
достоинства и особенности изготовления :: SYL.ru
Наблюдение — ребенок просто смотрит: этапы игры, через которые проходят дети
Браслеты-шарм снова в тренде: с чем сочетать этот аксессуар из 2000-х
Поможет микроволновка: быстрый способ чистки чеснока
Подбираем обувь под трендовые широкие джинсы: лучшие модели для каждого сезона
Простой классический рецепт без сливок: как приготовить пасту карбонара дома
На вьющиеся — классический балаяж: окрашивание в зависимости от типа волос
Ожерелья и серьги одинакового дизайна: аксессуары для различных вечеринок
Простые, но со вкусом: 10 идей маникюра, которые можно сделать к 8 марта
Не для деликатных тканей. Как можно испортить вещи режимом быстрой стирки
Как можно испортить вещи режимом быстрой стирки
Как избавиться от синяков натуральными способами: лучшие средства и лайфхаки
Автор Светлана Подейко
Самодельный трубогиб – это очень удобное и эффективное приспособление, которое потребуется практически каждому хозяину. Благодаря ему вы без проблем сможете своими руками сделать водопровод или другую коммуникационную систему.
Достоинства представленного устройства
Для начала разберемся, какими преимуществами обладает самодельный трубогиб. Итак, среди них можно выделить такие:
- Простота использования. Конструкция подобного механизма является настолько простой, что вам не понадобится инструкция, чтобы понять принцип его работы.

- Небольшая стоимость. Соорудить конструкцию вы можете самостоятельно из подручных средств.
- Высокая эффективность и практичность. Естественно, для того чтобы согнуть трубу, вам придется приложить определенное усилие, однако с трубогибом сделать эту работу гораздо легче. Кроме того, вы можете применить устройство для обработки изделий из металла или других материалов.
- Небольшие габариты. Представленный аппарат может быть стационарным и ручным. В любом случае самодельная модель не займет много места в вашем гараже.
Что нужно для изготовления изделия?
Перед тем как соорудить самодельный трубогиб, нужно собрать необходимые материалы и инструменты. Итак, вам понадобится:
— бетонная плита;
— прочные стальные штыри;
— металлический круг заданного диаметра, который будет служить радиусом.
Для того чтобы соорудить самодельный трубогиб более сложной конструкции, вам необходимо приготовить несколько роликов, гидравлический домкрат, а также сварочный аппарат. Учтите, что ширина шаблонов должна быть немного больше, чем диаметр трубы.
Учтите, что ширина шаблонов должна быть немного больше, чем диаметр трубы.
Особенности изготовления устройства
Самую простую модель представленного аппарата сделать не тяжело. Для этого понадобится только бетонная плита и несколько стальных штырей. Если вам необходимо обработать небольшое количество труб, и в ближайшее время вы не будете больше заниматься таким делом, то подобной конструкции вам вполне хватит. Следует забить штыри из стали в бетонную плиту или в землю. В первом случае изделие будет более прочным. Следует отметить, что большое количество штырей обеспечивает максимально точный угол изгиба. Учтите, что шаг между элементами должен составлять коло 4-5 см. После этого трубогиб ручной самодельный полностью готов к применению. Однако учтите, что такое устройство будет эффективным только для изделий большой длины. Короткие трубы вам согнуть не удастся. Во время работы следует учитывать толщину стенок элементов, которые вы будете обрабатывать. При надобности вы можете поставить на конструкцию специальный двигатель, который избавит вас от потребности использования физической силы. Если вам необходимо соорудить конструкцию, которая будет сгибать трубы большого диаметра, то тут придется применить совсем другие материалы. Например, вам нужен упор, лебедка, несколько роликов и сварка, чтобы скрепить все детали. Сначала следует сделать упор, а потом уже использовать ролики с учетом диаметра трубы. Эти элементы вместе с лебедкой необходимо закрепить в горизонтальном положении. Труба при этом должна располагаться между роликами, поэтому они обязаны устанавливаться на разном уровне. Единственным недостатком представленной конструкции является то, что возле нее должны постоянно присутствовать несколько человек.
Если вам необходимо соорудить конструкцию, которая будет сгибать трубы большого диаметра, то тут придется применить совсем другие материалы. Например, вам нужен упор, лебедка, несколько роликов и сварка, чтобы скрепить все детали. Сначала следует сделать упор, а потом уже использовать ролики с учетом диаметра трубы. Эти элементы вместе с лебедкой необходимо закрепить в горизонтальном положении. Труба при этом должна располагаться между роликами, поэтому они обязаны устанавливаться на разном уровне. Единственным недостатком представленной конструкции является то, что возле нее должны постоянно присутствовать несколько человек.
Особенности изготовления трубогиба для профильной трубы
Даже для обработки представленного типа труб необходимо соорудить определенную конструкцию. Обычно она состоит из гидравлического домкрата и нескольких роликов. Для того чтобы соединить всю конструкцию в единое целое, вам потребуется сварка. Домкрат является обязательным приспособлением, так как без него согнуть трубу будет очень тяжело.
Похожие статьи
- Ручные станки для гибки арматуры своими руками
- Стедикам своими рукам: пошаговое описание, особенности и отзывы
- Трубогиб для профильной трубы. Трубогиб гидравлический
- Лебедка своими руками из стартера: чертежи. Как сделать лебедку своими руками?
- Как сделать профилегиб своими руками: схемы и отзывы
- Автожир своими руками: чертежи, описание. Самодельные автожиры
- Ремонт гидравлических домкратов своими руками
 Как сделать лебедку своими руками?
Как сделать лебедку своими руками?Также читайте
схемы самодельных трубогибов
В хозяйстве профильный трубогиб используется не так часто, чтобы покупать дорогое оборудование заводского изготовления.
Когда возникает такая необходимость, простой трубогиб можно сделать в частном порядке, предварительно решив, какая именно эта конструкция подходит для поставленной задачи.
В данной статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы построения.
Содержание статьи:
- Типы машин для гибки профильной трубы
- Классификация гибочных машин по типу привода
- Типы гибочных машин по способу установки
- Классификация машин по способу гибки
- Мы сделать гидравлический трубогиб
- Трубогиб своими руками
- Опция поворотной платформы
- Трехвалковый прокатный станок
- Как согнуть профильную трубу простым способом?
- Выводы и полезное видео по теме
Виды станков для гибки профильной трубы
Существует множество модификаций оборудования для изменения конфигурации профильных труб. Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
При выборе конструкции учитывать материал заготовки, диаметр, толщину стенки.
Классификация гибочных машин по типу привода
В зависимости от типа привода машины, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Приручить. Это предельно простые механизмы, которые доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Станок для гибки профильной трубы своими руками — незаменимый помощник в изготовлении каркасов, декоративных элементов, самостоятельном монтаже вентиляционной системы
Электромеханический. Такая машина имеет привод в виде электродвигателя — шагового или обычного, подключаемого через понижающую передачу. Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Устройство непростое в изготовлении, требует специальных знаний и хотя бы немного профессионализма.
Электрическая гибочная машина в большинстве случаев имеет трехвальную конструкцию. Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлический. Привод в этой модели ручной. В отличие от простой ручной конструкции, в схему включен гидроцилиндр, что значительно снижает мышечное усилие, прилагаемое при сгибании.
Ролики дают возможность изгибать профильную трубу в любом необходимом направлении. Ручной профилегиб с гидравликой при своем небольшом весе может гнуть сортимент труб шириной до 10 см.
Гидравлический цилиндр гибочного станка оказывает давление на поверхность трубы за счет механического воздействия. Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами — вручную и с помощью электронасоса
Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами — вручную и с помощью электронасоса
Виды отводов по способу установки
Существует деление отводов профиля и в зависимости от способа установки. Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Компактные переносные трубогибы имеют опорную стойку, а у носимой модели опоры нет, она выбирается каждый раз при использовании оборудования.
Классификация машин по способу гибки
Конструкция профилегибочного станка и его производительность зависят от метода гибки. Существует 3 основных метода гибки. Первый – экструзия, когда геометрия профильной трубы изменяется с помощью деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции необходимы 2 прочные опоры с противоположных сторон изгиба, которые также служат матрицей. В качестве таких опор используют поворотные башмаки или ролики.
В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, метод позволяет получить хороший конечный результат. Применяем метод только для работы в небольшом объеме.
Второй нажимается. Для получения изгиба используется принцип слесарных тисков – между плашкой и пуансоном помещается отрезок трубы.
Профили последних для получения качественной гибки должны точно повторять геометрию детали. А также в расчете необходимо учитывать остаточную деформацию металла. В домашних условиях этот метод применим, когда не требуется большой точности.
Станок для изменения формы профильной трубы прокаткой состоит из трех цилиндрических роликов, цепи, привода и основания. Диаметр роликов должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ гибки как тонкостенных, так и толстостенных труб. Гибка получается протягиванием заготовки между роликами — одним вращающимся и двумя поддерживающими.
Кроме вышеперечисленных, гибка труб также может осуществляться следующими способами:
Галерея изображений
Фото
Гибка трубы осуществляется с помощью трех вращающихся роликов. Причем радиус изгиба определяет их расположение по отношению друг к другу
При гибке трубы арбалетным трубогибом она упирается в два ролика, а шаблон, который находится на штоке приспособления, изгибает ее между опорами
Принцип работы данного трубогиба заключается в гибке трубы в холодном состоянии путем обкатывания валиком вокруг гибочного блока
С помощью хомута труба плотно фиксируется на валике устройства. Проходя между роликом и шаблоном, труба принимает необходимую форму
Вальцовочный метод гибки труб
Арбалетный метод гибки труб
Трубогибка
Гибка труб навивкой
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб необходимо учитывать рекомендации специалистов. При выборе материала для станины необходимо исходить из того, что толщина металла должна быть не менее 1/6 ширины профилированной трубы.
Итак, если предстоит гнуть трубу, имеющую сечение прямоугольником с параметрами 50 х 25 мм, то во избежание деформации станины при гибке нужно брать швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Оптимальный диаметр роликов — не менее трех размеров сечения. Полка швеллера и уголка, взятые для изготовления каркаса, должны быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, понадобится швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим гидравлический станок, в котором изгиб происходит за счет проталкивания центральной трубы через центр пробойником, закрепленным на поднимающемся стержне. В результате тесного контакта заготовки, опирающейся на два неподвижных ролика, с подвижным пуансоном последний принимает свою форму.
Такой автомат называется арбалетом из-за схожести формы пробойника с формой арбалета. Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Для разметки рабочей поверхности откладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси отмечают расположение нижних отверстий. Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут на пересечении отметок, сделанных с наклонной осью. Отверстия на рабочей поверхности нужны для контроля радиуса изгиба заготовки профиля. Так как рабочая поверхность состоит из двух зеркальных частей, вторая размечается таким же образом.
Высота машины определяется параметрами домкрата и расстоянием, указанным на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм, этот зазор в нерабочем состоянии домкрата должен быть примерно равен 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сосредоточено в его верхней части. В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
Трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В домашней мастерской проще сделать 3-х катковую конструкцию с ручным приводом. Рассмотрим два варианта таких машин.
Вариант поворотной платформы
Принцип конструкции такого станка для гибки труб с поперечным сечением, отличным от круглого, следующий:
- Основная станина соединена через сочленение с поворотной платформой, которая задает угол изгиба.
- Платформа приводится в движение домкратом, опирающимся на нее рабочей штангой.
- Протяжка профиля осуществляется вращением рукоятки, расположенной на промежуточном валу.
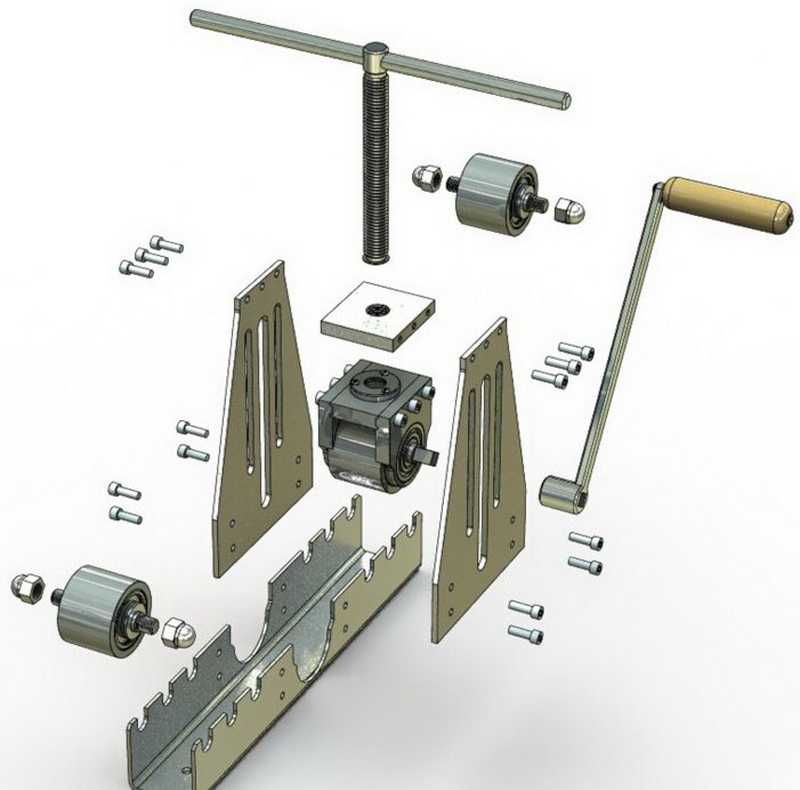
Для изготовления основания станка и стоек необходим швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
Поворотный стол — не единственный вариант регулировки параметров изгиба профильной трубы, это можно сделать с помощью крайних роликов. Для этого в опорных плитах и швеллере делаются отверстия, чтобы элементы были подвижными. Поднять крайнюю площадку можно любым домкратом, найденным в хозяйстве
Из швеллера делается основание и две площадки. Отступив с одной стороны около 0,5 м, из того же швеллера сваривают вертикальную стойку. Для этого два сегмента соединяют в пары, чтобы сделать подставку прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее берут отрезок профильной трубы и наращивают ограничители высотой не менее толщины профильной трубы, деформацию которой предполагается выполнять на изготавливаемом станке.
Направляющая платформа соединяется с основной рамой дверными петлями. На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
Домкрат устанавливается под край направляющей площадки и крепится к основанию с помощью болтового соединения.
Сборка трубогиба с поворотной платформой осуществляется в следующей последовательности:
Фотогалерея
Фото
Для изготовления трубогиба потребуются такие материалы: труба, швеллер — 2,5м, подшипники , домкрат, петли, ролики
Необходимо разрезать швеллер на две части — одна из них будет основной площадкой, а вторая — направляющей. Они соединяются с помощью металлических петель.
Следующим шагом отрежьте 6 отрезков трубы шириной 2 см и согните их для крепления подшипников
Отрезав ролики необходимой длины, их нужно соединить с подшипниками и приварить к рабочей площадке
центральный ролик необходимо приварить на высоте 8-9 см над площадкой.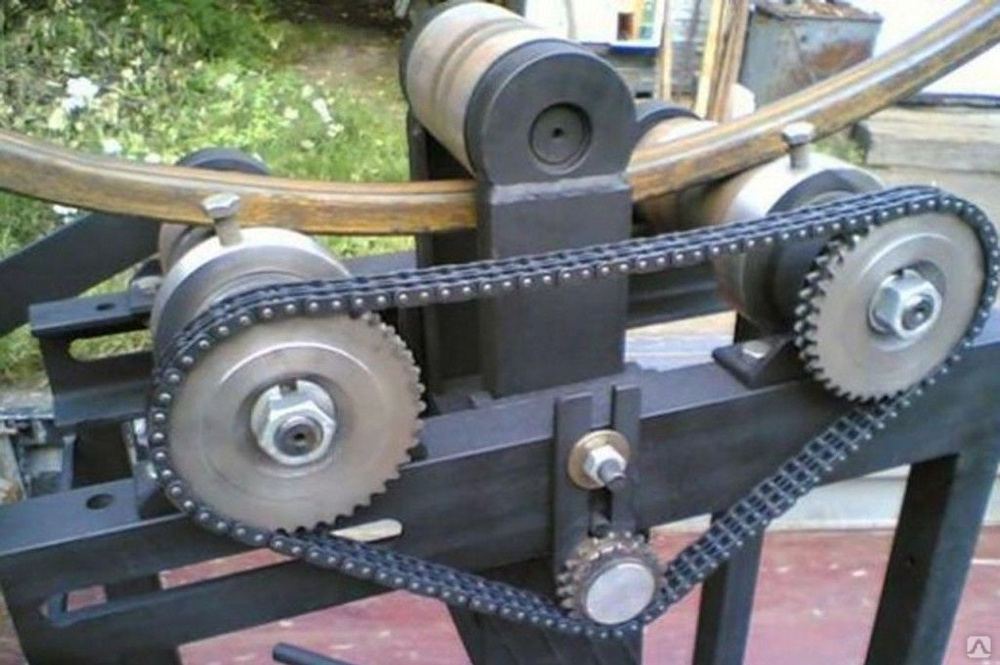 Это нужно для того, чтобы под ним прошла профильная труба
Это нужно для того, чтобы под ним прошла профильная труба
Далее сваркой делаем основу для нашего трубогиба. Она должна быть немного больше рабочей поверхности станка
С помощью сварки соединяем рабочую площадку с основанием и проверяем надежность всех соединений
На последнем этапе окрашиваем изделие, ждем пока краска высохнет и проверяем нашу самоделку
Шаг 1 — подготовка инструментов и материалов
Этап 2 — построить рабочую платформу
Этап 3 — отрезать трубу для подшипников
Этап 4 — соединить ролики и подшипники
Этап 5 — приварить центральный ролик
Этап 6 — построить основу для катка
Этап 7 – соединение всех частей изделия
Этап 8 – проверка исправности станка
Трехвалковый прокатный станок
На данном станке труба укладывается на ролики, расположенные по бокам. Верхний подвижный валик опускают на изделие сверху и таким образом фиксируют его. Далее вращаем ручку и через цепь передаем движение на валы. Труба растягивается и меняет свою геометрию.
Труба растягивается и меняет свою геометрию.
Постепенно увеличивая давление, затягивая прижимной болт, и вытягивая заготовку, добиваются изгиба трубы под необходимым углом.
Трехвалковая машина оснащена тремя роликами. Подключив к такому станку электродвигатель мощностью 1,5 кВт, можно за один раз сгибать трубы сечением до 8 см
Чтобы станок работал по этой схеме, необходимо подготовьте полку и фасонные металлические изделия для каркаса, валов, 4 крепких пружин, цепи, подшипников, крепежа и других деталей. Для монтажа подшипников требуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на рессорах. Эти предметы, скорее всего, придется заказывать в мастерской, а остальные можно сделать своими руками.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезана резьба под стяжные болты и сделаны канавки. В полках швеллера выполняют посадочные места под прижимной вал. На завершающем этапе производится сборка конструкции начиная с установки каркаса.
На завершающем этапе производится сборка конструкции начиная с установки каркаса.
После подвешивается прижимной вал на пружинах, прикрепленных к полке с помощью шпоночного соединения. Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
На одном из них, закрепляя ручку с вращающейся трубкой, затем выполняют установку домкрата. Прикрепите его к платформе с помощью болтов и сварки.
При установке вала подвески соблюдается определенная последовательность: сначала устанавливается на полку, к ней привариваются гайки под рессоры, площадка переворачивается и соединяется с рессорами. Следует отметить, что с увеличением расстояния между роликами усилия на изгиб уменьшаются.
Для сборки прокатного трубогиба вам потребуется:
Фотогалерея
Фото
Для начала необходимо приобрести или заказать валы необходимого размера в токарной мастерской. Для обеспечения подвижности этих элементов на них закреплены шестерни и подшипники.
Вооружившись болгаркой и сварочным аппаратом, каркас будущего трубогиба изготавливается из профильного металлопроката
На этом этапе необходимо прикрутить прижимной вал к каркасу изделия и приварить гайки крепления пружин
В самом верху конструкции приваривается с помощью сварочного аппарата кусок профиля для крепления пружин
Далее к раме будущего трубогиба необходимо прикрутить два нижних опорных вала
устройство приводится в движение цепью. Протягивается между валами и закрепляется, чтобы не провисал
Для облегчения использования станка к нему приделана ручка для вращения вала — это защитит руки пользователя от образования мозолей
На последнем этапе трубогибочный станок рекомендуется покрасить, а после высыхания можно приступать к испытаниям устройства
1 этап — Изготовление вала
2 этап — строительство рамы будущего станка
Этап 3 – установка зажимного вала
Этап 4 – установка пружин
Этап 5 – крепление валов
Этап 6 – установка цепи
Этап 7 – установка ручки гибочного станка
Этап 8 — покраска изделия
На нашем сайте есть еще несколько статей, в которых подробно описаны варианты самодельных приспособлений для гибки профильных труб, рекомендуем прочитать:
Как согнуть профильную трубу в простой способ?
Самым примитивным приспособлением для изменения формы профильной трубы является использование деревянного шаблона. Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Шаблон лучше сделать съемным, тогда можно сделать их несколько с разным радиусом. Его не обязательно делать из дерева, его также можно заменить металлическими крючками, разместив их по начерченному контуру
В месте контакта с трубой толщина шаблона должна быть больше высоты поперечного сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с уклоном, иначе труба может соскользнуть.
Конструкция снабжена упором и крепится к какой-либо устойчивой основе. Трубу помещают между плоскостью шаблона и упором и начинают изгибать материал, начиная с края трубки. Если начать процесс гибки от центра, то тонкостенная труба может расплющиться.
В трубу можно вставить металлический стержень диаметром, равным проходному отверстию трубы, а можно просто взять кусок трубы и надеть на конь заготовки. В любом случае так будет удобнее.
В любом случае так будет удобнее.
Галерея изображений
Фото
Гибка труб песком
Горячая гибка профильных труб
Гибка труб пружиной
Гибка труб болгаркой
Подробнее о том, как согнуть профильную трубу без специального оборудования , читать .
По такому же принципу делают более мощные машины. В этом случае усилие создается с помощью лебедки, а труба закрепляется крепче, чтобы она не порвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, близкий к заводскому проекту:
Из всех вариантов профилегибочных станков , следует выбрать конструкцию, наиболее подходящую для целей его использования. Иногда достаточно простейшего механизма, чтобы без особых финансовых затрат обеспечить себя необходимым количеством гнутого профиля.
У вас есть личный опыт сборки трубогибочного станка? Возможно, вы сможете предоставить полезную информацию по теме статьи и выложить фото сделанного устройства? Пожалуйста, оставляйте комментарии, делитесь опытом, задавайте вопросы в блоке ниже.
Кто-нибудь делал самодельный штамп для гибки труб?
17-01-2010 #1
Я нахожусь в процессе изготовления штампа для гибки труб, они такие дорогие, и все делают сам трубогиб, но не штамп, поэтому я пытаюсь сделать свой собственный (штамп), любопытно, сделал ли кто-нибудь еще его? фотки завтра выложу если будет возможность сфоткать
Ответить с цитатой
рекламные ссылки
18-01-2010 #2
У меня есть бендер, для которого я скоро получу новую матрицу. Я думаю, что 300 долларов за набор штампов намного лучше, чем стоимость инструментов, которые мне понадобятся для изготовления моего собственного штампа.
Если вы можете выпустить их с хорошим качеством по лучшей цене, дайте мне знать.Стив
1968 Dodge Charger All Wheel Drive проект Red BullОтветить с цитатой
18-01-2010 #3
У меня, во всяком случае, нет надлежащего инструмента, чтобы сделать штамп, как те, которые вы покупаете, но я собираюсь попытаться изготовить один, вот изображение одного из другого форума, это не мое, но я планирую что-то сделать вроде как это
Прикрепленные изображенияОтветить с цитатой
18-01-2010 #4
Мой друг Брайан Шейн сделал один.
Он работал отлично, и я использовал его, чтобы согнуть J-образные стержни на II Much. Он использовал большой кусок алюминия, не уверен, какой сплав.ип
John Parsons
Непревзойденные аттракционы — Современные усовершенствования для вашего аттракциона.
Недавний проект UnRivaled Rides — 69 Camaro с двигателем LS9
Ответить с цитатой
22.01.2010 #5
Я сделал несколько, Сэкономил немного денег, никаких проблем. Наслаждаться.
Ответить с цитатой
23-01-2010 #6
Первоначально Послано Ratfink
Я сделал несколько, Сэкономил немного денег, никаких проблем. Наслаждаться.
как насчет суммы фото? и деталиОтветить с цитатой
24-01-2010 #7
Я просто получил срез 1010 диаметра своего ЦЛР, закинул в станок, вырезал радиус трубы по окружности, просверлил отверстие в центре, вырезал срез на ленточной пиле, обточил на фрезере , просверлил шаблон отверстия через вершину.
Приваривается к выступу и центральному шарниру. Кусок пирога!
Я сделал это, чтобы воспроизвести оригинальные коллекторы для старого Harley.Ответить с цитатой
28.01.2010 #8
Вот бендер, который я построил около 6 лет назад, о котором говорит Джон. Я справился с ним из бендера mitler bros. сделал штамп на огромном токарном станке с ЧПУ takasawa и сделал ручную фрезеровку. Когда я смотрю на фотографии подобных вещей, меня тошнит от того, что я больше не работаю в машинном магазине.
Прикрепленные изображенияБрайан Шейн
Ответить с цитатой
20-02-2010 #9
Вот ссылка на сборку трубогибов и штампов на свалке: http://www.thefont.pwp.blueyonder.co…ube_bender.htm
Хотя я полагаю, что работает только с трубами определенного размера.
 Если вы можете выпустить их с хорошим качеством по лучшей цене, дайте мне знать.
Если вы можете выпустить их с хорошим качеством по лучшей цене, дайте мне знать. Он работал отлично, и я использовал его, чтобы согнуть J-образные стержни на II Much. Он использовал большой кусок алюминия, не уверен, какой сплав.
Он работал отлично, и я использовал его, чтобы согнуть J-образные стержни на II Much. Он использовал большой кусок алюминия, не уверен, какой сплав. Приваривается к выступу и центральному шарниру. Кусок пирога!
Приваривается к выступу и центральному шарниру. Кусок пирога! 