
требования, варианты и инструкция по изготовления Роман Волков, блог Малоэтажная Страна
В работе на загородном участке часто использую не пластичную профильную металлическую трубу. При этом регулярно возникает необходимость ее изогнуть. Поэтому решил изготовить трубогиб своими руками. После его испытания хочу поделиться с требованиями к нему, а также возможными вариантами станка. Расскажу еще, как я делал распространенную модель.
Вариант самодельного трубогиба
Требования к ручному трубогибу
Из профильной трубы создают садовые арки, козырьки над входами в дом, на территорию и так далее. Самодельный трубогиб своими руками позволяет изогнуть металлопрокат с нужным радиусом без надлома. С помощью станка при необходимости даже можно сделать аккуратный круг из прямолинейной трубы.
Использование механического трубогиба
Когда металлопрокат изгибается, тогда происходит растягивание его наружной стороны. При этом у него сжимается внутренняя поверхность. Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
- надежно фиксировать заготовку, что позволит выполнить изгиб в требуемом направлении;
- равномерно распределять приложенное усилие по изгибаемому участку;
- иметь в конструкции деталь-шаблон, с помощью которой станет возможным задавать угол изгиба;
- позволять одному человеку изготавливать гнутые заготовки без приложения запредельной физической силы.
Перечисленные требования позволили выбрать наиболее подходящую конструкцию станка из распространенных вариантов. Однако перед тем как сделать трубогиб своими руками в домашних условиях, мне пришлось изучить особенности популярных приспособлений. Ведь они отличаются сложностью устройства и даже предназначением.
Одна из распространенных моделей гибочного станка
Простой обкаточный трубогиб с роликами
Этот вариант популярен как у сантехников, так и у домовладельцев.
Основа приспособления представляет собой прочную станину (1). Ее делают из листового металла. Можно также использовать швеллер, потому что он выдерживает существенные нагрузки механического характера. Для крепления основы к неподвижному верстаку обычно используют болты. Вместо них нередко применяют мощные тиски.
В станочной основе делают отверстие для резьбовой шпильки. Она может быть заменена болтом. Любой из крепежей является осью (2). На нее надевают дисковый элемент, у которого с обеих сторон имеются реборды (3). Данная деталь является шаблоном. Он нужен для обкатки металлопроката.
Трубогиб с пластинчатой основой
Вокруг оси (2) также выполняется поворот рычага (5). Его изготавливают большой длины. Это позволяет прикладывать существенное усилие, чтобы изогнуть заготовку. На рабочем рычаге закрепляют прижимной роликовый элемент (4).
Если делают трубогибочный станок своими руками, тогда его часто оснащают несколькими комплектами дисков. Это позволяет гнуть трубы с разным профилем.
В конструкции трубогиба также предусматривают фиксирующую систему. Она нужна для закрепления конца трубы (7). Часто такая система представляет собой простой крючок или стопорный узел, который оснащен гайками (6).
Комплектация и принцип работы трубогиба
Чтобы выполнить изгиб металлопроката, сначала нужно отвести рабочий рычаг. Это позволит вставить прямолинейную трубу между прижимным роликом и обкаточным диском. В то же время необходимо конец металлопроката зафиксировать в стопорном элементе. После этого прикладывается усилие и поворачивается рабочий рычаг. В результате труба начинает изгибаться. Чтобы контролировать угол изгиба, станок можно оснастить шкалой с обозначенными градусами.
Самодельный и простейший ручной трубогиб для профильной трубы своими руками, чертежи с размерами которого позволяют быстро изготовить станок, обычно применяется для изгиба заготовок на 90°. Он не подходит для создания пологих дуг большого радиуса.
Чертеж для сборки и деталировка самодельного станка
Намоточный трубогиб
Это более сложный вариант для трубы с круглым сечением. По данной причине он менее популярен у домовладельцев. Этот трубогиб для круглой трубы своими руками или промышленного производства позволяет создавать детали криволинейной формы, которые могут быть изогнуты в трех направлениях. Изготовленные элементы на нем применяются, например, при прокладке трубопроводных систем сложной конфигурации.
При использовании намоточного трубогиба сначала край заготовки фиксируют на рабочем колесе (1) с помощью зажимного механизма (3). В непосредственной близости от него находится упорный ролик (2). Это неподвижный элемент для подачи прямолинейного отрезка трубы. Именно он задает начало изгиба. После включения конструкции начинает медленно вращаться рабочее колесо. Оно крутится за счет наличия в конструкции, например, редуктора. Для этой цели также может использоваться гидравлическая передача. В результате вращения на колесо-шаблон происходит как бы наматывание трубной заготовки.
Детали и работа намоточного приспособления
Собирают также для профильной трубы намоточный трубогиб своими руками, чертежи которого обязательно подготавливают на первом этапе. Некоторые его варианты позволяют изгибать заготовки с небольшим радиусом кривизны. Часть таких приспособлений способна даже полностью разворачивать прямолинейную трубу на 180°. Эти устройства часто используют мастера, изготавливающие кованые изделия.
Чертеж варианта гибочного приспособления
Собственноручное изготовление трубогиба из утиля без токарных работ
Для своих нужд решил делать вальцовочный станок для гибки профильной трубы своими руками, чертежи для которого подготовил заранее. Его еще называют прокаточным устройством. Конечно, оно не представляет собой полностью идеальную конструкцию. Однако возможностей приспособления вполне хватило, чтобы изготовить дуги для теплицы и козырьков над входными группами.
Один из чертежей трубогиба
Для создания моего варианта гибочного станка использовал материал, который подлежал утилизации. Его я подготовил, когда выполнял уборку в гараже и разбирал накопившийся хлам. При этом мне даже не пришлось обращаться за помощью к токарю, чтобы изготовить опорные валики. В результате получилось приспособление, на которое было потрачено минимум денег.
Итак, перед тем как сделать трубогиб своими руками, чертежи и описание которого уже были подготовлены, я нашел в гараже:
- много болтов;
- ненужный швеллер, длина которого составляла 1 м;
- обрезки труб;
- резьбовую шпильку М18 длиной 1 м;
- металлический уголок длиной 2 м;
- кучу б/у подшипников;
- металлическую пластину толщиной 5 мм;
- большое количество широких шайб, а также гаек.


Гайки, подшипники, шайбы, резьбовая шпилька для будущего станка
После подготовки необходимых материалов начал изготавливать гибочный станок для профильной трубы своими руками, чертежи которого уже были подготовлены. Процесс осуществлял следующим образом:
- Вырезал станину из швеллера. Ее длина составила 400 мм.
- Нарезал металлический уголок 25*25 мм. Из него получилось четыре стойки-опоры. Длина каждой из них составила 250 мм.
Обрезанный швеллер и стойки
- Очистил заготовки от ржавчины и грязи, чтобы дальнейшие операции проще выполнялись, включая сварочные работы. Для этого использовал металлическую щетку, которую установил на электродрель.
Щетка с металлической щетиной
- Перевернул швеллер, чтобы его полка оказалась внизу.
- Отметил на боковых частях швеллера месторасположение стоек из металлического уголка.
- Приварил четыре опоры к швеллеру. Эти стойки одинаковой высоты, перпендикулярные горизонту и параллельные друг другу образовали конструкцию в виде короба точно по центру. Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
 Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.Закрепленные стойки на швеллере
- Вырезал из металлического листа пластину размером 130*80 мм и сделал в ней отверстие диаметром 19 мм точно по центру. Из этой же листовой стали подготовил еще одну пластину 80*70 мм. В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
Две подготовленные пластины
- Начал изготавливать прижимной ролик. Его конструкция состоит из нескольких частей. Одной из них является ось. Для нее использовал часть шпильки. Длина этого кусочка составила 200 мм.
- Сделал на шпильке временные упор из широкой шайбы и гайки.
- Отрезал от трубы диаметром 1 дюйм кусочек длиной 40 мм.
- Надел часть обрезанной трубы на шпильку.
Кусочек трубы на шпильке
- Вставил в зазор между шпилькой и надетой трубкой кусочки электродов диаметром 3 мм. Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
 Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.Вставленные электроды в собираемый валик
- Сделал еще одну оболочку для прижимного валика. Для ее изготовления использовал трубу с внутренним диаметром 32 мм.
- Надел вторую оболочку. Однако пришлось предварительно ее разрезать только с одной стороны и чуть-чуть расширить. Когда в дальнейшем выполнял сварку, получившийся разрез заполнил расплавленным металлом.
Надетая вторая оболочка с разрезом
- Обварил аккуратно всю конструкцию сначала с открытой стороны.
- Снял временную шайбу с гайкой.
- Обварил прижимной вал с другой стороны.
- Отшлифовал места сварки.
- Подготовил опорную пластинку для подшипников прижимного валика. Для этого приварил к ней строго симметрично друг другу две цапфы. В противном случае валик перекосит. Из-за этого ухудшится качество изгиба трубы.
Приваренные две одинаковые цапфы
- Надел подшипники на шпильку с каждой стороны прижимного валика.
Надетые подшипники на шпильку
- Установил надетые подшипники в вырезы цапф и приварил их. Крепление сделал точечное. Иначе подшипники могли перегреться.
Точечно приваренные подшипники
- Отрезал от шпильки еще один кусочек длиной 400 мм. Он нужен, чтобы сделать силовую передачу для вала.
- Завел обрезанную шпильку в отверстие пластины с цапфами и накрутил гайку. При этом резьбовой стержень вышел из нее на 2 мм.
Накрученная гайка на шпильке
- Приварил гайку к шпильке.
- Навинтил еще одну гайку на шпильку, но уже с другой стороны. При этом ее не затягивал до конца. Оставил зазор около 0,5 мм. Это нужно, чтобы пластина свободно крутилась на шпильке.
- Приварил гайку к стержню.
Вторая гайка на шпильке
- Опустил собранный элемент между направляющими деталями.
- Установил сверху подготовленную пластину. При этом через отверстие в ней пропустил шпильку.

Установка крышки-пластины
- Приварил пластину к направляющим.
- Накрутил на шпильку, которая торчала из отверстия пластины, еще одну гайку.
Вариант изготовления трубогиба для трубы с круглым сечением показан в этом видео:
- Приварил накрученную гайку к крышке-пластине.
- Прикрепил перекладину (маховик-рычаг) к резьбовому стержню с помощью сварки. Для изготовления рычага использовал профильную трубу. Он нужен, чтобы вручную вкручивать или выворачивать шпильку.
Приваренный рычаг к шпильке
- Установил пластиковые пробки на торцевые части маховика для исключения получения травм на ладонях, когда буду использовать изготовленный трубогиб для профильной трубы своими руками без токарных работ.
Еще одно видео по изготовлению трубогиба:
 youtube.com/embed/9P-dQ4GmDrg» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/9P-dQ4GmDrg» frameborder=»0″ allowfullscreen=»»> На следующем этапе приступил к созданию 2-х опорных роликов из шпилек и подшипников. Сначала отрезал два резьбовых стержня. Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Затем на шпильках разместил по три подшипника. Потом на стержни надел по маленькой и большой шайбе. Далее, на шпильки накрутил еще по одной гайки и обрезал торчащие концы с резьбой. В завершение приварил накрученные гайки к большим шайбам и шпикам.
Об ошибках при изготовлении гибочного станка рассказывается в данном видео:
На следующем этапе приступил к изготовлению рычага длиной 250 мм, который нужен для вращения прижимного вала. Его сделал из куска квадратной трубы с вырезом на конце под ось приводного вала. С другой стороны рычага прикрепил ручку из шпильки диаметром 8 мм.
Дополнительно вертикально приварил с каждой стороны швеллера по четыре отрезка шпилек диаметром 6 мм, чтобы можно было меняет положение опорных роликов относительно оси всего приспособления – прижимного вала.
В завершение изготовления станка хорошо отшлифовал прижимной валик. Для этого использовал наждачку с крупным зерном. При этом мелкую абразивную бумагу не применял, так как грубая поверхность вала позволила улучшить процесс прокатки металлопроката.
Видео поможет узнать, как изготовить трубогиб своими руками или как сделать трубогиб в домашних условиях:
Коротко о главном
При самостоятельном изготовлении трубогиба уделяют особое внимание ряду нюансов. Он должен надежно фиксировал заготовку, равномерно распределять прикладываемое усилие, иметь в конструкции при необходимости деталь-шаблон. Станок также обязан позволять работать с ним одному человеку.
Самостоятельно собрать можно приспособление для круглой и профильной трубы. Оно создается с простой и более сложной конструкцией, включая устройство намоточного типа. Я изготавливал вальцовочный станок из утиля без токарных работ. Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Напишите в комментариях, как думаете – все ли соединения должны быть сварными при изготовлении гибочного станка с вальцами?
Трубогиб для профильной трубы своими руками: чертежи, схема, видео
Как изготовить трубогиб для профильной трубы своими руками? С чего начать?
Что нужно знать, чтобы избежать ошибок? Как сделать чертеж устройства?
Посмотреть видео о том, как изготовить трубогиб, и найти ответы на эти вопросы вы можете, прочитав статью.
Что такое трубогиб?
Содержание:
- Что такое трубогиб?
- Как изготовить станок из подручных материалов?
- Гидравлический станок своими руками
Для чего применяется трубогиб, понятно из его названия. При помощи этого приспособления можно плавно изогнуть не только трубу, но и металлический профиль до необходимого угла без перегиба и излома.
При помощи этого приспособления можно плавно изогнуть не только трубу, но и металлический профиль до необходимого угла без перегиба и излома.
Сделать это без трубогиба просто невозможно. При простом сгибе трубы металл заложится в складку, перекрывая внутренний просвет.
При использовании трубогиба этого не произойдет – изгиб будет плавным без складок и растяжения металла.
Трубогибы бывают промышленного изготовления, но их покупка часто бывает нецелесообразной из-за приличной стоимости. К тому же изготовить приспособление собственными руками совсем несложно.
Фото:
Существует несколько различных видов трубогибов. Поэтому перед началом работы необходимо определиться с выбором конструкции.
Все приспособления для гибки труб и металлического профиля, независимо от их внешнего вида, можно разделить на три категории:
- гидравлические;
- электрические;
- механические.
Гидравлические трубогибы могут быть как огромными промышленными станками, способными согнуть трубу любого диаметра, так и ручными.
При помощи ручного гидравлического приспособления можно гнуть трубы до 2-3 дюймов в диаметре.
Фото:
Электрические ручные станки преимущественно применяют для сгибания труб с тонкими стенками. Эти приборы отличаются от гидравлических большей точностью и аккуратностью работы.
На изгибе, выполненном таким станком, нет ни малейших складок и заломов.
В бытовых целях чаще всего применяются механические устройства, при помощи которых при небольшом физическом усилии можно гнуть трубы из мягких металлов или полимеров.
Такой трубогиб для профильной трубы несложно изготовить собственными руками. Правда, гнуть им можно будет только трубы небольшого диаметра.
По принципу сгибания трубы все трубогибы классифицируются на четыре группы.
Они могут быть следующих видов:
- арбалетное устройство;
- пружинное;
- прокатное;
- дорновое.
Арбалетное устройство представляет собой две параллельных пластины с отверстиями для труб разных диаметров.
Труба просовывается в подходящие отверстия, после чего пластины разводятся в стороны. В результате водовод или профиль плавно изгибаются. Таким способом можно получить любой угол больше 90°.
Пружинный трубогиб оснащен тугой пружиной, благодаря разжатию которой происходит мягкий изгиб. Такие приспособления чаще используются для сгибания пластиковых труб или изготовленных из мягких цветных металлов.
Видео:
Устройство прокатного или, как его еще называют, сегментного трубогиба абсолютно просто. Прокатный трубогиб оснащен несколькими роликами.
Изгиб происходит посредством прокатывания трубы или профиля вдоль одного из них. Таким образом можно произвести изгиб под любым нужным углом и даже завернуть профиль в петлю, обведя вокруг ролика. Для профильного металлопроката применяются ролики с прямоугольной оснасткой.
Дорновый тип самый простой.
 Участок трубы туго зажимается струбциной инструмента.
Участок трубы туго зажимается струбциной инструмента.Свободный край гнется при помощи рычага. Для этого внутрь можно вставить кусок арматуры или надеть сверху кусок трубы с большим диаметром.
Особенностью станка являются дорны – цепочка из стальных шариков, помещаемая внутрь сгибаемого участка.
Дорны заполняют собой внутреннюю пустоту сгибаемого участка и не дают металлу образовать складку внутрь.
Такой метод также позволяет получить плавный изгиб без надломов и разрывов металла. Однако этот метод подходит только в том случае, если сгиб необходимо сделать на небольшом расстоянии от края трубы.
Как изготовить станок из подручных материалов?
Самодельный трубогиб для профильной трубы проще сделать по типу прокатного. Для его изготовления потребуется прочная деревянная доска, равная по толщине трубе. Можно использовать доску большей толщины.
На доске делается чертеж нужного изгиба. Важно следить, чтобы линия изгиба была плавной и округлой, без резких поворотов.
В идеале шаблон должен представлять собой ровный полукруг. Нужно обязательно обозначить на нем центр, так как он потребуется в дальнейшем.
Фото:
Далее следует выпилить заготовку по получившемуся шаблону. Готовую половинку ролика прочно крепят к рабочему столу.
С одной стороны от полученного полукруга прикручивается деревянный брусок на расстоянии сечения трубы.
Этот брусок необходим для фиксации конца трубы в нужном положении. Труба должна свободно проходить между полукругом и бруском, но не смещаться в сторону.
Теперь необходимо выпилить из доски круг меньшего диаметра. Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Расстояние между деталями должно равняться сечению профиля. Можно добавить пару миллиметров для свободы скольжения.
Свободный конец металлической пластины будет использоваться в качестве рычага. Поэтому для удобства его желательно обмотать изолентой или ветошью. Необходимо проверить, чтобы диск свободно вращался по всему периметру полукруга.
Видео:
Чтобы провести изгиб, диск приводится в крайнее положение вплотную с фиксирующим бруском. Между ними вставляется металлопрокат.
При помощи рычага маленький диск приводится в движение. Поворачивать его нужно не спеша, избегая резких движений.
Таким образом, прилагая сравнительно небольшое усилие, можно гнуть не только трубы, но и металлический профиль.
Вместо дерева ролики можно изготовить из полиуретана или даже металла.
Кроме того, можно предусмотреть изменение расстояния между роликами для изгиба профиля с различным сечением. Действие станка можно увидеть на видео в Сети.
Несмотря на кажущуюся простоту сборки станка, качественно сделать его не удастся, если не использовать чертежи при конструировании.
Если невозможно подготовить чертеж самостоятельно, то можно воспользоваться моделями, выложенными в Интернете, подогнав их под нужные размеры.
Такой станок подойдет, если требуется согнуть небольшое количество профиля. Если необходимость гнуть трубы возникает часто, то стоит задуматься об изготовлении гидравлического станка.
Трубы используются не только при устройстве водопровода или газопровода. Они являются замечательным материалом для постройки:
- парников;
- садовых беседок;
- ограждений.
Потому качественный станок для гибки труб и металлического профиля всегда пригодится в хозяйстве.
Гидравлический станок своими руками
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок. Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
- четыре металлических ролика;
- домкрат;
- металлический швеллер.
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении. Этот короб капитально крепится к рабочей поверхности.
Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.
В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.
Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Для гибки металлопластиковых труб или изготовленных из мягких металлов лучше пользоваться ручным станком, не прибегая к гидравлическому методу.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
- материала, из которого изготовлен металопрокат;
- толщины стенок;
- диаметра.
У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
Трубогиб своими руками для профильной трубы
При обустройстве участка или при подготовке к дачно-огородному сезону возникает потребность в дугах из профильной трубы. Они нужны при обустройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена в два раза выше, чем на тот же плоский прокат. Выход — сделать самому, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать трубогиб для профильной трубы. Вам понадобятся швеллеры или уголки, прокатные ролики и еще некоторые детали. Из инструментов — болгарка с диском по металлу, сварочный аппарат, линейка.
Выход — сделать самому, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать трубогиб для профильной трубы. Вам понадобятся швеллеры или уголки, прокатные ролики и еще некоторые детали. Из инструментов — болгарка с диском по металлу, сварочный аппарат, линейка.
Содержание статьи
- 1 Конструкция профильогиба
- 1.1 Устройство трубогиба со средним подвижным роликом
- 1.2 С крайним подвижным роликом
- 2 Какие материалы и нюансы конструкции необходимы
- 3 Приемы изготовления труб гнуть проще
- 4 Порядок гибки профильной трубы на самодельных станках
- 5 Видео материалы
- 6 Как согнуть профильную трубу без станка
- 6.1 Получение дуги сваркой
- 6.2 Использование шаблона
Конструкция профильного станка
Станок для гибки профильных труб конструктивно отличается от обычного. Это связано, во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что обычно требуется большой радиус изгиба. Поэтому катков в конструкции три. Два из них установлены стационарно, один остается мобильным. С помощью подвижного ролика изменяется радиус кривизны. В целом трубогибы для профильной трубы бывают двух видов: со средним подвижным роликом и с крайним (правым или левым – на выбор).
Поэтому катков в конструкции три. Два из них установлены стационарно, один остается мобильным. С помощью подвижного ролика изменяется радиус кривизны. В целом трубогибы для профильной трубы бывают двух видов: со средним подвижным роликом и с крайним (правым или левым – на выбор).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся к корпусу. Они приподняты над базовой плоскостью. Для среднего валика приготовлена специальная U-образная станина. В середине ее перемычки установлен длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий ролик (можно приварить). Поворачивая этот винт, ролик поднимается и опускается, изменяя радиус изгиба профильной трубы.
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, с помощью которой труба прокатывается через станок. Чтобы использовать меньшее усилие при прокатке, два стационарных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (можно от велосипеда), к ним подбирается цепь. Такой простой механизм значительно облегчает гибку профильной трубы.
Чтобы использовать меньшее усилие при прокатке, два стационарных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (можно от велосипеда), к ним подбирается цепь. Такой простой механизм значительно облегчает гибку профильной трубы.
С крайним подвижным роликом
В данной конструкции правый или левый ролик выполнен подвижным. Он движется вместе с частью основания. Эта часть соединена с остальной частью кровати прочными металлическими петлями.
Чертеж профильного трубогибочного станка с подъемной платформой
Изменить высоту можно с помощью домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется поднятием подвижной части стола.
Трубогиб профильный с подъемной площадкой
В отличие от предыдущей конструкции, этот профильный трубогиб приводится в движение от центрального ролика — к нему приварена рукоятка. Чтобы уменьшить необходимое усилие, вы также можете приварить звездочку к двум неподвижным роликам и передавать крутящий момент с помощью цепи.
Какие нужны материалы и нюансы конструкции
Основание трубогиба делается из швеллера или двух сваренных уголков. Толщина полок не менее 3 мм, ширина полок и тыльной стороны швеллера должна соответствовать имеющимся деталям. Одно правило – фундамент должен быть прочным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно закрепить машину на каком-нибудь тяжелом основании с помощью саморезов большого диаметра. Фиксация необходима, так как при гибке труб с толстой стенкой усилия приходится прикладывать значительные и работать удобнее, если станок прочно закреплен.
Так выглядит кровать в приваренных стойках для крепления подвижного ролика
Несколько слов о роликах. Они должны быть изготовлены из качественной, желательно из закаленной стали. Именно ролики и оси, которые их удерживают, несут на себе большую часть нагрузки.
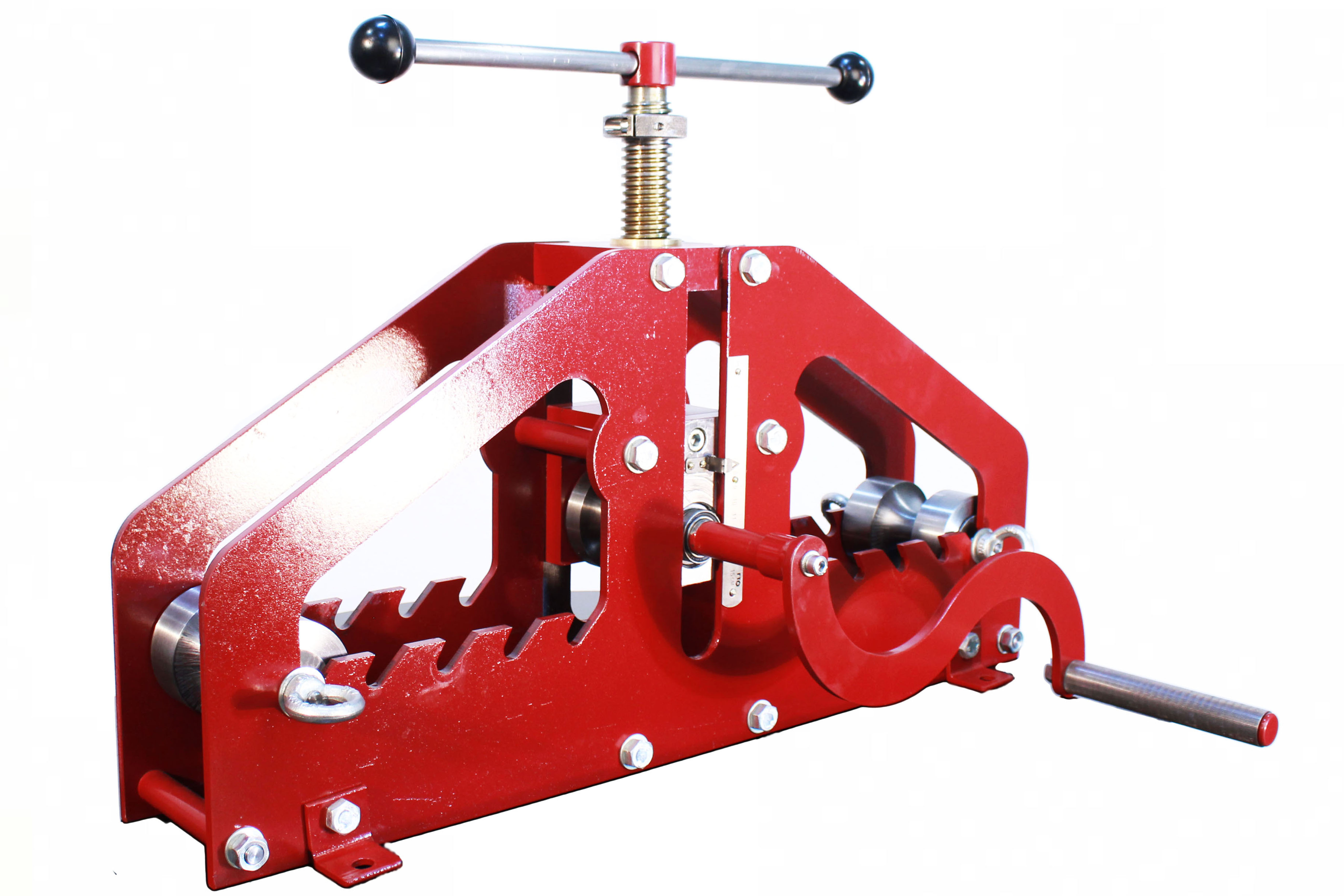
Я также должен сказать о форме видео. Они не должны быть гладкими – по краям должны быть валики, которые не позволят трубе «гулять» во время прокатки.![]() Только при таких условиях дуга из профильной трубы будет ровной и не перекрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется – их нужно сделать съемными, продумать надежный способ крепления. Второй вариант — делать ролики сложной формы, как на фото. Вырежьте несколько шагов для разных размеров труб.
Только при таких условиях дуга из профильной трубы будет ровной и не перекрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется – их нужно сделать съемными, продумать надежный способ крепления. Второй вариант — делать ролики сложной формы, как на фото. Вырежьте несколько шагов для разных размеров труб.
Ролики для гибки профильных труб разной ширины
На этом же фото видно, что верх станины неровный и зазубренный. С помощью таких зубьев ролики можно переставлять на разное расстояние и, таким образом, регулировать радиус изгиба.
В основном самодельные гибочные станки для профильных труб собираются из того, что есть под рукой или что найдут/купят недорого. У кого есть возможность — точит ролики, вставляет подшипники. Те, у кого нет такой возможности, пользуются тем, что есть — вплоть до ступиц от велосипедных колес. В общем надо разбираться в конструкции и
Хитрости, облегчающие гибку труб
Чтобы ролики лучше двигались, используются подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать держатели из уголка или швеллера. Проделайте в них отверстие, которое немного больше оси, на которой будет крепиться ролик. Проденьте эту ось с роликом в отверстия держателей и как-нибудь зафиксируйте (хотя бы приварите пару точек, которые будут стопорами). Во время работы для лучшего хода смазывайте места трения смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, а вот для изготовления дуг для теплицы или беседки своими руками – в самый раз.
Но, в принципе, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать держатели из уголка или швеллера. Проделайте в них отверстие, которое немного больше оси, на которой будет крепиться ролик. Проденьте эту ось с роликом в отверстия держателей и как-нибудь зафиксируйте (хотя бы приварите пару точек, которые будут стопорами). Во время работы для лучшего хода смазывайте места трения смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, а вот для изготовления дуг для теплицы или беседки своими руками – в самый раз.
Пример точеных роликов
Есть еще одна хитрость, позволяющая снизить необходимое усилие при изгибе профильной трубы. Можно использовать принцип повышения передачи как в велосипеде. Кстати, можно использовать и велосипедные звездочки. При этом ручка, приводящая в движение ролики, приваривается к небольшой звездочке. Он установлен где-то на корпусе. На оси вала приварены звездочки большего размера (но зубья с одинаковым шагом). Все это связано подходящей цепочкой.
Все это связано подходящей цепочкой.
При таком устройстве передачи крутящего момента электропривод не нужен — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы есть смысл его механизировать. В этом случае устанавливается двигатель, работающий на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
Сразу получить требуемый радиус изгиба вряд ли удастся — для этого требуется слишком много усилий. Вручную создать его нереально. Необходимый изгиб получается за несколько проходов:
- Сначала ролики выставляют так, чтобы получить небольшой изгиб, труба прокатывается в одном направлении, затем снимается с роликов, разворачивается и вставляется с другой стороны. Необходимо развернуть, чтобы получилась ровно изогнутая труба.
- При одном и том же положении роликов протягивается несколько раз, пока кривизна перестанет добавляться.
- Если требуемый радиус изгиба не достигнут, измените положение ролика и повторите шаги еще раз.

Трубогиб прокатный с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если вам нужно повторить один и тот же изгиб? Сделайте градуировку — отметьте высоту, на которую переместился валик, сколько раз он прокатывался в каждом положении. При повторении отличия если и есть, то незначительные.
Сложность гибки заключается в том, что нет шкалы и без опыта трудно получить нужный радиус гиба. Вы получите его рано или поздно, но можете испортить много материала.
Видео материалы
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без гибки профиля можно двумя способами — с помощью сварки и шаблона. Начнем со сварки.
Получить дугу сваркой
Профильная труба разрезана болгаркой с одной стороны. Их делают через каждые 15-30 см в зависимости от необходимого радиуса, сечения и толщины стены. Срезы не должны касаться одной стороны – той, что снаружи.
Результат гибки сваркой
Подготовленную таким образом запчасть сгибают, придавая желаемый изгиб. Для надежности края дуги можно зафиксировать, приварив к ним стержень. Затем их приваривают по всем разрезам, сваривая их. И последний этап – шлифовка мест сварки и обработка антикоррозийными составами.
С помощью шаблона
Тонкостенные профилированные трубы можно сгибать вручную с помощью шаблонов. Если вам нужна какая-то особенная форма, ее можно вырезать из куска толстой фанеры или ДСП и закрепить на столе струбцинами. На верстаке, где будем гнуть трубы, делают 8-10 отверстий. Шаблон размещается возле этих отверстий.
Процесс получения дуги из профильной трубы с помощью шаблона
На одном конце трубы повторяются отверстия, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, образуя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон также можно изготовить на земле. Колышки трубы забиваются в землю (глубина не менее полуметра). Они образуют необходимую дугу. Для упора забиваются два дополнительных кола, которые располагаются сбоку от дуги. Расстояние, которое нужно отступить в сторону, немного больше ширины трубы.
Узор на земле
После вставления трубы ее тянут к дуге. Нужны большие усилия, работа тяжелая. Он может работать только с тонкостенной бесшовной трубой. Шов имеет слишком большое сопротивление в области шва. Вручную это очень сложно преодолеть.
примеров лучших самоделок
Желание обустроить загородный дом и участок диктует потребность в максимуме инструментов. При проведении водопровода, строительстве теплицы, монтаже арочных конструкций не обойтись без хорошего трубогиба. Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно.
Мы расскажем, как сделать трубогиб своими руками. В представленной нами статье подробно описаны проверенные на практике конструкции, даны пошаговые инструкции по сборке. Основываясь на наших советах, вы сможете собрать отличный инструмент для собственной фермы.
Основываясь на наших советах, вы сможете собрать отличный инструмент для собственной фермы.
Содержание статьи:
- Виды трубогибов на рынке
- Необходимый монтажный инструмент
- Как сделать трубогиб-улитку?
- Необходимые материалы и инструменты
- Процесс сборки улиткового гибочного станка
- Изготовление ручной модели ролика
- Необходимые материалы и инструменты
- Процесс изготовления трубогиба
- Автомобильный ступичный трубогиб
- Изготовление трубогиба 900 07 Выводы и полезное видео по теме
Виды труб трубогибы на рынке
Трубогибы — механические или гидравлические конструкции, помогающие сгибать металлические трубы, уголки, стержни, профнастил без нарушения внутренней структуры изделия. Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.
По принципу работы можно выделить трубогибы следующих типов:
- Механические с непосредственным ручным усилием. Используется при работе с трубами малых диаметров, на деформацию которых достаточно силы одного человека.
- С гидравлическим приводом. В основном такие орудия изготавливаются по арбалетному типу, и они рассчитаны на формирование местного изгиба.
- С храповым механизмом. Трубогибы этого типа используют ручное усилие, но позволяют фиксировать достигнутый уровень деформации после каждого нажатия на рукоятку инструмента.
- Электрические станки. Электродвигатель значительно облегчает процесс деформации труб, но и значительно удорожает инструмент.
 Используется при работе с трубами малых диаметров, на деформацию которых достаточно силы одного человека.
Используется при работе с трубами малых диаметров, на деформацию которых достаточно силы одного человека.Особенности работы с некоторыми типами рассмотрены ниже:
Фотогалерея
Фото
Трубогиб ручной механический для труб малого диаметра
Трубогиб гидравлический
Трубогиб ручной храповой
9 0002 Мощный трубогиб с электродвигателемКонструктивно гибочные станки можно разделить на 2 типа:
- Радиус
- Арбалет.
В первом случае труба огибается вокруг отрезка шаблона заданного диаметра, а во втором случае выдавливается башмаком между двумя опорными стойками.
Радиальные трубогибы являются очень точными инструментами, поэтому широко используются в промышленности. Имеют сменные сегменты для различных углов изгиба.
При самостоятельном изготовлении трубогиба мастера обычно опираются на существующие модели инструмента, доказавшие свою простоту и эффективность. При сборке трубогиба в домашних условиях большое влияние на его конструкцию оказывают подручные материалы, из которых будет изготовлен инструмент.
Наличие трубогиба среди инструментов домашнего мастера позволит вам изготовить в собственном доме множество полезных конструкций и садовых предметов:
Галерея изображений
Фото
Скамейка, изготовленная с помощью трубогиба
Гнутая садовая мебель из труб
Беседка с овальной крышей
Теплица из металлических арок
Необходимый монтажный инструмент
Сделать хороший трубогиб с помощью молотка, отвертки и шурупов не получится.
Как минимум, при изготовлении данного инструмента вам потребуется:
- сварочный аппарат;
- болгарский;
- токарный станок;
- дрель.

Но основной частью сборки трубогиба остается точный чертеж, без которого не стоит даже начинать сборочные работы. При изготовлении трубогиба не обойтись без общехозяйственных инструментов.
Естественно токарный станок и сварочный аппарат покупать не обязательно. Для подрезки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в мастерскую, занимающуюся изготовлением кованых изделий. За небольшую плату вам быстро помогут сделать все необходимое.
Как сделать улитку-трубогиб?
Самодельный улитковый гибочный станок может показаться сложным. На самом деле это устройство собрать не сложнее, чем роликогиб. Процесс отличается только используемыми деталями и временем сборки.
Кохлеогиб позволяет сгибать профиль сразу по всей длине, а не только в одном месте. За это свойство он снискал популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый вальцовый станок не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, предлагаемые материалы не будут содержать конкретных размеров деталей.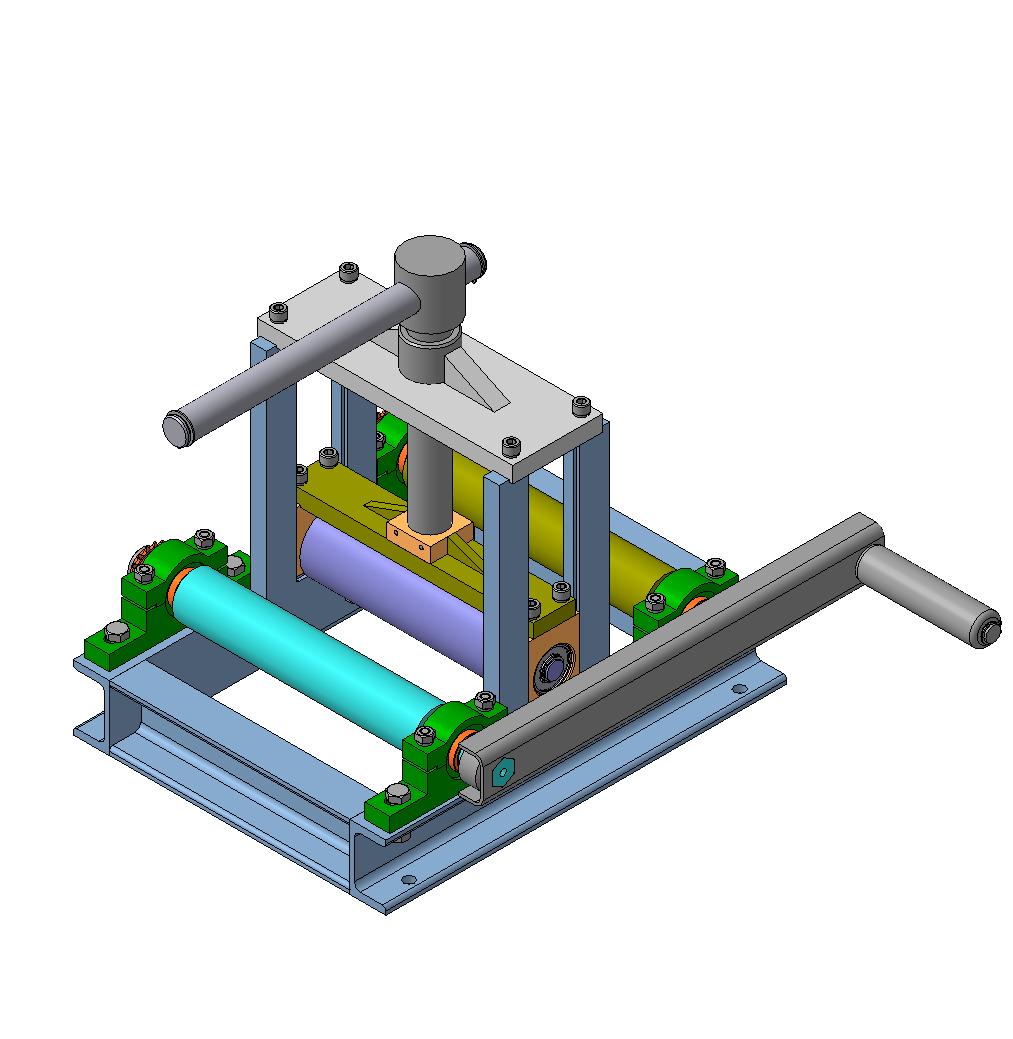 Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба Вам потребуется:
- Швеллер — 1 метр.
- Листовое железо.
- Три вала.
- Две звезды.
- Металлическая цепь.
- Шесть подшипников.
- Труба металлическая 0,5 дюйма для изготовления хомутов — 2 метра.
- Втулка с внутренней резьбой.
- Зажимной винт.
Особое внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звезды можно взять от старых велосипедов, но они должны быть точно такими же по размеру.
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, т. к. на них будут действовать высокие нагрузки в процессе эксплуатации
Перед выбором и покупкой всех материалов необходимо нарисовать чертеж со схематическим изображением всех конструктивных элементы, чтобы не приобретать их в процессе изготовления трубогиба.
Процесс сборки улиткового гибочного станка
Сборка любого оборудования начинается с составления чертежа-схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы на фото-инструкции:
- Сварить основу инструмента из двух параллельных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Наденьте подшипники на валы и приварите две такие конструкции к основанию. Целесообразно ограничивать валы металлическими планками или размещать их во внутренней полости каналов.
- Очистите звездочки и приварите их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие зажимного механизма.
- Наденьте подшипники на прижимной вал и соберите конструкцию пресса с боковыми упорами из планок или швеллеров.
- Сделайте основу для втулки и приварите ее к пластине. Закрутить зажимной винт.
- Приварить к верхней кромке прижимного винта и к приводному валу затвора из труб.
- Смажьте подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото
Вместо швеллеров можно приварить трубогиб к существующей металлической раме
На вал действует сильное сдвиговое усилие, поэтому внешний сварной шов должен быть прочным
В случае обрыва цепи можно сделать слегка ослабленным и поставить на уже приваренные звездочки
Направляющие должны быть строго параллельны, иначе пресс будет постоянно заедать
В качестве направляющих прижимного ролика можно использовать отрезки оставшегося швеллера
Втулка и винт должны иметь широкую и глубокую резьбу, чтобы она не сорвалась уже после нескольких нажатий
На длине рукоятки рычага лучше не экономить: чем она длиннее, тем больший крутящий момент можно разработан
Основание трубогиба должно быть прочно прикручено к опоре, иначе инструмент будет шататься и опрокидываться
Сварка двух швеллеров между собой
Приварка вала к основанию трубогиба
Надевание цепи на звездочки
Приварка вертикальной направляющей
Сборка напорного вала из швеллера
Приварка резьбовой втулки к пластине
Винтовые и приводные роликовые затворы
Трубогиб в работе
После и его испытаний можно покрасить конструкцию с антикоррозийной краской для лучшей сохранности сварных швов. Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Изготовление модели ручного ролика
Изготовление ручного трубогиба своими руками производится из тех же стальных деталей без применения специальных механических приспособлений. Это приспособление предназначено для локального изгиба трубы. Для деформации профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее рассмотрим процесс изготовления двухвалкового трубогиба, крепящегося к опорной раме. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация трубы — процесс трудоемкий, для которого нужны хорошие и прочные материалы, иначе вместо профиля можно гнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба вам потребуется:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), прошедшие предварительную обточку. Диаметр большего 100 мм, меньшего 60 мм. Оба имеют толщину 35 мм и внешний радиус 0,5 дюйма.
- Труба стальная диаметром не менее 1,5 дюйма с толстой стенкой (не менее 3 мм). Он будет служить рычагом, поэтому его минимальная длина составляет 1,5 метра.
- Четыре стальные полосы размером 15 х 6 см и толщиной 4-5 мм для крепления основания трубогиба в тисках, трубодержателей и изготовления рукояток. Также вам понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальной лист 300 x 300 мм и минимальной толщиной 3 мм.
- Тиски.
В процессе работы могут понадобиться другие общехозяйственные инструменты: молоток, напильники, наждачная бумага, линейка и т.д. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключая из них выемку вокруг окружности можно получить универсальный инструмент для гибки металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Подготовить чертеж с расположением основных элементов.
- Проверить соответствие отверстий в роликах диаметру болтов.
- Просверлите два отверстия диаметром 0,5 и 0,75 дюйма в двух металлических полосах. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обоих роликов).
- Проделайте в центральной раме отверстие диаметром 0,75 дюйма. Вставьте в него соответствующий болт, не высовывая его сзади. Приварите болт к металлической пластине.
- Возьмите просверленные металлические пластины размером 15х6 см, болт 0,5 дюйма, ролик поменьше, полосу стали 35 х 60 мм и сварите из них конструкцию в виде буквы «П», предварительно вставив болт с ролик в соответствующие отверстия.
- Приварите концы болта к металлическим полосам. У вас должен получиться своеобразный рожок с отверстием большего диаметра ближе к открытому краю.
- К основанию получившегося рога нужно приварить ручку-трубу.
- Приварите опорную пластину для трубы к металлической раме. Расстояние от линии стержня до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварите полосу 15 x 6 см под станиной для фиксации в тисках.
- Вставьте в рожок большой ролик, прикрепите конструкцию к центральному болту и сверху накрутите гайку.
- Зажать трубогиб в тиски и провести первые испытания.

Важные нюансы изготовления:
Фотогалерея
Фото
Перед работой смазать внутренний канал малого валика машинным маслом или литолом
Для усиления крепления центрального болта его можно вкрутить в нить предварительно нарезанная в отверстии
Если вы забудете установить ролик в рупор и приварить болт, придется переделывать всю конструкцию
Опорный брус необходимо усилить 2-3 уголками, так как он испытывает сильные нагрузки в горизонтальной плоскости
Стопорная планка должна быть приварена по всей длине, так как на нее действуют большие радиальные нагрузки
При креплении конструкции на центральный винт между роликами необходимо поставить дюймовую трубу для оценки правильности сборки
Труба должна прочно удерживаться между роликами. Его исходное положение должно быть параллельно нижнему стопорному стержню
Его исходное положение должно быть параллельно нижнему стопорному стержню
Покраска трубогиба вряд ли будет долговечной, но замедлит коррозию металлических элементов
Материалы для ручного трубогиба
Центровой болт с резьбой и приваркой
Приварка болта к П-образной конструкции
Формирование опорной плиты на основе
Крепежная планка приваривается снизу к основанию
Вдавливание кулачка на центральный винт
Вид сбоку на вальцовый станок
Окрашенный готовый вальцовый станок
Слабым местом во всей получившейся конструкции являются сварные швы, поэтому в процессе изготовления трубы им уделяется особое внимание Бендер.
Трубогиб автомобильный ступичный
Еще один уникальный трубогиб от народных умельцев — инструмент, собранный из металлического профиля и автомобильных ступиц. Его конструкция массивна и проста, что позволяет не беспокоиться о поломках в процессе эксплуатации.
Процесс изготовления такого трубогиба следующий. Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Между ступицами имеется направляющий неподвижный швеллер, который можно сварить из двух уголков. Швеллер меньшего размера расположен внутри направляющей конструкции, к одному краю швеллера приварена третья ступица с осью вращения, а ко второму — гайка или резьбовая втулка для нажимного болта.
По краям направляющего швеллера привариваются планки или уголки для ограничения вертикальных перемещений подвижной части конструкции. Край основного паза закрыт листом металла с отверстием для прижимного винта. С другой стороны пластины к винту приварена ручка ворот.
В результате получается вальцовый гибочный станок с местным усилием зажима. Если к верхней части подвижной втулки прикрутить ручку для вращения, то с помощью такого инструмента появляется возможность согнуть профиль по всей длине.
Фотогалерея
Фото
Широкий обод автомобильных ступиц может мешать сборке трубогиба, поэтому его лучше сразу срезать болгаркой
Направляющий швеллер также можно сварить из листового металла , но предпочтительнее одноканальный канал
Для предотвращения бокового смещения внутреннего канала к его сторонам можно приварить дополнительные куски листового металла
Втулка прижимного винта должна быть хорошо смазана машинным маслом
Вместо обычных металлических пластин в качестве ограничителей можно использовать уголки: они дополнительно уменьшат колебания внутреннего канала в желобе
Прижимной винт не должен упираться в подвижные элементы ступицы
Ограничительная втулка должна быть приварен к винту, чтобы ограничить его движение наружу.
Благодаря высокому качеству ступичных подшипников ручку прижимного вала можно сделать с одной стороны, главное, чтобы она не сломалась
Ступица автомобиля, приваренная к станине
Швеллер направляющий угловой
Швеллер внутренний подвижный с ограничителями
Втулка под прижимной винт
Уголки верхние краевые
Внешний вид прижимного механизма
Винтовая ограничительная муфта
Ручка вращения ступицы
Рассматриваемый трубогиб является мощным и универсальным инструментом, который можно собрать с минимумом затрат, ведь старые ступицы в автосервисах можно сдать по цене металлолома.
Изготовление трубогиба
Трубогиб — это самый простой инструмент для деформации металлического профиля и труб, который можно изготовить самостоятельно.
Для его изготовления потребуются такие изделия:
- домкрат автомобильный;
- два швеллера шириной 100 мм и длиной 60 см;
- четыре уголка со сторонами 50 мм и длиной 40 см;
- основание кровати;
- два валика в форме песочных часов со сквозными центральными отверстиями;
- 2 болта для крепления роликов;
- Насадка полукруглая для домкрата с внутренней выемкой.

Если заготовка сырья и процесс сборки кажутся вам излишне трудоемкими, то лучше приобрести готовые. С правилами подбора снаряжения ознакомит наша рекомендуемая статья.
Чтобы сделать домкрат, вам потребуется:
- Приварите четыре угла в вертикальном положении к станине.
- В швеллерах от центра к краю просверлите отверстия под болты, которые будут удерживать ролики с обеих сторон.
- На каждые два угла поставить швеллер с ребром и приварить его. Оба швеллера должны быть обращены основаниями друг к другу, а расстояние между ними должно быть равно длине роликов.
- Вставьте ролики между каналами в симметричных местах и закрепите их болтами.
- Установите полукруглую насадку на винтовой домкрат и поместите гидравлический инструмент в центр станины между каналами.
После сборки конструкции можно положить трубу на дно роликов и прижать ее по центру полукруглой насадкой с помощью домкрата.
Галерея изображений
Фото
Детали ржавого домкрата
Установка роликов между швеллерами
Установка насадки домкрата
Как работает домкрат?
Недостатком этого приспособления является его статичность, т. к. прокрутить всю длину профиля через трубогиб не получится.
к. прокрутить всю длину профиля через трубогиб не получится.
К достоинствам домкрата-гибочного станка можно отнести невысокую стоимость, простоту конструкции и отсутствие необходимости тяжелого физического труда.
Желающие сделать станок для работы с профильными трубами найдут много полезной информации, с содержанием которой советуем ознакомиться.
Выводы и полезное видео по теме
Представленные видеоматериалы помогут ознакомиться с приведенными выше рекомендациями по изготовлению самодельных трубогибов в динамике, а также познакомят с дополнительными вариантами сборки этих инструментов из подручных материалов.
Видео №1. Роликовый домкрат:
Видео №2. Изготовление трубогиба:
Видео №3. Сборка ступичного трубогиба:
Видео №4.