
Трубогиб для профильной трубы чертежи и размеры
Skip to content
Самоделкитому назад 305 просмотра
Чертежи и размеры трубогиба для профильной трубы.
Понадобилось сделать навес перед гаражом, но платить большие деньги за гибку профильной трубы, стало просто жалко. Решил изготовить трубогиб своими руками, такой станок всегда пригодится в хозяйстве. Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
Ну и собственно результат показан на фото:
Звёзды и цепь взяты от ГРМ двигателя автомобиля.
Подшипники с полуоси ВАЗ классика.
Прижимной винт взят от советских тисков, такой винт можно приобрести на пунктах приёма металлолома.
На верхнем прижимном валике имеется бортик, он позволяет гнуть большой профиль без вмятин. Профиль 20 х 20 нормально и так гнет, остальные профиля до 60 х 60 нужно гнуть только с бортиком, иначе идет либо волна либо вмятины.
Также прилагаются чертежи трубогиба.
Станок гнёт профиль отлично, без вмятин и загибов.
Такой станочек обойдётся вам намного дешевле, чем покупной, с помощью такого приспособления можно гнуть профильную трубу сечением до 60 х 60 мм.
Также прилагается небольшое видео, автора самодельного трубогиба.
Автор самоделки: Яков Краснов.
СЛУЧАЙНЫЕ СТАТЬИ
Весь процесс демонтажных работ различных инженерных коммуникаций и строительных конструкций состоит из двух последующих этапов; подготовительный и основной. Подготовительный этап…
тому назад 152 просмотра
Выполнить качественный ремонт на лоджии можно только в том случае, если подобрать облицовочные материалы с достойными влагостойкими и изоляционными показателями. …
…тому назад 181 просмотра
При эксплуатации и обслуживании строительной техники используются специальные масла и смазки, выполняющие различные функции. Существуют моторные масла для двигателей, трансмиссионные,…
тому назад 394 просмотра
Сорок лет для мужчины является своеобразным рубежом, который показывает его успешность в жизни. К этому времени обычно имеется полноценная семья…
тому назад 391 просмотра
тому назад 406 просмотра
Водосточный желоб можно найти в нескольких вариантах.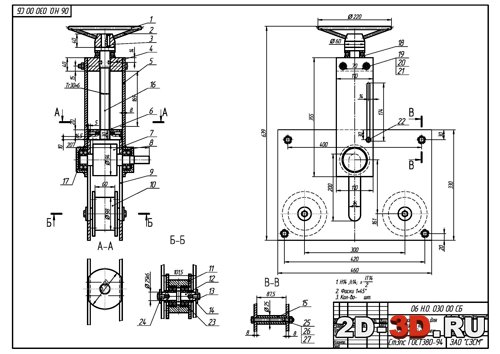 Желоба отличаются легкой установкой и гибкими возможностями применения. Таким образом, можно обеспечить правильный…
Желоба отличаются легкой установкой и гибкими возможностями применения. Таким образом, можно обеспечить правильный…
тому назад 175 просмотра
Больше всего смотрели
Adblock
detector
Трубогиб своими руками — устройство и инструкция по изготовлению
Для работы с трубами или уголком нужен специальный станок, получивший название трубогиб. Такая конструкция позволяет гнуть металлические элементы на определенный угол. При необходимости можно сделать профессиональный трубогиб собственноручно, который можно будет использовать самых разных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обойдется намного дешевле. При проведении работы можно пользоваться подручными материалами, что в большей степени снизит цену конструкции. Рассмотрим подробнее то, как сделать трубогиб самостоятельно у себя дома.
Содержание статьи:
- 1 Конструкция трубогиба
- 2 Разновидности трубогибов
- 3 Инструкция по изготовлению трубогиба
- 4 Роликовый трубогиб
- 5 Арбалетные трубогибы
- 6 Гидравлические трубогибы
- 7 Трубогиб из домкрата
- 8 Заключение
Конструкция трубогиба
Существует огромное количество различных видов рассматриваемого устройства. Перед началом работы по его изготовлению, следует разработать чертеж трубогиба или отыскать его в интернете.
Трубогиб для круглой трубы можно сделать при учете таких особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки крепится, а для гибки применяется неподвижный шаблон. Обкатка проводится при использовании прижимных роликов. Эта схема ручного трубогиба используется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка крепится к подвижному шаблону, в качестве которого берется ролик.
 Протяжка проводится между роликом, находящимся в движении, и специальным упором. Обычно привод электрический, потому что требуемый показатель прилагаемой силы очень высокий.
Протяжка проводится между роликом, находящимся в движении, и специальным упором. Обычно привод электрический, потому что требуемый показатель прилагаемой силы очень высокий. - Арбалетная конструкция. Такая схема представлена сочетанием двух неподвижных роликов и подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, расположенный между двумя роликами. За счет контроля передвижения подвижного элемента выбирается самый подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, выполняющий роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. Схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что такое устройство считается универсальным, поскольку радиус изгиба может регулироваться в довольно большом диапазоне. Размеры трубогиба такого типа относительно небольшие, самодельная конструкция может быть компактной.
 Протяжка проводится между роликом, находящимся в движении, и специальным упором. Обычно привод электрический, потому что требуемый показатель прилагаемой силы очень высокий.
Протяжка проводится между роликом, находящимся в движении, и специальным упором. Обычно привод электрический, потому что требуемый показатель прилагаемой силы очень высокий.
Выбирая самую подходящую конструкцию для самодельного изготовления, нужно учитывать, что вариант исполнения, работающий по принципу накатки, производится промышленным способом из-за высокой сложности главных механизмов. Арбалетный метод гибки сегодня применяется очень редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При использовании арбалетного станка есть вероятность существенного снижения толщины стенки трубы и ее разрыва. Не рекомендуется использовать такое устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, работающая по принципу прокатки. Она почти лишена всех приведенных недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь различную конструкцию. При выборе типа уделяется внимание тому, какой радиус нужно получить. Самыми важными параметрами заготовки, которые могут повлиять на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Разновидности трубогибов
Рассматриваемая конструкция может определяться по большому количеству признаков. В продаже попадаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по таким признакам:
- По типу привода. Важным элементом конструкции является привод. Он может быть гидравлическим, электрическим, ручным или электрогидравлическим. В последнее время большое распространение получил электрический привод, поскольку он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но он сложен в эксплуатации, занимает много места и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, существенно увеличивающего приложенную силу. Если рассматривать самодельный вариант исполнения, то самостоятельно легче изготовить именно ручные трубогибы. Можно сделать и трубогиб с электроприводом. Гидравлический вариант исполнения практически невозможно сделать самостоятельно.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты конструкции. В большинстве случаев, универсальный ручной трубогиб делается как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различными способами. Стоит учитывать, что во время проведения работы часть возникающего напряжения отводится как раз на основание. По этой причине при создании самодельного варианта исполнения надо обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку — основной признак классификации. Трубогиб арбалетного типа имеет особую конструкцию, подходящую для гибки металлической или металлопластиковой трубы. Выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
 Выделяют стационарные и переносные варианты конструкции. В большинстве случаев, универсальный ручной трубогиб делается как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различными способами. Стоит учитывать, что во время проведения работы часть возникающего напряжения отводится как раз на основание. По этой причине при создании самодельного варианта исполнения надо обеспечить надежную фиксацию устройства.
Выделяют стационарные и переносные варианты конструкции. В большинстве случаев, универсальный ручной трубогиб делается как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различными способами. Стоит учитывать, что во время проведения работы часть возникающего напряжения отводится как раз на основание. По этой причине при создании самодельного варианта исполнения надо обеспечить надежную фиксацию устройства.Самодельный трубогиб для металлопластиковых труб может быть любым, но чаще всего делают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время большое распространение получил вопрос, как сделать трубогиб своими силами.
Рассматривая шаблонные для круглой трубы отметим несколько таких моментов:
- При изготовлении конструкции часто применяется массив дерева. За счет этого значительно упрощается работа и снижаются расходы. Однако низкая прочность и жесткость дерева определяет использование подобного станка исключительно для обработки алюминия, обладающего большой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, соответствующий радиусу гибки. Чтобы упростить процесс в центральной части поверхности, соприкасающейся с заготовкой, создается небольшой паз.
- Для удобства работы делается две рукоятки, имеющие металлическое крепление.
- Создав трубогиб в домашней мастерской, его следует прикрепить к прочному основанию, а с обратной стороны разместить упор.

Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Башмак для трубогиба подобного типа не требуется, нагрузка будет распределяться равномерно, что позволит проводить обработку тонкостенных заготовок.
Можно изготовить трубогиб и по другим чертежам. Перед выбором самой подходящей конструкции следует рассмотреть то, как часто проводится работа, для какого рода заготовок производится станок, насколько массовым станет производство. Конструкция шаблонного типа характеризуется очень большим размерами, но для ее изготовления достаточно провести столярные работы, применяемые материалы для которых стоят совсем недорого.
Роликовый трубогиб
Самой сложной конструкцией считается самодельный трубогиб роликового типа. В этом случае для передачи усилия используется прижимной ролик. При изготовлении конструкции может применяться металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
К особенностям подобной конструкции относятся нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала берется дерево. Оно может использоваться при создании ролика. Для стальных труб нужно использовать металл, поскольку величина передаваемого усилия будет существенной. При желании ролики можно купить или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки по большей части зависит от размеров применяемых роликов. Поэтому подвижный ролик должен быстро демонтироваться (если это требуется) для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель должен иметь опцию вращения.
- На установленном держателе фиксируется рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выполняет роль рычага. Поэтому от ее длины зависит то, какое усилие получится передать.
 Поэтому от ее длины зависит то, какое усилие получится передать.
Поэтому от ее длины зависит то, какое усилие получится передать.Подобный станок подходит для производства большими сериями, так как ролики для трубогибов сделать самостоятельно достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление такого механизма. При использовании гибочного станка данного типа, следует учитывать такие моменты:
- Для начала следует внимательно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно попытаться сделать эффективное оборудование с широкой сферой применения.
- Основных элементов у этой конструкции относительно немного. В качестве примера можно назвать два шкива. Они могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Очень важно создать надежное основание, принимающее часть прилагаемого усилия.
Принцип действия очень прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в требуемом положении с помощью хомута.
- С помощью рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого используется ролик определенного диаметра.

Чтобы значительно повысить эффективность конструкции может использоваться электрический привод. Однако нужно учитывать, что при электрическом приводе очень сложно контролировать показатель диаметра закругления. Установленный электродвигатель должен передавать вращение через понижающий привод, потому что скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил название благодаря схожим чертам со средневековым оружием. Арбалетный трубогиб имеет следующие особенности:
- Основа конструкции представлена рамой. Ее можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, ведь получаемая конструкция должна обладать максимальной жесткостью.
- После создания рамы проводится крепление двух вальцов.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.

Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может значительно деформироваться при давлении.
Гидравлические трубогибы
Изготавливая трубогибочный станок самостоятельно, следует определиться с тем, какой именно будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, т. к. он прост в изготовлении и обходится очень дешево. Подобная конструкция не может работать с заготовками, изготавливаемыми с применением жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Изготавливая станок для круглой трубы с гидравлическим приводом, следует учитывать такие важные моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны иметь высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может использоваться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогибы для металлопластиковых труб с гидравлическим приводом могут сильно отличаться между собой по конструкции. Важным элементом в данном случае становится именно привод, позволяющий автоматизировать процесс гибки и увеличить область использования устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента выбирается домкрат. Он бывает нескольких типов. Сам домкрат изначально применяется для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, например, автомобили.
Самодельный трубогиб из домкрата обычно имеет очень простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как уже было отмечено, при использовании домкрата можно сделать трубогиб арбалетного типа.
Заключение
Практически любое устройство является относительно несложным станком, который за счет распределения прилагаемых усилий, позволяет гнуть трубы и другие заготовки подобного типа. Применяются в основном для сгибания изделий, производимых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный по степени автоматизации процесса. Стоимость промышленных трубогибов может превышать в разы превышать затраты, связанные с производством самодельного варианта. Поэтому для бытового применения или мелкосерийного производства в большей степени годится самодельный трубогиб.
Основы гибки труб и труб — Pro-Tools
Радиус центральной линии (CLR)
Говоря о радиусе матрицы, мы имеем в виду радиус центральной линии (CLR), полученный в результате гибки . CLR — это расстояние от центра кривизны до осевой линии (оси) трубы. Если у вас возникли проблемы с переводом последнего предложения на английский язык, посмотрите на картинку выше. Используя изображение ниже, вы можете увидеть, как радиус изгиба оказывает значительное влияние на результирующую деталь.
При выборе штампа факторы, влияющие на выбранный вами CLR, включают тип и сорт материала для гибки, толщину стенки, внешний диаметр, применение или дизайн конечного продукта и требуемый общий внешний вид.
Достигнутый радиус центральной линии (достигнутый CLR):
Это значение представляет собой радиус, который вы получаете при гибке с помощью штампа. На наших штампах есть надпись CLR. Материал пружинит или растягивается после того, как его согнули; подумайте о том, чтобы намотать проволоку на карандаш — отпустите проволоку, и она упадет с карандаша. Из-за этого растяжения вы обнаружите, что CLR изогнутого куска материала немного больше, чем CLR, указанный на штампе.
Из-за этого растяжения вы обнаружите, что CLR изогнутого куска материала немного больше, чем CLR, указанный на штампе.
Калиброванный радиус центральной линии (калиброванный CLR):
При использовании программного обеспечения Bend-Tech это значение используется для указания степени растяжения и сжатия во время каждого изгиба. Это значение получают с помощью калибровочного теста путем сгибания тестового образца материала и измерения полученных ножек. Затем программное обеспечение использует данные о растяжении/сжатии для правильного расчета количества материала в каждом изгибе, а также правильного расположения изгиба.
Внешний диаметр (НД):
Внешний диаметр (НД) – это расстояние по крайним внешним размерам трубы или трубы.
Внутренний диаметр (ID):
Внутренний диаметр (ID) — это наибольшее расстояние по внутренним размерам трубы или трубы.
Толщина стенки:
Толщина стенки – это расстояние между наружным и внутренним диаметрами трубы, измеряемое в тысячных долях дюйма. Для трубы: Спецификация определяет толщину стенки. Важно использовать точные штангенциркули при измерении этого значения; рулетка или хорошо наметанный глаз в данном случае недостаточно точны. Соотношение между наружным диаметром и толщиной стенки имеет важное значение при выборе штампа.
Для трубы: Спецификация определяет толщину стенки. Важно использовать точные штангенциркули при измерении этого значения; рулетка или хорошо наметанный глаз в данном случае недостаточно точны. Соотношение между наружным диаметром и толщиной стенки имеет важное значение при выборе штампа.
Степень изгиба (DOB):
Это относится строго к количеству градусов, необходимых для конкретного изгиба.
Пружинирование:
Причиной пружинения является неравномерное растяжение материала при изгибе. Материал центральной линии пытается вернуться к своей первоначальной форме, но его сдерживает неуступчивый материал с обеих сторон. Эффект заметен, когда материал вынимается из гибочного станка.
Упругость должна компенсироваться добавлением коэффициента упругости (количество градусов, на которое материал пружинит) к желаемой степени изгиба. Вы можете легко определить коэффициент упругости, выполнив пробные изгибы. Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одним и тем же наружным диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Пример:
Если вы хотите согнуть кусок трубки под углом 90 градусов, а при пробных изгибах вы определили, что материал будет пружинить на 7 градусов, вы должны согнуть трубку на 7 градусов после 90 (97 градусов) для достижения желаемого результата. требуемый изгиб на 90 градусов при извлечении трубки из трубогиба.
Труба и труба:
Когда речь идет о трубе и трубе, вам действительно нужно знать одну вещь: трубка 1-1/2 дюйма не то же самое, что труба NPS 1-1/2. Для труб диаметром 1-1/2 дюйма фактический наружный диаметр (НД) составляет 1500 дюймов. Для трубы NPS 1-1/2 фактический наружный диаметр (НД) составляет 1900 дюймов. Это верно для всех размеров труб менее NPS 14. Это означает, что если у вас есть трубка 1-1/2 дюйма и труба NPS 1-1/2, вам потребуется отдельная головка для каждого размера. Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Таблица 40 Размеры труб | |||
Номинальный размер трубы (NPS) | Внутренний диаметр | Внешний диаметр | Номинальная толщина стенки |
1/8 | 0,405 дюйма | 0,269 дюйма | 0,068 дюйма |
1/4 | 0,540 дюйма | 0,364 дюйма | 0,088” |
3/8 | 0,675 дюйма | 0,493” | 0,091 дюйма |
1/2 | 0,840 дюйма | 0,622 дюйма | 0,109 дюйма |
3/4 | 1,050” | 0,824 дюйма | 0,113 дюйма |
1 | 1,315 дюйма | 1,049” | 0,133 дюйма |
1-1/4 | 1,660 дюйма | 1,380” | 0,140 дюйма |
1-1/2 | 1900” | 1,610 дюйма | 0,145 дюйма |
2 | 2,375 дюйма | 2,067” | 0,154 дюйма |
2-1/2 | 2,875 дюйма | 2,469 дюйма | 0,203 дюйма |
3 | 3. | 3,068” | 0,216 дюйма |
3-1/2 | 4.000” | 3,548 дюйма | 0,226 дюйма |
4 | 4.500” | 4,026 дюйма | 0,237 дюйма |
5 | 5,563” | 5,047” | 0,258 дюйма |
6 | 6,625 дюйма | 6,065” | 0,280 дюйма |
8 | 8,625 дюйма | 7,981 дюйма | 0,322 дюйма |
10 | 10,750 дюйма | 10,020” | 0,365 дюйма |
12 | 12,750 дюйма | 11,938” | 0,406 дюйма |
14 | 14 000” | 13,125 дюйма | 0,437 дюйма |
 500”
500”
Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб. Размер трубы указывается двумя безразмерными числами: номинальный размер трубы (NPS) для диаметра в дюймах и график (Sched. или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром.
Размер трубы указывается двумя безразмерными числами: номинальный размер трубы (NPS) для диаметра в дюймах и график (Sched. или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
Труба иногда используется в конструкциях, таких как поручни, но ее предполагаемое использование заключается в транспортировке веществ, которые могут течь (т. е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр толщина стен. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
(1) При центробежном литье постоянная литейная форма непрерывно вращается вокруг своей оси с высокой скоростью по мере заливки расплавленного металла. Расплавленный металл центробежно отбрасывается к внутренней стенке формы, где он затвердевает после охлаждения. (2) сварная труба изготавливается как труба ВПВ и (3) бесшовная труба изготавливается как бесшовная труба.
Гибка труб и труб 101
В настоящее время обновляется для добавления новых смещений для M601/605/625. Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
На этой странице вы можете узнать, как точно сгибать трубы с помощью вашей новой модели 600 или любого другого трубогиба. Как и в настоящем колледже, мы покажем вам старый способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас. Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
Гибка труб с помощью Rogue Model 600 Bender, 101: основы
В разделе «Изгиб 101» вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как изгибать нужную величину. Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Если вы хотите сделать изгиб на матрице радиусом 4,5, и вы хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца. ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от вашей первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей местоположения изгиба (нажмите ЗДЕСЬ — новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите. Без проблем.
Без проблем.
M600 Bend Spossets (2010-2014)
- 3,5 ″ CLR Dies -смещение 6 3/16 ″
- 4.5 ″ Clr Dies -Offset 5 ″ 9877777779777979795797995797979797979797797979.sel. 6 5/8″
M600 Bend Moptseds (2015 г. до конца 2021 года)
- 2,5 ″ Dies — смещение 7 1/8 ″
- 3,5 ″ Dies — Offset 6/4 ″
- 9000 9000 4.5 4.5 4.5 4.5 4.5.5.5 4.5 4.5 4.5 4.5 4.5.5.5.5.5.5.5.5. 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5.5.5. 4.5 ″ 9000 4000 9000 9000 9000 40006 — смещение 6/4. — Offset 5 1/4 ″
- 6,0 ″ Clr Dies — смещение 6 ″
M601/605/625 Бенд. Матрицы CLR 3,5″
— со смещением 4 1/2″Что насчет пружинения?
Вот лучший способ измерить упругость. Поместите прямой материал в машину и вручную накачайте домкрат, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Поместите прямой материал в машину и вручную накачайте домкрат, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубы на изгиб очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в станке, вы можете легко разместить изгиб в середине отрезка трубы. Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне/вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни. Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более сложных советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (очевидно, это то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы могут быть расположены гораздо ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными». Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Три предела расстояния между изгибами
- Как поясняется в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы настолько близко друг к другу, насколько позволяет смещение изгиба. Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
- Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок. Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
 Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.Пример применения изгибов с нулевым шагом см. далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как сделать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к тому, чтобы показать, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не беспокойтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого изгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком». Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент. Это в конечном итоге будет заменено.
Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте расстояние от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8. Сделайте изгиб в соответствии с инструкциями к машине.
9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольших трат.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся сгибаться от одного конца к другому, начиная с изгиба 90 градусов (следуя той же схеме из секции 201). Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильный номер для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок на расстоянии 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок на расстоянии 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил. Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
 youtube.com/embed/65_y_7cENT8″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/65_y_7cENT8″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют при проектировании каркасов безопасности, гибке выхлопных труб и других деталей для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект. Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся слайдеры, рамы или что-то еще, от отдельных деталей до сборки из нескольких труб, то Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также полезен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т. д. Большое дело — точное изготовление 3D-деталей.
Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой 2D отдельные детали, то EZ может вам помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции. Компания Bend Tech напечатает лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поставить зажимной блок, чтобы правильно определить места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто щелкая по трубам, для которых вы хотите сделать панели. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Компания Bend Tech напечатает лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поставить зажимной блок, чтобы правильно определить места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто щелкая по трубам, для которых вы хотите сделать панели. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает. Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, создавать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, создавать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Программная интеграция с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибу, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок) при печати инструкций по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что все получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Скажите специалисту по изгибу, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок) при печати инструкций по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что все получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой. В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в свою уже прочную базу знаний.
Как выполнять S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай. Просто посмотрите видео.
Просто посмотрите видео.
Как сделать S – изгибы, метод 2
Метод 1: первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществами этого метода являются более высокие углы изгиба и доступная совместимость с гибочным станком.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке). Ваш изгиб будет обращен вниз к передней части машины.
Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим инструкциям, вы далеко не продвинетесь. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке с помощью маркера через каждый дюйм. Наши зажимные блоки — отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать. Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение.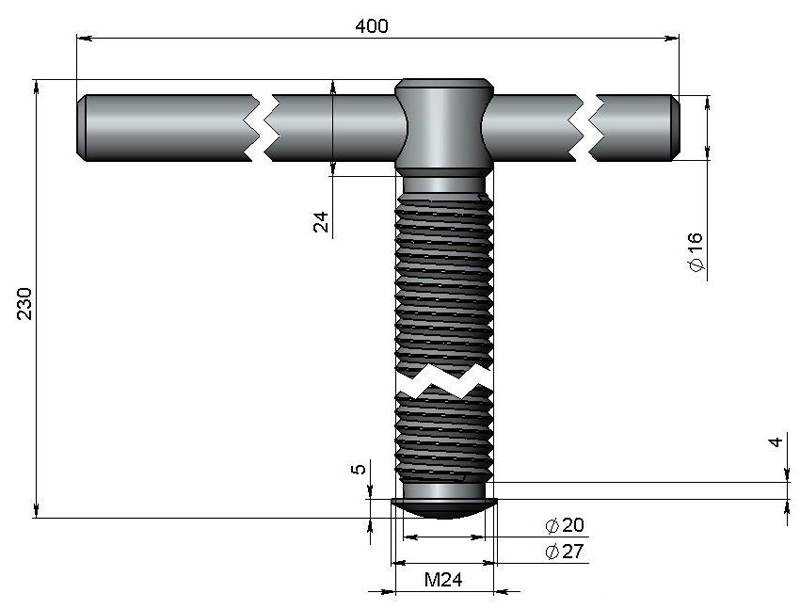 Это следующий шаг на пути к успеху в производстве.
Это следующий шаг на пути к успеху в производстве.
Как согнуть БЫЧИЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех трех мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы держите в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Снова переверните, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным. Продолжай читать.
Доведение до совершенства (угол) – убедитесь, что ваш материал не подвергается изгибу в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО место изгиба в шаге 6.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.