и постоянном токе по процессам…
Сварка электродом на переменном токе и постоянном токе (SMAW)
Первые сварочные аппараты для сварки электродом, также называемые жужжащими ящиками, были аппаратами с выходом переменного тока. Действие по переключению полярности заставляло устройство издавать звук шмеля — отсюда и название жужжащего ящика.
Хотя эти сварочные аппараты переменного тока выполняли свою работу, дуга была далеко не такой стабильной, как источники постоянного тока. Так, сварка стержнем в основном выполняется на машинах постоянного тока.
Однако выбор полярности играет решающую роль в достижении качественных сварных швов SMAW. DCEP обеспечивает наилучшее проплавление, даже если электричество направлено на сварочный электрод.
Звучит нелогично, я знаю. Но попробуйте представить себе следующее…
Тепло концентрируется на электроде, вызывая его плавление, а капля жидкости на конце стержня устремляется в свариваемый металл, выстреливая его глубоко в сварной шов.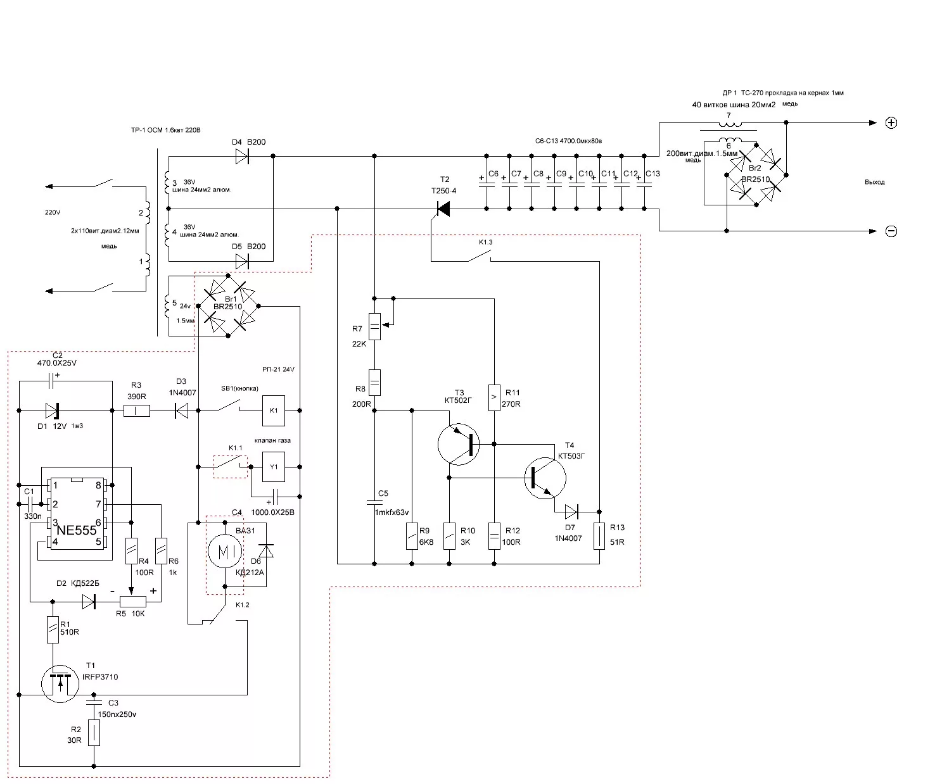
Таким образом, DCEP является наиболее часто используемой полярностью при сварке электродом. Однако у DCEN также есть свои применения. Например, вам не нужно максимальное проплавление при сварке тонкого материала или выполнении наплавочных швов.
Существуют десятки электродов SMAW для сварки низкоуглеродистой и нержавеющей стали. Некоторые из них можно использовать со всеми полярностями, в то время как другие лучше всего работают с AC, DCEN или DCEP. Это зависит от состава флюсового покрытия.
Сварка ВИГ переменным током и постоянным током (GTAW)
В зависимости от свариваемого материала в процессе сварки ВИГ используется выход постоянного или переменного тока. Мягкая сталь, нержавеющая сталь и углеродистая сталь обычно свариваются на постоянном токе, а для алюминия и магния требуется выход переменного тока.
Подробнее : Что такое сварка TIG?
TIG на постоянном токе
Стандартная полярность сварки TIG на постоянном токе противоположна сварке электродом. Таким образом, DCEN является предпочтительной полярностью, поскольку ток и тепло сосредоточены на свариваемом металле.
Таким образом, DCEN является предпочтительной полярностью, поскольку ток и тепло сосредоточены на свариваемом металле.
DCEP сосредотачивает слишком много тепла на вольфрамовом электроде, что приводит к эрозии вольфрама и плавлению кончика электрода. Если вам нужно свернуть вольфрамовый наконечник, вы можете ненадолго использовать DCEP. Но, кроме этого, DCEP редко используется для сварки TIG.
AC TIG
Под воздействием воздуха на поверхности алюминия образуется оксидная пленка, и этот оксидный слой плавится при более высокой температуре (3200º+F), чем чистый алюминий под ним (1200ºF). Итак, чтобы успешно сварить алюминий, перед сваркой необходимо удалить оксидный слой.
Однако удалить этот слой невозможно, тем более, что он сразу начинает образовываться после того, как вы его очистите. Пленка микрооксида образуется менее чем за секунду после очистки, и эти оксиды приводят к загрязнению сварного шва.
К счастью, полярность сварки DCEP TIG эффективно разрушает этот остаток оксида алюминия.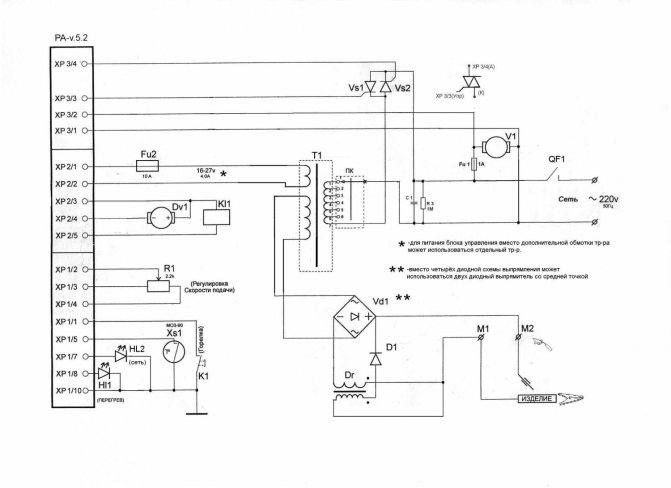 Когда электроны от заготовки (отрицательный полюс) попадают на вольфрамовый электрод (положительный полюс), оксид алюминия на поверхности разрушается и сгорает.
Когда электроны от заготовки (отрицательный полюс) попадают на вольфрамовый электрод (положительный полюс), оксид алюминия на поверхности разрушается и сгорает.
Однако DCEP обеспечивает плохое проникновение, и для предотвращения возгорания вольфрамового электрода диаметр электрода должен быть большим.
Итак, DCEN играет решающую роль в проникновении алюминия под оксиды после того, как DCEP очистит поверхность. AC TIG использует как положительный, так и отрицательный электрод, переключая полярность много раз в секунду.
Частота сварки ВИГ переменным током может быть предварительно установлена на уровне 50–60 Гц или в диапазоне от 20 до 500 Гц, если органы управления сварочным аппаратом позволяют устанавливать частоту пользователем.
Связанные : Рекомендуемые аппараты для сварки TIG на переменном/постоянном токе
Сварка MIG на переменном и постоянном токе (GMAW)
Процесс сварки MIG требует соблюдения полярности DCEP, как и сварка электродом. Невозможно использовать DCEN для сварки MIG, потому что сварные швы будут комковатыми, а дуга будет ужасной.
Невозможно использовать DCEN для сварки MIG, потому что сварные швы будут комковатыми, а дуга будет ужасной.
И прежде чем вы спросите…
Для сварки алюминия методом MIG также требуется DCEN. Таким образом, при использовании процесса MIG полярность не изменяется независимо от материала сварки.
Сварка MIG на переменном токе используется в промышленных процессах, таких как сварка холодным переносом металла и импульсная сварка алюминия на переменном токе. Но это не должно вас беспокоить, если вы не инженер-сварщик, работающий над повышением производительности автоматической сварки.
Сравнение сварки порошковой проволокой на переменном токе и постоянном токе (FCAW)
Для безгазовой или самозащитной порошковой проволоки требуется полярность DCEN. Таким образом, для типичных сварочных работ FCAW вам необходимо переключить полярность, если вы используете сварочный аппарат MIG.
Однако для сварки порошковой проволокой в среде защитных газов требуется та же полярность, что и для процесса сварки MIG (т. е. DCEP).
е. DCEP).
AC Против. Преимущества и недостатки постоянного тока
Преимущества переменного тока
- Благодаря фазе постоянного тока переменного тока мы можем сваривать алюминий и магний методом сварки TIG.
- В отличие от постоянного тока, переменный ток не испытывает падения напряжения при использовании длинных проводов. И TIG, и дуговая сварка выигрывают от переменного тока при использовании длинных проводов для сварки вдали от источника питания.
- Сварочные аппараты переменного тока дешевле, но в настоящее время они редко доступны.
- Некоторые стержневые сварочные электроды лучше всего работают при использовании переменного тока. Таким образом, использование переменного тока имеет смысл только при наличии этих специальных электродов.
- Выход переменного тока создает более стабильную дугу при сварке металлов, подверженных воздействию магнитных полей, предотвращая прорыв и отклонение дуги.
Переменный ток Недостатки
- Переменный ток создает больше брызг и менее стабильную электрическую дугу при сварке низкоуглеродистой и нержавеющей стали.
- Качество сварки электродом не соответствует сварным швам, выполненным на выходе постоянного тока.
- Аппараты для сварки TIG на переменном токе значительно дороже, чем аппараты для сварки TIG на постоянном токе.
Преимущества постоянного тока
- Выход постоянного тока обеспечивает значительно более стабильную дугу при электродуговой сварке по сравнению с переменным током.
- Форма сварного шва более однородная.
- Дугой SMAW легче управлять, что помогает лучше направлять расплавленный присадочный металл.
- Меньше разбрызгивания.
- DCEP обеспечивает превосходное проплавление при сварке электродом.
- DCEN обеспечивает более высокую скорость осаждения присадочного металла при сварке электродами. Но, поскольку проникновение уменьшается, DCEN лучше всего использовать с тонким листовым металлом.
Постоянный ток Недостатки
- Сваривать намагниченный металл сложно из-за дуновения дуги и отклонения.
- DC TIG и SMAW не могут сваривать такие металлы, как алюминий.
- Оборудование постоянного тока дороже. Но, поскольку сварочные аппараты постоянного тока стали широко доступны, это больше не является ярко выраженной проблемой.

Где используется сварка переменным и постоянным током?
Сварка переменным током лучше всего подходит для сварки TIG алюминия или если свариваемый металл намагничен. Для всего остального предпочтительнее сварка постоянным током.
Тем не менее, мы составили таблицу ниже, чтобы предоставить краткую справочную таблицу.
| Общие способы сварки на постоянном токе | Общие способы сварки на переменном токе | |
|---|---|---|
| Постоянный ток0026 Только процессы сварки TIG и дуговой сварки на переменном токе | ||
| Сварка малоуглеродистой стали, нержавеющей стали, чугуна, титана, меди, латуни, бронзы, никеля и многих других металлов | SMAW: низкоуглеродистая сталь, нержавеющая сталь. AC TIG: алюминий и магний AC TIG: алюминий и магний | |
| Ненамагниченные металлы | Ненамагниченные и намагниченные металлы | |
| Сварка вблизи источника тока | Сварка вдали от источника тока |
 SMAW расшифровывается как дуговая сварка под флюсом. Название этого вида сварки дает нам представление о том, что металлические электроды погружаются в какую-то жидкость.
SMAW расшифровывается как дуговая сварка под флюсом. Название этого вида сварки дает нам представление о том, что металлические электроды погружаются в какую-то жидкость.
 Для станка требуется расходуемый электрод и электропитание.
Для станка требуется расходуемый электрод и электропитание.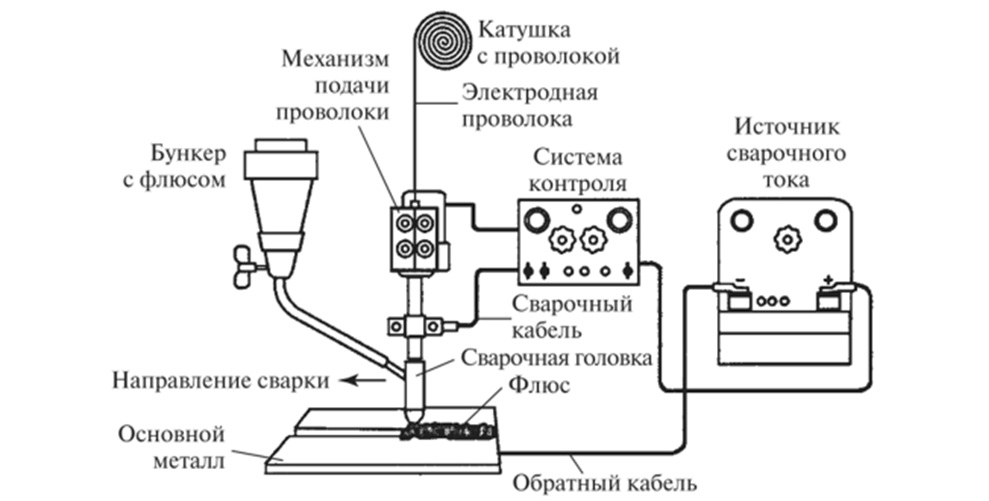 Они бывают плоскими, горизонтальными, вертикальными и накладными.
Они бывают плоскими, горизонтальными, вертикальными и накладными.

 Оборудование, используемое в процессе SMAW, можно перемещать с одного места на другое.
Оборудование, используемое в процессе SMAW, можно перемещать с одного места на другое.| SMAW сварки | TIG WELDIN| В этом процессе используется нерасходуемый электрод. | |
| Электрод одноразового использования | Этот же электрод можно использовать еще раз для другого цикла. |
The table below shows the comparison between smaw and gmaw
| SMAW Welding | GMAW Welding |
| Электрод, используемый в процессе плавки, не может быть использован повторно и является расходным материалом | Электрод, используемый в процессе плавки, также является расходным материалом и не может быть использован повторно, как в процессе SMAW |
Для замены электрода необходимо остановить машину. | Станок не нужно останавливать, так как электрод автоматически подается в систему с катушки |
| Сварка SMAW | Сварка FCAW |
| Электрод, используемый в процессе плавки, покрыт инертным газом, используемым для защиты | Флюс заполняется только в сердцевине электрода. В отличие от электрода, используемого в процессе SMAW. |
| Электрод, используемый в этом процессе, является расходным материалом. | Используемый электрод является расходуемым, как и в СМ. |
В таблице ниже показано сравнение сварки плавкой дугой и дуговой сваркой
| SMAW Welding | GTAW Welding |
| The electrode is consumable | The electrode is non consumable and re usable |
| The electrode has inert gas coating which keeps melting | The shielding gas подается из цилиндра снаружи |
В этой статье мы обсуждали процесс сварки SMAW.