
Как заточить сверло по металлу своими руками – самодельные чертежи и приспособа для заточки, как просто и правильно точить инструмент на станке
Затупленные сверла могут сломаться во время работы, и поранить вас. Гораздо лучше и легче работать острыми. В этой инструкции найдете чертежи и прибор для заточки сверл.

Шаг 1: Сравнение острого и затупленного сверла

Слева затуплено. Это видно по световому блику на режущей кромке между двух канавок. На фото справа видна острая режущая кромка.
Шаг 2: Инструмент для заточки

Опытные люди умеют затачивать сверла своими руками. В теории, хвостовик нужно держать в правой руке под углом 59° относительно приспособы для заточки сверл. Когда сверло касается точилки, нужно провести хвостовик дальше влево вниз, в то же время повернув сверло вокруг своей оси по часовой стрелке. У меня это ни разу не получилось.
Заточный инструмент, который вы видите на фотографии, я купил почти тридцать лет назад. Такие простые приспособления для заточки сверл до сих пор продаются почти по той же самой цене.
Шаг 3: Устанавливаем градус

Направляющую на стойке можно устанавливать в семь положений. У моих сверл профиль угла режущей кромки 59°, нужно выставить этот градус на направляющей. Затяните барашковую гайку.
Шаг 4: Выравниваем кромку

У заточного инструмента имеется маленький заостренный наконечник, и край канавки нужно установить в притык к нему. Наконечник можно опустить или поднять, чтобы подвести к краю канавки.
Шаг 5: Величина выноса

Для начала нужно установить вынос (расстояние между желтыми линиями), он должен быть равен радиусу (расстояние между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки

Обратите внимание на угол красной линии. Если в предыдущем шаге вы вынесли сверло слишком далеко, режущая кромка приблизится к верхушке. Кромка получилась слишком широкой, а профиль — плоским. Из-за этого оно будет скользить по поверхности металла и вам будет тяжело засверлиться. Вы можете немного уменьшить вынос, но совсем немного, иначе вы можете случайно испортить наконечник заточного инструмента о точильный круг стойки.
Шаг 7: Идеальный угол режущей кромки

В идеале кромка должна быть как можно меньше. Она будет нижней точкой между скошенными гранями канавок сверла, на фото обозначена желтой линией, это сверло будет резать металл очень хорошо.
Шаг 8: Зажимаем

После того, как вы выставите вынос, завинтите винт крепления.
Шаг 9: Выставляем длину

Установите заточную направляющую на длину сверла. Конец должен быть в передвижном лотке, а не висеть в воздухе. Расслабьте металлическую окрашенную гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: Выставляем высоту

Хвостовик должен располагаться под прямым углом к точильному кругу. Для заточки я использую радиально-отрезной станок. Кончик нужно совместить с центром оси точильного круга.
Шаг 11: Закрепляем станок на столе

Бита должна лишь слегка касаться точильного круга. Если прижимать слишком сильно, заточить его будет очень трудно. Оно перегреется, и вы снимите слишком много металла.
Основание заточной направляющей должно быть под прямым углом к точильному кругу (зеленая линия). А верхнюю часть направляющей поверните так, чтобы острие смотрело немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед так, чтобы сверло коснулось поверхности точильного круга. Зафиксируйте станок на столе.
Шаг 12: Приготовьтесь точить

Поверните кончик вправо. Включите точильный круг.
Шаг 13: Заточка

Сдвиньте хвост направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии изображают искры. Когда сверло будет находится в этой позиции, собственно, и будет происходить его заточка.
Шаг 14: Поворот биты

Продолжайте сдвигать хвост направляющей вправо, пока сверло не выйдет за край камня. Чтобы заточить с другой стороны, вам нужно повернуть его вокруг своей оси на полоборота.
Сначала выключите станок. Затем расслабьте крепление и поверните его на полоборота. Край канавки должен быть впритык к заточному наконечнику. Повторите предыдущие два шага.
Выключите станок. Вытащите из крепления. Проверьте ширину поперечной режущей кромки. Если вы недовольны качеством заточки, измените вынос и повторите процесс.
Шаг 15: Заточенное сверло

На фото показана хорошая заточка. Режущие кромки не истерты и не закруглены, они острые и четкие. Длина и угол поперечной режущей кромки тоже вполне хороши.
Шаг 16: Тонкие сверла

Такой заточный инструмент хорош для 3 мм и больше. Если тоньше, его уже не получится заточить с помощью этого прибора.
Для заточки тонких сделайте специальный блок из деревянного бруска длиной примерно 10 см. Обратите внимание – угол между красными линиями составляет 77°.
Шаг 17: Угол между гранями деревянного бруска

Боковой вид блока. Угол между красными линиями составляет 59°.
Шаг 18: Направляющая линия

На верхней плоскости бруска виден треугольный вырез. Этот пропил идет по всей верхней грани блока и служит ложем. Угол между красными линиями также составляет 59°. Края треугольного пропила служат для выверения режущих кромок. Выверять кромки можно на глазок.
Шаг 19: Закрепляем на бруске

Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
Приспособление для заточки сверл: виды, правила заточки
Эффективность и точность работ определяются состоянием применяемых инструментов. Это актуально для сверления и специализированного инструмента — сверла. Его функциональность определяется заточкой. Ввиду трения наконечник подвергаются нагреву и износу. Поэтому для поддержания функциональности необходимо периодически восстанавливать геометрию. Для этого применяется приспособление для заточки сверл. Далее приведены их варианты и особенности.

Принципы заточки сверл
Данные работы осуществляют в соответствии с правилами и с использованием соответствующего оборудования. Однако опытные специалисты способны восстанавливать остроту на точильных станках при ручном удерживании инструмента. Такие работы требуют большого опыта, иначе сверло легко испортить.
Существует ряд правил заточки:
- Острие следует обрабатывать наждаком до 2-3 с за подход. Это обусловлено «отпусканием» металла, состоящем в потери твердости ввиду потери закалки, при более длительном воздействии вследствие нагрева. Свидетельством данного процесса является присутствие температурных побежалостей на кромке.
- В процессе механической заточки следует направить кромку навстречу вращению наждака.
- Основные принципы заточки определяются размерами и конфигурацией инструмента. Так, сверла диаметром до 4 мм следует удерживать неподвижно при каждом подходе. Для спиралевидных вариантов осуществляется заточка лишь задней поверхности.
- Угол заточки определяется типом целевого материала. Иногда одно приспособление перетачивают в зависимости от целевых материалов.
Частота заточки определяется типом сверла. Так, специализированные модели для древесины, в том числе перьевые, не точат в бытовых условиях. К тому же они медленно затупляются. Это актуально и для твердосплавных инструментов. Победитовые варианты, рассчитанные на бетон, вообще не восстанавливают. Таким образом, наиболее часто затачивают спиральные сверла по металлу.
Последние отличаются небольшой кромкой, интенсивно нагревающейся от трения ввиду малой площади рассеивания. Перегрев ведет к затуплению. К признакам этого относят скрип, быстрый нагрев приспособления без продвижения вглубь, отходы в виде опилок, а не завитой стружки.
Применение затупившегося сверла ведет к потере эффективности и ускоренному износу инструмента.
Инструменты
Для заточки используется два типа приспособлений: насадки либо упоры универсального назначения и узкоспециализированные устройства.
К простейшим приспособлениям относят ручной держатель. Данный инструмент служит только для удержания предмета в конкретном положении. Контроль заточки осуществляется визуально. Для этого применяется произвольный ориентир. Следовательно, для работ с данным приспособлением требуется опыт. К его достоинствам относят простоту, компактность, низкую стоимость. Основные недостатки состоят в низкой точности обработки и повышенных требованиях к навыкам исполнителя.
Упор для электрического точила представляет собой универсальное приспособление, служащее для фиксации инструментов и не рассчитанное конкретно на сверло. Многие модели имеют регулировку угла наклона и оснащены шкалой разметки. Это определяет лучшую точность работ, чем с ручным держателем, однако и в данном случае большое значение имеют навыки исполнителя. К тому же существуют более совершенные и универсальные варианты с дополнительной регулировкой высоты и рассчитанные на монтаж детали на верстак вместо корпуса наждака. Такие упоры совместимы с любыми электроточилами и позволяют обрабатывать фрезы, стамески, ножи, отвертки и др.

Полупрофессиональные направляющие для разных сверл представляют собой более совершенные инструменты в сравнении с рассмотренными выше. Они обеспечивают надежную фиксацию всех линейных параметров с выставлением значений по разметке и высокоточный контроль заточки (до мкм). Монтаж приспособления в желобе исключает его смещение или проворот. Предполагается линейное перемещение, контролируемое ограничительным упором либо исполнителем, и движение кромки по дуге. Данные приспособления обеспечивают хорошее качество заточки. Однако необходимы профессиональные навыки, т. к. для правильной обработки требуется учитывать тип сверла. Ввиду отсутствия автоматики направляющие относят к профессиональным приспособлениям. Однако существуют и полуавтоматические варианты направляющих, оснащенные точильной установкой. Они исключают необходимость установки упора на верстак и смены дисков.
Следует отметить, что все рассмотренные выше приспособления рассчитаны на стандартные электроточила. Ввиду этого предварительно следует установить наждачный диск.
Электро-машинки для заточки рассчитаны на восстановление спиральных сверл. То есть это узкоспециализированные приспособления. Основным их достоинством считают простоту применения, исключающую необходимость наличия специальных навыков и опыта пользователя. Это обусловлено автоматизацией устройства. Исполнителю нужно только поместить сверло в отверстие с учетом его диаметра. Это же исключает возможность ошибок, обеспечивая точность. Однако для большинства вариантов данных приспособлений отсутствуют настройки. Ввиду этого они более актуальны для бытового применения. Некоторые модели оснащены насадкой для ножниц и ножей. Существуют профессиональные варианты, предусматривающие возможность контроля оператором заточки. В рассматриваемых моделях сверло монтируется в индивидуальном картридже вместо общей обоймы. Они оснащены настройками угла заточки, глубины снятия материала, метода обработки кромки.
Еще один простой вариант для бытовых условий представлен насадками для заточки сверл. Насадка на дрель для заточки сверл включает кожух с наждаком внутри.
В промышленных условиях при интенсивном применении сверлильных станков приходится постоянно восстанавливать их рабочие элементы. Для этого служат стойки, представленные профессиональными стендами с заточными приспособлениями для различных вариантов. Они универсальны и высокопроизводительны, но весьма дороги.

Независимо от вида приспособления, которым пользуются для заточки сверла, контроль точности осуществляют с использованием шаблона. Он позволяет определить точность углов режущей части.
Самодельные приспособления
Существует обширный перечень приспособлений для заточки приведенных выше типов. К тому же в целях экономии некоторые пользователи создают простейшие самодельные варианты. Также бывают самодельные шаблоны для проверки заточки сверл.
Наиболее простыми приспособлениями для заточки являются втулки.
Эти инструменты с соответствующим поперечному размеру наконечника внутренним диаметром жестко монтируют на основании под конкретным углом. Необходима полная фиксация сверла ввиду того, что минимальные колебания на 1-2° приводят к значительному снижению точности заточки.
Нередко самоделки оснащают приспособлениями для надежного удержания сверла. В простейшем случае они представлены брусками с отверстиями, соответствующими размерам целевых наконечников. Более сложный вариант – обойма алюминиевых либо медных трубок.
Также важным элементом конструкции самодельного приспособления для заточки является подручник. Он выполняет функцию упора для обрабатываемой детали и обеспечивает надежную его фиксацию и точное движение относительно наждака.
Простейшие заточки для сверл представлены треугольными брусками с определенным углом, в основании которых проделаны отверстия для приспособлений, соответствующие их диаметру. Такие самодельные инструменты были весьма популярны несколько десятилетий назад в отсутствии обширного перечня фирменного оборудования на рынке.
Существуют приспособления для обеспечения правильного угла заточки из гайки. Прежде всего, выбирают гайку, диаметр которой определяют целевым диаметром сверла. По предварительно сделанной разметке штангенциркулем вырезают два пропила. К первой гайке приваривают меньшую, разместив внутри гайки большого диаметра шайбу. В маленькую гайку закручивают болт. Для заточки инструмент помещают в пропил и зажимают болтом.
Домашние станки
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл. Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
Для создания инструментов для заточки сверл своими руками существуют чертежи и в целом, и отдельных конструктивных узлов.
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.

После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Приспособление для заточки свёрл своими руками: инструкция по изготовлению
Как известно, промышленность выпускает отдельные сверла по металлу и по дереву, между ними существуют значительные отличия. Перед тем как изготавливать приспособления для заточки инструментов, необходимо знать, какие требования предъявляются к режущим кромкам. Не понимая физических процессов резания, не зная параметров углов и, главное, почему для каждого материала имеется свой угол заточки сверла, невозможно сделать приспособление. В связи с этим считаем важным для всех мастеров краткую техническую информацию о сверлах.

Сверла
Важно. Сразу предупреждаем, что универсального приспособления для заточки всех видов сверл в природе не существует. Такой агрегат не могут сделать даже на самых современных промышленных предприятиях, не говоря уже о кустарных условиях.
Мы дадим инструкцию изготовления приспособления лишь для наиболее используемых и простых с технической точки зрения режущих инструментов.

Приспособление для заточки свёрл
Вне зависимости от конкретного назначения и вида все сверла по дереву имеют острый наконечник, он удерживает центр при начале сверления. Металлические такого наконечника не имеют, оно просто бы не выдержало значительных усилий. Центровка отверстия достигается за счет кернения поверхности.
Сверла по дереву
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.
| Тип сверла | Технические характеристики и назначение |
|---|---|
Спиральное | Может иметь диаметр 3–50 мм, при помощи буравчика на конце центруется отверстие и фиксируется сверло. Он имеет резьбу, что облегчает усилие подачи, часть нагрузки берет на себя буравчик. Боковые режущие кромки в виде спирали, за счет такой конструкции значительно улучшается процесс удаления деревянных опилок из глубоких отверстий. |
Винтовые | Вне зависимости от особенностей заточки режущих плоскостей боковые грани имеют форму винта. Такие сверла внешне очень похожи со сверлами для металла. Разница только в качестве стали и наличии на конце острого наконечника. |
Перьевые | Самые простые и дешевые, применяются для сверления отверстий в тонких пиломатериалах. Качество отверстий низкое. Стенки имеют очень большую шероховатость, а точность не отвечает современным жестким требованиям. |
 Сверло Форстнера | Сложная инженерная конструкция, используется для высверливания специальных точных крепежных отверстий. Главные преимущества – специальная конструкция минимизирует выделение тепловой энергии, сверло и материалы не перегреваются. Это очень важно на предприятиях с массовым промышленным производством. Для них производительность оборудования играет важную функцию. |
Кольцевые | Могут называться коронками, высверливают отверстия большого диаметра. Рекомендуется применять на материалах небольшой толщины. |
Зенкерные | Специальные сверла для сверления отверстий под метизы с потайными головками. Имеют возможность регулировки глубины отверстий. |
Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Сверла по металлу
Их часто используют и по дереву, эти инструменты можно считать универсального использования. Сверла по металлу изготавливаются из очень качественных и очень дорогих высоколегированных сталей. Периодическая заточка в разы увеличивает сроки эксплуатации режущих инструментов, улучшает процесс высверливания и повышает качество поверхности и геометрии отверстий.

Сверло по металлу
Профессионалы настоятельно рекомендуют покупать только качественные режущие инструменты торговых марок RUKO, BOSCH, HAISSER.

Набор сверл по металлу
Почему отечественные намного хуже по качеству, ведь еще лет сорок тому назад наша инструментальная промышленность занимала ведущие мировые позиции? За несколько десятилетий мы безнадежно отстали от мировых производителей, у нас нет ни научного потенциала для разработки новых сплавов и технологий обработки металлов, нет среднего машиностроения для производства самого современного оборудования, не вкладываются финансовые средства в научные разработки.
Дорогие сверла по металлу имеют очень сложную и точную крестовую заточку, дополнительно обрабатываются по методу сеточной заточки. Поверхности покрываются специальными очень дорогими металлами и сложными сплавами для минимизации сил трения, лучшего отвода стружки, уменьшения нагрева. Каждая режущая кромка контролируется минимум по двум углам.

Сверла по металлу Haisser
Цены на набор сверл по металлу
Набор сверл по металлу
Самодельные приспособления для заточки сверл никогда не смогут заточить сложные режущие поверхности, они не в состоянии полностью восстановить первоначальные технические свойства инструментов. Лучшее, на что можно надеяться – несколько улучшится процесс резания в сравнении с полностью тупым сверлом. Но он всегда будет намного хуже, чем у нового инструмента с заводскими заточками.
Инструкция по изготовлению приспособления для сверл большого диаметра
На таком приспособлении можно заточить ржущие кромки сверл диаметром более 5 мм. Мастер должен быть профессиональным сварщиком и иметь практические навыки выполнения слесарных работ по металлу.
Приспособление позволяет устранять проблемы, возникающие при ручной заточке.
- Заточка вручную требует довольно много времени. Чем больше заточка – тем выше вероятность перегрева режущей кромки. Это очень негативно сказывается на прочности, при высокой температуре происходит изменение кристаллизации стали, обратный процесс можно сделать только в производственных условиях. Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.

Сверло перекалено
Так выглядит перегретое сверло
- Быстро уменьшается длина сверла. Если заводское приспособление снимет доли миллиметра в зависимости от сложности повреждений, приспособление не более миллиметра, то при ручной заточке длина сверла за один раз может уменьшаться сразу на несколько миллиметров. Сроки пользования сокращаются, не все отверстия таким сверлом уже можно сделать.
Заточка сверла своими руками приводит к быстрому уменьшению рабочей длины
- Режущие кромки расположены не по центру сверла.
Режущие кромки расположены не по центру сверла
Как следствие, отверстие неровное, сверло может сломаться. Выход – опять точить и пытаться выровнять центр. Если получится с первого раза, то сверло станет короче примерно на миллиметр, если нет, то последствия еще более печальные.
Слом сверла
Как вытащить застрявшее сверло из дрели






Существует два выхода из такого положения – покупать заводское оборудование или пытаться изготовить его самостоятельно. Конечно, для большой мастерской лучше покупать станок, вложенные средства быстро окупятся и начнут приносить прибыль за счет реализации готовой продукции. Обыкновенному мастеру приобретать заводское оборудование нет экономического резона, вложенные деньги начнут приносить прибыль в очень отдаленной перспективе. Намного лучше сделать элементарное приспособление со всеми его реальными недостатками, но почти бесплатно. Цена работы только потерянное время.
Цены на станки и приспособления для заточки инструмента
Станки и приспособления для заточки инструмента
Порядок изготовления
Шаг 1. Подготовьте материалы. Вам понадобится кусочек листовой стали толщиной 3–4 мм, два отрезка трубы, один диаметром 3/4″ , второй 1″. Угольник с шириной полки 32 мм и 25 мм, болтики М10 гайки к ним.

Подготовленные материалы
Шаг 2. Отрежьте уголок 32 мм длиной 120 мм. Болгаркой уберите посередине металлический отлив, он формируется во время горячего проката металла.

На внутреннем сгибе болгаркой спилен отлив
Добейтесь такого положения, чтобы уголок 25 мм входил внутрь уголка 32 мм. Он не должен шататься, соприкасаться могут лишь боковые стенки, угловые грани пусть имеют зазор. За счет этого два уголка будут плавно и без шатаний скользить, что очень важно для самодельного приспособления.

Плотное соприкосновение уголков
Шаг 3. От уголка 25 мм отрежьте кусочек длиной 180 мм. Заготовки для скользящих направляющих готовы, они во время заточки подают сверло к камню точила.
Шаг 4. Приступайте к изготовлению фиксатора сверла. Оно делается из двух трубок. Одна длинная диаметром 3/4″, на ней устанавливаются направляющие и основание. Второй отрезок трубы Ø 1″ переделается под муфту фиксации положения отдельных элементов приспособления в выбранном положении. Длина тонкой трубы примерно 50 мм, короткой примерно 30 мм. Размены произвольные, они никакого влияния на работоспособность приспособления не оказывают.

Один отрезок трубы должен плотно входить в другой

Распил длинного отрезка трубы
Шаг 5. На торце короткого отрезка болгаркой надо вырезать нишу под уклоном 7–12°, к ней в дальнейшем будет привариваться уголок 32 мм. Это стандартный параметр положения плоскости режущей кромки сверла. Работайте очень внимательно, для сверла по металлу каждый параметр имеет важное значение. От вышеуказанного завысит глубина резания. Конечно, на нее влияет не только угол, но и скорость вращения сверла и величина подачи патрона.

Вырезана ниша под уголок
Угол между двумя режущими плоскостями сверла должен быть ≈ 110°. Каждый материал имеет незначительные отличия, но большинство мастеров в быту пользуется одними сверлами и для алюминия, и для стали, и для пластика, и для дерева. На производстве это имеет значение, там большие нагрузки на сверла.

Угол между двумя режущими плоскостями сверла
Приварите к трубе уголок, следите, чтобы его не повело. Вначале делайте прихватки, а только после их остывания накладывайте основной сварочный шов.

Приварен уголок
Шаг 6. Короткую трубку дюймового диаметра разрежьте вдоль оси, сделайте зазор шириной примерно 5 мм. Мы выше уже упоминали, что она будет зажимать длинную трубку, находящуюся внутри и фиксировать в заданном положении.
Приступайте к изготовлению металлического хомута. Делается он в несколько этапов.
Цены на популярные модели сварочных аппаратов
Сварочные аппараты
- Одну гайку приварите у кромки разреза. Чтобы металл не повредил резьбу, вкрутите болт и на него накрутите хотя бы еще одну гайку. Лучше закрыть всю резьбу.
Приварена гайка
- Подготовьте небольшую упорную пластинку и высверлите в ней отверстие под болт. Диаметр отверстия должен быть примерно на миллиметр больше диаметра болта. К пластинке приварите вторую гайку. Во время работы в обеих гайках должен быть вкрученным болт, в противном случае очень трудно выдержать соосность. Приварите к трубке пластинку.
Приварена пластинка и вторая гайка


Шаг 7. Изготовьте площадку под приспособление. Делается она из листового железа, размеры примерно 65×100 мм. Как мы уже упоминали, точные параметры не даются, они никакого значения не имеют. Площадка должна быть такой, чтобы приспособление без проблем размещалось у точила – это единственное требование.

Приварена пластина-основание
Шаг 8. Примерно выставьте положение трубок на своем наждаке, сверло должно легко достать до точильного круга. Приварите хомут к площадке.
Важно. В связи с тем, что окружность трубы должна двигаться во время сжимания, небольшой по длине шов нужно накладывать только с противоположной вырезу стороны.
Проверьте функциональность механизма. Немного затяните болтик, угольник должен застопориться. Все в норме – продолжайте изготовление приспособления для заточки сверл.

Проверка функциональности

Проверка положения сверла
Шаг 9. Подготовьте направляющую, к ней фиксируется сверло во время заточки. Направляющая – угольник 25 мм. Вначале следует установить зажимное устройство для сверла. Отрежьте от угольника кусочек длиной примерно 20 мм, просверлите в нем отверстие и приварите гайку.

Гайка и болтик
Не забывайте, что во время приваривания гайки резьба должна защищаться вкрученным болтом. Приварите элемент к угольнику. Теперь наше устройство уже приобретает нормальный вид, сверло может фиксироваться в нужном положении и двигаться по прямой линии под выставленным углом по направлению к камню наждачного станка.

Готовое приспособление для фиксации сверла

Приспособление приварено к основной направляющей
Но для того чтобы плоскости режущих кромок располагались точно по центру сверла, надо сделать ограничитель хода. Его задача – контролировать длину спиливания с каждой стороны сверла. Еще один плюс такого устройства – уменьшается величина разового стачивания во время точения, что оказывает положительное влияние на длительность пользования инструментом. Ограничитель изготавливается в несколько этапов.

Снизу приварен ограничитель хода
- Сзади приварите гайку, в нее будет вкручиваться болт. Он устанавливает максимальную длину сверла.
- Сбоку уголка приварите еще одну гайку, вкрутите в нее болт. Именно он ограничивает длину спиливания сверла.

Как выглядит приспособление для заточки сверл
Как пользоваться приспособлением
- Струбцинами зафиксируйте приспособление на столе с наждаком. Контролируйте расстояние, оно должно позволять точить сверла.
- Отпустите зажимной хомут, установите сверло, найдите угол заточки. Выдумывать ничего не надо, медленно вращайте приспособлением до тех пор, пока плоскость сверла не будет плотно прилегать к камню.
- Затяните задний болт и закрутите контргайку.
- На боковом приспособлении выставьте зазор примерно миллиметр, затяните сверло.

Заточка сверла

Заточенное сверло
Инструмент правильно установлен, можно начинать точить. После того как одна кромка готова, освободите зажим. Поверните сверло на 180° и повторите все операции в указанной последовательности. Не трогайте только ограничительный болт, он должен позволять снимать такую же длину сверла, как и при первом заходе.

Проверка степени заточки

Ровное отверстие — показатель хорошего качества заточки сверла
Видео — Приспособление для заточки сверла на болгарке
За счет приспособления для заточки сверл можно существенно улучшить качество отверстий, исключить появление овала или больших шероховатостей. Кроме того, острыми сверлами легче работать, в разы увеличивается срок их эксплуатации. Такими сверлами без проблем делаются отверстия в довольно тонких заготовках. Все сверла перед изготовлением стола для фрезера также предварительно затачивались на самодельном оборудовании. А как изготавливался стол можно прочитать на страницах нашего сайта.
mebel-expert.info
Как заточить сверло по металлу своими руками от теории к практике
Во время работы режущие кромки сверла постепенно притупляются, снижается его эффективность, увеличивается нагрев и время сверления. Сделать инструмент снова пригодным к работе можно самостоятельно, если разобраться, как заточить сверло.
Наточить сверло можно в домашних условиях, но лучше, если это делать в мастерской или оборудованной подсобке, где установлено точило. Выполнить правильную заточку это без опыта, по началу, будет сложно — для этого нужно немного практики, так сказать, набить руку.
 Свёрла
СвёрлаВосстановить остроту режущих кромок можно на обычном абразивном бруске, но это будет долгая и неблагодарная работа, на которую уйдет много времени и нервов. Для этого лучше подойдут следующие инструменты:
- обдирочно-заточный станок, по-простому называемый точилом;
- болгарка с установленным шлифовальным абразивным кругом;
- профессиональный станок для заточки сверл;
- специальная насадка на дрель для заточки сверл;
- другие приспособление для заточки сверл изготовленные своими руками.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
 Затупившихся сверла по металлу
Затупившихся сверла по металлу  Посаженные сверла по металлу
Посаженные сверла по металлу  Пакет с затупившимися сверлами
Пакет с затупившимися сверламиПризнаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
 Затупившиеся сверла под лупой
Затупившиеся сверла под лупой  Затупившиеся сверла под лупой
Затупившиеся сверла под лупойКак заточить сверло по металлу
Сам процесс заточки сверл по металлу не сложен и выполняется за пару минут, но только при наличии подходящего инструмента после беглого изучения теории и небольшой практики.
Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности, находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки;
- две спинки, образующие внешнюю поверхность сверла;
- две ленточки, находящиеся на спинках.
 Основные части спирального сверла по металлу
Основные части спирального сверла по металлуРежущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
- Угол при вершине. Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
- Угол между режущей кромкой и осью. Он составляет половину значения угла при вершине, т.е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
- Форма и длина режущих кромок. Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
- Задний угол резания. Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.
 Угол при вершине сверла
Угол при вершине сверла  Значение заднего угла резания
Значение заднего угла резания 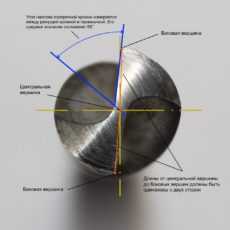 Угол между кромкой и перемычкой
Угол между кромкой и перемычкойЗависимость угла заточки от обрабатываемого материала
Значение угла заточки при вершине и заднего угла резания при работе с металлом и другими материалами может отличаться в большую или в меньшую сторону. Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Значение угла при вершине необходимо выбирать, отталкиваясь от твердости материала, который нужно обрабатывать. Чем материал тверже — тем больше должен быть угол при вершине.
Угол при вершине 118° ±2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы именно эти углы мы будем рассматривать в данной статье для примера, как типовые.
Таблица с углами заточки сверла по металлу, рекомендованными при работе с разными материалами:
| Обрабатываемые материалы | Углы при вершине | Задний угол резания |
|---|---|---|
| Мягкие породы дерева, резина, мягкие волокнистые материалы, пластмассы | 60° | 12°-15° |
| Твердые сорта дерева, бакелит, твердые резины, твердые волокнистые материалы, мягкий чугун (ковкий чугун) | 90° | 12°-15° |
| Жаропрочные и коррозионностойкие стали и их сплавы, нержавейка | 127° | 12°-14° |
| Инструментальная сталь | 118°-150° | 7°-15° |
| Медь | 100°-118° | 12°-15° |
| Медные сплавы | 118°-150° | 12°-15° |
| Алюминиевые сплавы | 90°-140° | 12°-17° |
| Магниевые сплавы | 70°-118° | 12° |
| Титановые сплавы | 135°-140° | 12° |
| Конструкционные и мягкие стали, чугун, твердая бронза. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. | 118° ±2° | 7°-12° |
Инструменты для проверки правильности заточки
Для проверки правильности углов и длин пользуются разными измерительными инструментами: транспортиром, угломером, штангенциркулем линейкой и т.д. Так же можно использовать шаблон для заточки сверл, на котором уже есть все правильные углы и нанесена шкала для проверки дин кромок. Такие шаблоны для проверки можно купить в магазине, но найти их в продаже будет сложно.
Шаблон для проверки заточки можно изготовить своими руками из листовой стали, жести или нержавейки по образцам шаблонов из магазина на изображениях выше, нанести на него разметку метчиком или алмазным карандашом. Либо сделать самый простой шаблон из двух или трех гаек. Гайка идеально подходит для этих целей, т.к. она является правильным шестиугольником, каждый внутренний угол которого равен 120 градусам. При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
Такое приспособление подойдет только чтобы проверить угол при вершине. Гайки можно скрепить на сварку или на термоклей. Для этого гайки нужно нагреть, чтобы об них плавился термоклеевой стержень, намазать термоклеем, плотно прижать друг к другу и держать их так, пока они не остынут. Несмотря на кажущуюся хлипкость, скрепленные термоклеем гайки будут держаться очень крепко.
 Сверла и гайки
Сверла и гайки  Углы гайки и связки гаек
Углы гайки и связки гаек  Проверка угла заточки при вершине сверла связкой гаек
Проверка угла заточки при вершине сверла связкой гаекСпособы заточки по выведению задней плоскости
Существует несколько основных способов правильной заточки свёрл. Они отличаются по способу выведения задней плоскости, ее геометрией, сложности выполнения и итоговым характеристикам инструмента:
- Одноплоскостная заточка. Способ, при котором вся задняя поверхность образует одну плоскость под углом равным заднему углу резания. Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
- Двухплоскостная (двухгранная). На задней поверхности зуба по отдельности затачиваются две плоскости под разными углами. Первая прилегает к режущей кромке и образует задний угол резания под углом 7° — 17°, выбираемым для обрабатываемого материала. Вторая плоскость стачивается под углом от 25° до 40°. Ребро пересечения плоскостей проходит через ось сверла под углом от 0 до 40° к главной кромке. Большой задний угол второй плоскости уменьшает осевую силу и увеличивает точность сверления, но резкий наклон ослабляет режущий клин, уменьшает его жёсткость и ухудшает теплоотвод. Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
- Коническая (криволинейная). Наиболее распространенный способ, который мы и будим рассматривать далее. Задний угол при такой заточке плавно увеличивается от режущей кромки и по всей задней поверхности. Т.е. задняя поверхность становится не одной прямой плоскостью, а приобретает криволинейную форму. У режущей кромки угол должен соответствовать значению от 7° до 17°, выбранному для обработки конкретных материалов. Выполнить коническую заточку сложнее, чем прямолинейные, потребуется больше практики чтобы «набить руку». В процессе слегка подкручивают хвостовик сверла сверху вниз, за счет чего на задней поверхности создается округлая форма, по форме напоминающая конус.
 Способы выведения задней плоскости при заточке сверла
Способы выведения задней плоскости при заточке сверлаЕсть и другие способы заточки, они отличаются как оборудованием, на котором их можно выполнять, так и получающейся в итоге формой задней части зуба:
- винтовой и его подвиды: винтовой с заострением, сложно-винтовой;
- цилиндрический;
- эллиптический;
- фасонный.
Винтовые способы применяются в станках для изготовления и заточки сверл на производстве. Описывать механизм их выполнения нет смысла, т.к. вручную этот процесс повторить не получится. Цилиндрический способ является частным случаем конической заточки и используется очень редко.
Эллиптический способ один из самых простых, но для него нужны полые абразивные камни специфической формы, которые очень быстро изнашиваются. Для фасонной заточки так же нужны абразивные круги разной формы не прямого профиля. Поэтому в данной статье мы их рассматривать не будем.
Способы заточки по количеству скосов на режущей кромке
Способы заточки разделяют по количеству образующихся режущих кромок. При этом угол при вершине будет не постоянный – он будет изменяться шагами от большего у центральной вершины к меньшему на боковых вершинах. Делается это для того, чтобы равномерно распределить отвод тепла и уменьшить нагрев инструмента по мере увеличения его диаметра, т.к. режущая кромка греется не равномерно — в центре греется меньше, чем на краях.
Выделяют следующие способы:
- Одинарную (нормальную). Самый распространенный способ, который мы будем рассматривать далее. При нормальной заточке геометрия режущей кромки не меняется – она остается ровной на всем ее протяжении.
- Двойную (двухугловую). Применяют для свёрл диаметром от 12 миллиметров для обработки твердых сталей и чугунных отливок. Заточка выполняется под двумя углами при вершине. Сначала на угол 116° — 140° по всей поверхности режущей кромки, как при нормальной (одинарной). После уменьшаем его на 40° — 50° на длине, соответствующей 1/5 диаметра сверла от внешнего края. При этом образуются две режущих кромки: главная или зона первой заточки и переходная – зона второй заточки. Режущая кромка становится длиннее, за счет чего улучшается теплоотвод, улучшается отвод стружки из-за ее дробления, значительно возрастает стойкость.
 Виды заточки по количеству углов при вершине
Виды заточки по количеству углов при вершинеВ интернете можно встретить такой термин, как трехугловая заточка свёрл, но это, по сути, двухугловая с подточкой ленточки со снятием фаски по всей внешней кромке. Данный способ подточки ленточки применяется как при двухугловой, так и при нормальной заточке.
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
 Типы подточки поперечной кромки сверла
Типы подточки поперечной кромки сверлаМы будем рассматривать только один способ с увеличением передних углов на кромке перемычки, но выполнять его будем абразивным кругом с прямоугольным профилем, при этом немного будут подтачиваться задние кромки, как в способе с подрезанием задней части зуба.
Подточку перемычки нужно выполнять со стороны канавок по очереди с двух сторон. Сверло устанавливается так, чтобы угол между его осью и подручником был примерно равен 45 градусам. Угол, относительно плоскости боковой поверхности диска выбирается в диапазоне от 0 до 10 градусов в зависимости от обрабатываемого материала, чем мягче материал – тем он больше.
 Положение сверла в горизонтальной плоскости для стачивания перемычки
Положение сверла в горизонтальной плоскости для стачивания перемычки  Положение сверла в вертикальной плоскости для стачивания перемычки
Положение сверла в вертикальной плоскости для стачивания перемычкиПеремычку стачивают на глубину 0.1 — 0.15 диаметра инструмента. В результате повышается стойкость, инструмент лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
При выполнении двухплоскостной заточки подточка перемычки не потребуется, т.к. она при этом уже будет подточена по условию выполнения двухплоскостной заточки.
Ленточка, а точнее ее боковая вершина — это самое уязвимое место сверла и её так же можно подточить, сделав небольшую фаску, что увеличит стойкость инструмента, продлит срок его службы. Подточка происходить по всей длине внешней кромки начиная от боковой вершины на ленточке. Кромка подрезается под углом 6° — 8°, фаска при этом получается шириной 0.1 – 0.2 мм и больше, это зависит от диаметра сверла. Этот способ применяется при диаметре инструмента более 12 мм для обработки твердых и неоднородных материалов.
 Снятие фаски на ленточке
Снятие фаски на ленточке  Фаска, снятая со стороны ленточки
Фаска, снятая со стороны ленточкиПри работе с материалами, требующими повышенной остроты сверла подрезание фаски на боковой грани и ленточке не выполняется. Для таких работ ленточку нужно подточить со стороны канавки, т.е. передней грани.
 Подточка ленточки со стороны канавки
Подточка ленточки со стороны канавки  Ленточка, подточенная со стороны канавки
Ленточка, подточенная со стороны канавкиПравила заточки
Для заточки сверл в мастерских и на производстве, чаще всего, используют точило, реже специальное оборудование. В процессе восстановления режущей грани нужно придерживаться следующих правил:
- чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать;
- нужно соблюдать короткие циклы заточки, за одно касание круга снимать незначительный слой материала, не давая инструменту нагреваться;
- сверло не прижимается сильно к точильному кругу — это увеличит его нагрев;
- периодически охлаждайте сверло, например, в, заранее приготовленной, баночке с холодной водой.
Во время заточки нельзя допускать перегрева сверла, он приведет к растрескиванию, размягчению металла, снижению стойкости инструмента. Понять, что металл сильно греется можно по изменению его цвета.
При заточке поверхности зачищают до тех пор, пока не исчезнут все сколы и зазубрины. Нужно стремиться сделать их идеально гладкими, контролируя при этом все необходимые углы и длины граней.
Заточка сверла на точиле
Спиральные сверла по металлу, чаще всего, точат на точиле, его еще называют наждаком, точильно-полировальным, обдирочно-заточным или просто станком для заточки. Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
 Станок для заточки Makita
Станок для заточки Makita  Станок для заточки Elitech
Станок для заточки Elitech  Станок для заточки Patriot
Станок для заточки PatriotДля заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Абразивные круги так же называют наждачными и шлифовальными кругами. Реже их называют наждачными и шлифовальными камнями.
 Белые абразивные круги
Белые абразивные кругиРабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом, это процесс называется правкой шлифовального круга. При этом его поверхность стачивается, приобретая нужную форму, в данном случае – плоскую.
Для правки шлифовального камня используют алмазные и эльборовые карандаши (вставки), алмазные правящие гребенки, реже пользуются шарошками, подручными материалами, отрезными кругами с алмазным и эльборовым покрытием.
 Алмазные правящие гребенки
Алмазные правящие гребенки  Алмазные карандаши для правки шлифовальных кругов
Алмазные карандаши для правки шлифовальных кругов  Шарошкодержатель с шарошками
Шарошкодержатель с шарошкамиПроцесс правки шлифовальных кругов разными правящими инструментами хорошо представлен в данном видео ролике:
На точиле должен быть установлен подручник, без него будет сложно выполнить качественную заточку. Подручник — это, чаще всего, металлическая регулируемая платформа, которая устанавливается перед диском для того, чтобы на нее можно было опереться или использовать как направляющую при работе с наждаком.
Подручник нужно выставить горизонтально, чтобы его верхняя плоскость была на одном уровне с осью вращения наждачного круга. Зазор между кругом и подручником нужно сделать минимально возможным, зазор в один миллиметр будет идеальным для заточки.
 Выставленный подручник на точиле
Выставленный подручник на точилеДля примера рассмотрим выполнение конической одинарной заточки с подрезанием перемычки. Т.к. данный вид заточки, хоть и не самый простой, но самый распространенный и подходит для восстановления остроты свёрл диаметром от 3 миллиметров.
Убедитесь в том, что на точило установлен камень из белого электрокорунда, его геометрия выправлена, а подручник установлен на одном горизонтальном уровне с осью вращения абразивного круга и на расстоянии в 1 мм от его поверхности.
Важно! По технике безопасности у точила запрещено работать в перчатках, не важно, тканевые они или медицинские. Это актуально для любых станков, где есть вращающиеся части из-за угрозы наматывания материала и затягивания частей тела.
Для начала нужно проработать все действия с выключенным точилом. На подручнике нужно нарисовать маркером линию под углом в 60 градусов к плоскости торца наждачного круга. Это нужно, чтобы вывести угол при вершине, примерно, в 120 градусов.
 Рисуем на подручнике линию под углом 60 градусов
Рисуем на подручнике линию под углом 60 градусовСверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.
Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке.
 Берем сверло в руки и кладем на подручник
Берем сверло в руки и кладем на подручникТеперь нужно отработать движения, которыми будет производиться коническая заточка. Слегка придавливаем переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
 Отрабатываем движения для заточки на выключенном точиле
Отрабатываем движения для заточки на выключенном точилеОтводим сверло назад от круга, переворачиваем его другой режущей кромкой и снова прикладываем к кругу в том же положении, которое было в первый раз. Повторяем колебательное движение хвостовиком так, чтобы наждак опять провернулся. Данное движение с поворотом наждака и переворотом сверла нужно отработать несколько раз, до тех пор, пока оно не будет выполняться автоматически.
После можно включать точило и приступать к заточке. В процессе выполняются всё те же действия:
- выравниваем сверло по нарисованной на подручнике отметке на угол 60° к точилу;
- прикладываем к точилу переднюю кромку, следя за ее горизонтальным положением;
- опускаем хвостовик до полной обработки задней грани;
- отводим и переворачиваем на 180° вокруг оси;
- повторяем весь процесс.
 Процесс заточки сверла на точиле
Процесс заточки сверла на точиле  Переворачиваем сверло и точим вторую режущую кромку
Переворачиваем сверло и точим вторую режущую кромкуПосле выполнения нескольких подходов, когда при визуальном осмотре, режущие кромки будут гладкие и острые, а на задней части будет закругленный скос, нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.
Первая ошибка, которую можно допустить в процессе заточки и выявить при проверке – это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал. Ошибку нужно исправить, выполнив заточку заново.
 Правильная и неправильная заточка сверла по металлу
Правильная и неправильная заточка сверла по металлуВторое, что нужно проверить – это соответствие длин режущих кромок, измеряемое от центральной точки на перемычке до боковых вершин режущих кромок. Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
 Проверка штангенциркулем соответствия длин режущих кромок
Проверка штангенциркулем соответствия длин режущих кромокДалее проверяем угол при вершине сверла при помощи специального или самодельного шаблона. При проверке можно обнаружить, что угол получился немного больше или меньше, чем 120 градусов, в целом, на это можно закрыть глаза и оставить как есть. Но, если угол при вершине у одного зуба будет больше, чем у второго, то это нужно исправлять, иначе одна сторона сверла работать не будет, а вторая будет сильно греться и быстрее изнашиваться
 Угол при вершине соответствует 120 градусам
Угол при вершине соответствует 120 градусам  Угол при вершине немного больше 120 градусов
Угол при вершине немного больше 120 градусовФинальным этапом проверки будет сверление какой-то ненужной металлической заготовки. При этом сверло должно вгрызаться в металл плавно, без биения от центра, стружка должна равномерно выходить с двух сторон из канавок в одинаковом количестве. Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
 Равномерный выход металлической стружки по канавкам сверла
Равномерный выход металлической стружки по канавкам сверла  Сверление металлической заготовки
Сверление металлической заготовкиТеперь можно выполнить подточку перемычки, что должно уменьшить усилие при сверлении, инструмент будет лучше врезаться в металл, а его стойкость повысится.
 Стачивание перемычки
Стачивание перемычкиВидео инструкция по заточке
Так же мы настоятельно рекомендуем посмотреть видео инструкцию по заточке спиральных сверл на точиле от Виктора Леонтьева. В этом видео подробно рассказывается обо всем процессе заточки, начиная с теории и заканчивая практикой.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
tehnomuza.ru
Приспособление для заточки сверл своими руками + чертежи
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.

Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.

- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.

Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Ручной держатель

Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
Упор для электро-точила

По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.

Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл

Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.

С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.

Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.

Электрические машинки для заточки
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.

Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.

Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.

Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.

Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.

Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
instrumentiks.ru
Как быстро сделать приспособление для заточки сверл
От заточки сверла зависит не только быстрота и качество сверления, но и техника безопасности. Вручную заточить сверло на глаз могут лишь профессиональные инструментальщики, все остальные обязательно или сделают неправильный угол режущих кромок, или сделают площадки полукруглыми, или сделают их неодинаковыми и сместят центр сверла. Все перечисленные ошибки приводят к тому, что работать таким инструментом невозможно.
Есть много советов изготовления специальных приспособлений в домашних условиях, в принципе они неплохо справляются со своими задачами. Но имеют один общий недостаток – для изготовления надо быть неплохим слесарем и сварщиком, а такими знаниями обладают далеко не все. Кроме того, сам процесс требует довольно много времени. Мы предлагаем очень простое и универсальное решение, потребуется не более 10–20 мину, а качество заточки будет полностью отвечать стандартам.
Что понадобится для приспособы
Следует подготовить деревянный брусок примерно 100×50×30 мм, обыкновенное сверло, школьный угольник, карандаш, евровинт или любой иной длинный элемент с резьбой по дереву.
Процесс изготовления
Найдите на торце прямоугольного бруска центр, просверлите в нем сквозное отверстие. Пользоваться можно обыкновенной дрелью. Если есть сомнения в своих навыках, то найдите центр на противоположном торце, с его помощью можно контролировать вертикальность отверстия. Это очень важное условие. Если его не выполнить, то режущие кромки сверла после заточки не будут одинаковыми.
Под углом 120 градусов отрежьте два угла бруска. Предварительно надо провести две линии под углом 30 градусов, пересекаться они должны точно по центру, это также важное условие. Последствие невыполнения – центр сверла сместится в сторону, во время сверления инструмент будет бить. Срез должен быть строго перпендикулярным к плоскостям. Для контроля также проведите линии и с обратной стороны бруска, потом по ним можно поправлять срез на шлифмашинке. На вершине должен быть угол 120 градусов, это универсальный размер для сверл по металлу.

При точении сверло вставляется в отверстие, для его фиксации в заданном положении можно пользоваться евровинтом. На боковой грани надо просверлить отверстие соответствующего диаметра до соединения с центральным отверстием. На этом работы по изготовлению приспособы закончены.
Как пользоваться
Перед заточкой сверла вставьте его в отверстие. Выставьте режущие плоскости точно по граням бруска с выступом примерно миллиметр. Все зависит от степени повреждений режущих кромок. Прочно зажмите инструмент евровинтом.

Проложите на бок шлифовальную машинку с бесконечной лентой и аккуратно заточите грани. Желательно начинать с центра и постепенно прижимать приспособу всей поверхностью к шлифшкурке, при касании дерева заточка прекращается. Затем все действия повторяются с другой стороны.

Заключение
Практика показала, что такая приспособа отлично работает, но при соблюдении двух условий:
- Точить надо на исправных инструментах, не имеет значение, это болгарка, шлифовальная машина или точило. Абразивный элемент не может иметь биения, в противном случае никакая приспособа не поможет.
- Если из-за недостаточного опыта во время заточки снимается довольно много бруска, то периодически надо проверять его угол.

Еще одно преимущество – если приспособление сделано под диаметр 10 мм, то с его помощью можно восстанавливать кромки сверл диаметра 8–10 мм. Изготовьте их несколько с разными диаметрами под все используемые сверла.

Смотрите видео
sdelaysam-svoimirukami.ru
Приспособление для заточки сверл

Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:
- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.

Процесс изготовления
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.

Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.


Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.


Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.


Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.


Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.

Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.


После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.

Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий. Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Смотрите видео
sdelaysam-svoimirukami.ru