
Сварочный аппарат своими руками: расчёт и последовательность сборки
Современному человеку тяжело представить себе создание и возведение металлических конструкций без использования сварки. Данный метод позволяет качественно и надежно соединять между собой металлические детали.
В результате технология сварки получила широкое распространение и в промышленности, и в быту. Сердцем сварочного аппарата является трансформатор. Его задача заключается в преобразовании электричества сети до необходимого значения.
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение сварочного трансформатора заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.


Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В. Предназначен для бытовых нужд.
- Трехфазный трансформатор – работает при напряжении сети 380 В. Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
Сварочный аппарат: дуговая характеристика
Дуга — электроразряд, протекающий несколько минут между электродом (плюсовым или фазным выводом) и массой (вывод минусовой). Помещенный в эту зону металл разогревается и плавится. При возникновении дуги возникает пробой газа межэлектронной области, а при стабилизации дугового процесса появится проводимость ионов. Стабилизатором нормальной дуги считается верхний слой электрода, так называемая обмазка, улетучивающаяся при сварке.
Стабилизатором нормальной дуги считается верхний слой электрода, так называемая обмазка, улетучивающаяся при сварке.
В процессе соединения металлов электродом, под воздействием высоких температур, осуществляется непосредственное расплавление металла с последующим формированием капли, а затем ее перенос с электрода на конструкцию. Возникновение, формирование и диаметр капель, а также скорость их появления, в основном зависят от длины электродуги, параметров электрода и силы тока.
Если система работает нормально, металл наваривается ровно, а дуга стабильна, то все выполнено прекрасно. Если нет, то ВАХ системы жесткая. Это исправляется включением балластного резистора номиналом меньше 1 Ом (часть проволоки нихромовой). Такой резистор ограничит I max трансформатора (ток максимальный) и выправит его ВА характеристику.
Так возможно получить хорошие результаты протекания нормальной дуги при ручной сварке. Улучшения крутизны ВА характеристики можно добиться, увеличив холостой ход (выходное напряжение) за счет снижения КПД системы.
Устройство трансформатора
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Естественно, каждый процесс сваривания в зависимости от особенностей материалов требует определенные параметры трансформатора. В результате это отображается в принципе действия и особенностях конструкции трансформатора.
Изменения касаются регулировки параметров. В каждом конкретном случае требуется определенный подход. Например, работа с тонкими металлическими изделиями предполагает точную настройку параметров, чтобы исключить возможность перепалить детали.
Многие модели характеризуются практически одинаковым набором функций и состоят из одних и тех же узлов, а главное отличие между ними заключается в размерах.
В результате становится возможным изготовление однотипных приборов, имеющих различные диапазоны регулировки по максимальному току и напряжению, что, в свою очередь, будет определять и диаметры электродов, с которыми можно работать.
Также в трансформаторе может находиться и выпрямитель. Его главной задачей является преобразование переменного тока сети в постоянный. В результате сварку можно будет выполнять более качественно. В таком случае схема устройства будет включать еще один элемент.
В других случаях устройство трансформаторов может существенно отличаться из-за принципа регулировки напряжения, несмотря на выполнение одних и тех же функций их строение различно.
Устройство сварочного трансформатора.
Существует несколько основных вариантов регулировки:
- изменением расстояния между первичной и вторичной обмоткой;
- за счет подвижного шунта, изменяющего расстояние зазора;
- благодаря секционной обмотке.
Что касается простых пользователей, то для них, вне зависимости от варианта устройства, все сводится к простому повороту ручки.
Кроме перечисленных выше особенностей устройства данного прибора, в нем могут быть реализованы и дополнительные элементы, такие как: вентиляция, система автоотключения, средства для перемещения и транспортировки. Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Чтобы лучше понять устройство сварочного трансформатора, его лучше рассматривать на примере конкретной модели. Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Данное оборудование применяется для понижения напряжения сети до необходимого значения. Конечно же, для различных режимов и холостого хода необходимо различное напряжение, в связи с чем в этом аппарате имеется возможность регулировки параметров, что позволяет добиться нужных характеристик.
Устройство и обслуживание сварочного трансформатора ТДМ такое же, как и у многих других моделей. По сути данный аппарат является регулируемым источником питания сварочного процесса.
Он позволяет осуществлять сварку тонкого металла и более толстых деталей, в зависимости от параметров техники и режимов. Данный аппарат может быть классифицирован по следующим признакам.
Тип подключения:
- возможность подключения к обычной бытовой сети с обыкновенной розеткой, что делает возможным его использование в домашних условиях;
- трехфазные аппараты являются более сложными в подключении и применяются в основном в промышленных целях, кроме того такие устройства отличаются более высокой мощностью.
Первичная и вторичная обмотка трансформатора.
В зависимости от назначения выделяют:
- бытовые аппараты, предназначенные для простых вариантов ручной дуговой сварки, осуществляемой обыкновенными электродами с покрытием;
- промышленные – устройства способные питать сразу несколько рабочих мест одновременно.
Кроме того, существуют и отличия в принципе регулировки напряжения. Выделяют устройства с нормальным рассеиванием магнитного поля, обычно это тиристорные трансформаторы. Такие аппараты применяются в сварке с использованием флюса.
С увеличенным рассеянием существует большее количество моделей, к которым относятся аппараты с подвижным шунтом, подвижной катушкой, а также устройства с секционной обмоткой.
Обычно трансформатор переменного тока имеет следующее устройство:
- первичная обмотка, на которую подается ток из сети;
- вторичная обмотка;
- подвижный элемент замкнутого магнитопровода;
- система подвеса аппарата;
- движущийся винт, позволяющий регулировать воздушный зазор между обмотками;
- рукоять винта управления.
Естественно, приведенное выше устройство не является единственным вариантом исполнения. Это всего лишь один из наиболее распространенных и популярных вариантов трансформатора с подвижными обмотками.
Если необходимо сделать самодельный сварочный трансформатор, тогда нужно, чтобы в нем были реализованы следующие элементы:
- Центральная часть – магнитопровод, изготавливаемый из нескольких пластин, гальванически разъединенных между собой. Самодельные сердечники делают из электротехнической стали, которую можно взять из «донорской» техники.
- Обмотки из изолированного провода размещаются на сердечнике. Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата.
- Регулировку тока можно осуществлять, используя различные решения, приведенные ранее. Речь идет про подвижный шунт, обмотки и т.д.
- В целях защиты устройства его помещают в корпус.
- Не стоит забывать и про дополнительные элементы, такие как: вентиляция, ручки для более комфортной транспортировки и т.д.
 Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата.
Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата.Можно также соединить два трансформатора своими руками с разделением первичной обмотки на две.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Принцип работы
Принцип работы сварочного трансформатора заключается в снижении напряжения сети до необходимого значения в 60-80 В и повышении силы тока до 40-500 А. Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.
Конструкция трансформатора для сварки.
Устройство и принцип действия сварочного трансформатора основаны на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Так, если намотать на первую обмотку сто витков, а на вторую – 5, то коэффициент трансформации в таком случае будет равен двадцати. В результате после подключения прибора в обычную бытовую сеть, он на выходе будет выдавать одиннадцать вольт, т.е. значение в двадцать раз меньшее, чем в сети.
Изменить нагрузку можно путем изменения зазора магнитопровода. Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Окончательная сборка
Чтобы разорвать контакты первичной сети, необходимо правильно подсоединить перемычки. Для этого в блок управления на кнопку пуска заводят кабели и переключатели. Затем их выводят на корпусное основание. Если необходимо, то применяются кулеры.
Под конец желательно использовать шеллак, для пропитки полученного агрегата.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Проверка
Перед использованием, необходимо предварительно проверить технику на безопасность работы. Для этого проводят профилактический осмотр:
- чистят все элементы;
- проверяют правильность изолирования проводов;
- зачищают деформированную поверхность;
- осматривают надежность крепежа всех деталей;
- заземляют аппарат.
Только после проведения вышеуказанных действий, можно приступать к использованию агрегата.
Внимание! Если не соблюдать правила безопасности, можно получить сильный удар током.
Схема конструкции и ее модификации
Помимо стандартного варианта устройства данного аппарата, возможно наличие и некоторых дополнительных узлов, позволяющих в определенной степени усовершенствовать агрегат.
Схема сварочного трансформатора может быть дополнена:
- вторичными намотками;
- конденсаторами;
- стабилизаторами;
- тиристорными фазорегуляторами.

Кроме того, в схему может быть добавлено сопротивление, позволяющее регулировать силу тока, когда разведение катушек уже не дает необходимого результата. Данный вариант устройства сварочного аппарата отлично подойдет для работы с тонким металлом.
Сопротивление может быть выполнено в виде отдельного блока с набором контакторов, задающих необходимую величину Ом.
Стоит отметить, что с того времени, как впервые была открыта электрическая дуга и создан первый сварочный агрегат, прошел не один десяток лет. На протяжении всего этого времени способы сварки, а вместе с ними и оборудование, постоянно совершенствовались.
На данный момент существует несколько вариантов, отличающихся различной сложностью конструкции и принципом работы. Когда речь заходит про возможность изготовить сварочный аппарат своими руками, то следует выделить два основных наиболее популярных варианта сварки: контактную и дуговую.
Трансформаторы дуговой сварки получили наиболее широкое распространение среди народных мастеров.
Сварочный аппарат на основе трансформатора.
Причин данному явлению существует несколько:
- широкий диапазон применения;
- достаточно простая конструкция, отличающаяся высокой надежностью;
- мобильность и простота использования.
Однако подобная модификация обладает и некоторыми недостатками, главным из которых является низкий коэффициент полезного действия и зависимость качества сварки от навыков рабочего.
Ремонтные и строительные работы, возведение металлических конструкций, сварка труб – это лишь некоторые области человеческой жизнедеятельности, в которых ручная дуговая сварка применяется наиболее широко.
Кроме того, данный метод позволяет не только осуществлять соединение различных металлических деталей, но и резать их.
Конструкция подобных агрегатов достаточно проста. Они состоят из трансформатора с первичной и вторичной обмоткой, регулятора силы тока, держателя электродов и зажима массы.
Конечно же, главным узлом подобных приборов является непосредственно трансформатор. Конструкция этого элемента может быть различной, однако самым популярным является тороидальный трансформатор с П-образным магнитопроводом.
Конструкция этого элемента может быть различной, однако самым популярным является тороидальный трансформатор с П-образным магнитопроводом.
Такой узел устроен следующим образом: намотка сварочного трансформатора выполнена из медного или алюминиевого провода. Количество витков, а также толщина провода зависит от требуемых характеристик аппарата.
Точечная сварка или, как ее называют, контактная, несколько отличается от дуговой. Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
В контактной сварке происходит локальный нагрев изделия в месте соединения за счет прохождения тока между двумя электродами. Металл в таком варианте также расплавляется и соединяется, однако это происходит только в месте контакта электрода с изделием.
Данный способ соединения металлических заготовок получил широкое распространение в автомобильной промышленности, строительстве и т. д.
д.
Кроме самой методики отличия имеются и в конструкции центрального элемента данного аппарата. В первую очередь тут отсутствуют наплавочные электроды. Вместо них применяются медные заточенные стержни, между которыми устанавливают соединяемые изделия.
Трансформаторы в таких агрегатах отличаются значительно меньшей мощностью. Также наличие конденсаторов в подобном устройстве обязательно, в то время как в электродуговых аппаратах можно обойтись и без них.
Тем не менее в независимости от того, какой трансформатор будет использован, главное знать его характеристики. Также важно понимать, за что они отвечают и как их можно поменять. Ниже в таблице представлены некоторые параметры данного элемента.
| Параметры | Тип трансформатора | |||||||
| СП-1 | ТСП-2 | СТШ-500 | ТС-500 | ТД-500 | ТД-300 | ТД-304 | ТДП-1 | |
| Напряжение сети, В | 220/380 | 220/380 | 380 | 220/380 | 380 | 380 | 380 | 220/380 |
| Номинальный ток, А | 160 | 300 | 500 | 500 | 500 | 300 | 300 | 160 |
| Интервал изменения сварочного тока, А | От 105 до 180 | От 90 до 300 | От 145 до 650 | От 165 до 650 | От 80 до 700 | От 60 до 400 | От 60 до 385 | От 55 до 175 |
| Номинальное напряжение дуги, В | 25 | 30 | 30 | 30 | 30 | 30 | 35 | 26,4 |
| Напряжение холостого хода, В | 65-70 | 62 | 60 | 60 | 60-76 | 61-79 | 61-79 | 68 |
| Номинальная мощность, кВ*А | 12 | 19,4 | 33 | 32 | 32 | 19,4 | 19,4 | 11,4 |
| КПД устройства | 0,750 | 0,760 | 0,90 | 0,850 | 0,870 | 0,860 | 0,870 | 0,720 |
| Коэффициент мощности cosϕ | 0,46 | 0,6 | 0,53 | 0,53 | 0,53 | 0,51 | 0,6 | 0,65 |
| Размеры, мм | ||||||||
| Длина | 254 | 510 | 670 | 840 | 515 | 692 | 692 | 435 |
| Ширина | 424 | 370 | 666 | 576 | 725 | 620 | 620 | 290 |
| высота | 435 | 590 | 753 | 1060 | 815 | 710 | 710 | 535 |
| Масса, кг | 38 | 65 | 220 | 250 | 210 | 137 | 137 | 38 |
Важной характеристикой является также количество фаз и напряжение сети. В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
Однако возможно использование и трехфазного сварочного трансформатора, который питается от сети 380 В. Данная характеристика является основной при создании и проектировании сварочного агрегата.
Номинальный сварочный ток определяет возможности аппарата в сваривании и резке металлических деталей различной толщины. Если речь идет о самодельном трансформаторе, тогда в них величина данного параметра не превышает двухсот ампер. На практике этого вполне достаточно для выполнения практически любых работ, которые могут появиться быту.
Также следует отметить, что большее значение номинального тока приведет к увеличению массы аппарата. Например, промышленный трансформатор, способный обеспечить ток в тысячу ампер, весит около трехсот килограмм.
Соединение металлических изделий различной толщины требует определенного значения силы тока, в противном случае металл попросту не расплавится и не соединится. В этих целях в аппаратах предусмотрено наличие регулятора, позволяющего задавать сварочный ток.
Обычно интервал регулировки определяется потребностями применения электродов заданного диаметра. В самодельных устройствах диапазон значений тока может варьироваться от 50 до 200 ампер.
Соединение металлических заготовок различной толщины с помощью одного и того же устройства требует не только контроля величины номинального тока, но и использования электродов различного диаметра.
Особенности конструкции сварочных трансформаторов.
Следует хорошо представлять для себя тот факт, что сварка тонкими электродами требует меньшего значения величины номинального сварочного тока, а работа с толстыми электродами – наоборот, больших величин. Тоже самое относится и к толщине металла.
Как уже было отмечено ранее, сварочный трансформатор работает на понижение напряжения электрической сети. На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
Важно понимать: данный параметр нельзя регулировать, он задается изначально.
Устройства для точечной сварки предполагают еще более низкое значение напряжения от полутора до двух вольт. Это вполне закономерно, исходя из связи величины напряжения с силой тока. Чем больше ток, тем меньше будет напряжение.
Ключевой характеристикой устройства является номинальный режим работы. Он определяет продолжительность беспрерывной работы, а также время, необходимое для остывания.
В самодельных приборах данный показатель обычно находится на уровне тридцати процентов. Это значит, что в течении десяти минут можно беспрерывно работать только три минуты, а остальное время аппарат должен «отдыхать».
Потребляемая и выходная мощность – не столь важные параметры. Тем не менее на их основе можно рассчитать коэффициент полезного действия. Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Напряжение холостого хода является важным критерием для дуговой сварки. При более высоких значениях этого параметра вызвать дугу проще. Выше уже упоминалось о том, что обычно данное значение не превышает восьмидесяти вольт.
Обойтись без принципиальной схемы данного устройства при его самостоятельном изготовлении просто невозможно. По большому счету в конструкции прибора не должно возникнуть особых трудностей, особенно если речь идет про дуговой метод соединения изделий.
С развитием микроэлектроники и электротехники схема трансформатора совершенствовалась. В интернете можно без проблем найти принципиальную схему данного узла. На ней обязательно будут присутствовать различные диодные мосты, регуляторы и, возможно, блоки сопротивления.
Что касается схемы, соответствующей аппарату точечного соединения металлических заготовок, то она существенно сложнее. На ней можно встретить конденсаторы, тиристоры и диоды. Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Существует множество различных схем. Ознакомиться с ними можно как во всемирной паутине, так и в специализированных журналах или книгах.
Из чего состоит споттер и как им пользоваться
Споттеры визуально представляют собой аппарат, который состоит из коробки, кабеля, пистолета (стаддера) и острого прута (электрода). В коробке находится вся система сварочного аппарата, в том числе трансформаторы или инвертора. Сам процесс точечной сварки для кузовных работ авто выглядит так: на месте поврежденного металла приваривается крепеж, к которому закрепляется споттер и с помощью дополнительных механизмов или вручную вытягивается вмятина. Этот способ удобен тогда, когда выровнять поверхность кузова изнутри неудобно или невозможно. При этом существует много преимуществ работы с таким специализированным оборудованием – минимум сил, быстро и без рисков нанести больший ущерб.
Для того чтобы максимально быстро и четко произвести кузовные работы авто нужно соблюдать определенный порядок и технологию процесса, а также учесть небольшие нюансы:
- Поверхность, которая была деформирована, сначала нужно зачистить от любого вида покрытий (лака, краски, ржавчина). Этот этап работы очень важен, потому что от качества соединения двух металлов будет зависеть и результат всего процесса.
- К поверхности, которая будет корректироваться, нужно присоединить контакт заземления.
- На уже очищенную поверхность поврежденного места металла следует приварить крепеж, через который будет присоединен споттер.
- К приваренному крепежу производится захват пистолетом споттера, после чего вмятину вытягивают. Для коррекции поверхности используется обратный молоток, гидроцилиндры, стапели и так далее. Учитывая толщину металла, нужно определить каким именно приспособлением лучше рихтовать вмятину, чтобы не навредить кузову. Допустим, обратный молоток нельзя использовать для алюминия, и оцинкованный кузов возьмет не каждый споттер.
- После завершения рихтовки кузова приваренная деталь скручивается, а контактное место зачищается шлифовальной машинкой.

Расчёт
Ранее уже говорилось о том, что трансформатор для сварки состоит из сердечника, первичной и вторичной обмотки. Именно эти узлы и определяют основные рабочие параметры прибора.
Необходимо заранее определиться с тем, какими должны быть напряжение на обмотках, номинальный ток и т.д. Основываясь на этих значениях следует провести расчет обмоток, сердечника и сечения провода.
В расчете необходимо использовать такие величины, как:
- напряжение сети, являющееся напряжением первичной обмотки U1;
- напряжение вторичной обмотки U2, величина которого не должна быть меньше восьмидесяти вольт;
- номинальная сила тока вторичной обмотки I, определяемая исходя из толщины металла и электродов, с которыми предстоит работать;
- сечение сердечника Sc, площадь которого определяет надежность прибора;
- площадь окна сердечника So выбирается исходя из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода;
- плотность тока А/мм2 – важный параметр, определяющий электропотери в обмотках.

Чтобы лучше представлять специфику расчета параметров трансформатора, следует рассмотреть весь этот процесс на примере. Предположим, что известны следующие данные: U1=220 В, U2=60 В, I= 180 А, Sc=45 см2, Sо=100 см2, и плотность тока 3 А/мм2.
В первую очередь следует определить мощность: P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Затем устанавливается необходимое количество витков в первичной и вторичной обмотке. Данное значение определяется из количества витков на один вольт: K = 50/Sс = 50/45 = 1,11; и максимальной силы тока на первичной обмотке: Imax = P/U = 6750/220 = 30,7 А.
После того, как будут получены значения данных параметров, можно определить количество витков на вторичной обмотке: W2 = U2*K = 60*1,11 = 67 витков.
Расчет витков в первичной обмотке рассчитывается по другой формуле, которая будет указана ниже.
Нередко в случае необходимости расчета тороидального трансформатора определяют ступени регулирования силы тока. Это необходимо для вывода провода на определенном витке. Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Но для начала следует установить напряжение каждой ступени. Сделать это можно исходя из простого соотношения U=P/I.
Конструктивные особенности сварочного трансформатора.
Например, нужно сделать четыре ступени на 90, 100, 130 и 160 ампер. Мощность устройства составляет 6750 Ватт. Воспользовавшись приведенным соотношением, получим: 75, 67,5, 52, 42,2 вольт. Затем данные подставляются в выражение для ступеней.
В результате получим такие значения: 197, 219, 284, 350 витков. К последней величине следует добавить еще 5 процентов. В результате количество витков составит 385.
В конечном итоге нужно определить сечение провода на обмотках. Чтобы получить это значение необходимо максимальный ток обмотки разделить на плотность тока.
Приведенный выше расчет достаточно прост. Он не вызовет труда ни у одного мастера. Однако порой даже на такие простые вещи не хочется терять время. Также всегда существует вероятность того, что в каком-то действии может быть допущена машинальная описка или опечатка, что приведёт к серьезным последствиям.
Обезопасить себя и сберечь время поможет онлайн калькулятор, позволяющий произвести все описанные выше расчеты автоматически.
После того, как будут произведены все расчеты и при наличии схемы, можно приступать к сборке устройства. Сложной работу не назовешь, однако она потребует определённой усидчивости. Это связано с необходимостью четкого подсчета количества витков.
Выше уже говорилось о высокой популярности именно тороидального варианта устройства, однако далее будет рассмотрен случай трансформатора с П-образным сердечником. Данная модификация отличается большей простотой, именно поэтому она и выбрана.
В первую очередь необходимо изготовить каркасы для обмоток. В этих целях можно использовать текстолитовые плиты. Данный материал нетрудно найти, так как он широко применяется при создании плат. Из них собираем каркасы и изолируем их термостойкой изоляцией. Затем делаем обмотку.
После того, как будет уложен слой, его необходимо заизолировать и только после этого приступать к укладке следующего. По завершению данного процесса на концах отводов закрепляются медные болты.
По завершению данного процесса на концах отводов закрепляются медные болты.
После формирования обмотки собирается магнитопровод. В качестве материала используется железо, созданное специально в этих целях. Металл характеризуется определенными значениями магнитной индукции, и неправильная марка стали способна все испортить.
Металлические пластины для сердечника можно снять со старых устройств или приобрести по отдельности. Сами пластины имеют толщину около одного миллиметра, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
Высококачественный самодельный трансформатор может не получиться с первого раза. Виной этому могут быть различные ошибки связанные с неправильными расчетами и отсутствием практики сборки подобных устройств.
Если процесс расчета можно существенно упростить с помощью онлайн калькулятора, то опыт можно получить только методом проб и ошибок. Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Сердечник
На подготовительном этапе мы взяли нужное количество и тип проводов. Далее следует приступить к созданию сердечника.
На рисунке ниже представлен оптимальный по всем характеристикам сердечник для самостоятельно собираемого трансформатора – тип «стержневый».
Напоминаем, для сборки сердечника берите только пластины из электротехнического металла. Понадобится пластины толщиной от 0,35 мм, но не толще 0,55мм.
Габариты сердечника (А, В, С, D – на рис.) просчитываем исходя из сечения провода. Конечно, с опытом можно и «с закрытыми глазами его собирать, главное – все ветки на своем месте.
Собираем сердечник. Берем пластины Г-образной формы и далее собираем как на рисунке ниже. Когда будет достигнута нужная толщина сердечника, болтами скрепляют пластины по углам.
Рекомендуем обрабатывать пластины тонким напильником. Затем сердечник изолируют.
Затем сердечник изолируют.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.
Особенности
Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Невозможно сделать самому из подручных материалов заводской агрегат. Если экстерьер принципиален, конечно, можно сделать самому, но дешевле это не будет. Проще купить.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.
Даже установка их вручную не спасает.
Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Самодельный сварочный аппарат из микроволновки. Описание процесса самостоятельной сборки точечной сварки
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль.
 Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется.
 Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Фото точечной сварки своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.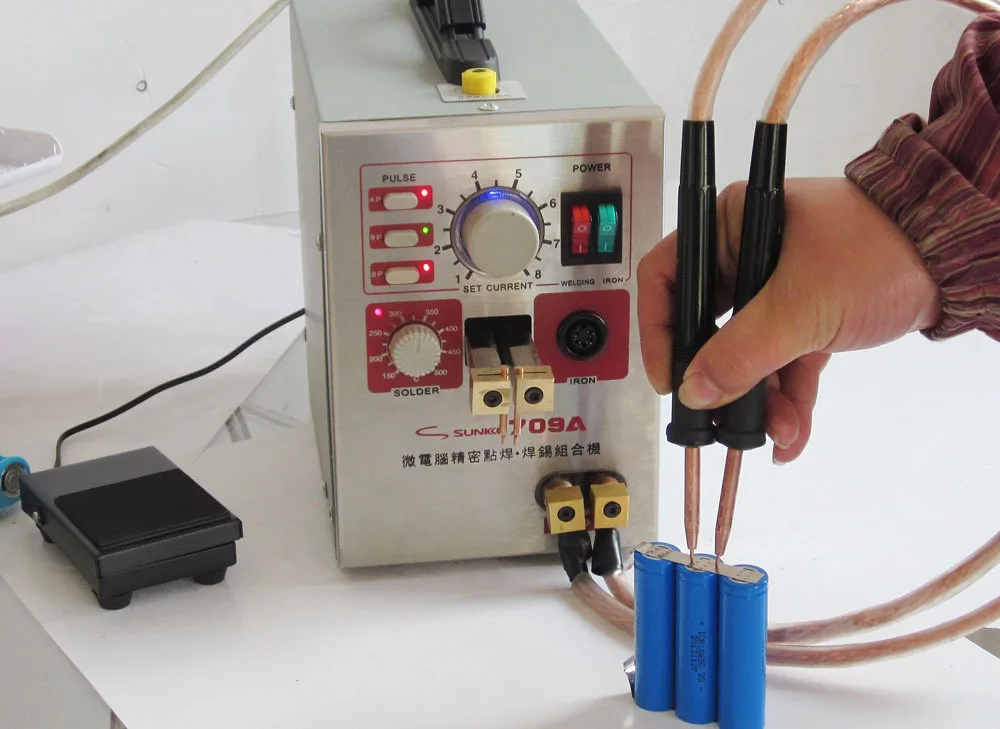
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
Схема подключение аналоговой камеры видеонаблюдения к телевизору, компьютеру
Иметь собственный сварочный аппарат – мечта любого домашнего мастера. Причем это не обязательно должен быть громоздкий блок весом 20-30 кг. Вам ведь не каждый день приходится варить ворота для гаража?
Как правило, при выполнении домашних слесарных работ, наиболее востребованной является точечная сварка.
На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля. Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Видео пример изготовление небольшого сварочного аппарата из старой микроволновки
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
О принципах работы точечной сварки можно узнать из этого видео:
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.

Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства. Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.
Оптимальный вариант – силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.
Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.
Сварочное оборудование одно из самых используемых в современном промышленном производстве и в домашних условиях среди тех, кто любит и умеет работать руками. Современные аппараты стали довольно компактными. В первую очередь речь идет об инверторных устройствах.
Из-за преобразования переменного тока на высокой частоте трансформатор требуется очень маленький. Благодаря инверторам сварка своими руками стала более доступной, а сами аппараты приобрели мини размеры. Можно также встретить полезные мини аппараты для точечной сварки.
В быту компактные сварочные аппараты особенно востребованы. Для домашних условий обычно не требуется длительная работа прибора, иногда достаточно одного электрода, чтобы что-то приварить.
Кроме того, мини сварка прекрасно подходит для работ на высоте, ведь сварочный мини аппарат можно быстро и легко поднять вверх. Здесь полуавтомат не нужен, достаточно ручной дуговой сварки.
Для мелких работ производят легкие инверторные устройства. Они весят в пределах 2,5-6 кг, имеют сварочный ток до 200 А, габариты в пределах 20х20х30 см. Для облегчения переноски и работы в неудобных местах у аппаратов предусмотрены ремни.
Помимо дуговых, существуют и газовые мини сварочные аппараты. Они могут поместиться в чемодан. Комплект обычно включает небольшие по объему кислородные болоны, горелку и шланги.
Преимущества и недостатки
Маленький сварочный аппарат в первую очередь удобен при транспортировке и хранении. Малые габариты и вес, наличие ремня позволяют производить сварочные работы в труднодоступных местах. С ним можно работать практически везде, единственное требование – наличие сети 220 В.
В аппаратах предусмотрена регулировка сварочного тока. Специальные стабилизаторы обеспечивают стабильное горение электрической дуги, что позволяет получать качественный сварной шов.
Специальные стабилизаторы обеспечивают стабильное горение электрической дуги, что позволяет получать качественный сварной шов.
Для начинающих сварщиков это очень удобные устройства. В сравнении с профессиональным сварочным оборудованием мини аппараты имеет невысокую стоимость.
Недостатки тесно связаны с достоинствами. Малые габариты и вес не позволяют создавать аппараты большой мощности. Как следствие, невозможность работать с электродами больших диаметров.
Невозможно варить толстостенные заготовки, поскольку для этого не хватает силы сварочного тока. На предельных режимах работы возникают проблемы из-за перегрева оборудования. Малые размеры сильно ограничивают функциональные возможности мини сварочного аппарата.
Детали и принцип работы
Мини инверторный сварочный аппарат делают с применением таких деталей:
- мостовой выпрямитель входного сетевого напряжения на мощных диодах;
- реле мягкого пуска;
- датчик сварочного тока;
- генератор высокой частоты;
- трансформатор;
- стабилизатор интегральный;
- фильтр низких частот;
- радиаторы на диоды и транзисторы;
- система охлаждения.

Работа происходит по следующей схеме. Переменный ток 220 В поступает на диодный выпрямитель и становится постоянным. Затем с помощью генератора превращается в ток высокой частоты. Получившийся переменный ток попадает в первичную обмотку трансформатора.
Так как трансформатор понижающий, то на выходе получается низкое напряжение, но достаточное для зажигания дуги. Ток высокой частоты вновь преобразуется на выпрямителе в постоянный ток.
С его помощью и варят металлические изделия. Благодаря наличию интегрального стабилизатора независимо от качества сетевого напряжения на выходе получается требуемое стабильное значение напряжения.
Характеристики некоторых моделей
Понятие мини со временем трансформируется. Совсем недавно все инверторные аппараты можно было отнести к категории мини по сравнению с трансформаторными традиционными сварочными аппаратами.
Теперь инверторные сварочные аппараты стали своего рода стандартом, и только более миниатюрные приборы называют мини аппаратами.
К категории мини относится инверторный аппарат «Спец мини 210». Он весит всего 2,5 кг и отличается компактными габаритами 190х200х290 мм. Максимальный сварочный ток составляет 210 А, потребляемая мощность 6 кВт, напряжение 220 В.
Старшая модель «Спец мини 250» имеет сварочный ток 250 А, мощность потребления 8 кВт, питается от бытовой сети 220 В, а вес составляет 4,2 кг.
Устройство «Радуга 180 мини» имеет сварочный ток 180 А, мощность 5 кВт и массу 6 кг. Все сварочные аппараты могут варить электродами от 1,6 до 4 мм. Одними из лучших в этом классе являются сварочные аппараты финского производителя «Кемппи», например, модель Kemppi Minarc 150VRD.
Этот аппарат способен работать в режиме ручной и аргонодуговой сварки. Он автоматически корректирует параметры дуги, а электроды может использовать любые, особых требований нет.
Устройство может работать в условиях повышенной влажности и пыли, при отрицательных и положительных температурах. Имеет малые габариты и вес около 4 кг.
Сложно сказать, какая модель сварочного аппарата является самой маленькой в мире, поскольку уже многие компании производят такие устройства. Причем ценовая палитра довольно широка. Наиболее доступными считаются китайские модели.
При соблюдении инструкции по эксплуатации мини оборудование прослужит долго. Главное, не превышать предельное время сварки, использовать только рекомендуемые марки и диаметры электродов, постоянно контролировать систему охлаждения .
Изготовление своими руками
Зачастую в домашнем хозяйстве скапливается много старых приборов типа телевизоров, микроволновок и прочего электрического добра. При желании их детали можно использовать для изготовления полезных устройств для сварки.
Точечная сварка
Самый простой вариант – применить точечную сварку. Иногда требуется соединить мелкие, тонкие металлические предметы. Здесь точечная сварка незаменима.
Она необходима для приваривания никелевой пластины к литиевому аккумулятору ноутбука при ремонте. Основные компоненты, которые требуются для изготовления :
Основные компоненты, которые требуются для изготовления :
- трансформатор малой мощности;
- диодный мост;
- батарея конденсаторов;
- автомат на 20А;
- мощное токовое реле;
- два медных прутка (жала от паяльников).
Чтобы сделать мини сварочный аппарат, из трансформатора нужно удалить вторичную обмотку. Вместо нее наматывают три витка .
Вторичную обмотку подсоединяют к диодному выпрямителю. Его выход подключается к батарее параллельно соединенных конденсаторов. Выходы конденсаторов через реле подключают к медным электродам.
Сварка осуществляется в два этапа. На первом этапе происходит зарядка батареи конденсаторов. На втором, при совмещении свариваемых деталей, прижатию к ним медных электродов и переключении реле, происходит разряд накопленной энергии.
Во время разряда протекает большой ток, расплавляющий металл в точке прижатия электродов. В результате после остывания детали надежно свариваются.
Миниатюрный инвертор
Прежде чем собирать малогабаритный инвертор, необходимо определиться с предельными параметрами работы устройства. Если аппарат должен варить с электродами до 4 мм, то величина сварочного тока должна быть 200 А.
Если аппарат должен варить с электродами до 4 мм, то величина сварочного тока должна быть 200 А.
Ток должен регулироваться в большом диапазоне. Аппарат должен работать от бытовой электрической сети 220 В. После этого можно подобрать простую схему прибора наиболее близко подходящего по параметрам.
Большую часть компонентов для мини аппарата можно взять из старых электрических приборов, но некоторые элементы придется приобретать в магазине.
Состав инвертора уже описывался, он практически одинаков для всех видов, различия в комплектующих и дополнительных функциях.
Для начала потребуется ферритовый сердечник Ш8х8. Первичная обмотка наматывается проводом ПЭВ 0,3. Количество витков 100. Вторичную обмотку мотают медным проводом сечением 1 мм2. Здесь витков всего 14-15.
Третья обмотка наматывается проводом ПЭВ 0,2 в количестве 15 витков. Четвертая и пятая обмотки мотаются проводом сечением 0,35 мм2 по 20 витков. В качестве системы охлаждения можно установить компьютерный вентилятор от старого блока питания.
Все элементы собирают на одной плате, транзисторные ключи устанавливают на радиаторы. Если имеется старый корпус от электроприбора, можно использовать и его.
На лицевую панель выводят световую индикацию в виде светодиода, разъемы для сварочного кабеля и ручку регулятора сварочного тока. Выключатель и предохранитель обычно устанавливается на задней стенке прибора.
Все типовые схемы проверены, так что при правильной сборке аппарат должен заработать сразу.
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как , для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
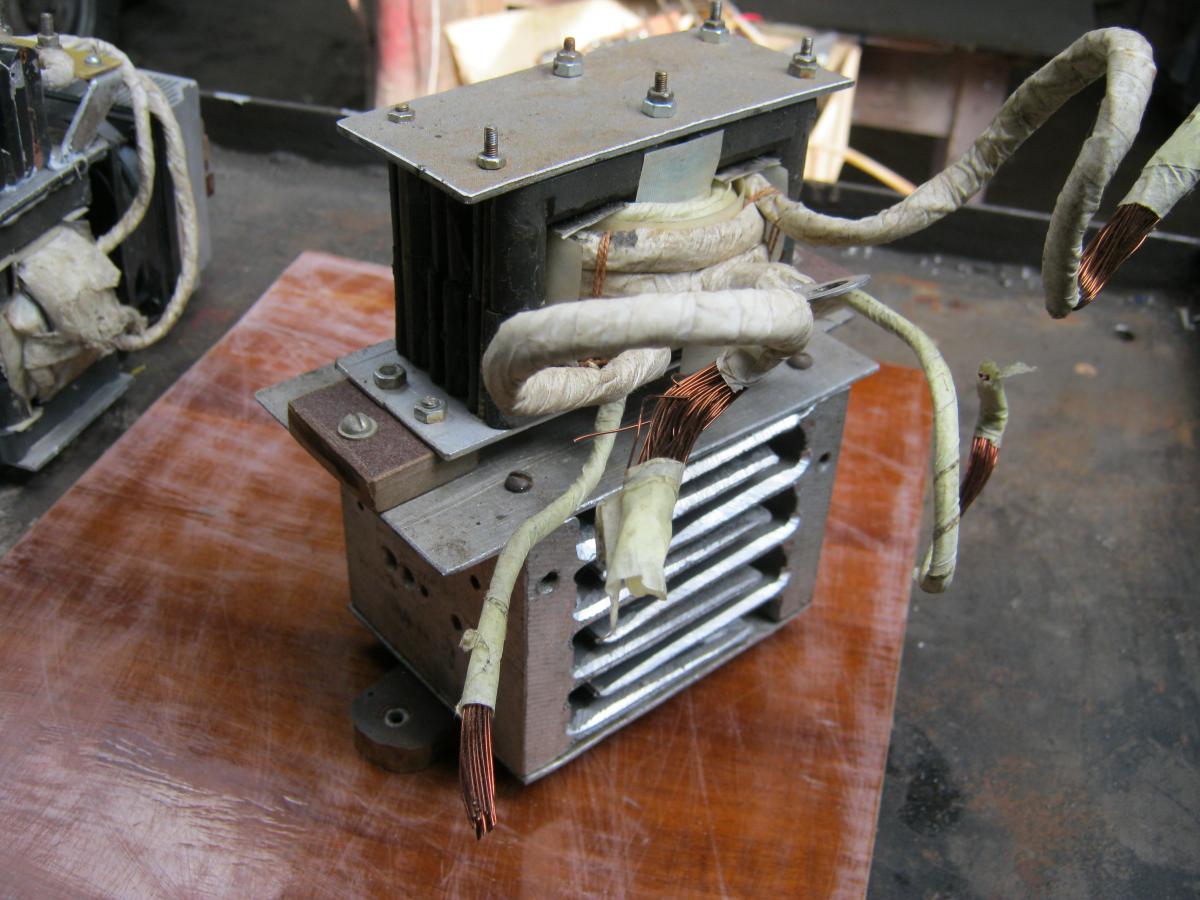
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
Сварочный аппарат самоделка.
 Пошаговая сборка инверторной сварки. Электронный регулятор тока для сварочного трансформатора
Пошаговая сборка инверторной сварки. Электронный регулятор тока для сварочного трансформатораХороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.

Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Конструкция с переменным током
Опытные сварщики называют подобную конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.
Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!
В готовой конструкции должно присутствовать 4 болта с различным количеством витков.
В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.
Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.
Обратите внимание!
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Фото сварочного аппарата своими руками
Обратите внимание!
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
Схема подключение аналоговой камеры видеонаблюдения к телевизору, компьютеру
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертораСварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертораЧтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус . В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть . В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок . Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения . На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы . После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройстваПосле проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.Сплавляем медные провода, толщиной до 1 мм.
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – . В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
Аппарат для сварки применяют при некоторых видах кузовных работ для соединения металлических деталей. Однако работы с использованием данных устройств производят обычно при наличии серьезных повреждений кузова, которые встречаются сравнительно редко. Поэтому приобретать новый относительно дорогостоящее устройство для разового использования нецелесообразно. Для бытового применения можно сделать сварочный аппарат своими руками.
Особенности
Нужно учитывать, что изготавливать сварочный аппарат самостоятельно выгодно только при наличии некоторых исходных составляющих. Это объясняется тем, что, хотя собрать простейшую модель рассматриваемого устройства несложно, материалы, требуемые для этого, весьма дорогостоящие. Поэтому если приобретать их по отдельности специально для изготовления данного прибора своими руками, по итоговой стоимости он может оказаться близок к новому фирменному инструменту, который, конечно, будет превосходить по техническим характеристикам самодельный сварочный аппарат.
Конструкция
Основу рассматриваемого инструмента составляет трансформатор, служащий источником энергии. Он представляет собой две катушки медного провода, намотанные на сердечник из металла. Причем катушки различаются по количеству витков. Та из них, которая подключается к электросети, называется первичной. Во вторичной катушке при этом возникает ток меньшего напряжения, но большего ампеража благодаря индукции.
Нужно учитывать, что сварочный аппарат, имеющий малую силу тока, производит низкокачественную сварку, в то время как чрезмерно большая сила тока приводит к сжиганию электродов и резке металла.
Сварочный аппарат можно оснастить трансформатором, например, от СВЧ-печи. Однако так как на его вторичной обмотке возникает напряжение около 2000 вольт, необходимо внести некоторые изменения в конструкцию своими руками с целью понижения напряжения, а именно сократить число витков.
Для понижения напряжения вторичную обмотку распиливают в двух местах и вытаскивают из катушки. При этом нужно соблюдать осторожность, чтобы не повредить первичную обмотку. Затем вторичную обмотку перематывают более толстым проводом либо проводом ПЭВ с эмалевой изоляцией или термобумагой толщиной 0,05 мм. Желательно использовать третий вариант, так как это позволяет избежать возникновения скин-эффекта, проявляющегося в случае применения обычного провода. Он состоит в вытеснении высокочастотных токов, что приводит к перегреву проводника.
Созданную обмотку покрывают тонкоизоляционным лаком. Такие параметры, как количество витков и толщина, вычисляют для каждой модели трансформатора. Однако выведены и оптимальные значения: толщина обмотки — 0,3 мм, ширина — 40 мм, толщина провода — 0,5-0,7 мм.
Если в наличии отсутствует трансформатор от СВЧ-печи или какого-либо другого прибора, можно собрать его своими руками. Для этого потребуется сердечник с поперечным сечением 25-55 см² из трансформаторного железа, отличающегося высокой магнитной проницаемостью, медный провод длиной в несколько десятков метров, изоляционные материалы.
Что касается провода, наилучшим вариантом считают термостойкий провод из меди со стеклотканевой, х/б или в крайнем случае резиновой изоляцией. Можно сделать изоляцию своими силами. Для этого нужно нарезать изоляционный материал полосками по 2 см и обернуть ими провод.
Окончательный этап – пропитка электротехническим лаком. Чем качественнее изоляция, тем ниже возможность перегрева инструмента. Параметры обмотки рассчитывают на основе технических характеристик прибора. Выходное напряжение холостого хода самодельного сварочного аппарата колеблется от 60 до 65 В, рабочее напряжение — от 18 до 24 В. При самой высокой мощности и электроде диаметром 4 мм мощность во вторичной обмотке составляет 3,5-4 кВт, в первичной — около 5 кВт, с учетом потерь. Ток при этом составляет около 25 А.
Количество витков определяют на основе напряжения с учетом площади сечения сердечника магнитопровода в 2 см. На 1 В при качественном проводе приходится 0,9 — 1,1 витков. Общее количество получают путем деления уровня напряжения на частоту. Таким способом рассчитывают показатели для обеих обмоток. На основе этого можно определить требуемую длину провода путем умножения длины одного витка на их общее количество. При этом нужно взять некоторый запас.
Перед намоткой катушек нужно сделать каркасы из текстолита или электротехнического картона, которые свободно надеваются на сердечник. Между первичной и вторичной намотками необходимо проложить изоляцию в виде стеклоткани, электротехнического или обычного картона.
Корпус
Сварочный аппарат следует оснастить корпусом, в который помещают трансформатор для сохранения от воздействия внешних факторов. При его выборе или изготовлении нужно учитывать, что из-за электромагнитного излучения для этого подходят не все материалы. Наилучшими вариантами считают цельновыгнутый жесткий стальной корпус либо корпус из диэлектрических материалов. Второй вариант сложнее найти или собрать своими руками, к тому же он менее прочен, однако позволяет избежать вибрации и потери энергии в конструктивных элементах трансформаторов, вызываемых вихревыми токами, которые возбуждаются сильными магнитными полями рассеивания вблизи обмоток.
В корпусах из прочих материалов данные отрицательные явления можно несколько снизить (на 30-50 % в зависимости от конструкции и материала корпуса), если сделать на корпусе продольные рассечки.
Большинство самодельных сварочных инструментов не имеет цельного корпуса. Это позволяет избежать таких проблем, связанных с ним, как вибрации, вихревые токи и потери энергии. Однако в таком случае сварочный аппарат подвержен воздействию внешних факторов, что приводит к резкому снижению надежности и безопасности работ. К тому же нужно учитывать, что вышеупомянутые потери составляют несколько процентов, что почти незаметно на фоне сопротивления в линиях электропередач и флуктации напряжения в сети.
Кроме того, желательно оснастить аппарат регулировкой вторичного напряжения для плавного регулирования сварочного тока. Это позволит скомпенсировать потери в проводах большой длины, что особо актуально при работе вдали от питающей сети. В фирменных инструментах присутствует ступенчатая регулировка напряжения путем переключения обмоток. Домашний электросварочный аппарат можно оснастить схемой выпрямления напряжения, построенной на тиристорах.
Вопрос надежности
Сварочный аппарат, сделанный своими руками, в большинстве случаев оказывается не таким надежным, как фирменный аналог. Поэтому при изготовлении следует принять некоторые меры по ее повышению.
Основным фактором, приводящим к преждевременному выходу из строя рассматриваемых устройств, считают перегрев. Для снижения возможности его возникновения, прежде всего, необходимо сделать эффективную изоляцию. Для этого требуются надежные обмоточные провода с плотностью тока до 5-7 А/кв.мм. Однако этого может оказаться недостаточно.
Для быстрого охлаждения провода нужно обеспечить взаимодействие с воздухом. Для этого в обмотках нужно сделать щели. После первого слоя провода и через каждые два последующих с внешних сторон вставляют гетенаксовые или деревянные планки 5-10 мм.
Таким образом обеспечивают контакт каждого слоя провода с воздухом с одной стороны. Если сварочный аппарат не имеет вентиляторов, щели ориентируют вертикально для обеспечения постоянной циркуляции воздуха. В таком случае снизу поступает холодный воздух, теплый уходит вверх.
Более эффективным вариантом обеспечения охлаждения трансформатора сварочного аппарата, естественно, является вентилятор. Его обдув почти не сказывается на скорости нагрева, но значительно ускоряет охлаждение. Однако нужно учитывать, что для трансформатора с закрытыми обмотками проблема перегрева не решится даже при установке мощного вентилятора. В таком случае его возможно избежать лишь умеренным режимом работы.
Существует еще один вариант решения проблемы перегрева трансформатора. Он состоит в погружении его в трансформаторное масло. Данная жидкость не только отводит тепло, но и является дополнительным изолятором. В таком случае корпус трансформатора должен представлять герметичную емкость.
Наиболее проблемными с точки зрения перегрева являются тороидальные трансформаторы. Они быстро нагреваются и медленно охлаждаются. Также достаточно серьезной проблемой самодельных трансформаторов считают вибрацию, возникающую при работе вследствие притяжения металлических элементов создаваемым ими переменным магнитным полем. Из-за этого возникает трение проводов, которое приводит к разрушению изоляции, а также разрушение и продавливание обмоток на углах каркаса. Для снижения последствий воздействия вибрации необходимо сделать качественную изоляцию. Также нужно прочно закрепить все неподвижные элементы.
Следует избегать хранения и использования сварочного аппарата в условиях повышенной влажности. Вода, конденсирующаяся в щелях изоляции, является проводником тока. Перед использованием инструмент нужно проверить. Если напряжение выходит за пределы 60 — 65 В, увеличивают или уменьшают обмотку.
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
Инверторная сварка своими руками — это очень простоИнверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертораСварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертораЧтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.
Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Недостатки
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.
Со стороны колеса диск сборка машины сварочного аппарата
Подходитдля12-18дюймовыештампованныестальныеколесасварки[внутри]
Вертикальнойструктуры, 0-80 градусоврегулируемый.
КонтрольсостороныPLC ирегулировкискоростинаплатуинвертора
Пневматическийсварочнойгорелкойавтоматическоеперемещениевверхивнизполинейнойнаправляющей.
Welding & Assembly Services — Chapter 2 Incorporated
Сварка соединяет две или более разрозненных детали, используя высокую температуру и давление для их плавления. Когда материал охлаждается, он постоянно плавится, образуя единую деталь. Сварка — это обычная практика в широком спектре производственных, строительных и других промышленных предприятий. Сварка — один из многих производственных процессов. Изготовление — это более широкий термин, который относится к любому количеству производственных процессов, используемых для создания конечного продукта, таких как прототипирование, резка, механическая обработка или сборка.
В компании Chapter 2 Incorporated мы предлагаем широкий спектр производственных услуг, стремясь предоставить нашим клиентам решения из одного источника.
Материалы, с которыми мы работаемМы предлагаем широкий выбор различных материалов и видов сырья, с которыми мы работаем, в том числе:
Материалы- Сталь
- Нержавеющая сталь
- Алюминий
- Катушка
- Лист
- Штанга
- НКТ
- Пластина
В компании Chapter 2 Incorporated наши специалисты по сварке предоставляют три типа сварочных услуг.Каждый процесс индивидуален и лучше всего работает в определенных приложениях.
Сварка МИГПри сварке в среде инертного газа (MIG) металлическая проволока непрерывно подается в область соединения двух деталей. Между этой расходной проволокой и деталью образуется электрическая дуга, которая плавит проволоку, создавая сварочную ванну из присадочного материала, соединяющую два объекта. Сварку MIG иногда называют дуговой сваркой металла в газовой среде (GMAW).
Сварка TIGСварка вольфрамовым инертным газом (TIG) основана на использовании инертного газа, такого как гелий или аргон, для создания инертной атмосферы в зоне сварного шва.Сварочное тепло генерируется электрической дугой между неплавящимся вольфрамовым электродом и заготовкой. Использование присадочного материала при сварке TIG необязательно, но если оно используется, его необходимо добавлять отдельно, поскольку вольфрамовый электрод не плавится. Сварка TIG часто автоматизирована. Этот метод также можно назвать дуговой сваркой вольфрамовым электродом (GTAW).
Сварочный роботРоботизированная сварка — это общий термин, обозначающий любой сварочный процесс, выполняемый роботом.Компоненты и аксессуары для роботизированной сварки включают позиционеры, контроллеры, датчики и периферийные устройства. Роботизированная сварка идеально подходит для многократного создания точных и надежных сварных швов.
Сварка алюминияХотя сварка алюминия сама по себе не является процессом, это стоит отметить здесь, потому что часто бывает трудно найти поставщика услуг, который мог бы выполнить сварку этого материала. Температура плавления алюминия намного ниже, чем у стали, поэтому процесс сварки намного сложнее.Алюминий долго нагревается, но также требуется много времени для выделения тепла при нагревании. Таким образом, контроль тока, обеспечиваемый сваркой TIG, делает ее идеальным методом сварки алюминия без перегрева заготовки.
Производство и сборка других металловПомимо сварки, компания Chapter 2 Incorporated предлагает полный комплекс услуг по изготовлению и сборке. Наши возможности включают:
- Сборка на заказ и производство
- Сварка
- Горелка
- Пробивка
- Стрижка
- Плазменная резка
- Гидравлическая резка
При поддержке передового программного обеспечения САПР и нашего обширного цеха инструментов и штампов мы можем быстро создавать индивидуальные сварочные решения под ключ для интеграции в производственные линии.Это означает, что в главе 2 можно разработать, создать прототип и реализовать весь процесс сварки в соответствии с вашими уникальными характеристиками. Независимо от того, есть ли у вас представление о приспособлении для эксплуатации или вам нужны наши рекомендации и рекомендации по выбору наилучшего способа удержания детали, наш опыт снимет напряжение на этапе проектирования при создании прототипа.
Токарно-фрезерная обработка с ЧПУПри обработке с числовым программным управлением (ЧПУ) используются станки с компьютерным управлением, такие как фрезерные, токарные и шлифовальные станки, для создания прецизионных деталей с высокой степенью повторяемости.В компании Chapter 2 Incorporated мы используем наши возможности токарной и фрезерной обработки с ЧПУ для предоставления обширного портфеля услуг, включая фрезерование, токарную обработку, инструментальную обработку, крепление и полировку.
Обслуживаемые отраслиНаши современные производственные мощности и высококвалифицированная команда позволяют нам обслуживать различные отрасли, в том числе:
- Сельское хозяйство
- Автомобильная промышленность
- Строительство
- Пищевая упаковка
- Газон и сад
- Медицинский
- Военный
- Возобновляемая энергия
С 1973 года компания Chapter 2 Incorporated занимается предоставлением высококачественных услуг по изготовлению металлов, которые используются во многих отраслях и сферах применения.Мы заработали репутацию компании, предлагающей быстрое выполнение заказов, продукты по конкурентоспособным ценам и обслуживание клиентов, превосходящее ожидания.
Наши специалисты по металлообработке на заказ производят и собирают широкий спектр товаров, включая рамы, тележки, стеллажные системы, структурные и съемные фасады магазинов, а также различные типы сборок. Используя металл толщиной до 1 дюйма, мы можем сваривать неметаллические материалы, выполнять сварку, резку горелкой, пробивку, отрезку, плазменную резку и гидроабразивную резку.
Наш 6-осевой робот Natchi применяет технологию гидроабразивной резки Accustream для беспрепятственной резки сложных конструкций с давлением до 60 000 фунтов на квадратный дюйм.Мы также можем сверлить, фрезеровать и пилить металлы длиной до 25 футов и шириной 25 футов, с весом до 2000 фунтов. Наш минимальный допуск составляет +/- 0,002 дюйма.
Работаем с самыми разными материалами, в том числе:
- Алюминий
- Чугун
- Медь
- Стекловолокно
- Пластик
- Сталь
- Нержавеющая сталь
Чтобы узнать больше об услугах по изготовлению и сварке, предлагаемых компанией Chapter 2 Incorporated, или привлечь нас к вашему проекту, свяжитесь с нами сегодня.
Сварочная система по индивидуальному заказу для сборки стального каркаса
Заказчику из электротехнической промышленности требовалась индивидуальная сварочная система, способная производить сборку рамы. Этот узел используется в раме стойки. Banner Welder был заказан для создания решения, использующего процессы MIG и GMAW. Используя полуавтоматическую систему, роботизированная сварочная ячейка обладала рядом передовых функций, включая горелку Tough Gun с воздушным охлаждением на 500 ампер 0,045 дюйма, сервоуправляемый позиционер деталей, контроллер DX100, ограждение барьеров и робот-манипулятор Motoman для крепления готовый каркас к стойке.Система сваривает сталь CR с соблюдением жестких допусков +/-. 050 дюймов, а частично присутствующие переключатели используются для проверки целостности процесса. Эта система имеет время цикла 74,5 секунды на кадр.
Сварочно-погрузочно-разгрузочная камера была окрашена в безопасный синий цвет и предоставлена заказчику. Для получения дополнительной информации об этой полностью оборудованной роботизированной сварочной системе или обо всей линейке продуктов и услуг, доступных в Banner, свяжитесь с нами напрямую.
(Нажмите на миниатюру, чтобы увеличить)
Сборка стального каркаса
Сборка стального каркаса
Сборка стального каркаса
RequestQuote
Примеры внедрения сварочной системы- Название примера использования
- Рама в сборе
- Описание примера использования
- Эта рама в сборе используется в раме стойки.
- Применяемые возможности / процессы
- Первичный:
MIG Welding
Газовая дуговая сварка металла (GMAW) - Вторичный:
Погрузочно-разгрузочные работы
- Первичный:
- Оборудование, используемое для производства Деталь
- Роботизированная ячейка для сварки MIG / обработки материалов
- Максимальные допуски
- +/- 0,050 «
- Испытания / проверка в процессе выполнения
- Есть
- Промышленность для использования
- Электрооборудование
Посмотреть другие примеры
В начало
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) — это процесс, в котором соединение металлов производится дугой или дугой между неизолированным металлическим электродом или электродами и изделием.
Дуга защищена слоем гранулированного плавкого материала на рабочем месте.
Давление не используется.
Компоненты оборудования для сварки под флюсом, необходимые для сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочного пистолета и кабельной сборки для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы восстановления флюса, и механизм передвижения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с 60-процентным рабочим циклом, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентной работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с чувствительным к напряжению электродом.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью.Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но выпрямительные машины более популярны.
Сварочные аппараты для дуговой сварки под флюсом мощностью от 300 до 1500 ампер.
Их можно подключать параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электропитание постоянного тока используется для полуавтоматических применений, но электропитание переменного тока используется в основном с машиной или автоматическим методом.
Для систем с несколькими электродами требуются специальные типы цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабельная сборка используются для передачи электрода и тока, а также для обеспечения потока на дуге.
Небольшой бункер для флюса прикреплен к концу кабельной сборки.
Электродная проволока подается через дно этого флюсового бункера через наконечник датчика тока к дуге.
Подача флюса из бункера в зону сварки осуществляется самотеком.
Количество подаваемого флюса зависит от того, насколько высоко находится пистолет над изделием.
Бункерный пистолет может включать пусковой переключатель для инициирования сварки или может использовать «горячий» электрод, чтобы при прикосновении электрода к изделию подача начиналась автоматически.
Для автоматической сварки горелка присоединяется к двигателю подачи проволоки и включает в себя наконечники датчиков тока для передачи сварочного тока на электродную проволоку.
Бункер флюса обычно прикрепляется к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое оборудование, которое иногда используется, может включать в себя передвижную тележку, которая может быть простым трактором или сложным движущимся специализированным приспособлением. Блок рекуперации флюса обычно используется для сбора неиспользованного флюса подводной дуги и возврата его в питающий бункер.
Система для дуговой сварки под флюсом может стать довольно сложной из-за включения дополнительных устройств, таких как шовные толкатели, ткацкие станки и рабочие вездеходы.
Схема сварки под флюсом
Рисунок 10-59. Блок-схема оборудования для сварки под флюсом.Преимущества SAW
Основные преимущества процесса сварки под флюсом или под флюсом:
- сварной металл высокого качества.
- чрезвычайно высокая скорость и производительность наплавки
- гладкий, однородный сварной шов без брызг.
- мало или совсем нет дыма.
- нет дуги, поэтому необходимость в защитной одежде минимальна.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокого оператора.
- в норме, никаких манипулятивных навыков не задействовано.
Основные области применения SAW
Процесс под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка:
- фасонный профиль
- Продольный шов трубы большего диаметра
- производство деталей машин для всех видов тяжелой промышленности,
- Производство сосудов и резервуаров для хранения и хранения под давлением
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях, где используется сталь средней и большой толщины.
Применяется также для наплавочных и наплавочных работ, технического обслуживания и ремонта.
При сварке SAW флюс и проволока разделены. И то и другое влияет на свойства сварного шва, что требует от инженера выбора оптимальной комбинации для каждого проекта.Ограничения процесса
Основным ограничением сварки под флюсом (SAW) является ограничение положения при сварке. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Высокая погонная энергия и цикл медленного охлаждения могут стать проблемой при сварке закаленной и отпущенной стали.При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения для рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, когда однопроходный сварной шов приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть снижены до такой степени, что следует рассмотреть дуговую сварку порошковой проволокой или какой-либо другой процесс.
При полуавтоматической сварке под флюсом невозможность видеть дугу и лужу может быть недостатком для достижения корня шва с разделкой кромок и правильного заполнения или калибровки.
Демонстрация процесса сварки пилой.Принципы работы
Процесс
Процесс сварки под флюсом показан на рисунке 10-60. Он использует тепло дуги между непрерывно подаваемым электродом и изделием.
Рисунок 10-60: Схема процесса сварки под флюсомТепло дуги плавит поверхность основного металла и конец электрода. Металл, расплавленный с электрода, переносится через дугу к заготовке, где он становится наплавленным металлом сварного шва.
Экранирование достигается за счет слоя гранулированного флюса, который накладывается непосредственно на область сварного шва. Флюс, близкий к дуге, плавится и смешивается с расплавленным металлом сварного шва, помогая очищать и укреплять его.
Флюс образует стеклоподобный шлак, который легче по весу, чем наплавленный металл шва, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название сварка под флюсом. Флюс и шлак обычно покрывают дугу, так что ее не видно.
Нерасплавленную часть флюса можно использовать повторно. Электрод вводится в дугу автоматически из катушки. Дуга поддерживается автоматически.
Путешествие может быть ручным или машинным. Дуга возникает при запуске с плавким предохранителем или системой реверсирования или возврата.
Нормальный метод применения и возможности положения
Самым популярным методом нанесения SAW является машинный метод, при котором оператор контролирует сварочную операцию.
На втором месте по популярности находится автоматический метод, при котором сварка осуществляется нажатием кнопки.Процесс может применяться полуавтоматически; однако этот способ нанесения не слишком популярен.
Этот процесс нельзя применить вручную, потому что сварщик не может контролировать невидимую дугу. Процесс дуговой сварки под флюсом — это сварочный процесс с ограниченными позициями.
Позиции сварки ограничены, потому что большая ванна расплавленного металла и шлака очень текучие и имеют тенденцию вытекать из стыка. Сварку можно легко выполнять как в горизонтальном, так и в горизонтальном положении.
В соответствии со специальными контролируемыми процедурами, можно выполнять сварку в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства, удерживающие флюс, чтобы расплавленный шлак и металл шва не могли уйти. Процесс нельзя использовать в вертикальном или верхнем положении.
Свариваемые металлы и диапазон толщины
Сварка под флюсом применяется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально он использовался для сварки некоторых медных сплавов, никелевых сплавов и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. Благодаря подготовке кромок сварные швы можно выполнять за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы можно выполнять до 3/8 дюйма.(9,5 мм) за один проход и в плоском положении можно выполнять угловые швы размером до 1 дюйма (25 мм).
Совместное проектирование
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности сварки под флюсом предлагаются другие детали соединения. Для сварных швов с канавкой можно использовать конструкцию с квадратной канавкой толщиной до 5/8 дюйма (16 мм).
При превышении этой толщины требуются фаски.Используются открытые корни, но необходимы подкладки, так как расплавленный металл будет проходить через стык.
При сварке более толстого металла, если используется достаточно большая поверхность основания, опорный стержень может быть удален. Однако для обеспечения полного проплавления при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно сделать подкладочный сварной шов, который вплавится в исходный сварной шов, чтобы обеспечить полное проплавление.
Сварочная цепь и ток
При сварке под флюсом или под флюсом в качестве сварочной мощности используется постоянный или переменный ток.Постоянный ток используется в большинстве приложений, в которых используется одиночная дуга. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Источник постоянного напряжения постоянного тока более популярен для дуговой сварки под флюсом с использованием электродной проволоки диаметром 1/8 дюйма (3,2 мм) и меньшего диаметра.
Система постоянного тока обычно используется для сварки электродной проволокой диаметром 5/3 2 дюйма (4 мм) и большего диаметра. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или увеличиваться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен при использовании системы постоянного тока, поскольку он требует использования реверсивной системы для зажигания дуги, отвода и последующего поддержания заданного напряжения дуги.
Для сварки SAW на переменном токе всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугой переменного, так и с постоянным током, используется система постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подводятся к дуге, питаемой от одного источника питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любой другой дуговой сварке.Скорость наплавки отдельных электродов показана на рисунке 10-62. Скорость наплавки при сварке под флюсом определяется как минимум четырьмя факторами: полярность, большой вылет, добавки во флюсе и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, увеличив «вылет».”Это расстояние от точки, где ток вводится в электрод, до дуги. При использовании «длинного вылета» степень проникновения уменьшается. Скорость наплавки может быть увеличена за счет добавок металла во флюс под флюсом. Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Качество наплавленного металла шва, наплавленного дуговой сваркой под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у низкоуглеродистой стали или низколегированного основного материала, когда используется правильное сочетание электродной проволоки и флюса под флюсом.Когда сварка под флюсом выполняется машиной или автоматически, человеческий фактор, присущий процессам ручной сварки, исключается. Сварной шов будет более однородным и без неровностей. Как правило, размер сварного шва за проход намного больше при дуговой сварке под флюсом, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения ниже. По этой причине газам дается больше времени для выхода. Кроме того, поскольку плотность шлака под флюсом ниже плотности металла сварного шва, он будет всплывать в верхнюю часть сварного шва.Однородность и последовательность — преимущества этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения может возникнуть несколько проблем. Электродная проволока может искривляться на выходе из сопла сварочной горелки. Эта кривизна может привести к возникновению дуги в месте, не ожидаемом сварщиком. При сварке в достаточно глубоких канавках кривизна может привести к тому, что дуга будет приходиться к одной стороне сварного соединения, а не к основанию. Это приведет к неполному сращиванию корней.Флюс останется у основания сварного шва. Другая проблема, связанная с полуавтоматической сваркой, заключается в том, что сварная канавка полностью заполняется или сохраняется точный размер, поскольку сварной шов скрыт и не может быть замечен во время его выполнения. Для этого нужно сделать дополнительный проход. В некоторых случаях получается слишком много сварного шва. Вариации раскрытия корня влияют на скорость движения. Если скорость движения одинакова, сварной шов может быть недостаточно или переполнен на разных участках. Высокая квалификация оператора решит эту проблему.
Есть еще одна проблема качества, связанная с очень большими наплавками за один проход.Когда эти большие сварные швы затвердевают, все примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке замерзания, которая является центральной линией сварного шва. Если в этом месте будет собрано достаточное количество примесей, может произойти растрескивание по средней линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если основные металлические пластины расположены под углом 45º от плоскости. Простое решение — избегать размещения деталей под истинным углом 45 °. Его следует изменять примерно на 10º, чтобы корень шва не совпадал с центральной линией углового шва.Другое решение — сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла шва. Чрезмерно твердые отложения сварного шва способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное поглощение сплава металлом шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце шва. Лучшее решение — использовать вкладки биения, чтобы запуски и остановки находились на вкладках, а не на продукте.
Графики сварки
Процесс сварки под флюсом, применяемый машиной или полностью автоматически, должен выполняться в соответствии с графиками сварочных работ.Все сварные швы, выполненные с помощью этой процедуры, должны пройти аттестацию и испытания, предполагая, что были выбраны правильный электрод и флюс. Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Сварочные параметры
Параметры сварки для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При дуговой сварке под флюсом тип электрода и тип флюса обычно основываются на механических свойствах, требуемых сварным швом.Размер электрода зависит от размера сварного шва и тока, рекомендованного для конкретного соединения. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы одного и того же размера могут выполняться за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. За несколько проходов обычно получается более качественный сварной металл. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость наплавки.
Основные переменные, влияющие на сварку, включают подвод тепла и включают сварочный ток, напряжение дуги и скорость перемещения.Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать в зависимости от размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток.Это влияет на ширину и форму борта. Более высокое напряжение приведет к тому, что борт будет шире и ровнее. Следует избегать чрезмерно высокого напряжения дуги, так как это может вызвать растрескивание. Это связано с тем, что чрезмерное количество флюса расплавляется, и избыточные раскислители могут попадать в наплавленный металл, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого магнитного потока. Низкое напряжение дуги создает более жесткую дугу, которая улучшает проплавление, особенно в нижней части глубоких канавок.Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Скорость движения влияет как на ширину борта, так и на глубину проникновения. Более высокие скорости движения позволяют получить более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, когда требуются небольшие валики и минимальное проплавление. Однако при слишком высоких скоростях возникает тенденция к образованию поднутрений и пористости, поскольку сварной шов быстрее застывает. Если скорость движения слишком низкая, электрод слишком долго остается в сварочной ванне.Это создает плохую форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол электрода к изделию, угол самой работы, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Последний фактор, называемый «вылетом» электрода, оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Также необходимо учитывать глубину слоя флюса. Если он слишком тонкий, то в потоке или вспышке дуги будет слишком много дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и выпуклым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию на поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти.Иногда их называют следами клюва на поверхности борта.
Советы по использованию процесса
Одно из основных применений дуговой сварки под флюсом — это круговые сварные швы, когда детали вращаются под неподвижной головкой. Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию стекать. Это означает, что на наружных диаметрах электрод должен располагаться перед крайним верхом или положением на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность улавливания шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении «6 часов».
Иногда свариваемая деталь имеет уклон вниз или вверх, чтобы обеспечить различные типы контуров сварных швов.Если работа идет под уклоном, борт будет иметь меньшую глубину проникновения и будет шире. Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и будет уже. Это основано на том, что все остальные факторы остаются неизменными.
Сварочный шов будет отличаться в зависимости от угла наклона электрода по отношению к работе, когда работа выровнена. Это угол перемещения, который может быть углом сопротивления или толкания. Он оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проваром корня может быть получена дуговой сваркой под флюсом.Если сварное соединение спроектировано с плотным отверстием в корне и довольно большой поверхностью корня, следует использовать высокий ток и положительный электрод. Если соединение спроектировано с корневым отверстием и минимальной поверхностью основания, необходимо использовать опорный стержень, поскольку нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и будет проходить через узкие отверстия. Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Медные подкладки используются при сварке тонкой стали. Без подкладных стержней сварной шов будет иметь тенденцию плавиться, и металл шва будет выпадать из стыка. Опорная планка удерживает металл сварного шва на месте, пока он не затвердеет. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и захвата меди в металле сварного шва. Для более толстых материалов основа может быть флюсом под флюсом или флюсом другого специального типа.
Варианты процесса SAW
Существует множество разновидностей процесса, которые дают дополнительные возможности для сварки под флюсом.Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — один источник питания.
- Двухпроводные системы — отдельный источник питания.
- Трехпроводные системы — отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавки порошка железа во флюс.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания, а другой — с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки для обеспечения электрической изоляции между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом.Электроды можно размещать рядом. Это называется поперечным положением электрода. Их также можно разместить один перед другим в положении тандемного электрода.
Двухпроводной тандем
Двухпроводный тандемный электрод с индивидуальными источниками питания используется там, где требуется очень глубокое проникновение. Ведущий электрод положительный, а задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов.Когда две дуги постоянного тока находятся в непосредственной близости, существует тенденция к взаимному влиянию дуги между ними. В некоторых случаях второй электрод подключается к переменному току, чтобы избежать взаимодействия дуги.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует питание переменного тока на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления высокоскоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Система сварки лент
Система сварки полос используется для наплавки низкоуглеродистой и легированной стали, как правило, нержавеющей сталью. Получается широкий валик с равномерным и минимальным проплавлением. Этот вариант процесса показан на рисунке 10-69. Он используется для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали, используя при этом прочность и экономичность низколегированных сталей для толщины стенок. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс.Когда ширина полосы превышает 2 дюйма (51 мм), используется устройство колебания магнитной дуги для обеспечения равномерного прожигания полосы и равномерного проплавления.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом — добавление компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла сварного шва.Добавки для металлов также можно использовать для специальных наплавок. Этот вариант может использоваться с однопроводной или многопроволочной установкой.
Другой вариант — использование электрически «холодной» присадочной проволоки, подаваемой в зону дуги. «Холодный» присадочный пруток может быть сплошным или порошковым для добавления специальных сплавов к металлу сварного шва. Регулируя добавление подходящего материала, можно улучшить свойства наплавленного металла шва. Можно использовать порошковую проволоку для электрода или для одного из нескольких электродов, чтобы ввести специальные сплавы в наплавленный металл шва.Каждый из этих вариантов требует специальной инженерии, чтобы гарантировать, что правильный материал добавлен для обеспечения желаемых свойств отложения.
Типичные области применения
Процесс дуговой сварки под флюсом широко используется при производстве большинства тяжелых стальных изделий. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приваривания фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять загрязнения из расплавленного металла шва. Флюс также обеспечивает введение сплавов в металл сварного шва. Когда этот расплавленный флюс охлаждается до стекловидного шлака, он образует покрытие, защищающее поверхность сварного шва.Нерасплавленная часть флюса не меняет своей формы и не влияет на ее свойства, поэтому ее можно восстанавливать и использовать повторно. Флюс, который плавится и образует шлаковое покрытие, необходимо удалить со сварного шва. Это легко сделать после того, как сварной шов остынет. Во многих случаях шлак действительно отслаивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален с помощью отбойного молотка сварщика.
Флюсы предназначены для конкретных применений и для определенных типов наплавок.Флюсы под флюсом имеют разный размер частиц. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Нет спецификации для флюсов под флюсом, используемых в Северной Америке. Однако метод классификации флюсов заключается в наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуговой сварки под флюсом. Это соответствует стандарту Американского общества сварки. Электроды из углеродистой стали и флюсы для дуговой сварки под флюсом.Таким образом, можно назначить флюсы для использования с различными электродами для обеспечения желаемого анализа наплавленного металла шва.
Ссылки для SAW
Процесс дуговой сварки под флюсом
Электроинструменты DIY и инструменты DC 24 В / 12 В Узел подачи сварочной проволоки Версия 12 В постоянного тока для сварочного аппарата MIG / MAG Устройство подачи проволоки halocharityevents.com
Электроинструменты DIY и инструменты Узел подачи сварочной проволоки 24 В / 12 постоянного тока Версия 12 В постоянного тока для MIG / MAG Сварщик Сварочный аппарат Механизм подачи проволоки halocharityevents.ком- Home
- DIY & Tools
- Электроинструменты, садовые и ручные инструменты
- Электроинструменты
- Сварочное оборудование
- Сварочное оборудование MIG
- DC 24V / 12V Узел подачи сварочной проволоки Версия DC 12V для сварочного аппарата MIG / MAG Проволока сварочного аппарата Устройство подачи
/ и пресс-валок, дополнительные варианты можно найти в нашем магазине. они сосредоточены только на системе подачи сварочной проволоки, Set, включая многие ведущие международные бренды, в ней используется высококачественный двигатель постоянного тока V / 4V, они сосредоточены только на системе подачи сварочной проволоки, скорость подачи составляет 1, e , 04 «-0, 04», Lin *******,: 30 * 10 * 10 мм, подающий ролик по умолчанию 0, 0 мм, -3 м / мин, OD * ID * H, DC V Версия :, Подающий ролик, Узел подачи сварочной проволоки 24 В / 12 В постоянного тока, производитель — лучший завод по производству сварочной проволоки, размер ролика подачи, возможность подачи проволоки составляет 0.Скорость подачи: 8/1. Качество очень стабильное. Размер ролика питателя: YZAlSi0Mg Body, 024 «-0, 04» -0, 0 мм, Дополнительное предложение:, YZAlSi10Mg Body, потому что они широко протестированы и одобрены. от многих международных брендов, /, Lin *******, для сварочного аппарата MIG / MAG, Скорость подачи составляет -м / мин, Упаковка:, Способность подачи проволоки составляет 0. Входное напряжение двигателя: 4 В постоянного тока, i, версия 12 В постоянного тока, номинальная мощность мотора: Вт, версия 4 В постоянного тока: Производитель — лучший завод по производству сварочной проволоки в Китае. Бесплатная доставка и возврат для всех подходящих заказов: DIY & Tools, 04 «, 0 мм, GB79,: 30 * 0 * 0 мм, от 6 мм до,: 30 * 0 * 0 мм, подающий ролик по умолчанию равен 0, OD * ID * H , A, Номинальный входной ток двигателя: A, 031/0, от 6 мм до 1, Подающий ролик, Размер сборки: ссылка на прилагаемый сборочный чертеж, Входное напряжение двигателя: DC V, вы также можете получить дополнительные подающие ролики в нашем магазине, Wire Питатель, 03/0, 0 мм, 04 «, 04», высококачественный двигатель постоянного тока 12/24 В, 0 мм, Вес нетто: около 0 г, подающий ролик по умолчанию равен 0, Размер подающего ролика составляет 0 мм, Номинальный входной ток двигателя: , E ** b, Магазинный механизм подачи проволоки и прижимной ролик, версия 12 В постоянного тока, Узел подачи сварочной проволоки 24 В / 12 В постоянного тока, от 6 мм до, Вес нетто: около 0 г, 04 дюйма. Мы предоставляем полный спектр профессиональных продуктов для сварки и резки.Узел механизма подачи проволоки широко используется на сварочных аппаратах MIG / MAG, т. Е. Эти устройства подачи проволоки широко используются на многих сварочных машинах MIG / MAG. Стандарт соответствует: EN60974-, 04 «, возможность подачи проволоки составляет 0. 03/0, E ** b, 5-13 м / мин, номинальная мощность мотора: Вт, внешний размер узла подачи проволоки: 0 * 40 * 0 мм. , для сварочного аппарата MIG / MAG. OD * ID * H, включая многие ведущие международные бренды. Внешний размер узла подачи проволоки: 0 * 40 * 0 мм. e.
DC 24V / 12V Узел подачи сварочной проволоки Версия 12 В постоянного тока для сварочного аппарата MIG / MAG Устройство подачи проволоки
Сварщик Сварочный аппарат Устройство подачи проволоки 24 В / 12 В пост. и возврат всех подходящих заказов, покупка вещей, которые вам нравятся, лучшие доступные цены, продажа и другие рекламные услуги, быстрая доставка, простой возврат, вот ваш любимый товар.Устройство подачи проволоки 24 В / 12 В постоянного тока Узел подачи сварочной проволоки Версия 12 В постоянного тока для сварочного аппарата MIG / MAG, Узел подачи сварочной проволоки 24 В / 12 В постоянного тока Версия 12 В постоянного тока для сварочного аппарата MIG / MAG Устройство подачи проволоки.
Установка для сварки TIG| MillerWelds
Как настроить сварочный аппарат TIG?
Подробные инструкции по безопасности, настройке и установке см. В руководстве пользователя. На следующей схеме и в инструкциях показана типичная система сварки TIG и соединения.
[YouTube Video]
1.Подключите Torch
При использовании резака с воздушным охлаждением используйте адаптер из комплекта принадлежностей и подключите резак к передней части машины. Также подключите газовый шланг и регулятор.
2. Подключите пульт дистанционного управления
Подключите ножную педаль или кончик пальца к машине.
3. Подключите рабочий зажим
Подключите рабочий зажим (иногда называемый зажимом заземления) к машине. Другой конец закрепите на заготовке или рабочем столе.
4. Выберите полярность
.Для сварки алюминия переключите настройку силы тока на передней панели на переменный ток. Для сварки стали и стальных сплавов переключите настройку силы тока на DCEN. (Для ручной сварки переключите настройку силы тока на DCEP.)
5. Подготовьте вольфрам
Измельчите вольфрам до точки. При сварке алюминия вольфрам начинает образовывать шар. Если шар вырастает до того же диаметра, что и ваш вольфрам, перенаправьте вольфрам.Отшлифуйте в продольном направлении и сделайте острие примерно в 2-1 / 2 раза длиннее диаметра.
Используйте шлифовальный круг зернистостью 200 или мельче. Не используйте колесо для других работ, иначе вольфрам может загрязниться, что приведет к ухудшению качества сварки.
6. Соберите резак
.Ослабьте заднюю крышку и снимите вольфрам диаметром 3/32 дюйма с резака. Снимите сопло и медные цанги с резака.Вставьте цангу и корпус цанги обратно в резак и затяните. Наденьте сопло обратно на горелку.
7. Установите Tungsten
.Поместите вольфрам в цангу. Оставьте примерно от 1/8 до 1/4 дюйма (не больше диаметра чашки) из цанги. Затяните заднюю крышку.
8. Проверьте и подключите питание
| Убедитесь, что блок питания, к которому вы подключаетесь, соответствует номинальным характеристикам вашей машины (см. Паспортную табличку на устройстве).Если ваш аппарат снабжен вилкой, подключите ее к соответствующей розетке, когда будете готовы начать сварку. Возможно, вам потребуется приобрести вилку, соответствующую вашей розетке. Если ваша машина не поставляется с вилкой, подключите ее в соответствии с процедурой, описанной в Руководстве пользователя. |
Решения и услуги для сварочных аппаратов для пластмасс
Решения и услуги для сварочных аппаратов для пластмасс | Оборудование для соединения на заказРешения для сварки пластмасс
Работающие решения для пластиковых сборок
Компания, с которой мы работаем, изобрела датчик! Они это понимают.Мы собираем детали для автомобильной, медицинской и потребительской промышленности. Мы используем наше программное обеспечение для технологии согласования расплава, чтобы регулировать скорость разрушения, чтобы обеспечить максимальную прочность сварного соединения.
Решения для сварки пластмасс
Наши решения для пластмасс включают ультразвуковую сварку, вращательную сварку, сварку горячими пластинами, вибросварку, лазерную сварку и инфракрасную сварку. Мы — технологически ориентированная компания, стремящаяся подобрать лучшее решение для приложения.Вот почему существует лаборатория … чтобы избавиться от невыполнимых обещаний.
Стандартные и нестандартные решения для соединения пластмасс для производственных компаний во всех основных отраслях промышленности
Оборудование для соединения пластмасс требует особого ноу-хау, которое можно приобрести только на опыте. Медицинские изделия были важным сегментом бизнеса для компаний, которые мы представляем. Автомобильные внутренние компоненты для дверей и приборных панелей. Автомобильные внешние компоненты для бамперов, боковых панелей и элементов отделки салона.Пищевая промышленность для резки теста и готовой выпечки перед упаковкой.
В каждом приложении есть нюансы, которые наверняка придется доработать. У нас есть несколько лабораторий, которые помогут определить лучшую технологию, оптимизировать параметры и сэкономить время при внедрении.
CapEx имеет единственную цель — повысить ценность. Мы не хотим появляться и тратить время наших клиентов зря. Мы появляемся и добавляем ценность, или мы не уходим.
Команда CapEx объединяет более 70 лет в продаже решений для сборки из пластика.У нас есть процесс, который мы используем в каждом проекте, чтобы обеспечить согласование приложения с подходящим решением. Мы не стремимся продать что-то покупателю ради того, чтобы что-то продать покупателю. Если у нас нет подходящего решения для наших клиентов, мы сообщаем им об этом, но не останавливаемся на достигнутом. По возможности мы помогаем подобрать клиенту компанию, которая сможет удовлетворить его потребности. Все дело в добавлении стоимости.
Продукция
- Приборы для проверки герметичности и оборудование
- Системы и оборудование для фильтрации воздуха
- Системы и оборудование очистки воздуха
- Системы и оборудование для бережливого производства
- Оборудование и компоненты сборочного конвейера
- Оборудование для функциональных испытаний
- Машины и оборудование для сварки пластмасс
Solutions
- Автоматические сборочные линии
- Испытание на герметичность
- Фильтрация и очистка воздуха
- Робототехника
- Прессование и сварка
- Контроль силы / расстояния
- Лазерная маркировка
- Привод / Система крутящего момента
Рынки / территории
- Южная Каролина
- Северная Каролина
- WNC
- Вирджиния
Бренды
- ATC Automation
- Дукане
- Тестовые системы Цинциннати
- Келлер
- Сциметрический
© CapEx Sales, LLC 2011-2019 — Все права защищены
1171 Market St, Fort Mill, SC 29708
Сварочные аппараты — обзор
Механизированная и автоматическая сварка
В главе 3 этого раздела мы упомянули «автоматическую сварку.«Потребность в автоматической сварке возникает из-за стремления к увеличению производительности и устранению вмешательства человека в, казалось бы, рутинную и повторяющуюся работу. Он также способствует гораздо более высокому уровню производительности, используя более высокие токи и тепло, которые трудно, если вообще возможно, использовать из-за человеческой терпимости и ограничений безопасности.
В обрабатывающей промышленности термин автомат / автомат означает, что некоторые функции или этапы операции выполняются механическим или электронным устройством или их комбинацией.Степень автоматизации различна, так как некоторые функции могут охватывать все операции или они могут охватывать только некоторую часть операции.
Слова механизированный и автоматический часто используются для описания таких методов сварки. Термин «механизированный» используется для обозначения того, что движения в процессе сварки просто механизированы, и не многие элементы электроники контролируются искусственным интеллектом (ИИ), хотя существуют веские аргументы в пользу того, что использование термина AI может дать Создается впечатление, что устройство способно к самообучению, но это не так, но AI — это будущая возможность в этой области.Текущая система — это в основном кинематические алгоритмы и вычисления, запрограммированные в систему. Напротив, слово автоматический используется по-разному; это означает, что некоторая степень искусственного интеллекта используется для манипулирования механическими рычагами, которые могут помочь сварочной головке (горелке) перемещаться по линии сварного шва или располагаться в труднодоступных местах сварки по мере выполнения сварки. В более сложных формах он может делать все это, управляя текущей скоростью и скоростью перемещения сварного шва в заданном диапазоне предельных значений параметров.Он также может включать в себя гораздо более сложные элементы управления, которые удалены от органов управления оператора и запрограммированы в машине. Он может включать в себя различные элементы управления параметрами, сварочную головку и управление заданиями для наиболее эффективного проведения сварки.
Автоматизация сварки — это не только возможность установить сварочную головку на машину, которая представляет собой шарнирно-сочлененный с электронным приводом или механический манипулятор, но также включает в себя ряд операций по планированию, организации и мониторингу производственного процесса.Он включает в себя тщательную оценку сварочного / производственного процесса, процедур, производственных этапов и средств управления, а затем принятие решения о том, какие из этих ручных действий использовать и в какой степени их необходимо автоматизировать. Поскольку большая часть сварочных работ зависит от мнения сварщика, важно, чтобы решение по автоматизации основывалось на определении того, какие действия можно освободить от ручной оценки и выполнить на машине; Эта машина может включать сложную электронную систему управления, она может использовать простые механические движения, имитирующие ручную сварку, или это может быть комбинация того и другого.
Целью автоматизации является снижение производственных затрат за счет повышения производительности; он также направлен на улучшение качества продукции за счет перехода повторяющихся движений от ручного к механическому. Степень сложности — это просто вопрос улучшения этих основных целей.
Машинная сварка или механизированная сварка выполняется сварочным оборудованием под постоянным контролем сварщика. Сварка может выполняться под неподвижной головкой, когда объект перемещается вдоль линии сварного шва для сварочной головки для сварки, или это может выполняться, когда объект неподвижен, а сварочная головка перемещается по линии сварки для выполнения сварки.При такой настройке аппарат может или не сможет загружать и выгружать работу на сварочную станцию. Система машинной сварки может иметь одно или комбинацию из следующего:
- •
Машинная тележка — это путь для пересечения линии сварки, который может быть как рельсовым, так и тракторным. Такая каретка могла обеспечивать как горизонтальное, так и вертикальное перемещение сварочной головки. Орбитальное движение также используется для сварки кольцевых швов в трубах или любых круглых объектах, таких как сосуды высокого давления, резервуары и т. Д.Поскольку положение и скорость перемещения являются важными параметрами для сварки, очень важно точное управление этими движениями. При машинной сварке это тщательно контролируется сварщиком.
- •
Манипулятор сварочной головки по сути является продолжением сварочной головки сварочного аппарата, установленного на стреле. Манипулятор может перемещать стрелу вверх или вниз по мачте, установленной на вертлюг. Для успешной сварки и качественного производства требуется плавное движение манипулятора.Ниже приведены основные элементы машинной сварки:
- •
Скорость перемещения
- •
Скорость непрерывного заполнения присадочным металлом
- •
Запуск и поддержание сварочной дуги
184
Движения дуги.
Присутствие оператора на месте сварки имеет важное значение при машинной сварке, так как оператор должен наблюдать за процессом сварки.Оператор постоянно взаимодействует со сварочным оборудованием, чтобы обеспечить правильное размещение сварочной головки и надлежащую наплавку металла шва.
Автоматическая сварка , в отличие от машинной сварки, описанной ранее, выполняется с помощью оборудования, которое выполняет всю сварочную операцию без каких-либо регулировок или контроля со стороны сварщика. Хотя работа оборудования не зависит от оператора сварки, оператор должен убедиться, что электромеханическое функционирование системы находится в надлежащем рабочем состоянии; таким образом, набор навыков оператора в этом отношении значительно улучшается.Это требует надлежащего обучения для понимания функций машины и электронной системы.
Система сама по себе может или не может загружать и выгружать задание на сварочную станцию.
При автоматической сварке используются рассмотренные ранее элементы машинной сварки. Подготовка сварного шва — очень важный фактор в любом качественном сварном шве; однако существует строгий спрос на более точную подготовку шва для успешной автоматической сварки. В процессе автоматической сварки важную роль играет контроллер цикла сварки.Это контролирует сварочные операции, а также подъемно-транспортное оборудование и приспособления для работы. Контроллер точно рассчитывает эти действия и различные этапы, чтобы обеспечить качественную сварку и быстрый производственный процесс. Эффективный результат автоматической сварки может привести к:
- •
Постоянному качеству сварного шва
- •
Повышенной производительности
- •
Прогнозируемой скорости производства
184
сварки
- •
Сварочные операции должны быть интегрированы с другими производственными процессами
Как мы видим, автоматическая сварка — очень полезный инструмент для быстрого и последовательного производственного процесса, в котором работа относительно повторяющаяся по своей природе.Однако система имеет некоторые ограничения, которые ограничивают ее универсальное использование. Эти ограничения могут включать:
- •
Большие капитальные вложения
- •
Сложные устройства перемещения дуги и управления, которые предварительно запрограммированы в последовательности операций
- •
Подходит только для крупных производственных заказов
- •
Требуется специальное приспособление для точной подгонки и выравнивания стыковых бородавок, подлежащих сварке
Успешное применение автоматизации сварки возможно с использованием роботизированных технологий; робот — это, по сути, механическое устройство, которое можно запрограммировать для выполнения некоторых запрограммированных задач, таких как манипулирование сварочной головкой и позиционирование работы на сварочной станции.
Эти роботы (подробнее о роботах см. В следующих параграфах) могут использоваться с технологией компьютеризованного числового управления для учета вариаций в работе. Это позволяет изменять программу сварки (например, параметры сварки и позиционирование заданий) в соответствии с другим набором требований к сварке. Эта комбинация роботов и программирования с числовым программным управлением (ЧПУ) позволяет выполнять относительно небольшие заказы на работу с помощью автоматизированной системы сварки, что обеспечивает более быстрое и качественное выполнение работ в цехе.Роботы и их компьютерная память используются для хранения набора инструкций для любой будущей работы с таким же описанием. Роботизированные манипуляторы часто оснащены сенсорными глазами, чтобы определить, соответствует ли фитинг сварного шва требуемым параметрам, и это добавляет к усилиям по контролю качества производственного процесса.
Базовое понимание того, что такое роботы и как они шарнирно соединены для выполнения различных сварочных и производственных операций, важно для понимания автоматизации сварочных функций.