
Страница не найдена
 Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его. Пожалуйста, введите более двух символов
Все результаты поискаСварочный аппарат из чего состоит. Как устроен сварочный аппарат? Сварочный аппарат своими руками
Устройство и принцип работы сварочного инвертора, полуавтомата
Техника постоянно развивается и оборудование для сварки не стало исключением. В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
Внешний вид сварочного инвертора
В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере. Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов.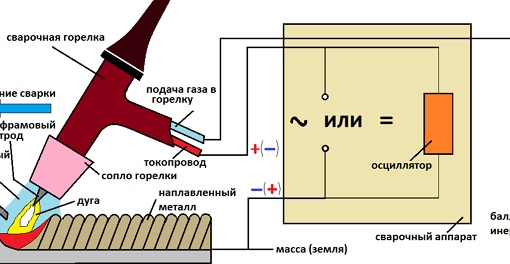
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить размеры корпуса оборудования, так как все комплектующие оказываются более компактными;
- За счет снижения габаритов корпуса, снижается и общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не сильно чувствительно к перепадам напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под скачки электричества в сети;
- Стабильное горение дуги не позволяет металлу сильно разбрызгиваться;
- Устройство сварочного инвертора позволяет дополнять технику дополнительными функциями, которые были недоступны и которые помогают улучшить качество сварного шва;
- Техника может работать от обыкновенной бытовой сети, так что здесь не требуется подключение к трехфазной сети;
- Затраты электроэнергии на работу инвертора значительно меньше, чем при работе трансформатором.

Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно заметно это становится с ростом мощности и количества функций;
- Устройство инверторного сварочного аппарата оказывается сильно чувствительным к перегревам, поэтому, его не рекомендуют использовать для длительных и беспрерывных работ;
- Аппарат может создавать высокий уровень электромагнитных помех вокруг себя, что может повлиять на другие виды техники, находящиеся рядом;
- Здесь также присутствует большая чувствительность к вибрациям, ударам встряскам и так далее, так как внутри присутствует электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
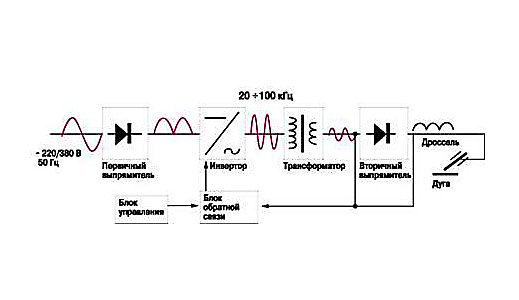
Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- Первым делом все поступает на выпрямитель инвертора. Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
- Затем происходит снижение напряжения. В сети оно подается с параметрами в 220 В, а специальный инверторный блок понижает его до требуемого значение, заданного настройками. Здесь же постоянный ток снова переходит в переменный, но на этот раз специальный блок повышает его частоту.
- После этого все переходит на трансформатор. Здесь напряжение снова понижается до требуемого значения. Благодаря понижению силы высокочастотного напряжения, начинает возрастать сила высокочастотного тока.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где он снова становится постоянным. Здесь же происходит окончательная регулировка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
 Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.Схема работы сварочного инвертора
Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения. Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Схема инвертора
Схема сварочного инвертора
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей:
- Радиатор выходного выпрямителя – это одна из наиболее объемных деталей, которая служит для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов – несколько радиаторов, которые в целом своем объеме занимают около четверти платы;
- Кулер – обязательное для инверторов устройство охлаждения, так как здесь большая чувствительность к перегреву;
- Сетевой выпрямитель – первичное устройство для выпрямления поступаемого из сети тока перед последующим его преобразованием;
- Датчик тока – датчик, показывающий параметры получаемого тока;
- Реле мягкого пуска – устройство, помогающее обеспечить легкий старт во время сварочного процесса;
- Интегральный стабилизатор – дополнительный блок, который помогает стабилизировать параметры электричества, даже если идут скачки в сети;
- Помеховый фильтр;
- Конденсаторы помехового фильтра.

Сварочный инвертор без корпуса
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой.
- Горячий старт. Данная функция помогает увеличить сварочный ток в тот момент, когда электрод касается заготовки. После этого сила тока возвращается на те параметры, которые указаны на датчике. Количество добавленных Ампер зависит от изначальной силы тока, так как она показывается в относительном соотношении, от 5 до 100%. Некоторые модели обладают только фиксированной величиной добавки. С помощью данной функции легче поджигать плохие электроды.
- Форсаж дуги. Данная функция становится незаменимой при сваривании тонких листов металла во время формирования и продвижения сварочной ванны она уберегает электрод от залипания и от прожигания. Здесь постоянно добавляется и убавляется количество тока, чтобы дуга горела стабильно. Принцип действия очень похож на «Горячий старт», но при этом регулировка идет постоянно. Здесь также может присутствовать фиксированное значение или регулируемое.
- Антизалипание. Данная функция не обеспечивает постоянное горение дуги, как это было в предыдущих случаях. Это одно из наиболее ранних и простых нововведений, которые были реализованы в инверторах. В то время, когда электрод залипает, образуется короткое замыкание, нагревающее аппарат и воздействующее на него прочими негативными свойствами. Чтобы избежать этого, при включенной функции антизалипания техника просто отключит подачу питания. Таким образом, ей не будет нанесено никакого вреда и можно будет спокойно продолжить сварку. При желании ее можно отключить или отрегулировать.
 Здесь также может присутствовать фиксированное значение или регулируемое.
Здесь также может присутствовать фиксированное значение или регулируемое.svarkaipayka.ru
Сварочный аппарат это
Какой сварочный аппарат выбрать для использования дома
- Дата: 14-07-2015
- Просмотров: 347
- Рейтинг: 34
Сварочные аппараты предназначены для выполнения соединительных работ, во время которых требуется нагрев до высоких температур. Какой сварочный аппарат выбрать, что следует учесть? Необходимо определить, бытовое или профессиональное устройство приобретать. Немаловажны и такие функции, как защита от пыли, скачков напряжения, так как оборудование требует довольно больших расходов электроэнергии.
Какой сварочный аппарат выбрать, что следует учесть? Необходимо определить, бытовое или профессиональное устройство приобретать. Немаловажны и такие функции, как защита от пыли, скачков напряжения, так как оборудование требует довольно больших расходов электроэнергии.
Схема устройства сварочного аппарата.
Модели сварочных аппаратов: характеристики и особенности
Чтобы правильно выбрать сварочный аппарат, необходимо сразу определиться, какая модель требуется для выполнения работы. На рынке можно найти варианты, относящиеся к 4 основным группам:
Конструкция сварочного инвертора.
- Трансформаторы — это сварочные аппараты, которые могут работать в режиме постоянного, но и переменного тока. Для оборудования применяется металлический плавящийся электрод. С его помощью можно варить нержавеющую сталь и цветные металлы, черные.
- Инвертор — это часто используемый вид сварочного аппарата. Схема преобразования тока у входа сильно отличается от трансформаторов, но это позволяет снизить вес оборудования, сделать его размеры более компактными и удобными. Качество сварки отличное, именно такие аппараты обычно применяются для бытовых нужд, для работы на даче, при ремонте.
- Полуавтомат — это сварочное оборудование, которое работает со средой защитного газа (может быть инертным или активным). Электрод используется плавящийся, он подается в рабочую зону с катушки, на этот же участок направляется и специальный защитный газ. Тип газа зависит от того, какой именно материал обрабатывается. Например, для алюминия применяется только аргон, а вот для обычных металлических (стальных, чугунных) изделий используется углекислый газ. Об этом нельзя забывать, так как разница в данном случае важна.
- Генераторы — это сварочное комплексное оборудование, оно включает в себя не только аппарат для сварки, но и генератор, обеспечивающий агрегат энергией. Генератор может работать на дизельном топливе или бензине. Используется обычно для профессиональных работ, так как габариты и мощность значительные.
 Качество сварки отличное, именно такие аппараты обычно применяются для бытовых нужд, для работы на даче, при ремонте.
Качество сварки отличное, именно такие аппараты обычно применяются для бытовых нужд, для работы на даче, при ремонте.Схема устройство инверторного сварочного аппарата.
Сварочный аппарат должен иметь защиту от скачков напряжения, при этом оптимальное значение — это 20-25%. Если аппарат будет применяться в диапазоне 170-270 В, то такая защита отлично обезопасит оборудование от разнообразных неприятностей, связанных со скачками напряжения. Для бытового и полупрофессионального оборудования уровень защиты составляет 10-15%, но для промышленных, профессиональных сварочных аппаратов он уже должен иметь показатель в 20-25%, не меньше.
Главной опасностью при работе с оборудованием является пыль, поэтому при выборе внимание надо уделять тому, есть ли система вентиляции, которая позволит всю пыль удалить. Большая часть пыли убирается вентилятором охлаждения. Но есть и другие устройства, которые позволяют эффективно отвести пыль. При выборе оборудования надо обратить внимание, есть ли туннельная вентиляция. Такой вариант сварочного аппарата необходим, если работы планируются в условиях цехов.
Температурный диапазон
Для всех используемых сегодня сварочных аппаратов свойственно такое понятие, как температурный диапазон. Это значение показывает, при каких внешних условиях оборудование будет работать бесперебойно. При плюсовых температурах обычно никаких вопросов нет, предельным значением для большинства устройств является значение в +400°C. Но с минусовыми температурами все сложнее. Оборудование состоит из разнообразных конденсаторов, микроконтроллеров, тиристоров, транзисторов и прочего. Для каждой такой детали есть собственный диапазон рабочих температур, при которых обеспечивается нормальная работоспособность. Но есть один нюанс — чем шире такой диапазон, тем выше и стоимость.
Это значение показывает, при каких внешних условиях оборудование будет работать бесперебойно. При плюсовых температурах обычно никаких вопросов нет, предельным значением для большинства устройств является значение в +400°C. Но с минусовыми температурами все сложнее. Оборудование состоит из разнообразных конденсаторов, микроконтроллеров, тиристоров, транзисторов и прочего. Для каждой такой детали есть собственный диапазон рабочих температур, при которых обеспечивается нормальная работоспособность. Но есть один нюанс — чем шире такой диапазон, тем выше и стоимость.
http://moyasvarka.ru/youtu.be/co6SUTVGqOs
Выбирать оборудование надо такое, где все элементы будут работать друг с другом в едином поле, даже если стоимость их будет выше.
В данном случае экономить нельзя. Предпочтение лучше отдавать зарубежным производителям, продукция которых проверена временем. Если заявлена температура для нижней точки в 150°C, то сварочный аппарат начнет работать именно при такой температуре. В любом случае надо помнить, что подобное оборудование при минусовой температуре не слишком любит работать, поэтому изначально подбираются аппараты для использования в зимнее время. Если в инструкции не указан рабочий диапазон, то такой сварочный аппарат на морозе использовать нельзя.
В любом случае надо помнить, что подобное оборудование при минусовой температуре не слишком любит работать, поэтому изначально подбираются аппараты для использования в зимнее время. Если в инструкции не указан рабочий диапазон, то такой сварочный аппарат на морозе использовать нельзя.
Стандартные функции
Схема электронного блока сварочного аппарата.
Набор стандартных функций не так велик, но необходимо обращать внимание, чтобы выбранная модель все же их включала. Сварочный аппарат должен иметь:
- Горячий старт (Hot start), который используется для того, чтобы включение производилось как можно быстрее, а устройство работало бесперебойно.
- Эффект примерзания, антиприлипания при выключении оборудования (Anti-Sticking). Эта функция предотвращает прилипание электрода при его остановке.
- Актуальной является функция форсажа дуги (Arc-Force), то есть обеспечения антиприлипания во время движения по шву.
Если одной из таких функций нет, то лучше всего отказаться от приобретения сварочного аппарата. Рекомендуется выбирать оборудование с возможностью настройки заряда аккумулятора. Далеко не все производители предлагают полный набор стандартных функций, которые и гарантируют бесперебойную и удобную работу.
Рекомендуется выбирать оборудование с возможностью настройки заряда аккумулятора. Далеко не все производители предлагают полный набор стандартных функций, которые и гарантируют бесперебойную и удобную работу.
http://moyasvarka.ru/youtu.be/LvIyLUOzS64
Выбор сварочного аппарата — это достаточно сложный процесс. Следует первым делом определить, бытовое или профессиональное оборудование требуется. Важно четко решить, какие параметры и функции будут использоваться. Отнестись к выбору надо серьезно, так как от правильности решения зависит не только комфорт использования сварочного оборудования, но и безопасность.
moyasvarka.ru
Надежный сварочный аппарат: как выбрать
- Дата: 23-07-2015
- Просмотров: 468
- Рейтинг: 27
Домашний мастер всегда имеет в своей мастерской сварочный аппарат. Это оборудование нашло сегодня самое обширное применение. Как выбрать сварочный аппарат среди многочисленных моделей и видов, представленных в специализированных магазинах?
Устройство сварочного аппарата.
Основные термины и характеристики
Сегодня сварочное оборудование, применяемое в быту, это огромное семейство аппаратов самого разного вида, назначения и способа применения. Чтобы сделать правильный выбор, необходимо сначала ознакомиться с техническими терминами, касающимися сварочных работ. К ним относятся:
Схема трансформатора с первичной и вторичной обмоткой.
Такие сварочные аппараты могут работать при переменном или постоянном токе. Сварка производится стальным электродом быстрого плавления.
При этом сварка черных металлов выполняется переменным током, а вот для сварки цветного металла и нержавейки устанавливают постоянный ток.
Данный сварочный аппарат, предназначенный для бытовых нужд, относится к группе инверторного оборудования. От трансформатора отличается своей принципиальной системой. Т.е. электричество преобразуется в нужный сварочный ток совершенно другим способом. Поэтому приборы инверторного типа обладают небольшим весом и малыми габаритами.![]()
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
Данное оборудование проводит сварку в среде защитного газа. Оно может быть двух типов:
В зону сварки подается струя газа и сварочная проволока. Для металлических изделий подается углекислый газ; нержавейка и алюминий варятся в защитной аргонной среде.
Подобное сварочное оборудование состоит из:
- сварочного аппарата, способного работать от любого вида тока;
- генератора электроэнергии, питающегося жидким топливом.
Этот аппарат совершенно незаменим в местах, где нет централизованного электропитания.
Как правильно выбрать расходные материалы
Устройство самодельного сварочного полуавтомата.
Очень важно правильно выбрать рабочие электроды. От этого зависит будущее качество шва. Они отличаются друг от друга следующими параметрами:
- Тип тока.
- Материал.
- Покрытие.
Самым важным является вид покрытия, которое также подразделяется на:
- кислотное;
- целлюлозное;
- рутиловое;
- фтористо-кальцевое.

Для проведения сварочных работ в бытовых условиях самыми подходящими будут фтористые и рутиловые электроды. Надо сказать, что фтористо-кальцевые дают более качественный сварочный шов. Для работы с ними требуется очень высокое напряжение, достигающее 70 В. И чтобы их использовать, нужны более мощные сварочные аппараты.
Более экономными считаются рутиловые аналоги. Однако в местах, где требуется получить качественный сварочный шов и где необходимо сварить высокопрочные стали, лучше воспользоваться фтористыми изделиями.
При выборе покрытия не нужно оставлять без внимания диаметр электрода. Этот размер должен соответствовать значениям, которые рекомендованы изготовителем сварочного оборудования. Обычно оптимальный диаметр указывается в техническом паспорте сварочного агрегата. В основном пользуются электродами диаметром 1,5 мм.
Технические характеристики автоматического сварочного аппарата.
Электроды выпускаются с конкретным сроком годности, поэтому они требуют правильного хранения. Рекомендации об этом даны производителем сварочного аппарата. Для работы с полуавтоматом вместо электродов применяется сварочная проволока. Чаще всего она сделана из стали, обогащенной медью. Кроме того, подобные сварочные устройства выполняют работу в защитном газе. Вид газа зависит от рабочего материала. Чтобы варить черный металл, применяется углекислый газ, цветной металл сваривается в аргоне.
Рекомендации об этом даны производителем сварочного аппарата. Для работы с полуавтоматом вместо электродов применяется сварочная проволока. Чаще всего она сделана из стали, обогащенной медью. Кроме того, подобные сварочные устройства выполняют работу в защитном газе. Вид газа зависит от рабочего материала. Чтобы варить черный металл, применяется углекислый газ, цветной металл сваривается в аргоне.
Некоторые сварочные аппараты способны выполнять сварку порошковой проволокой без подачи защитного газа. Этот метод намного удобнее, однако его стоимость очень высока. Чтобы проводить работу таким способом, нужно иметь модели, на которых есть надпись «с газом/без газа». Подобные универсальные элементы при переключении режимов требуют также и изменение полярности горелки.
Размер проволоки, также как и размер электродов, должен быть минимальным. При этом проволока размером 0,6 мм используется для проведения сварочных работ в местах, где требуется особая аккуратность. Ее можно использовать, работая на приборах малой мощности.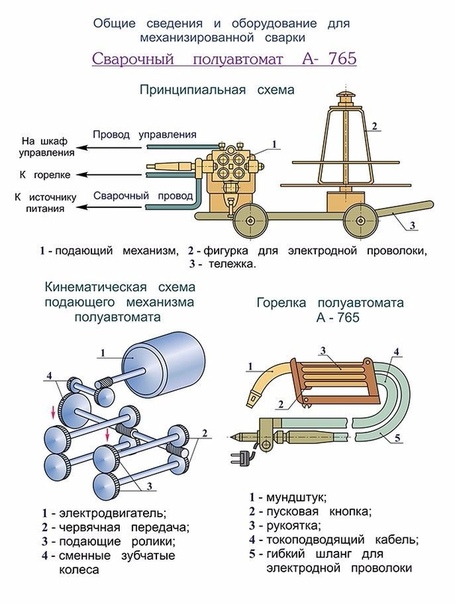 Намного реже применяется диаметр, равный 1,2 мм. Чтобы выполнять такую работу, необходим профессиональный сварочный аппарат, который требует соответствующего опыта. Самое высокое распространение получила проволока диаметром 0,8 мм.
Намного реже применяется диаметр, равный 1,2 мм. Чтобы выполнять такую работу, необходим профессиональный сварочный аппарат, который требует соответствующего опыта. Самое высокое распространение получила проволока диаметром 0,8 мм.
Основные параметры, на которые нужно обратить пристальное внимание
Схема электронного блока сварочного аппарата.
Главные возможности агрегата не зависят от его массы и размеров. Абсолютно неверно делать выбор устройства в зависимости от этого. К примеру, тороидальный сердечник, применяемый в трансформаторе, уменьшает его массу и габариты в два раза.
В основном масса трансформатора достигает 30 кг, вес выпрямителя — 20 кг, а приборы инверторного типа — 6 кг. Конечно, стоимость аппарата находится в аналогичной зависимости. Инвертор в несколько раз дороже выпрямителя, а его стоимость в несколько раз выше ценности трансформатора.
От подаваемого тока зависит и его производительность. Например, чтобы варить решетки и другие конструкции, вполне достаточно иметь 4-миллиметровый электрод с параметром тока 220А.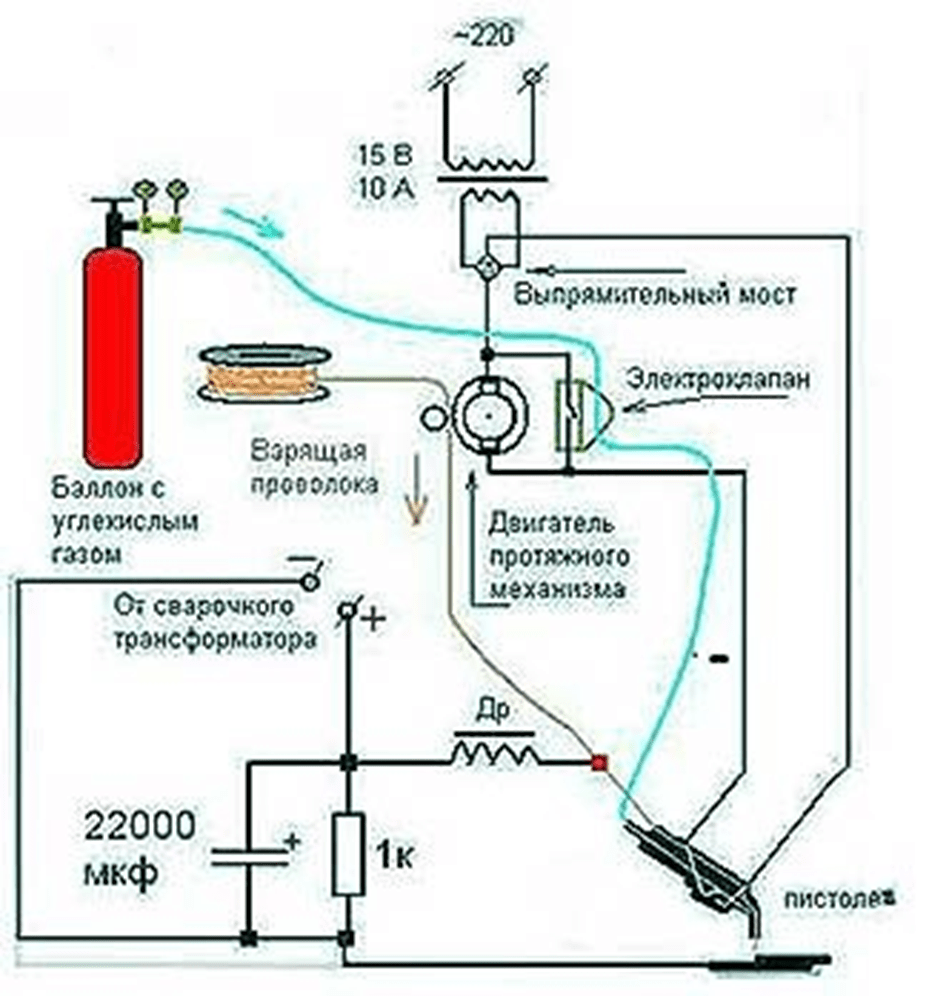
Зажигание дуги зависит от напряжения на холостом ходу. В большинстве случаев оно равняется 50 В. Для удобства многие аппараты снабжены автоматическим розжигом дуги. Системы, которые могут выпрямлять ток, получают и высококачественный шов. Каждый агрегат снабжен дополнительными функциями:
- Пуск двигателя.
- Зарядка аккумулятора.
- Нагрев металла.
- Рихтовка.
- Применение угольного электрода.
Тележка для сварочного аппарата.
Электродуговые конструкции делятся на несколько типов:
- Устройства, которые могут работать с любым видом тока. В эту группу входят приборы инверторного типа. Они выполняют сварку электродами.
- Полуавтоматы, применяющие для работы проволоку.
Заметьте, что устройства инверторного типа делятся на приборы, работающие с электродами и инверторными полуавтоматами. При этом многофункциональные полуавтоматы могут варить электродами и проволокой одновременно.
Сварочные аппараты, о которых рассказано выше, если на них работает профессионал, обеспечивают надежный, прочный шов. Для тех, кто начинает осваивать подобное ремесло, можно посоветовать приобрести полуавтомат. Выполнять работы с таким аппаратом намного легче. Зажигание дуги происходит автоматически, полностью отсутствуют металлические брызги, если настройки выполнены правильно.
Для тех, кто начинает осваивать подобное ремесло, можно посоветовать приобрести полуавтомат. Выполнять работы с таким аппаратом намного легче. Зажигание дуги происходит автоматически, полностью отсутствуют металлические брызги, если настройки выполнены правильно.
На строительном рынке и в магазинах представлен очень большой ассортимент сварочного оборудования. Перед тем как приобрести сварочный аппарат, необходимо обязательно определить цель, для которой он приобретается. Возможно, он будет работать в домашних условиях, а возможно, необходим для выполнения профессиональной работы. Аппараты сильно отличаются по своей мощности и надежности.
Как сделать правильный выбор сварочного устройства для бытовых целей
Классификация сварочных трансформаторов.
- Охлаждение трансформатора должно выполняться естественным способом, при этом вентилятор должен отсутствовать.
- Для получения качественной сварки нужен мощный дроссель и сглаживающие конденсаторы большой емкости.
- Аппарат должен быть оборудован электронным тормозом, позволяющим остановить подачу проволоки в момент выключения аппарата.
- Сварочный аппарат должен быть снабжен искрогасителем. Он не позволит появиться искре, когда агрегат будет находиться в состоянии покоя. Искрогаситель удалит остаточное электричество.
- Очень важно, чтобы был хорошо сделан блок, подающий проволоку. От ее ровной подачи зависит количество брызг. Самыми известными изготовителями таких блоков являются немецкие специалисты.
Для полуавтомата, работающего с порошковой проволокой, никаких дополнительных аксессуаров не нужно. Для работы с проволокой и сварочными электродами понадобится углекислый газ в баллоне с редуктором.
Инвертор: основные достоинства
Конструкция сварочного инвертора.
Этот аппарат обладает наилучшими для сварки свойствами тока. Его подачу можно регулировать, получая точное значение. Он имеет очень высокое КПД, выше 90%. В аппарате отсутствуют внутренние индуктивные потери, поэтому он потребляет очень мало электроэнергии в сравнении с классическим трансформаторным оборудованием. Для дома является идеальным решением.
Немаловажное значение при выборе сварочного аппарата для работы в домашних условиях имеют размеры и вес. Инвертор обычно весит менее 10 кг. Его легко транспортировать и хранить.
Каким генератором лучше всего пользоваться, чтобы проводить сварочные работы?
Когда выбирается сварочный генератор, очень важным является вид топлива, необходимого для работы. Один может действовать только на бензине, другому нужно дизельное топливо.
http://moyasvarka.ru/youtu.be/LvIyLUOzS64
Важным показателем является вид генерируемого тока. Самыми простыми, имеющими невысокую стоимость, считаются бензиновые генераторы, вырабатывающие переменный ток. Они отличаются компактностью и невысокой стоимостью. Отрицательной стороной являются малые ресурсы. А вот дизельные генераторы для сварки имеют значительные ресурсы и способны выдержать серьезные нагрузки.
От модели сварочного аппарата зависит и надежность шва.
Генераторы для сварки, вырабатывающие постоянный ток, считаются очень сложными приборами, но при этом они обеспечивают наилучшее качество сварки. Когда работа проходит при переменном токе, надежность и качество шва будет намного хуже.
http://moyasvarka.ru/youtu.be/05Bu70WS7f4
Учитывая все вышеописанное, можно выбрать самый подходящий для работы сварочный генератор. Решение всегда принимает сварщик индивидуально. Удачи!
moyasvarka.ru
Какой сварочный аппарат лучше выбрать
Комментариев:
Рейтинг: 78
Оглавление: [скрыть]
- Классификация аппаратов для выполнения сварочных работ
- Трансформаторы: использование плавящихся электродов из металла
- Трансформаторы для сварки: использование постоянного тока и плавящихся электродов
- Сварочное оборудование полуавтоматического характера для работы в газовой среде
- Сварочный инвертор — достойный выбор
- Основные типы электрических сварочных аппаратов
- Как выбрать понижающий трансформатор для сварки
- Сварочный выпрямитель: критерии правильного выбора
- Дополнительные рекомендации
- Как сделать правильный выбор: советы профессионалов
- Подведение итогов
Речь пойдет о выборе аппарата для осуществления сварочных работ и о том, какой сварочный аппарат будет наиболее целесообразен в использовании при определенных условиях. Если вашим занятием являются сварочные работы на профессиональном уровне, то вам вряд ли понадобится искать информацию, как правильно выбрать сварочный аппарат. Обладая даже небольшими навыками работы со сварочным оборудованием, специалист в этой области наверняка знает, на что обратить свое внимание при выборе устройств для сварки. Помощь и консультация чаще всего требуются любителям сварочного дела, которым аппараты необходимы для личных нужд, касающихся решения бытовых проблем.
При выборе сварочного аппарата, прежде всего, необходимо ориентироваться на то, для каких целей он будет предназначен.
Лучше всего обратиться за помощью к квалифицированному специалисту, который подробно расскажет все плюсы и минусы различных видов сварочных аппаратов и поможет выбрать самый подходящий вариант. Далее будут приведены советы профессионалов, с помощью которых вы сможете очень легко сделать свой выбор, который окажется правильным. Какой сварочный аппарат выбрать — вопрос довольно распространенный и актуальный. Но для начала нужно выяснить, какие варианты сварочного оборудования существуют на сегодняшний день.
Классификация аппаратов для выполнения сварочных работ
Таблица соотношения толщины железа с силой тока и сечением электродов.
Сегодня одним из самых распространенных является оборудование, имеющее предназначение для выполнения сварки ручного типа, при работе с которыми целесообразно использование электродов разного диаметрального размера. Еще один популярный вид — сварочные агрегаты ручного характера для осуществления сварки с помощью неплавящихся электродов, так называемой аргонодуговой.
Оборудование, предназначенное для сварки механического типа, работающее при помощи плавящихся электродов, и другая техника, такая как инверторы, сварочные трансформаторы или генераторы, приборы контактно-точечного характера сварки, тоже довольно распространены и пользуются заслуженным успехом в области выполнения сварных работ.
Это, конечно, неполный список существующего сварочного оборудования, но для осуществления правильного выбора и ознакомления с видами сварочных аппаратов этого будет вполне достаточно. Рассмотрим более подробно некоторые из них, а затем приступим к рассмотрению вопроса, какой сварочный аппарат подойдет именно в вашем случае.
Вернуться к оглавлению
Схема сварки плавящимися электродами на переменном токе.
Если в ваши непосредственные планы входит осуществление сварки изделий из черного металла, то сварочный трансформатор, к характеристикам которого относится выработка переменного тока, будет самым подходящим вариантом.
Для его работы используются плавящиеся металлические электроды. Эксплуатация отличается простотой, а конструкция имеет высокое качество надежности.
Сварка металлических деталей может производиться как методом встык, так и методом внахлест. Применяемые для работы электроды имеют покрытие фтористо-кальциевого характера (рутиловое).
Необходимое напряжение соответствует значению в 220 В, но на этот показатель влияет и вид используемого электрода. При его смене на другой тип может потребоваться иное значение, касающееся напряжения холостой работы.
Регулировка сварочного тока в этом оборудовании происходит постепенным, плавным способом.
Выбор диаметрального размера электрода зависит от максимального значения параметров сварочного тока.
Проще говоря, с увеличением показателя тока увеличивается размер используемого электрода (диаметр), а это, в свою очередь, влияет на повышение параметров производительности оборудования.
Обратите внимание, что использование электродов с покрытием фтористо-кальциевого характера требует при выполнении сварки более высокого значения сварочного тока по сравнению с рутиловыми. Размер электродов варьируется от значения в 1,5 до 2,5 мм.
Вернуться к оглавлению
Элементы трансформатора с использованием постоянного тока.
Этот вариант чем-то напоминает описанный выше, но конструкция такого аппарата более сложная, что, в свою очередь, влияет на повышение его стоимости. Кроме цены их различие заключается в том, что при работе трансформатора, вырабатывающего постоянный ток, на выходе имеется выпрямитель на основе диода, позволяющий изменять характеристики тока переменного.
Этот факт и является его главным недостатком, так как в такой ситуации происходит потеря мощности. Но есть компенсирующий плюс: это образование и сохранение дуги стабильного характера.
К перечню положительных качеств описываемого сварочного аппарата можно отнести и реальную возможность осуществлять сварку цветных металлов, а не только черных, как в предыдущем варианте. Главное — не ошибиться в выборе электродов с подходящими характеристиками.
И еще: такой вариант сварочного оборудования, как трансформатор постоянного тока, при работе с которым используются плавящиеся электроды, больше подойдет для квалифицированных специалистов, нежели для любителей. Если ваша цель — решение бытовых проблем, то выбирайте более простой вариант.
Вернуться к оглавлению
Элементы сварочного оборудования полуавтоматического характера для работы в газовой среде
Этот вид сварочных агрегатов по своей сути является универсальным. Чаще всего его приобретают для использования в области ремонта автомобилей и для нужд в быту. Такое оборудование для сварки можно охарактеризовать как удобный, надежный и обладающий высокими показателями производительности вариант.
Но не спешите радоваться всему вышесказанному, так как этот класс сварочных аппаратов отличается высокой ценой, и не всегда обычные потребители могут позволить себе приобрести его.
Конструкция этого оборудования еще более сложная, чем все предыдущие. Она включает в себя такие составляющие, как трансформатор, редуктор, имеющий регулировку, выпрямитель, а также рукав, оснащенный горелкой, проволочный привод.
Чтобы выполнить работу по сварке железных, алюминиевых, стальных изделий либо деталей из нержавейки, необходимо использовать проволоку, диаметральный размер которой имеет минимальное значение в 1,2 мм.
Аргонная сварка выполняется в среде инертных газов при помощи неплавящегося электрода.
Выбирать проволоку нужно в зависимости от поставленных задач. Точнее, от того, изделия из какого металла подлежат сварке. Обратите внимание, что бобина с намотанной проволокой закрепляется непосредственно на самом сварочном аппарате.
Еще один важный момент: описываемое оборудование может эксплуатироваться в различных условиях, имеется в виду с газом или без. При выполнении работы без газа для сварки нужно выбирать флюсовую проволоку. А в случае использования газа, выполняя сварочные работы с разными металлами, необходимо особо тщательно подойти к его выбору, так как для каждого из металлов существует свой индивидуальный вид газа.
Например, при сварке железных частей обычно используется углекислый газ. Сталь требует наличия такой сварочной смеси, как сочетание углекислого газа и аргона. Чистый аргон применяется при выполнении сварочных работ с деталями из алюминия.
Вернуться к оглавлению
С помощью сварочного инвертора можно выполнять швы вертикального характера.
Речь пойдет о сварочных инверторах, которые можно характеризовать как импульсные. Именно они на сегодняшний день занимают лидирующее место среди сварочного оборудования. Несмотря на то что датой их создания считается далекий 1977 год, в современных условиях они являются наиболее совершенными и самыми популярными как среди любителей, так и профессиональных сварщиков.
Если говорить о плюсах этого вида сварочного оборудования, то в первую очередь необходимо отметить небольшой вес и размеры, а значит, мобильность такого аппарата. Высокие показатели частоты напряжения тоже характеризуют инверторы с положительной стороны. В сочетании все плюсы сварочных инверторов влияют на ценовую категорию этих аппаратов.
Следует отметить, что их стоимость довольно высока. Но если вы хотите получить в результате приобретения сварочного аппарата показатели высокой производительности, удобство использования, мобильность и другие положительные свойства, стоит остановить свой выбор именно на описываемом варианте (инвертор).
Мобильность инверторного сварочного аппарата и высокие показатели частоты напряжения характеризуют его с положительной стороны.
Очень хорошо, если выбранный вами инвертор, будет иметь различные усовершенствования в виде дополнительных функций. К их списку можно отнести следующие самые распространенные:
- Так называемый горячий старт. Он подразумевает возможность повышения тока скачкообразным способом в самом начале сварочных работ. В результате этого образование дуги становится более легким.
- Антизалипание. Такая функция способна понизить силу тока при возникновении ситуации залипания электрода. В результате ее использования разъединить металлическую поверхность и электрод можно достаточно просто.
- Еще одна функция, которая носит название форсаж дуги. Ее использование позволит вам, выполняя швы вертикального характера, получить высокие результаты качества.
Вернуться к оглавлению
Схема сварки плавящимися и не плавящимися электродами.
Чтобы стало понятно, более подробно рассмотрим еще один классифицирующий признак сварочного оборудования. Подразделение на три основных типа происходит по следующим характеристикам:
- Тип, относящийся к трансформаторам понижающего характера. С их помощью осуществляется сварка переменным током. Принцип изменения характера сварочного тока заключается в наличии разорванного магнитного контура, из-за которого и происходит процедура смены характера тока. Такие аппараты отличаются надежностью. Сварка, осуществляемая с их помощью, достаточно эффективна и производится в режиме ММААС. Целесообразно использовать в случае обработки углеродистой стали, если нет необходимости получить повышенное качество шва.
- Тип, характеризующийся как сварочные выпрямители. Режим работы — MMADC, с использованием выпрямленного тока. Сварочные работы с их помощью проводятся на таких материалах, как углеродистая сталь и нержавейка. Алюминиевые сплавы тоже входят в этот перечень. Если сравнивать качество шва с предыдущим вариантом, то стоит отметить его более высокое качество.
- Тип, носящий название сварочных инверторов. В зависимости от того, какую модель вы выберете, осуществлять сварку можно в различных режимах. Это универсальные модели сварочного оборудования, наиболее популярные среди потребителей. С их помощью можно осуществлять сварочные работы с материалами любого характера. При работе вырабатывается ток, обладающий высокой частотой.
Вернуться к оглавлению
Мощность сварочного трансформатора не должна быть выше мощности электричества в месте эксплуатации.
Первое, на что нужно обратить внимание, — это показатель рабочего напряжения. Трансформаторы этого вида могут эксплуатироваться от сети трехфазного или однофазного характера. Оптимальным вариантом является модель универсального типа, подключение которой может быть выполнено как к одной, так и к другой озвученным выше сетям.
После оценки этих параметров внимание нужно уделить мощности выбираемого аппарата. При маркировке питания в 380 В мощность агрегата будет более высокой, но не забудьте, что подключение будет осуществляться к сети трехфазного вида, что не всем доступно. Главное, чтобы мощность сварочного трансформатора не имела показатель более высокий, чем мощность сети, имеющейся в месте предполагаемой эксплуатации.
На что еще следует обратить внимание? Немаловажным показателем являются такие характеристики, как сила рабочего тока и рекомендуемые размеры электродов.
Если предстоит варить сталь углеродистого типа, то сила тока может варьироваться от 80 до 160 А. В этом случае подойдут электроды, имеющие размер до 6, точно определить это значение можно, ориентируясь на предполагаемую толщину заготовок.
Если для вас важна мобильность сварочного оборудования, то оценить придется еще и вес, а также габариты выбранного устройства, так как перемещение сварочного аппарата, обладающего максимальными весовыми характеристиками, довольно проблематично.
Но именно в этом случае практически все модели трансформаторов имеют тяжелый вес, поэтому, выбирая, отдайте предпочтение тому устройству, которое имеет в своей конструкции колеса и удобную ручку для более легкого перемещения.
Вернуться к оглавлению
Сварочный выпрямитель преобразует переменный ток в постоянный в трехфазной сети.
Охарактеризовать этот вид оборудования можно как приспособления, работающие на импульсном токе выпрямленного типа. Именно это качество делает устойчивость дуги более высокой. А еще от него зависит процесс разбрызгивания металла и корректировка расхода используемых при работе электродов. Проще говоря, выработка выпрямленного тока дает в результате работы наиболее ровный и эстетичный шов сварки. Это качество особенно важно при работе с деталями декоративного характера.
Что касается характера тока, то работа выпрямителей возможна при наличии трехфазной и однофазной сетей. Обратите внимание, что подключение выпрямителей выполняется по мостовой схеме. Если выбрать трехфазную сеть, то в результате можно получить довольно стабильную устойчивую дугу, а также высокую мощность. Но, как уже отмечалось выше, необходимо ориентироваться на наличие либо отсутствие такой электрической сети в месте предполагаемой эксплуатации сварочного оборудования.
Диапазон тока, возможность регулировки условий режима, диаметр используемых электродов — все эти параметры очень важны при осуществлении выбора. Что касается регулировки режима и показателей сварочного тока, то такое оборудование, как выпрямители, подразумевает ступенчатое исполнение.
Вернуться к оглавлению
Классификация способов дуговой сварки.
После того как вы изучили характеристики самых распространенных видов сварочных аппаратов, нужно определиться с их назначением. Это очень важно при совершении покупки, так как от этой характеристики будет зависеть и цена, и качество выполняемой работы.
Условно все сварочные аппараты можно классифицировать так:
- бытового назначения;
- полупрофессионального типа;
- профессионального характера.
Если вы не являетесь высококвалифицированным специалистом в области сварки, то внешний вид приобретаемого аппарата вам не скажет практически ни о чем, в том числе будет трудно определить его назначение. Поэтому лучше всего ориентироваться на показатель сварочного тока.
Допустим, что понравившийся вам агрегат обладает силой тока менее 200 А. Это говорит о том, что он относится к категории бытовых приборов. Более высокие показатели тока, достигающие 300 А, относят сварочное оборудование к типу полупрофессиональных. И, наконец, характеристика силы тока свыше 300 А говорит о том, что это профессиональное оборудование.
Практически все сварщики-любители, которым приходится заниматься сварными работами не регулярно, а время от времени, склоняются к выбору сварочных инверторов. Несмотря на то что цена их немного выше, чем трансформаторов, причиной для их приобретения являются удобство и универсальность этого оборудования для сварки.
Если же категория цены имеет для вас серьезное значение и является решающим фактором, то вам подойдет сварочный трансформатор, самый обычный и доступный вариант.
Вернуться к оглавлению
При силе тока от от 80 до 160 А подойдут электроды размером до 6.
После того как вы ознакомились с информацией о существующих вариантах сварочного оборудования и уже немного ориентируетесь в их разнообразии, можно приступать к освещению основного вопроса, касающегося правильного выбора. Прежде всего ответьте на такой вопрос: для чего, для каких целей вам необходим сварочный аппарат? Какой вид работ вы будете выполнять и с какими металлами работать? А еще немаловажную роль в этой проблеме будут играть ваши финансовые возможности.
Рассмотрим эти вопросы на конкретных примерах, так будет легче сориентироваться.
Допустим, что вам предстоит работа, подразумевающая сварку уголков (черного металла) или резку швеллера. В этом случае приобретение дорогостоящего, мощного аппарата будет как минимум нецелесообразным.
И еще: осуществляя выбор сварочных агрегатов в личное пользование, нельзя забывать и о такой характеристике, как возможность непрерывной сварки. Определить этот показатель очень легко, достаточно оценить его характеристики (технические). Обычно в инструкции он именуется аббревиатурой «ПВ».
http://moyakovka.ru/youtu.be/2Q6BEjCp_t8
При параметрах, имеющих соотношение, равное 35%/160 А, становится понятно, что временной период беспрерывной работы этого агрегата составит всего 3,5 минуты при силе тока в 160 А. Спустя это время потребуется небольшой перерыв в работе.
Стандартным циклом работы любого сварочного аппарата считаются 10 минут. То есть при работе в 3,5 минуты потребуется перерыв в 6,5 минуты, после чего снова можно осуществлять сварку.
Чаще всего показатель ПВ среднего значения представлен параметрами от 15 до 20%. Но это подходящий вариант для любителей в области сварки, а вот квалифицированных специалистов может устроить показатель не ниже 60%.
Вернуться к оглавлению
Таким образом, чтобы осуществить простые процедуры сварочного характера, необходимость которых возникает в быту, достаточно приобрести не очень дорогой, но надежный аппарат, предназначенный для выполнения дуговой сварки ручного характера.
Но если для вас в первую очередь важна не ценовая категория, а качество выполненных работ (качество шва), то лучше отдать предпочтение такому оборудованию, как трансформаторы с током постоянного характера.
Как уже стало понятно, выбирая вид сварочного оборудования, прежде всего стоит обратить внимание на потребности в сварке, показатели надежности. Значит, и качество и, конечно, цену сварочного агрегата. Именно поэтому нельзя дать общий совет, какой именно выбрать сварочный аппарат. Осуществлять выбор необходимо исходя строго из индивидуальных потребностей.
http://moyakovka.ru/youtu.be/BDNtM0eScNc
Чтобы немного облегчить выбор, проконсультируйтесь с квалифицированным сварщиком или менеджером по продаже сварочного оборудования. Но не нужно слепо доверять их советам, ваше мнение играет не последнюю роль в принятии решения, касающегося вопроса, какой сварочный аппарат выбрать. Тем более вы уже достаточно знаете о видах и характеристиках сварочного оборудования.
moyakovka.ru
www.samsvar.ru
Сварочное оборудование — это… Что такое Сварочное оборудование?
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги (См. Сварочная дуга) в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке (См. Газопламенная обработка) — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа). Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (α и β), одна из которых (β) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки (См. Контактная электросварка) применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического (См. Дроссель электрический), коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями. Газовый генератор — аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый). Сварочный автомат для дуговой сварки — комплекс механизмов и приборов (рис. 4), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы (См. Сварочный трактор) — переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами (рис. 5). Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах (См. Сварка в защитных газах), сварку открытой дугой и сварку под флюсом (См. Сварка под флюсом). Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке (См. Газовая сварка) для регулирования сварочного пламени, называется сварочной горелкой (См. Сварочная горелка).Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны.
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
М. Г. Бельфор, И. И. Заруба, В. Н. Троицкий.
Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса.
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи.
Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный.
dic.academic.ru
Как устроен сварочный аппарат? Сварочный аппарат своими руками
Уважаемые посетители!!!
Сварочный аппарат, а точнее сварочный трансформатор в отличие от обыкновенных понижающих или повышающих трансформаторов напряжения,- имеют между собой небольшое различие. Если взять любую схему сварочного трансформатора, из схемы видно, что первичная обмотка включается в электрическую цепь параллельно, где она замкнута накоротко. Короткое замыкание исключается наибольшим количеством витков по сравнению со вторичной обмоткой, намотанной на неподвижной части магнитопровода, выполненного из трансформаторной стали.
Принцип работы сварочного аппарата
Вторичная обмотка сварочного трансформатора включается в электрическую цепь последовательно с дополнительной обмоткой. Дополнительная обмотка представляет собой регулятор тока. Регулятор по току состоит из неподвижной части магнитопровода, выполненного из трансформаторной стали, непосредственно на магнитопроводе намотана сама проводка \обмотка\ и дросселя,- представляющего собой подвижную часть регулятора тока, состоящего только из одной трансформаторной стали- магнитопровода, выполненного без обмотки. Подвижную часть называют дросселем, неподвижную часть- якорем. За счет зазора регулируемого дросселем по отношению к неподвижной части магнитопровода,- можно регулировать электрической дугой при сварке, создавать необходимый нам сварочный ток. Один конец вторичной обмотки закрепляется на какой либо металлической конструкции, с которой нам необходимо проделать сварочные работы, второй конец вторичной обмотки крепится к держателю с электродом. Здесь мы можем наблюдать такой же пример из электротехники, при уменьшении зазора на регуляторе тока, сопротивление увеличивается \ чем меньше сопротивление, тем больше сила тока\, а следовательно сварочный ток при этом уменьшается.
Устройство сварочного аппарата
Принципиальная электрическая схема мостовоговыпрямителя сварочного аппарата, с указанием полярностипри сварке тонколистового металла
Можно добавить, что один конец обмотки, закрепляемый на металлической конструкции для сварочных работ,- имеет нулевой потенциал, а держатель с закрепленным электродом,- имеет положительный потенциал. Соприкосновение держателя электрода с массой,- создает режим короткого замыкания. Короткого замыкания в этом примере не происходит благодаря зазору в магнитопроводе между подвижной и неподвижной частью регулятора тока. При проведении сварочных работ, необходимо соблюдать меры собственной безопасности, а именно, не соприкасаться одновременно с массой \нулевым проводом\ и держателем \фазным проводом\, учитывая то, что сварочный трансформатор имеет свой холостой ход с напряжением чуть более 60 вольт.
Регулятор тока сварочного аппарата
В приведенном примере зазор регулятора тока между подвижной и неподвижной частью магнитопровода регулировался вручную — винтом. Более широкое применение сварочные трансформаторы получили со следующей схемой. На неподвижной части магнитопровода располагаются три обмотки, первая подключается к источнику питания, вторичная обмотка включается с обмоткой регулятора тока последовательно. Зазор между подвижной и неподвижной частью магнитопровода регулируется самостоятельно. Данная схема сварочного трансформатора как и сам аппарат в целом, отличается от предыдущего — своей компактностью и дешевизной выпуска.
На фото показано устройство сварочного трансформатора серии ТДМ представлено схематическим изображением:
- Поз. 1 – первичная обмотка трансформатора из изолированного провода.
- Поз. 2 – вторичная обмотка не изолирована, с воздушными каналами для лучшего режима охлаждения.
- Поз. 3 – подвижная составляющая магнитопровода.
- Поз. 4 – система подвеса трансформатора в корпусе агрегата.
- Поз. 5 – система управления воздушным зазором.
- Поз.6 – ходовой винт управления воздушным зазором.
- Поз. 7 – рукоятка привода управляющего винта.
zapiski-elektrika.ru
Выбор сварочного аппарата
Сварочный аппарат — устройство, предназначенное для надежного крепления металлических листов и изделий. При помощи данного инструмента можно быстро, а главное, надолго закрепить необходимые элементы.
Существует несколько типов сварочных аппаратов:
Сварочный аппарат переменного тока — предназначен для сварки черных металлов встык и внахлест. Самый распространенный и популярный вид сварочного оборудования, применяемый для сварки методом MMA — с применением штучных плавящихся электродов с рутиловым или фтористо-кальциевым покрытием. Такие приборы доступны по цене и имеют достаточно простую конструкцию, которая оказывает положительное влияние на долговечность и надежность сварочного аппарата.
Сварочный аппарат постоянного тока — предназначен для сварки не только черных металлов, но и нержавеющей стали и цветных металлов. По своей конструкции данное устройство очень похоже на сварочный аппарат переменного тока, но на выходе данного устройства установлен диодный или тиристорный выпрямитель, благодаря которому переменный ток выпрямляется, но сам аппарат теряет часть мощности. Конструкция такого инструмента сложная, тяжелая и, следовательно, достаточно дорогая. Но с точки зрения комфорта во время работы, сварочный аппарат постоянного тока максимально подходит для этой цели. Постоянный ток обладает полярностью, поэтому это необходимо учитывать при выборе и подключении электродов.
Аппараты полуавтоматической сварки в среде инертного или активного газа (MIG/MAG) — применяется для сварки железа, обычной и нержавеющей стали, алюминия. Широко используется при осуществлении ремонта автомобилей. Такие аппараты имеют очень сложное устройство и стоят достаточно дорого. Сам аппарат состоит из трансформатора с крутопадающей вольтамперной характеристикой, выпрямителя, привода проволоки и рукава с горелкой. Сварка осуществляется при помощи проволоки толщиной 0,6 — 1,2 миллиметров, выполненной из различных металлов в среде защитного газа. Как правило, выходной ток может регулироваться ступенчато, очень редко можно встретить модели с плавным регулированием. Различные модели данного устройства могут работать с газом, без него или объединяя эти два вида сварки. Для осуществления сварки без газа применяется флюсовая проволока. Для работ с газом баллон с этим веществом подбирается в зависимости от свариваемого материала.
Сварочные инверторы — это самый современный и высокотехнологичный прибор для осуществления сварочных работ. Такой инструмент весит совсем немного — от 3 килограмм, имеет небольшие габариты и не сильно зависит от входного напряжения. Это аппарат постоянного тока. Питающее напряжение на входе выпрямляется, а потом преобразуется в переменное напряжение с частотой 20 — 45 килогерц, которое и подается на трансформатор. На выходе напряжение выпрямляется.
Итак, как же ориентироваться в рабочих характеристиках тех или иных моделей?
Первый параметр, на который стоит обратить внимание — это входное напряжение. Оно может быть однофазным (220 Вольт) и трехфазным (380 Вольт). Все аппараты, кроме инверторных, чувствительны к перепадам напряжения. Понижение напряжения снизит выходные характеристики сварочного аппарата, а повышение — вызовет перегрузку и последующее отключение прибора.
Следующий параметр — напряжение холостого хода. Оно варьируется от 45 до 70 Вольт. Чем выше напряжение, тем проще поджечь дугу, и тем стабильнее будет осуществляться процесс горения сварочного аппарата. Эта характеристика должна учитываться при подборе электродов.
Еще один параметр — выходной ток. В бытовых сварочных аппаратах он может варьироваться от 10 до 250 Ампер, в профессиональных устройствах данный показатель может доходить до 500 Ампер. Регулировка может быть или ступенчатой, или плавной. Чем выше максимальный ток, тем больше возможностей имеет сварочный аппарат: его производительность возрастет, появится возможность использовать электроды большего диаметра, а, следовательно, может выполняться более сложная работа. При подборе типа электродов также обращайте внимание на эту характеристику — рутиловые электроды плавятся при меньшем токе, основные — требуют более высоких значений тока.
Еще один параметр, заслуживающий внимания — это минимальный и максимальный диаметр электродов (в случае с полуавтоматом — минимальный и максимальный диаметр проволоки). Именно этот параметр определяет толщину материала, для сварки которого сможет применяться аппарат. Диаметр электродов варьируется от 0,5 до 6,0 миллиметров. Для выполнения большинства стандартных задач требуется диаметр от 2 до 3 миллиметров. В полуавтоматах используется смотанная в катушки проволока диаметром от 0,6 до 1,2 миллиметров.
Необходимо крайне внимательно относиться к выбору электродов и проволоки. От этого напрямую зависит качество сварочного шва. Данные материалы имеют срок годности и особые требования к хранению. Электроды могут отличаться полярностью, родом тока (он может быть переменным или постоянным), покрытием, материалом. Электроды, предназначенные для работ по чугуну, титану, нержавейке и другим очень редко используются в бытовых целях. Очень часто можно встретить универсальные по полярности электроды. Можно использовать основное (фтористо-кальциевое) и рутиловое покрытие. При использовании электродов с основным покрытием шов получается прочным и защищенным от окисления, но для качественной работы требуется напряжение холостого хода порядка 70 Вольт. В продаже бывают аппараты с двумя выходами — 50 и 70 Вольт. Стоят они дороже обычных сварочных аппаратов, но позволяют получить более высокое качество сварного шва. Такие устройства отлично подойдут как для любителя, так и для профессионала.
Выбор диаметра электродов напрямую зависит от толщины свариваемого материала:
- Диметр электрода 1,5 мм — толщина материала 1,5 — 2,0 мм
- Диметр электрода 2,0 мм — толщина материала 1,5 — 3,0 мм
- Диметр электрода 2,5 мм — толщина материала 1,5 — 5,0 мм
- Диметр электрода 3,2 мм — толщина материала 2,0 — 12 мм
- Диметр электрода 4,0 мм — толщина материала 4,0 — 20 мм
- Диметр электрода 5,0 мм — толщина материала 10 — 40 мм
Для сварочных работ обязательно требуется специальная экипировка.
Самым главным элементом является сварочная маска и ее основной элемент — защитное стекло, которое должно иметь возможность легко заменяться. Для сварки обычно используются светофильтры двух типов: С-2 и С-4.
Также для сварочных работ требуется соответствующая защитная одежда, закрывающая кожу от ультрафиолета и защищающая от брызг. Спецовка, краги, ботинки или сапоги, прорезиненные или брезентовые перчатки — это минимальный набор, который обязательно необходим для осуществления сварочных работ.
Не стоит забывать о том, что сварочные работы — это достаточно серьезный вид деятельности, поэтому оборудование для него следует подбирать с особой тщательностью, учитывая все нюансы.
www.diy.ru
Сварочный аппарат постоянного и переменного тока своими руками
Как считают специалисты, изготовление сварочного аппарата постоянного и переменного тока своими руками не отнимет много времени и сил.
Главное условие его создания – четкое представление о том, какие именно сварочные работы оно должно выполнять и инструкция.
Особенности работы аппарата
Чтобы проводить сварку, необходимо устройство, которое работает от переменного и постоянного тока.
Аппаратом тока сваривают тонкие металлические листы. Этот метод сваривания не требует применения определенного вида электрода, а электродная проволока может быть и без керамической обмазки.
Схема сварочного аппарата состоит из 5 частей. Цепочка тока проходит через сварочный аппарат, сначала попадая в трансформатор.
Оттуда ток поступает в выпрямитель, диоды которого преобразуют переменный ток в постоянный, и дроссель. Последние элементы протекания тока – держак и электрод.
Присоединение держака электрода к выпрямителю осуществляется с помощью дросселя. Так сглаживается пульс напряжения.
Дроссель – это катушка с проводами из меди, наматываемая на сердечник. А выпрямитель – это деталь аппарата, соединенная с трансформатором через вторичную обмотку.
К сети подключается трансформатор — главная деталь аппарата. Его можно либо специально приобрести, либо воспользоваться ранее уже эксплуатируемым, но годным трансформатором.
Он по закону Ома преобразовывает напряжение переменного тока.
Так показатель напряжения, вырабатываемого на вторичной обмотке, понижается, но при этом в 10 раз увеличивается сила тока. Сваривание происходит при силе тока в 40 ампер.
Электрическая цепь замыкается в тот момент, как появляется дуга между электродом и свариваемыми кусками металла.
Дуга должна гореть стабильно, тогда сварной шов будет выполнен качественно. В установлении нужного характера горения поможет регулятор мощности электрической энергии.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Видео:
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Видео:
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Видео:
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
rezhemmetall.ru
Сварочный аппарат и различные виды сварки
Вероятно, никто не будет спорить, что сварка является одним из самых распространенных технологических приемов, используемых в промышленности и строительстве. При этом, современные методы сварки, позволяют сваривать не только, привычные нам, металлические изделия, но и изделия из пластика, и других материалов. Сварка может вестись во всех средах – в атмосфере, под водой, в космосе. В общем, сварка – это тот процесс, без которого невозможно полноценное функционирование не только промышленности в целом, но и науки.
Что такое сварка? Сварка – это процесс создания неразъемных соединений, при котором детали соединяется на атомном уровне под воздействием высокой температуры. Под воздействием источника нагрева, металлы, или другие материалы, расплавляются, образуя общий объем, и застыв, образуют единое целое.
Типы сварочных процессов
Наиболее простой, доступный и самый распространенный тип сварки – это ручная дуговая сварка, или по-английски – ММА — Manual Metal Arc. Основным элементом в этом случае является электрод, покрытый порошкообразной смесью различных компонентов. Основное назначение электрода – поддержание устойчивого горения дуги и повышение качества сварки. Схематично ручную дуговую сварку можно представить следующим образом.
Суть данного типа сварки заключается в том, что детали свариваются расплавлением своих кромок и расплавления ядра электрода. Качество сварки зависит от квалификации сварщика, поскольку ему приходится выполнять сразу два действия – подавать электрод в зону сварки и продвигать его по свариваемым кромкам. В ручной дуговой сварке используются сварочные аппараты, работающие на переменном токе, т.н. трансформаторы, и аппараты, работающие на постоянном токе, или выпрямители. В последнее время большое распространение получили инверторные аппараты для сварки. Более подробно мы их рассмотрим чуть позже.
Следующим типом сварки является сварка в среде инертных газов, или по-английски – MIG\MAG. MIG — это «Metal — Inert – Gas», т.е. сварка металла в среде инертного газа (обычно аргон). MAG – это « Metal — Active – Gas», т.е. сварка в среде активного газа (углекислый газ).Схематично она выглядит следующим образом.
Суть метода заключается в том, что дуга появляется между электродом (сварочная проволока) и материалом под воздействием постоянного тока. Одновременно в зону горения подается газ, который защищает и дугу и зону горения от кислорода, который является главным «врагом» при сварочных работах, поскольку окисляет сварочный шов и ухудшает его качество. Данный способ сварки относится к полуавтоматическим видам сварки, поскольку и газ, и проволока подаются в зону сварки автоматически. Но вот непосредственно сварку осуществляет все-таки человек. К достоинствам этого типа сварки относится высокая скорость работы, отличное качество сварочного шва, возможность сварки тонких изделий, возможность сварки изделий из нержавеющей стали, алюминия. А недостаток, вероятно, только один. Сам сварочный аппарат очень компактный, а вот баллон с газом, напротив, большой и тяжелый. Тем не менее, этот способ сварки пользуется большой популярностью.
Следующий тип сварки – аргонно-дуговая сварка. В английской терминологии TIG: «Tungsten — Inert – Gas», т.е. сварка вольфрамом в инертном газе. Ее можно отнести к разновидности MIG\MAG сварки.
Этот тип сварки выделяют в отдельный, поскольку он обладает определенными достоинствами, которых нет в других типах сварки. К ним относятся: простота процесса, можно варить любые виды металлов и сплавов, отсутствие шлака.
В данном типе сварки могут использоваться или вольфрамовый нерасплавляемый электрод, и тогда процесс сварки очень напоминает процесс пайки присадочной проволоки к соединяемым деталям, или плавящийся электрод, и тогда это MIG\MAG сварка.
Виды сварочных аппаратов
Сварочный трансформатор.
Основная задача сварочного трансформатора состоит в понижении входного напряжения и регулировки тока для сварки. Конструкция данного аппарата, собственно, и представляет собой трансформатор. Первичная обмотка подключается к сети, к вторичной обмотке подключаются электроды и объект сварки. Ток для сварки изменяется или с помощью перемещаемых катушек, или магнитными шунтами, или используется витковое (ступенчатое) регулирование. К недостаткам данного типа аппаратов относится большой вес, внушительные габариты, невысокий КПД.
Сварочный выпрямитель.
Служит для преобразования переменного тока сети в постоянный ток для сварки. Состоит из трансформатора, блока вентилей, дросселя. Для изменения тока сварки используются перемещаемые обмотки, обмотка, разделенная на секции, дроссель насыщения. Более эффективно подключение к трехфазной сети, и, как следствие, использование трехфазной мостовой схемы выпрямителя. В этом случае дуга горит более ровно, соответственно, и качество сварки выше.
Сварочный генератор.
Используется как мобильный сварочный аппарат, в местах, где нет возможности подключения к электрической сети. Состоит из двигателя внутреннего сгорания, генератора постоянного тока, устройства регулирования сварочного тока. Принцип работы сварочного генератора состоит в преобразовании механической энергии вращения вала двигателя внутреннего сгорания, в электрический ток, который позволяет создать и поддерживать устойчивое горение дуги сварки.
Сварочный инвертор.
Это наиболее современный вид сварочных аппаратов. Принцип работы инвертора состоит в следующем. Входное напряжение 220 В преобразуется из переменного в постоянное, а затем вновь в переменное, но высокочастотное – до 200 кГц. Преобразование и регулирование электроэнергии производится модулятором на основе широтно-импульсной модуляции. Основой модулятора является или биполярный транзистор с изолированным затвором (схема IGBT), или полевой транзистор на основе перехода металл-оксид-полупроводник (схема MOSFET). Далее, после трансформатора, высокочастотное напряжение выпрямляется и поступает на дугу. Всеми преобразованиями и слежением за параметрами занимается микропроцессор. Достоинствами инвертора являются – низкое электропотребление, стабильный сварочный ток, высокие возможности регулирования процесса сварки, возможность использования различных видов сварки, качественный сварной шов. Мы постарались донести до вас информацию о сварочных аппаратах. Если вы хотите узнать, что-то большее о сварке пишите нам, мы обязательно о том напишем.
xn——7kcglddctzgerobebivoffrddel5x.xn--p1ai
Как устроен сварочный инвертор — Морской флот
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Сварка представляет собой способ соединения и разъединения металлов посредством электротока и основывается на образовании дуги между участком обработки — первый электрод, и подводимой к участку рукоятки — второй электрод, соединенный с соответствующим полюсом электротока. Таким способом выполняется соединение частей, разъединение металлов или разрезание их, сверление и проделывание полостей и отверстий, наплавление слоями.
Дуговая сварка широко применяется, ведь благодаря этой технологии появилась возможность делать неразъемное соединение металлических деталей, а прочность шва при этом такая же, как и у массива материала. Это обстоятельство обусловлено непрерывностью образованных структур и молекулярными сцеплениями между деталями.
Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла. С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».
В процессе горения электродные покрытия связывают и выводят из шва кислород. Вдобавок вещества, содержащиеся в них, помогают ионизировать дугу, рафинируют и легируют металл шва.
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Разные виды аппаратов для сварки имеют разные технические особенности, свои плюсы и минусы.
Инверторы: минусы и плюсы
Это самые молодые сварочные аппараты, их серийное производство было налажено лишь в 1980-х годах. Выпрямители с транзисторным инвертором. В этих источниках электричество многократно меняет характеристики. Когда ток пропускается через полупроводник, то выпрямляется, а потом специальный фильтр сглаживает его. Постоянный стандартной сетевой частоты 50 Гц преобразуется в переменный опять, но уже с частотой в десятки килогерц.
После частотного инвертирования ток идет на миниатюрный трансформатор, где уменьшается его напряжение и увеличивается сила. Затем свою работу начинает выполнять высокочастотный фильтр и выпрямитель — постоянный ток подается на электроды для образования дуги.
Увеличение частоты тока — главное достижение инвертора. К плюсам относится также:
- Высокий КПД (85—95%).
- Возможность питания от обычной розетки.
- Большой период непрерывной работы.
- Широкий диапазон значений силы тока.
- Плавная регулировка тока и напряжения.
- Режим работы контролируется микропроцессорами и управляющими схемами.
- Защита от перепадов напряжения.
- Качественный сварной шов.
- Возможность соединения материалов, с трудом поддающихся сварке.
- Повышенная электрическая безопасность.
Недостатки инверторов:
- Высокая стоимость.
- Плохая реакция на проникновение пыли в корпус.
- Электроника чувствительна к влаге и холоду, что может привести к появлению конденсата.
- Вероятность появления в основной сети помех.
Сварочные трансформаторы
На сегодня это самые распространенные сварочные аппараты, относительно недорогие и простые по конструкции, надежные. Преобразование электроэнергии осуществляется силовым трансформатором стандартной частоты 50 Гц. Ток настраивается механической регулировкой магнитного потока в составном сердечнике. От сети питается первичная обмотка, намагничивается сердечник, и на вторичной обмотке индуцируется переменный ток меньшего напряжения (50—90 В) и большей силы (100—200 А), он формирует дугу. Чем меньше витков на катушках вторичной обмотки, тем меньше напряжение и больше сила тока.
Достоинства:
- Низкая стоимость (в два-три раза дешевле инверторов).
- Простота конструкции.
- Ремонтопригодность.
- Надежность.
Недостатки:
- Большой вес и габариты.
- Из-за переменного тока сложно получить высококачественный шов.
- Трудность удерживания дуги.
- Сравнительно невысокий КПД (не более 80%).
- Невозможность подключения к внутридомовой сети.
Сварочные выпрямители
Сетевой ток в этих аппаратах не меняет частоты и индуцируется на обмотках с понижением напряжения. После преобразования проходит еще через блок селеновых или кремниевых выпрямителей. На электроды идет постоянный ток. Благодаря этому электрическая дуга очень устойчива, без существенных прерываний и скачков.
В большинстве случаев требуется охлаждение вентиляторами. Часто устройства имеют дополнительные дроссели, позволяющие улучшить характеристики исходящего тока, который сглаживается и фильтруется. В комплекте с выпрямителями может быть защитная, измерительная и пускорегулирующая аппаратура. Тут важна стабильность температуры и тока, поэтому устанавливаются ветровые реле, термостаты, плавкие предохранители, автоматы. Наиболее распространены выпрямители на три фазы.
Достоинства сварочных выпрямителей:
- Высококачественный шов.
- Легкость поддержания дуги.
- Минимальное разбрызгивание материала присадки.
- Большая глубина плавления.
- Меньшие габариты и вес в сравнении с трансформаторами переменного тока.
- Возможность сваривания чугуна, цветных металлов, теплоустойчивой стали.
Недостатки:
- Высокая стоимость.
- Необходимость внимательного наблюдения за состоянием системы охлаждения.
- Отсутствие в большинстве случаев возможности питания от бытовой сети.
- КПД меньше, чем у инвертора.
- Относительно сложная конструкция.
Полуавтоматы: характеристика
Сварочная проволока при помощи специального механизма подается в рабочую зону, где в активном газе расплавляется и направляется в сварочную ванну. Газ вытесняет воздух около сварочной ванны, защищает шов от кислорода. Применяется с этой целью углекислый газ, аргон, гелий, комбинации этих газов. С использованием флюсовой проволоки газ можно не подавать в рабочую зону.
Плюсы:
- Легкость сваривания тонколистовых деталей.
- Качество шва, возможность получения «короткого шва».
- Широкий спектр свариваемых материалов.
- Высокая производительность.
- Большой разброс настроек и регулировок.
Минусы:
- Высокая цена.
- Высокая стоимость расходных материалов.
- Необходимо применения баллонов или подключения к специальной сети.
- Трудность работы на улице, где газовую среду нужно защищать от сдувания.
Выбор модели
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм. Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет. Но варить под дождем запрещено!
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме». Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность. Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке.
Благодаря снижению цены, в настоящее время стали очень популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они широко используются и на производстве, и во время дачно-гаражных поделок. Мы на сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Здесь подробно объясним принцип работы сварочного инвертора.
«Изюминки» сварочного инвертора
Сварочным инвертором принято называть блок питания сварочного аппарата, оснащённый инвертором. Сам по себе инвертор – это устройство, преобразующее постоянное напряжение в высокочастотное переменное.
В двух словах, происходит следующее:
- входной выпрямитель получает напряжение из электросети (220 В, 50 Гц) и постоянным током питает «косой мост» на ключевых транзисторах;
- «косой мост» формирует прямоугольные импульсы высокой частоты (до 50 КГц). Преобразование позволяет применить в схеме высокочастотный импульсный понижающий трансформатор. Этот узел, благодаря материалу сердечника, весит на порядок меньше своего 50-герцового «собрата», что положительно сказывается на общей массе девайса. А это приводит к уменьшению веса всего сварочного аппарата. Кроме того, экономится медь и другие дорогостоящие материалы, из которых изготавливается оборудование. Импульсный трансформатор понижает высокочастотное напряжение до необходимого рабочего.
Схемотехническое решение и применение в инверторе специальных компонентов, позволили сконструировать устройство, не критичное, в широких пределах, к колебаниям напряжения питающей электросети. При понижении его ниже допустимого предела — происходит отключение генератора и загорается жёлтая лампочка «авария».
В этом и заключаются две «изюминки»: малый вес и некритичность в широком диапазоне к колебаниям напряжения источника питания;
- выходной выпрямитель преобразует напряжение (уже имеющее необходимую амплитуду) в постоянное рабочее.
Внедрение указанных выше преобразований привело к тому, что в схемотехнике источника питания появилось большое количество всяких дополнительных элементов, обеспечивающих его стабильную работу.
Теперь рассмотрим принцип работы сварочного инвертора подробно.
Как работает сварочный инвертор
В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке.
Вариант компоновки деталей сварочного инвертора.
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Силовая схема сварочного инвертора
Принципиальная схема приведена на рисунке (рисунки в статье кликабельные: для увеличения и удобства просмотра нажмите на него и он откроется в новом окне).
Силовая часть схемы сварочного инвертора.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Помехозащитный фильтр (на тороиде).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.
Понижающий импульсный трансформатор (от него отходят шины).
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr Предыдущая статья: Покраска кованых изделий надежно и надолго Следующая статья: Табурет ИП Моисеева кованый
Чтобы получать сообщения о новых статьях на сайте подпишитесь на рассылку (без спама).
Владислав, спасибо за уточнение, исправлено
В тексте описания инверторного сварочника написано: «Работа инверторного блока питания основана на инверсии — фазовом сдвиге напряжения (отсюда и название)» Правильно написать: ‘… на инвертировании — преобразовании энергии постоянного тока в энергию переменного тока повышенной частоты».
А так спасибо за информацию.
инверторы и трансформаторные преобразователи, а также электроды для них
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.
Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Как устроен сварочный инвертор — flagman-ug.ru
Устройство сварочного инвертора
Принцип работы сварочного инвертора
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа.
Часть 1. Силовой блок.Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С 0 . Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Особенности работы инвертора для сварки
Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике. В том, что этот тренд носит глобальный характер, сомневаться не приходится.
Инверторное оборудование объективно успешней справляется со стоящими перед ним задачами.
Преимущества инверторной техники
Превосходство сварочных инверторов над классическими преобразователями трансформаторного типа просматривается как в технологическом, так и в экономическом аспекте.
Если вкратце перечислить преимущества, приобретаемые при внедрении инвертора, получится примерно следующее:
- более высокий коэффициент полезного действия, превышающий 90%, что предопределяет само устройство сварочного инвертора, характеризуемое отсутствием магнитных потерь в стальном сердечнике трансформатора, присущим «классике»;
- способность работать в условиях изменения уровня питающего напряжения в широких пределах, не снижая при этом технологических параметров;
- возможность очень точной установки тока сварки с цифровой индикацией его величины и жёстким поддержанием уровня в процессе сварки;
- кардинально сниженные габаритные размеры и вес конструкции;
- целый ряд совершенно новых возможностей, присущих только инверторным аппаратам, вот только некоторые из них.
К новым возможностям относится наличие специфических функций, среди которых hot start, anti sticking, arc force, и других, делающих процесс сварки доступным даже новичку. Есть возможность использования электродов, предназначенных для сварки, как переменным, так и постоянным током.
Что касается обычно называемых недостатков, присущих данному виду оборудования, то в первую очередь, речь идёт о сравнительно высокой цене этих приборов.
По этому поводу можно сказать следующее. Вспомните, как изменялись цены компьютерных и мобильных новинок буквально в течение нескольких лет. Дальнейшее совершенствование технологии и увеличение массовости производства неизбежно приведут к значительному снижению цен на сварочные инверторы.
Пояснения на схеме
Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема.
Структурная схема инвертора для сварки начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла.
Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю.
Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны).
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования.
В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века.
Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка.
Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные клеммы сварочного инвертора.
Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки.
Благодаря принципу высокочастотного преобразования удалось добиться снижения веса и уменьшения размеров сварочных аппаратов в несколько раз.
В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей.
Управление током
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях.
Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения.
При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер.
При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки.
То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги.
Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности.
Автоматические функции сварочного оборудования
Чтобы понять, как работают инверторные сварочные аппараты в различных ситуациях, следует ознакомиться с принципом работы некоторых их функций.
Эта функция призвана осуществлять форсирование дуги. В процессе работы сварщика иногда капля расплавленного электрода, не оторвавшись вовремя и не попав в сварочную ванну, зависает, уменьшая зазор.
Это может грозить прилипанием электрода к детали. Принцип работы arc force заключается в кратковременном увеличении тока, который «сдувает» каплю металла.
ANTI STICK
В начале работы, в процессе розжига дуги, электрод может прилипнуть к заготовке. Принцип функции anti stick состоит в том, что в этот момент происходит резкое снижение сварочного тока. После отрыва электрода режим работы аппарата возвращается к норме.
Работа этой опции помогает легко зажечь электрическую дугу. Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги.
Все функции способствуют более быстрой и надежной работе инвертора, что в итоге приводит к высокому качеству сварного шва.
Сварочный инвертор
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.
Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Как устроен инверторный сварочный аппарат
Все чаще для сварки стали использовать не трансформаторные сварочные аппараты, а инверторные. Они не просаживают сеть, ими легче варить. Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата.
Чем сварочный инвертор лучше трансформатора
Начнем с того, что такое инверторный сварочный аппарат. Это устройство для ручной или полуавтоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Сварочный инверторный аппарат намного меньше и легче трансформаторного. Это важно, особенно, если надо таскать его по участку. Еще одно преимущество — он не «садит» сеть, не «дает» скачков напряжения.
В чем же дело, чем отличается инверторный аппарат от трансформаторного? Весь секрет в тройном преобразовании напряжения. Сначала переменное напряжение преобразуют в постоянное, а затем снова в переменное, но уже очень высокой частоты. Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.
Благодаря современной схемотехнике, качественные сварочные инверторы обладают высокой надежностью.
Как работает инверторный сварочный аппарат: блок-схема
Принципиальные схемы инверторных сварочников разных фирм отличаются, как отличается и элементная база. Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
В первичном НЧ (низкочастотном) выпрямителе сетевое напряжение преобразуется в постоянное, которое подается на вход инвертора. Инвертор преобразует постоянное напряжение частотой 50 Гц в переменное напряжение высокой частоты (десятки кГц). Высокочастотный трансформатор понижает напряжение и увеличивает ток, который может превышать 250 А. Именно сила тока нужна при сварке. Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.
Блок-схема сварочного инверторного аппарата
Это общий принцип работы инверторного сварочного инвертора. Как видите, он называется так потому что инвертор — ключевой элемент схемы.
Инвертор — это устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Большая часть инверторных сварочных аппаратов имеет еще контроллеры и устройства поддержания заданных параметров. Выполнены они обычно на базе процессоров, хотя есть и электромеханические модели.
Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
Для чего столько ступеней преобразования? Для того чтобы получить на выходе ток в сотни ампер и не перегрузить при этом электрическую сеть. Вторая задача — получить постоянный ток, так как варить на «постоянке» проще. Дуга стабильна, ее проще контролировать.
В простейших трансформаторных сварочных аппаратах выпрямление происходило на трансформаторе и, после некоторой стабилизации (несколько конденсаторов), сразу шло на электрод. Для преобразования сетевого напряжения частотой 50 Гц трансформатор требуется большой по размеру, так как диаметр проволоки должен быть большим. И это определяло размеры самого аппарата и его вес.
Принцип работы сварочного инвертора: ступени преобразования напряжения и тока
В инверторах путем преобразований частоту увеличивают до нескольких десятков килогерц (может быть 50-80 кГц) и уже после этого преобразуют в постоянное. Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — преобразовать синусоиду частотой в 50 Гц в постоянный ток. В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
G30N60 — биполярный транзистор с изолированным затвором (IGBTs).
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
STTH6003CW — диод быстродействующий 300В, 30А, 55нс.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».
Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию. Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Сборка инверторного сварочного аппарата своими руками
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Принцип работы сварочного инвертора
Принцип работы сварочного инвертора
Один из способов создания неразъемных соединений из металла – это электродуговая сварка.
В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа.
Главный их недостаток – габаритно-весовые характеристики.
С развитием полупроводникового оборудования и появлением таких элементов, как тиристоры, были созданы устройства, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше.
Электродуговая сварка
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока.
Устройство инвертора содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах.
К ним относят следующие параметры:
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как работает сварочный инвертор
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Силовая схема сварочного инвертора
Принципиальная схема приведена на рисунке.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
Управляющая схема сварочного инвертора
Принципиальная схема приведена на рисунке.
Электронный управляющий блок состоит из следующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.
ШИМ-контроллер
«Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов.
Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30).
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, после выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;
- узел контроля напряжения сети. Он состоит из элементов операционного усилителя, собранного на двух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное или заниженное) и поступает на сумматор операционного усилителя. Последний вырабатывает результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он блокирует генератор, а, следовательно, и всю схему;
- схема контроля выходного напряжения. Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела).
Преимущества инверторного агрегата
- Инверторы имеют небольшой вес и габариты, что очень важно при выполнении сварочных работ, вес аппарата всего 4-4,5 кг.
- Высокий КПД и электробезопасность, которая обеспечивается большим количеством схем защиты — перегрев, перегрузка или электрическое перенапряжение.
- Низкий уровень электропотребления, инверторы потребляют в 1,5-3 раза меньше, чем привычные сварочные аппараты. Такая особенность позволяет использовать агрегат даже при напряжении в сети в 180В. При включении он создает минимальные электромагнитные помехи в сети.
- Плавное и легкое управление силой тока.
- В итоге получаются качественные сварные швы, такой высокий результат достигается благодаря легкому зажиганию электрической дуги с ее устойчивым горением. В процессе работы не наблюдается большого разбрызгивания сварного металла.
- Можно использовать различные электроды.
- Есть система быстрого зажигания электродов — Hot Start.
Недостатки
- Может произойти неисправность, которая проявляется в выходе из эксплуатации микропроцессора, это обусловлено нарушением условий хранений или применения. Если устройство находится или применяется в запыленном месте, то его необходимо чаще продувать и чистить.
- Высокую стоимость агрегата можно отнести к минусам, его нельзя использовать при очень низких температурах, так -15оС является крайней отметкой в работе.
- Длина используемого кабеля не должна превышать 2,5 метра.
Сфера применения инверторного аппарата
Высокие технические возможности агрегата позволили найти ему широкое применение.
- Их можно использовать в качестве обычных электрических трансформаторов для дуговой сварки с постоянным током.
- Также инвертор применим для аргонодуговой сварки с неплавкими электродами.
- В полуавтоматической сварке инверторы используются с присадочной проволокой.
- Агрегаты нашли применение в работах плазменной резки.
Качество и удобство
Дуговая сварка является очень ответственной работой и чтобы ее удачно выполнить сварщик должен иметь определенные знания и опыт. С помощью инвертора можно выполнить сварку более просто, не имея больших навыков в работе.
Поджигание дуги можно назвать одним из главных преимуществ, поскольку в старых агрегатах невозможно было из-за перепадов напряжения в сети поджечь дугу, электроды сразу залипают. Когда ток добавляется, то происходит обратный процесс — начинается пережигаться металл. Принцип работы инверторов позволяет не зависеть от напряжения в сети. В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
Работая обычным сварочным аппаратом можно «пережечь» или «недожечь» металл, отчего шов получится некачественным, он будет ослаблен, из-за чего образуются отверстия. У нового типа агрегатов остается ток неизменным, он устанавливается потенциометром на шкале сварочного тока.
Сварочные инверторы могут поддерживать выбранный ток в заданных пределах, и он будет все это время постоянным. Это позволяет не брать во внимание длину дуги, что только облегчает работу специалисту. Здесь даже новичок сможет овладеть «прихватками», благодаря устройству нового типа.
Те, кто уже не первый день работает сварочным инвертором, уже смогли оценить его возможности. Они значительно облегчают поджигание, контролируют дугу, устраняют залипание электродов. Такие агрегаты очень выгодны для применения в частном и профессиональном строительстве.
Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла.
С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».
В процессе горения электродные покрытия связывают и выводят из шва кислород. Вдобавок вещества, содержащиеся в них, помогают ионизировать дугу, рафинируют и легируют металл шва.
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Понравилась статья? Расскажите друзьям: Оцените статью, для нас это очень важно:Проголосовавших: 1 чел.
Средний рейтинг: 5 из 5.
Сварочный инвертор — устройство, принцип работы, как пользоваться новичку?
Невозможно себе представить автомобилиста, который хоть раз в жизни не сталкивался с проблемой прогоревшей трубы глушителя. Или же любого владельца гаража, которому не нужна была бы сварка в том или ином месте. То же самое можно сказать и о домовладельцах — ведь во дворе всегда найдется подобная работа.
А ведь еще сравнительно недавно пришлось бы искать мастерскую или вызывать сварщика, который привезет громоздкий и тяжелый сварочный аппарат. Но с появлением т.н. инверторов подобные проблемы ушли в прошлое. Сейчас сравнительно недорого можно самому приобрести подобную технику — благо на прилавках магазинов электротоваров ассортимент весьма широк.
Сварочные инверторы действительно очень быстро завоевали рынок, и причин тому множество. Это и доступность, и маленькие размеры, и легкий вес — можно перечислять долго, но обо всем по порядку.
Для начала стоит сказать о том, что многие считают, что правильно название подобного оборудования пишется и читается как «инвентор», что в корне неверно. Но, даже разыскивая в интернете материал на эту тему и напечатав в поисковой строке «инвентор», система будет отправлять пользователей именно на странички со статьи про инвертор сварочный, а потому, наверное, лучше произносить это слово правильно.
Сейчас необходимо понять, что такое сварочный инвертор, действительно ли настолько хорош подобный аппарат? В чем его преимущества, а может и недостатки, как он устроен и из чего состоит и как работает? Вопросов много, пора искать ответы.
Внешний вид. Передняя панель инвертора «Бисмарк 170»Принцип работы
Начать, конечно же, следует с принципа действия подобных агрегатов, рассмотреть поверхностно устройство сварочного инвертора. Если сравнивать с обычными трансформаторными сварочными аппаратами, то здесь воплощен совершенно иной способ работы. Ведь что такое инверторный? Это означает, что в его схеме должен присутствовать электронный блок, который преобразует прямой ток в переменный. Тогда, опять же, как это может помочь в сварке или изготовлении подобного устройства? Попробуем ответить на эти вопросы.
Все дело в том, что переменный ток сети сначала проходит через выпрямитель, который преобразует его в те же 220 В, но далее, на инвертор, поступает постоянный ток. Сам инверторный блок снова преобразует ток в постоянный, но при этом его частота повышается до 30–50 кГц. А после высокочастотный ток уже поступает на трансформатор, который понижает напряжение, тем самым увеличивая силу тока, но уже более высокой частоты, чем это было в трансформаторных аппаратах. И напоследок переменный ток высокой частоты и силы подается на вторичный выпрямитель, который и делает его пригодным для дуговой сварки.
Преимущества подобного преобразования очевидны — это уменьшение габаритов трансформатора за счет повышения коэффициента полезного действия, который в сварочном инверторе достигает 92%. Но это лишь общий принцип работы сварочного инвертора, ведь в преобразователе высокочастотного тока много сложных схем, понять которые несведущему в электронике человеку практически не под силу.
Принципиальная схема сварочного инвертора «Дуга-200»Общие характеристики
Что же интересует обычного потребителя? Конечно же, возможность выбора подобных агрегатов и технические характеристики, на которые следует обратить внимание, приобретая инверторный аппарат. Основными из них являются:
- Потребляемая мощность. Этот параметр очень важен. Ведь современные инверторные сварочные аппараты бывают как профессиональные, так и бытовые, рассчитанные на включение в обычную сеть 220 В. Но, в любом случае, максимальная выходная сила тока не должна быть меньше 160 А, т.к. запас еще никому не мешал.
- Напряжение холостого хода. Здесь следует выбирать инвертор с диапазоном от 40 до 90 В. Это обеспечит нормальную работу и последующее легкое зажигание дуги.
- Время включения инвертора. Дело в том, что аппарат во время работы может отключаться, т.к. постоянная работа на высоких токах может негативно сказаться на элементах его электроники. После этого ему необходимо некоторое время. Этот параметр указывается в процентах. К примеру, если указано 40%, значит, на высоких токах аппарат способен работать 4 минуты из 10.
Также важно обратить внимание и на дополнительные функции, которые могут присутствовать. «Форсирование розжига», «Антизалипание» и «Горячий старт» на сегодняшний день присутствуют во всех агрегатах. Но бывает, что инверторы оснащаются и возможностью плазменной сварки, автоматом и т.п. В любом случае, выбор дополнительных функций всегда зависит от потребителя.
Упрощенная схема работы сварочного инвертораПреимущества и недостатки
Естественно, как и любое другое устройство, подобный инверторный сварочный аппарат имеет как достоинства, так и недостатки. И для начала стоит рассмотреть именно его минусы, т.к. их меньше. Из наиболее заметных недостатков можно отметить:
- Стоимость. Конечно, если сравнивать трансформаторные аппараты с устройствами профессиональной инверторной сварки, то можно отметить некоторую дороговизну. Но в наше время приобрести инвертор для бытовых нужд можно даже дешевле, а потому это не столь большой недостаток.
- Дорогое обслуживание в случае поломки. Действительно, ремонт таких устройств недешев. Ведь что такое инверторная сварка? Это в основном электронная аппаратура, в отличие от трансформаторной, в которой кроме медных катушек ничего нет.
- Устройства требуют аккуратного обращения, очень боятся сырости и пыли. Да, электронная начинка, а именно сам инвертор очень плохо переносит агрессивные среды, такие как пыль, влажность и т.п.
- Длина проводов, идущих в комплекте, не превышает длины в 2,5 м. Конечно, это ограничивает возможности применения, но не становится, опять же, критичным, т.к. инверторный аппарат легок и имеет небольшой размер. Это позволяет переносить его на плече в любое место. Тогда что это такое — недостаток или преимущество? Скорее его можно отнести к преимуществам, если посмотреть на это с другой стороны. Провода не будут путаться, и этот факт добавит мобильности агрегату.
Получается, что недостатки, пусть даже они и есть, незначительны. А что же с достоинствами?
Зависимость сварочного тока и электродов от толщины металлаДостоинств у инверторов достаточно. Разберем основные:
- Мощность и диапазон регулировок. По этим параметрам подобные устройства сильно опережают обычные трансформаторные сварочные аппараты. Регулировать ток на выходе очень удобно, на табло высвечивается показатель, который можно выставить в нужном значении с точностью до вольта. По этой причине пропадает риск перегрева металла и возрастает качество сварки, повышается прочность шва.
- Вес и размер. Если сравнивать с обычными агрегатами, то инвертор вообще уникален. Очень маленькие габариты и легкий вес позволяют носить его на плече, не снимая целый день без особой усталости.
- Высокий коэффициент полезного действия этих устройств и, как следствие, низкий расход электроэнергии.
- При работе с инверторным аппаратом сварочный шов получается аккуратнее за счет меньшего разбрызгивания металла. Достигается это вследствие высокой частоты тока.
- Данные аппараты универсальны. Имеется возможность применения одного устройства в различных видах сварки (плазма, автомат и т.п.).
Конечно, есть и другие плюсы у подобных сварочников, но на одном преимуществе стоит остановиться отдельно.
Некоторые модели инверторов и их характеристикиИспользование инвертора новичком
Если неопытный мастер начинает варить при помощи трансформаторного сварочного аппарата, вполне естественно, что у него периодически «залипает» электрод, при его отрыве отлетает обмазка. В итоге имеем неаккуратный шов, непровар и высокий расход электродов. К тому же, новичку сложно настроить выходной ток, что чревато прожиганием железа.
Инвертор в этом смысле незаменим. Мало того, что ток отстраивается очень удобно, о чем уже говорилось. В нем имеется защита от залипания. Подавая более высокую частоту в момент соприкосновения, инвертор моментально разжигает дугу, после чего нормализует ток. В итоге подобной проблемы не возникает.
Так же, автоматически регулируя частоту, подобный аппарат помогает более качественно и не пережигая проварить металл так, как это нужно, что неопытному мастеру очень поможет.
Ну и плюс ко всему — аккуратность шва и экономия расходников в виде электродов.
Подводя итог данной статьи, можно с уверенностью сказать, что инверторные сварочные аппараты сделали несомненный прорыв в своей области. И независимо от того, для какой цели приобретен подобный агрегат, он, несомненно, будет хорошим помощником мастеру. Главное — правильно выбрать инвертор при покупке и следить за его состоянием в процессе эксплуатации.
Похожие статьи:Как работают сварочные аппараты: полное руководство
Сварочные аппараты могут показаться сложными, но их достаточно легко понять, как только вы начнете с ними работать.
Как работают сварочные аппараты?
Короткий ответ прост. Приложив немного науки и немного практики, любой может реализовать отличный сварочный проект. Длинный ответ заключается в том, что существует несколько типов сварочных и сварочных аппаратов, и вы должны быть знакомы со многими из них.
Если вы готовы приступить к своему сварочному проекту и начать создавать свои собственные практические или художественные творения, возьмите ручку и сделайте несколько заметок.
К концу этой статьи вы будете знать все, что вам нужно знать о сварке.
Основы сварочного аппарата
Прежде чем мы углубимся в технические подробности, вы должны знать несколько основ, например, о двух типах сварки.
Двумя основными типами сварки являются дуговая сварка и сварка горелкой.
Сегодня мы познакомимся с основами обоих типов сварки: как они работают, какое оборудование для каждого из них требуется и многое другое.
Дуговая сварка
Дуговая сварка — это процесс использования электрической дуги для плавления материалов, с которыми вы работаете, а также присадочных материалов.
Этот пруток иногда называют сварочным прутком, и этот процесс используется для сваривания соединений.
Хотя это описание звучит довольно просто, дуговая сварка — сложный процесс. Для дуговой сварки необходимо прикрепить к сварочному материалу заземляющий провод.
Обратите внимание, что сварочный материал — это не тот материал, который вы будете сваривать.
Другая проволока, называемая электродным выводом, помещается в материал, который вы планируете сваривать.Когда вы оттягиваете вывод электрода от материала, вы создаете электричество.
Электричество, которое вы создаете при протягивании вывода электрода, создает электрическую дугу, в честь которой назван весь процесс.
При возникновении дуги материал, который вы свариваете, плавится, и — если вы их использовали — присадочные материалы помогут деталям сплавиться в одну сплошную деталь.
Виды дуговой сварки
Итак, какие бывают виды дуговой сварки?
Мы обсудим три различных типа дуговой сварки, которые перечислены ниже:
- Экранированная металлическая дуга Сварка
- Газовая дуговая сварка металлическим электродом
- Газовая вольфрамовая дуга сварка
Дуговая сварка защищенного металла (SMAW)
Дуговая сварка защищенным металлом, также известная как SMAW, относится к типу дуговой сварки, в которой используется вывод электрода, покрытый флюсом.
Flux — чистящее или очищающее средство. В основном, когда возникает электрическая дуга и формируется соединение, флюс распадается.
Когда флюс распадается, он дает от паров, которые будут защищать место сварки от всего, что в воздухе может заразить его.
Поскольку этот вид сварки относительно прост и может использоваться для множества различных сварочных работ, это один из наиболее популярных методов сварки, используемых во многих отраслях промышленности.
Обратите внимание, что SMAW также может называться ручной дуговой сваркой металла (MMAW) или дуговой сваркой в среде защитного флюса.
Хотя все эти названия звучат по-разному, все они относятся к типу дуговой сварки, в которой используется защитный флюс.
Газовая дуговая сварка металла (GMAW)
Газовая дуговая сварка металлическим электродом, или GMAW, также имеет несколько разных названий .
Ее также называют сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG).
Обратите внимание, что сварка MIG и MAG относятся к категориям дуговой сварки металлическим электродом в газе.
GMAW работает, когда электрическая дуга возникает между металлической проволокой в инертном газе и свариваемыми материалами.
Процесс заставляет материалы нагреваться, плавиться и, в конечном итоге, сплавиться.
Основное различие между SMAW и GMAW — это электрод: в GMAW используется металлический инертный газ, а в SMAW — свинцовый электрод.
Вспомните, как SMAW использовал флюс для защиты площадь? GMAW также имеет защитное средство, хотя его называют защитным газом.
Газовая дуговая сварка вольфрамом (GTAW)
Последняя подкатегория дуговой сварки, которая мы будем говорить о газовой вольфрамовой дуговой сварке или GTAW.
Этот тип сварки также известен как сварка вольфрамовым электродом в среде инертного газа (TIG). В процессе GTAW используется вольфрамовый электрод.
Это тот же процесс, что и раньше, но с другим материалом электрода. То же самое, но немного измененное, используемое защитное средство.
GTAW использует инертный защитный газ для защиты зоны сварки от загрязнений.
Обратите внимание, что в GTAW также используется присадочный материал, хотя он требуется не для всех сварочных процессов с использованием этого метода.
Горелка для сварки
Сварка горелкой немного проще понять, хотя бы потому, что в ней нет подкатегорий, за которыми следовало бы угнаться.
Для сварки горелкой используется горелка для плавления рабочего материала и сварочного стержня.
Сварщик получает полный контроль в этом процессе, потому что ему приходится одновременно обращаться со стержнем и горелкой.
Этот вид сварки широко распространен, хотя его популярность снижается из-за практического применения. Однако он до сих пор используется во многих отраслях промышленности.
Другие виды сваркиСуществуют и другие виды сварки, кроме дуговой сварки и сварки горелкой.
Однако вы должны пытаться выполнять эти виды сварки на свой страх и риск.
К другим видам сварки относятся электродуговая дуга, сварка взрывом, сварка лазерным лучом и ультразвуковая сварка.
Эти виды сварки намного сложнее. Если вы новичок, продолжайте дуговую сварку и сварку горелкой, пока не приобретете некоторую практику.
Для чего используются сварочные аппараты?
Сварка — это многовековая практика, которая, как говорят, берет свое начало с сэра Хамфри Дэви около 1836 года.
Примерно в это же время Дэви создал первую электрическую дугу с двумя электродами. Однако сварка была усовершенствована лишь несколькими десятилетиями позже, в 1881 году.
Это было тогда, когда Август де Меритен использовал электрическую дугу, чтобы сплавить две свинцовые пластины вместе. Позже его ученик Николай Бернадос запатентовал вид электродуговой сварки.
Благодаря этим изменениям были созданы и, в конечном итоге, усовершенствованы различные виды сварки. Хотя сама эта практика довольно старая, современная сварка все еще похожа на своих старых предшественников.
Сегодня сварка стала быстрее, эффективнее и точнее, чем раньше. Однако конечная цель осталась прежней.
Проще говоря, сварочные аппараты используются чтобы соединить вещи вместе.
Вот несколько важных терминов для сварки:
- Сварочный материал: материалы, которые вы свариваются
- Наполнитель: пластик или металл, который вы используете как своего рода клей, чтобы скрепить сварочные материалы. Иногда сварщики используют наполнитель, чтобы скрепить сварочные материалы, чтобы такое слияние материалов может иметь место.
- Энергия: источник, который вы используете для сварки материалов. вместе (газ, электричество, лазер и т. д.)
По определению, сварка — это процесс соединения двух материалов, таких как алюминий, латунь, пластик или полимер, путем их сплавления посредством какой-то реакции.
Эта реакция обычно вызывается сильное тепло от любого источника энергии, который вы решите использовать.
Сварка часто используется в производстве, включая все виды от архитектурной и горнодобывающей до сельскохозяйственной и строительной.
Сварщики также работают в авиакосмических и судостроительных компаниях, а также в ремонтных отраслях.
Поскольку сварка — это очень разнообразная отрасль, вы можете догадаться, почему существует такой рынок сварочных аппаратов.
Люди хотят уметь сваривать и выполнять разнообразные домашние и бизнес-проекты своими руками.
Теперь, когда интернет-магазины сделали эти машины доступными, неудивительно, что они стали популярными.
Как выбрать идеальный сварочный аппарат
Ключом к выбору идеального сварочного аппарата является выбор наиболее подходящего для ваших конкретных сварочных нужд.
Есть несколько вопросов, которые вы должны задать себе, прежде чем принять решение и начать свое исследование.
Вопросы, которые нужно задать:
- Сколько можно позволить себе потратить на это?
- Какой процесс мне хотите использовать?
- Что за проекты, которые я хочу иметь?
Независимо от того, какой тип сварки вы выберете, сварка стоит дорого.
Вам необходимо купить аппарат, а также необходимые сварочные материалы, защитное средство и, возможно, наполнитель.
Вам следует подумать обо всех расходах на владение и использование сварочного аппарата, прежде чем решать, какой сварочный аппарат вам подходит.
Обратите внимание, что аппараты для дуговой сварки как правило, дешевле, а сварочные аппараты — дороже. Считать о вашем бюджете, прежде чем вы будете слишком привязаны к одному типу.
Последний вопрос, пожалуй, самый важный. Неважно, купите ли вы лучший сварочный аппарат на рынке, если вы купите тот, который не работает или не подходит для нужного вам продукта.
После того, как вы зададите себе все эти вопросы, вы сможете лучше понять, какой сварочный аппарат лучше всего подходит для вас.
Нужен ли мне сварочный аппарат?
Нужен ли вам сварочный аппарат? ваше собственное зависит от нескольких факторов, и вам нужно будет принять решение позвоните себе.
Спросите себя:
- Что мой бюджет?
- Почему я хочу сам делать сварку?
- Может сварочный цех это делают?
- До Мне нужно быстро сделать проект?
- Am Я завершаю один проект или много?
- Am Я посвятил себя практике?
Это все важные вопросы, потому что они указывают на долгосрочную выгоду от покупки собственного сварочного аппарата. машина.
Если текущий проект можно сделать лучше и быстрее в магазине, почему вы хотите сделать это самостоятельно? Вы просто хотите получить удовольствие от возможности сварить самостоятельно? Хотите воплотить в жизнь собственное видение?
На самом деле то, что магазин может выполнить ваш сварочный проект за вас, не означает, что он лучший вариант.
Иногда можно подумать, что никто не может как можно лучше реализовать свое видение или потребность — и это отличный повод приобретите себе сварочный аппарат.
Также подумайте о том, для скольких проектов вы будете использовать машину. Если это одноразовая вещь, подумайте дважды.
Сварочные аппараты и материалы стоят денег, а техническое обслуживание аппарата требует времени и энергии.
В таком случае вы можете рассмотреть возможность использования магазина вместо вашего собственного станка. Сварка также требует много терпения и времени.
Если вы только начинаете, вам нужно много попрактиковаться, прежде чем вы добьетесь наилучших результатов сварки.
Типы сварочных аппаратов
Мы поговорим о двух основных типах сварочных аппаратов. Вы можете догадаться, какие они?
Вы правы!
Мы займемся аппаратами для дуговой сварки (с разбивкой по категориям) и аппаратами для плазменной сварки.
Вы уже знаете основы, так чем же отличаются сами машины?
Когда дело доходит до вопроса о том, сколько существует различных типов сварочных аппаратов, ответ — много.
Вместо того, чтобы бросать вам все сразу, я составил список аппаратов для дуговой сварки.
Популярные аппараты для дуговой сварки
The C.M.T. Сверхпортативный 100-амперный электродуговый сварочный аппарат Pitbull — 110V от CMT — отличный недорогой вариант для дуговой сварки, особенно для тех, кто думает о небольших домашних проектах, а не о больших и сложных.
Точнее, дешевле 100 долларов на Amazon — это не лучший сварщик на рынке. Однако это отличный выбор для новичков.
Как вы можете понять из названия сварочного аппарата DEKOPRO 110/220 В MMA, это сварочный аппарат MMAW, который является просто еще одним названием сварочного аппарата SMA.
Это означает, что вы будете работать со свинцовым электродом и защитным флюсом. Это не так дешево, как наш первый вариант, но все же неплохо для новичка.
ARC Welder HITBOX относится к подкатегории аппаратов для сварки GTA — вольфрамовый инертный газ (TIG).
Если вы помните, это означает, что вы будете использовать инертный защитный газ и вольфрамовый электрод.
Горелочные сварочные аппараты
Первый сварочный аппарат в списке — Lotos LTPDC2000D от Lotos Technology.
Одна большая разница, которую я заметил между аппаратами для плазменной сварки и аппаратами для дуговой сварки, заключается в том, насколько дороже были аппараты для плазменной сварки.
В то время как машины для дуговой сварки стоят менее 100 долларов, этот аппарат стоит около 500 долларов.
Если вы пытаетесь приобрести лучший сварочный аппарат для себя, подумайте о своем бюджете, прежде чем переходить на один вид сварки — это избавит вас от стресса и денег.
MTS-205 205 от Amico — еще один отличный вариант сварочного аппарата с горелкой.
Эта машина стоит около 600 долларов. Однако он оснащен функцией горелки TIG и передовыми технологиями, которые могут быть полезны более опытным сварщикам, желающим вложить деньги.
Поскольку вы решили, что хотите сделать это вложение, есть еще пара вещей, которые вы должны знать, прежде чем окончательно совершить покупку — вы должны быть уверены, что знаете, как ухаживать за своей машиной.
Как обслуживать сварочный аппарат
Так как же обслуживать сварочный аппарат?
Вы потратили много времени на поиск машины, поэтому давайте узнаем немного о ее содержании.
Содержите в чистоте
Это, наверное, самый простой совет, который вы получили по поводу сварочного аппарата, но, пожалуй, один из самых важных.
Сварка может быть сложным процессом, и материалы могут плавиться на вашем аппарате и вокруг него и создавать беспорядок.
Хотя может возникнуть соблазн оставить беспорядок, поскольку вы, вероятно, не будете использовать эту машину очень часто, важно убирать за собой, чтобы ваша машина не забивалась расплавленными материалами и могла продолжать работать в полную силу. емкость.
В конце концов, сварочные аппараты стоят денег, и вам не захочется заменять их слишком рано.
Держать сухим
Это может стать сюрпризом для вас, как и для меня.
Однако каждые несколько месяцев вы сушите машину изнутри.
Необходимо использовать чистый сухой воздух, чтобы удалить влагу изнутри машины.
Это особенно важно, когда речь идет об источниках питания, которые могут отрицательно отреагировать, если их слишком долго оставить во влажных условиях.
Читать направления
Это, вероятно, звучит как легкая задача, но вы будете удивлены тем, сколько неисправностей машины можно исправить — или вообще предотвратить — просто прочитав все предоставленные инструкции.
Прежде чем вы начнете использовать машину, я рекомендую прочитать все руководство по эксплуатации, которое должно прилагаться к ней.
Обратите особое внимание на разделы о техническом обслуживании, чтобы вы знали, чего ожидать в конце вашего проекта, еще до того, как вы начнете.
Это также поможет вам избежать непреднамеренного повреждения аппарата из-за действий во время процесса сварки, нарушающих его функциональность.
Есть расписание
Одна вещь, которая предотвратит уход за вашей машиной на второй план, — это соблюдение графика, когда вы будете обслуживать свою машину.
Хотя техническое обслуживание может потребоваться не так часто, как в сварочном цехе, у вас должен быть примерный график выполнения работ, необходимых для технического обслуживания машины.
Например, вы должны знать, когда вы будете работать над проектами (чтобы иметь надлежащие чистящие средства), и делать записи каждые шесть месяцев, чтобы вы могли высушить внутреннюю часть машины.
Вам даже следует делать заметки несколько раз в год, когда вы будете проверять свою машину на предмет необходимости замены каких-либо частей.
Выполнив всего несколько простых шагов, вы можете убедиться, что ваш сварочный аппарат прослужит долго и будет продолжать выпускать отличный продукт.
В конце концов, вы приложили много усилий, чтобы выбрать машину своей мечты — не хотите терять ее слишком рано.
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы находитесь в нужном месте.В этом блоге Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы этого процесса. Прочтите и узнайте все, что вам нужно знать о современных сварочных технологиях.
Основы дуговой сваркиДуговая сварка — не единственный вид сварки. Например, при сварке горелкой мощная горелка используется для расплавления заготовки, а металлический сварочный стержень — для соединения металлов.Но сегодня это относительно редкий вид сварочной техники.
Однако дуговая сварка, безусловно, является наиболее распространенным видом сварки, поэтому в этом руководстве мы поговорим об этом. Основы просты. В технологии дуговой сварки используется мощная электрическая «дуга» для плавления металлической заготовки, заземленной на сварочный аппарат, и электрода, который также прикреплен к сварочному аппарату.
Электрическая дуга возникает, когда электрический ток «прыгает» и течет по воздуху между двумя проводниками.В данном случае это металлическая заготовка и электрод, к которым через сварочный аппарат подается сильный электрический ток.
Эта дуга нагревает металл до чрезвычайно высокой температуры, плавя как электрод, так и металл, которого он касается, создавая сварочную ванну, которая позволяет соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как работает аппарат для дуговой сварки.
Как работает аппарат для дуговой сварки — пошаговые инструкцииГотовы погрузиться в детали? Вот пошаговое руководство по работе аппарата для дуговой сварки.
1. Настройка аппарата — Для начала необходимо настроить сварочный аппарат. Для изменения мощности машины и ее работы можно использовать различные элементы управления. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить аппарат для дуговой сварки.
2. Заземление сварочного материала — Когда сварщик будет готов начать процесс сварки, он прикрепит зажим заземления к металлической заготовке. Он присоединяется непосредственно к сварочному аппарату.Это важно, потому что это помогает завершить электрическую цепь, которая создаст дугу, которая используется для соединения двух металлических частей вместе.
3. Размещение провода электрода против сварочного материала — Когда сварщик готов начать процесс сварки, он прикладывает электрод с высокой проводимостью к сварочному материалу и активирует аппарат, чтобы пропустить электрический ток через заготовку. Электродом может быть стержневой электрод или кусок проволоки, подаваемый через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
4. Формирование электрической дуги — Когда электрод слегка отодвигается от металлической заготовки, обычно примерно на 2–4 миллиметра, в виде электрических скачков между металлом и электродом образуется электрическая дуга. Эта чрезвычайно горячая дуга почти сразу же начинает плавить металлическую деталь и электрод.
5. Плавление металлов и их соединение — После образования дуги металлическая заготовка и электрод будут продолжать плавиться вместе, образуя так называемую «сварочную ванну».«Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
6. Защита металла защитным газом — При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, которые ухудшают качество металлического соединения.
Для предотвращения этого используется защитный газ, например аргон, гелий или диоксид углерода. В зависимости от типа сварки электрод может быть покрыт «флюсом», материалом, который выделяет защитный газ во время плавления, или защитный газ может подаваться через сварочный инструмент из специальных сборных резервуаров, используемых сварочным аппаратом.Это защищает целостность соединения и сохраняет его стабильность, предотвращая разрушение из-за разложения газов в атмосфере.
Узнайте больше с Vern Lewis Welding Supply — начните прямо сегодня!Мы надеемся, что это руководство было полезным и информативным обзором современной сварочной техники. В Vern Lewis Welding Supply мы предлагаем классы сварки, услуги по ремонту сварочных работ и широкий выбор сварочного оборудования в Аризоне. Независимо от того, являетесь ли вы начинающим сварщиком или экспертом, у нас есть все необходимое, чтобы вывести ваши сварочные навыки на новый уровень.Свяжитесь с нами сегодня, чтобы узнать больше о том, чем мы занимаемся, или посетите одно из 8 наших офисов в Аризоне для получения дополнительной информации.
Как работает аппарат для электродуговой сварки?
В этой статье рассказывается о том, как работать с аппаратом для электродуговой сварки. Включает:
1. Определение дуговой сварки
2. Производство дуговой сварки
3. Электроток для сварки
4. Значение полярности
5. Оборудование
6.Подготовка края стыка
Определение дуговой сварки:
Дуговая сварка — это процесс сварки плавлением, при котором тепло, необходимое для плавления металла, получается от электрической дуги между основным металлом и электродом.
Электрическая дуга возникает, когда два проводника соприкасаются друг с другом и затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь через воздух. Температура, создаваемая электрической дугой, составляет от 4000 ° C до 6000 ° C.
Дуговая сварка электродом с покрытием
Используется металлический электрод для подачи присадочного металла. Электрод может быть покрыт флюсом или без покрытия. В случае неизолированного электрода поставляется дополнительный флюсовый материал. Для дуговой сварки используются как постоянный ток (DC), так и переменный ток (AC).
Переменный ток для дуги получается от понижающего трансформатора. Трансформатор получает ток от сети от 220 до 440 вольт и понижается до необходимого напряжения i.е., от 80 до 100 вольт. Постоянный ток для дуги обычно получают от генератора, приводимого в действие электродвигателем, патрульным или дизельным двигателем.
Напряжение холостого хода (для зажигания дуги) при сварке на постоянном токе составляет от 60 до 80 вольт, а напряжение замкнутой цепи (для поддержания дуги) составляет от 15 до 25 вольт.
Методика электродуговой сварки:
В первую очередь свариваемые металлические детали тщательно очищаются от пыли, грязи, жира, масла и т. Д. Затем обрабатываемую деталь следует надежно закрепить в подходящих приспособлениях.Вставьте подходящий электрод в электрододержатель под углом от 60 до 80 ° к заготовке.
Выберите правильный ток и полярность. Пятна отмечаются дугой в местах, где будет производиться сварка. Сварка выполняется путем соприкосновения электрода с изделием и последующего разделения электрода на необходимое расстояние для образования дуги.
Когда возникает дуга, возникающее при этом сильное тепло расплавляет изделие ниже дуги и образует ванну расплавленного металла. В изделии образуется небольшое углубление, и расплавленный металл осаждается по краю этого углубления.Это называется дуговой кратор. После остывания стыка шлак легко удаляется щеткой. По окончании сварки следует быстро вынуть электрододержатель, чтобы разрядить дугу и отключить подачу тока.
Установка для дуговой сварки
Электрический ток для сварки:
И DC (постоянный ток), и AC (переменный ток) используются для создания дуги при электродуговой сварке. У обоих есть свои преимущества и приложения.
Дом D.Сварочный аппарат C. получает питание от двигателя переменного тока, дизельного / бензинового генератора или от твердотельного выпрямителя.
Вместимость машины D.C.:
Текущий:
До 600 ампер.
Напряжение холостого хода:
От 50 до 90 вольт (для образования дуги).
Напряжение замкнутой цепи:
18-25 вольт (для поддержания дуги).
Сварочный аппарат переменного тока имеет понижающий трансформатор, который получает ток от основного источника переменного тока.Этот трансформатор понижает напряжение с 220 В до 440 В до нормального напряжения холостого хода от 80 до 100 вольт. Доступен диапазон тока до 400 ампер с шагом 50 ампер.
Вместимость сварочного аппарата переменного тока:
Текущий диапазон:
До 400 ампер с шагом 50 ампер.
Входное напряжение:
220–440 В
Фактическое требуемое напряжение:
80 — 100 вольт.
Частота:
50/60 Гц.
Значение полярности:
Когда Д.Для сварки используется ток C. Доступны два типа полярности:
(i) Прямая или положительная полярность.
(ii) Обратная или отрицательная полярность.
Когда работа делается положительной, а электрод — отрицательной, тогда полярность называется прямой или положительной полярностью, как показано на рис. 7.16 (a).
При прямой полярности около 67% тепла распределяется на рабочем месте (положительный полюс) и 33% на электроде (отрицательный полюс). Прямая полярность используется там, где при работе требуется больше тепла.Эта полярность используется для черных металлов, таких как низкоуглеродистая сталь, с более высокой скоростью и надежной сваркой.
(a) Прямая полярность.
(б) Обратная полярность
Полярность для дуговой сварки на постоянном токе
С другой стороны, когда работа выполняется отрицательной, а электрод — положительным, тогда полярность известна как обратная или отрицательная полярность, как показано на рис. 7.16 (b).
При обратной полярности около 67% тепла выделяется на электроде (положительный полюс) и 33% на рабочем месте (отрицательный полюс).
Обратная полярность используется там, где при работе требуется меньше тепла, как в случае сварки тонких листов. Цветные металлы, такие как алюминий, латунь и никель, свариваются с обратной полярностью.
Оборудование, необходимое для дуговой сварки:
Различное оборудование, необходимое для электродуговой сварки:
1. Сварочный аппарат:
Используемый сварочный аппарат может быть сварочным аппаратом переменного или постоянного тока. Сварочный аппарат переменного тока имеет понижающий трансформатор для понижения входного напряжения с 220-440 В до 80-100 В.Сварочный аппарат постоянного тока состоит из электродвигателя-генератора переменного тока, дизельного / бензинового двигателя-генератора или сварочного агрегата трансформатор-выпрямитель.
Аппаратпеременного тока обычно работает от источника питания с частотой 50 или 60 Гц. КПД сварочного трансформатора переменного тока варьируется от 80% до 85%. Энергия, потребляемая на кг. наплавленного металла составляет от 3 до 4 кВтч для сварки на переменном токе и от 6 до 10 кВтч для сварки на постоянном токе. Сварочный аппарат переменного тока обычно работает с низким коэффициентом мощности от 0,3 до 0,4, в то время как двигатель при сварке на постоянном токе имеет коэффициент мощности 0.От 6 до 0,7. В следующей таблице 7.9 показаны напряжение и ток, используемые для сварочного аппарата.
Напряжение и ток для сварочного аппарата
2. Держатели электродов:
Электрододержатель предназначен для удержания электрода под желаемым углом. Они доступны в различных размерах в зависимости от номинального тока от 50 до 500 ампер.
3. Кабели или выводы:
Назначение кабелей или проводов — отводить ток от машины к месту работы.Они гибкие и изготовлены из меди или алюминия. Кабели состоят из 900–2000 очень тонких проволок, скрученных вместе, чтобы обеспечить гибкость и большую прочность.
Провода изолированы резиновым покрытием, армированным волокном и, кроме того, толстым резиновым покрытием.
4. Кабельные разъемы и наконечники:
Кабельные соединители предназначены для соединения между выключателями машины и держателем сварочного электрода. Используются соединители механического типа; как они могут он собирается и снимается очень легко.Разъемы разработаны в соответствии с допустимой токовой нагрузкой используемых кабелей.
5. Отбойный молоток:
Отбойный молоток предназначен для удаления шлака после затвердевания металла шва. Он имеет форму долота и заострен с одного конца.
6. Проволочная щетка, колесо с силовым проводом:
Функция проволочной щетки заключается в удалении частиц шлака после измельчения отбойным молотком. Иногда, если возможно, вместо ручной проволочной щетки используется колесо с силовой проволокой.
7.Защитная одежда:
Используемая защитная одежда предназначена для защиты рук и одежды сварщика от тепла, искр, ультрафиолетовых и инфракрасных лучей. Используемая защитная одежда — кожаный фартук, кепка, кожаные перчатки для рук, кожаные рукава и т. Д. Сварщик должен носить кожаные туфли с высокими щиколотками.
9. Экран или маска для лица:
Экран и маска предназначены для защиты глаз и лица сварщика от вредного ультрафиолетового и инфракрасного излучения, образующегося во время сварки.Экранирование может быть достигнуто с помощью головного или ручного шлема.
Подготовка кромки стыка:Эффективность и качество сварного соединения зависит также от правильной подготовки кромок свариваемых листов. Перед сваркой необходимо удалить с поверхности всю окалину, ржавчину, жир, краску и т. Д.
Очистку поверхности следует проводить механически с помощью металлической щетки или проволочного колеса, а затем химическим способом с помощью четыреххлористого углерода.Необходимо придать правильную форму краям пластины, чтобы обеспечить надлежащий стык.
Форма кромок может быть простой, V-образной, U-образной, измененной и т.д. Выбор различных форм кромок зависит от вида и толщины свариваемого металла. Несколько различных типов канавок для кромок работы:
(i) Квадратный стык:Применяется при толщине пластины от 3 до 5 мм. Обе свариваемые кромки должны находиться на расстоянии 2-3 мм друг от друга, как показано на рис.7.17 (а).
(ii) Одинарный V-образный стык:Применяется при толщине пластин от 8 до 16 мм. Оба края скошены, образуя угол примерно от 70 ° до 90 °, как показано на Рис. 7.17 (b).
(Iii) Двойной V-образный стык:Используется, когда толщина листов превышает 16 мм и где сварка может выполняться с обеих сторон листа. Оба края скошены, чтобы образовать двойной V, как показано на Рис. 7.17 (c).
(iv) Одинарный и двойной U-образный стык:Используется при толщине пластины более 20 мм.Обработка кромок сложна, но стыки более удовлетворительны. Для этого требуется меньше присадочного металла, как показано на рис. 7.17 (d) и (e).
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Эта статья входит в серию часто задаваемых вопросов TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.
Дуга может управляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве дугой до высоких температур, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Этот процесс можно разделить на два разных типа; методы плавления и неплавящегося электрода.
Методы расходных электродов
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)Также известный как газовая дуговая сварка металла (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW)Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под защитным флюсом или сварка стержнем — это процесс, при котором дуга зажигается между металлическим стержнем (электрод с покрытием из флюса) и заготовкой. поверхность стержня и заготовки плавится, образуя сварочную ванну.Одновременное плавление флюсового покрытия на стержне приведет к образованию газа и шлака, который защищает сварочную ванну от окружающей атмосферы. Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный как альтернатива SMAW, FCAW использует непрерывно запитанный расходный порошковый электрод и источник постоянного напряжения, что обеспечивает постоянную длину дуги.В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Дуговая сварка под флюсом (SAW)Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем плавкого флюса, который становится проводящим при расплавлении, обеспечивая прохождение тока между деталью и электродом. Флюс также помогает предотвратить разбрызгивание и искры, подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход.ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится, когда расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло для плавления проволоки и краев пластины генерируется за счет сопротивления расплавленного шлака прохождению электрического тока. Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся для создания соединения, с другой металлической деталью.
Методы использования нерасходуемых электродов
Сварка вольфрамом в среде инертного газа (TIG)Также известная как Gas Tungsten Arc Welding (GTAW) , использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и расплавленной ванны от атмосферного загрязнения.
Плазменно-дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса резака.Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через тонкое отверстие в аноде, чтобы достичь опорной пластины. Таким образом плазма отделяется от защитного газа.
Как работает сварка — основы процесса сварки
Изучите основы сварки, принципы работы сварки, общие сварочные инструменты и способы практического обучения сварке в Summit College.
Основная цель сварки — соединение двух элементов прочным соединением.Сварщики обычно работают с металлом или термопластом и используют прочный присадочный материал, чтобы связать их вместе. Сварка используется для создания многих современных конструкций в нашем мире, таких как небоскребы, автомобили, корабли и самолеты.
В прошлом строители использовали другие методы соединения металлических деталей. Пайка, пайка и клепка — все это альтернативы сварке. Узнайте, почему сварка стала стандартным вариантом соединения для многих отраслей промышленности и почему она так высоко ценится в промышленных приложениях и производстве.
Сварочные работы путем соединения двух материалов без отдельного связующего материала. В отличие от пайки и пайки, в которых используется связующее с более низкой температурой плавления, при сварке две детали соединяются непосредственно вместе. Понимание этой разницы является ключом к пониманию того, почему сварка предпочтительнее для прочной и долговечной конструкции.
Существует три основных метода сварки, поэтому важно понимать каждый вариант и знать, насколько прочен сварной материал для ваших сварочных работ.Вот три основных метода сварки, доступных современным сварщикам:
-> Газовая сварка
-> Дуговая сварка
-> Лазерная сварка
Дуговая сварка использует электрическую дугу для плавления рабочего материала. Сначала к материалу прикрепляется заземляющий провод. Затем сварщик прикладывает вывод электрода к обрабатываемому материалу. Когда сварщик отводит электрод от материала, он создает электрическую дугу, также известную как продолжающийся плазменный разряд в результате электрического пробоя газа.Сварочные аппараты используют переменный или постоянный ток и используются для получения очень концентрированной узкой точки сварного шва.
Газовая сварка — еще один распространенный вид сварки. Это более старый и распространенный вариант, также известный как кислородно-топливная сварка. Газ направляется к сварочному стержню или точке фокусировки и воспламеняется, создавая высокотемпературное пламя. Лучше всего использовать для высоколегированных сталей. Хотя точка сварки менее сконцентрирована, чем электросварка, она намного горячее и больше подходит для особенно твердых сплавов.
Лазерная сварка — последнее новшество в сварочной технике. Этот метод в настоящее время используется только в крупных промышленных приложениях. Лазерные сварщики используют луч высокой энергии для сплавления материалов. Это дорогостоящая система, требующая экспертного контроля и тонкости.
По сравнению с другими методами соединения сварка имеет ряд преимуществ. Вот лишь несколько причин, по которым многие промышленные строительные процессы сваривают материалы вместе:
• Прочная связь
• Безупречный шов
• Превосходная точка плавления
• Эффективная и универсальная система
Эти преимущества делают сварку очень востребованным навыком для автомобилестроения, строительства и промышленные компании.Любите ли вы работать руками или заинтересованы в востребованной высокооплачиваемой карьере, узнайте, подходит ли вам специалист по сварке.
Узнайте, что вам нужно, чтобы подготовиться к карьере сварщика. Вот некоторые основные приспособления и оборудование, которые вам понадобятся для начала работы сварщиком. Ознакомьтесь со всеми этими вариантами сварочного инструмента и узнайте больше о плюсах и минусах каждого варианта.
Перед тем, как приступить к работе с любым сварочным аппаратом, вам потребуется подходящее защитное оборудование и место.Сварка выделяет большое количество тепла, искр и металлического шлака. Защитная одежда необходима для защиты от ожогов во время работы. Сварочная маска защищает глаза от яркого света сварщика. Из-за экстремальных температур свет становится настолько ярким, что может нанести вред вашим глазам.
Огромное разнообразие сварочных инструментов может быть огромным. Тщательно сравните их и используйте желаемое приложение, чтобы найти лучший сварщик для вас. Если вы тренируетесь на сварщика, спросите своего инструктора, какой сварщик лучше всего подходит для начинающих.Вот некоторые распространенные типы сварщиков, которые следует учитывать:
• Дуговая сварка в защитном металлическом корпусе (SMAW) или сварка стержнем
• Дуговая сварка металлическим электродом в газе (GMAW) или сварка MIG
• Дуговая сварка под флюсом (SAW)
• Дуговая сварка вольфрамовым электродом (GTAW) или сварка TIG
Ваш металл и тип сварного шва, который вы надеетесь получить, определяют наилучшего сварщика для ваших целей. Некоторые сварщики лучше подходят для больших структурных швов, в то время как другие лучше всего подходят для детализированных поверхностных сварных швов, которые легко отполировать до безупречной отделки.
Основы электросварки
Дуговая сварка — это процесс соединения двух металлических частей друг с другом с использованием электрической энергии. Дуговая сварка создает электрическую дугу, которая плавит основной металл и, как правило, присадочную проволоку. Последующая ванна расплавленного металла затем затвердевает и сплавляет края основного материала, чтобы соединить металл вместе. Чтобы это стало возможным, электричество передается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потоку электронов через воздушный зазор.Эта интенсивная электрическая энергия создает дугу.
Виды сварки
Существует четыре основных типа процессов дуговой сварки, которые можно использовать для соединения металла. В их числе:
Ручная дуговая сварка металла (также известная как дуговая сварка защищенного металла или сварка палкой)
При дуговой сварке защищенным металлическим электродом сварочный аппарат использует электрод (стержень) с флюсовым покрытием для образования электрической дуги между основным материалом и стержнем. В дуге поток разрушается, образуя защитный газ.Этот процесс обычно используется в полевых условиях. Он не требует баллона с защитным газом, является портативным и имеет очень мало движущихся частей. Обратной стороной является то, что он медленный и неэффективный. Требуется источник питания постоянного тока (падающая характеристика). Он может использовать переменный или постоянный ток.
Газовая дуговая сварка металла (также известная как металлический инертный газ (MIG) или металлический активный газ (MAG))
В этом процессе сварки используется непрерывная катушка сплошной присадочной проволоки / электрода и внешний защитный газ.Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для использования в мастерских, поскольку он более эффективен, чем сварка штучной сваркой. У него больше движущихся частей, поэтому для его правильной работы требуются некоторые знания об оборудовании и о том, как его настроить.
MIG-сварка использует постоянный ток с источником постоянного напряжения. Таким образом, независимо от вылета (расстояние от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Дуговая сварка порошковой проволокой
Есть два варианта FCAW. Газовая защита (внешний экран) и Самозащита (внутренний экран). Оборудование в основном такое же, как и для сварки MIG, но с небольшими изменениями. Самая большая разница — это конструкция электрода. GMAW использует сплошную проволоку, FCAW, как следует из названия, использует трубчатую проволоку с флюсом внутри. Вам нужно использовать ролики с накаткой, чтобы проволока не переминалась.
Обычно он имеет более высокую скорость наплавки, чем GMAW, при данной силе тока и размере провода, так как имеет более высокую плотность тока.Эта концепция будет объяснена в следующем блоге.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуга похожа на современного кислородного сварщика. Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для передачи тока используется легированный вольфрамовый электрод, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, поскольку требует большего мастерства.
Источники энергии для электросварки
Для дуговой сварки может использоваться питание от источников переменного (переменного тока) или постоянного (постоянного тока). Цикл питания переменного тока включает как положительный, так и отрицательный полупериод. В течение полупериода ток движется в одном направлении и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в обратном направлении. Это называется синусоидальной волной. Герц — это количество циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США — 60 Гц.В современной промышленности переменный ток редко используется, поскольку его цикличность связана с более высоким уровнем опасности поражения электрическим током. Исключением является GTAW, некоторые виды дуговой сварки под флюсом и ситуации, когда дуговая дуга является проблемой.
Электропитание постоянного тока движется в одном направлении и имеет либо отрицательно, либо положительно заряженный полюс. Две трети тепла всегда на положительной стороне. Поэтому обычно для GMAW / FCAW вы используете DC +, а GTAW вы используете DC-, чтобы не расплавить электрод.Если вы подключите электрод к отрицательно заряженной клемме постоянного тока, на положительной клемме будет выделяться тепло, и наоборот.
Общие термины
Длина дуги
Длина дуги — это расстояние от конца электрода до поверхности основного материала, на это расстояние влияет напряжение дуги.
Текущий (проточный)
Ток — это количество электронов, проходящих мимо заданной точки в сварочной цепи.Это измеряется в амперах. Теплота дуги изменяется за счет увеличения тока.
Напряжение (давление)
Напряжение — это давление (VIP) — это величина электрического давления в дуге.
Напряжение замкнутой и разомкнутой цепи
Когда электрическая цепь замкнута, ток течет и вы выполняете сварку, это называется замкнутой цепью или напряжением дуги. Однако, если цепь не замкнута, значит, вы не выполняете сварку, цепь называется разомкнутой.Напряжение холостого хода (OCV) — это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Вы заметите, что OCV всегда выше, чем у замкнутой цепи. Напряжение — это потенциальная энергия. Поэтому для зажигания дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств понижения напряжения. Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклический характер имеет более высокий уровень опасности поражения электрическим током.
Изменение силы тока
MMAW — в зависимости от машины это может быть трансформатор, в котором вы вращаете ручку, или современный инверт, в котором используется небольшая ручка.
GMAW — изменяя скорость подачи проволоки, вы увеличиваете ток. С GMAW ампер и вольт должны быть в правильном соотношении.
Если сила тока слишком высока, чрезмерное проплавление, подрез и пористость из-за перегрева электрода. Если сила тока слишком мала, дуга становится нестабильной, повышается риск отсутствия плавления / проплавления и включений.
Изменение напряжения
При использовании источников питания постоянного тока (MMAW и GTAW) единственный способ изменить напряжение — это обычно увеличивать и уменьшать длину дуги. Некоторые машины имеют настройку силы дуги, которая незначительно эффективно изменяет напряжение дуги. Не на всех машинах это есть.
В машинах с постоянным напряжением (GMAW / FCAW) у вас есть переключатели или ручки, которые позволяют изменять напряжение. Поэтому, если вы хотите изменить длину дуги, вам нужно изменить напряжение дуги с помощью аппарата, поэтому его называют аппаратом постоянного напряжения.
Удар дуги
Существует два типа дуги: тепловой и электрический. В контексте этого блога мы сосредоточимся на дутье электрической дугой.
При постоянном токе, особенно при высоких значениях силы тока, может наблюдаться отклонение дуги из-за дисбаланса / искажения магнитного поля. Во время сварки вы можете видеть отклонение дуги, поэтому вы меньше контролируете сварочную ванну.
Выдувание дуги обычно вызывается двумя причинами
- В конце сварного шва или пластины магнитное поле искажается (неконцентрическое) вокруг дуги.
- Остаточный магнетизм в свариваемом, закаленном и отпускаемом изделии. Материалы имеют высокую магнитную проницаемость и, следовательно, сохраняют магнетизм.
Поговорите с Technoweld
Обратитесь к нам за обучением, осмотром, консультациями и надзором за сварочными процедурами. Мы также можем исследовать и документировать сварочные процедуры для ваших конкретных сварочных процессов, а также запускать эти процедуры.
Как работает электросварочный аппарат
Есть несколько эффективных способов завершить сварочный проект.Один из способов сделать это — использовать электросварочный аппарат. Если вы подумываете о внедрении дуговой сварки в свой следующий проект, воспользуйтесь этим подробным руководством, чтобы узнать все тонкости работы электросварочного аппарата. Таким образом, если вы хотите попробовать эту форму сварки, вы сможете сделать это с помощью подходящих инструментов и информации для работы.
Различные типы дуговой сварки
Для выполнения дуговой (электрической) сварки можно использовать несколько полезных методов. Прежде чем мы перейдем к деталям каждой отдельной части процесса, мы разберем эти различные методы в общих чертах.Эти распространенные формы дуговой сварки включают сварку стержнем, сварку с подачей проволоки и сварку TIG.
Сварка палкой
При использовании метода сварки штучной сваркой дуга возникает между электродом, на который в дополнение к заготовке нанесено покрытие из флюса. Флюс — это то, что обеспечивает ваш защитный газ для процесса сварки. Флюсовое покрытие электрода испаряется в присутствии электрической дуги, образуя газ. Все это может показаться сложным, но не волнуйтесь, мы будем очень тщательно выполнять эти шаги и процессы по мере нашего продвижения.
Подача проволоки / сварка MIG
Во время сварки с подачей проволоки, также известной как сварка MIG, метод подачи защитного газа немного отличается: внешний источник обеспечивает защиту, а не покрытие из флюса. Это связано с тем, что в отличие от сварки штангой, при которой возникает дуга между электродом и заготовкой, сварка MIG создает дугу между поданной проволокой и заготовкой.
Сварка TIG
СваркаTIG очень похожа на сварку штучной сваркой, поскольку при ней образуется электрическая дуга между электродом и заготовкой.Однако электрод в этом процессе представляет собой вольфрамовый электрод, который не плавится вместе с заготовкой. Необходим отдельный присадочный металл, и источником защиты часто является смесь инертного газа, которая предотвратит загрязнение извне.
Сварочный источник питания
А теперь пора углубиться в подробности этого процесса. Источник питания для сварки — это источник электрической дуги, необходимой для сварки. Вы можете найти несколько различных типов сварочных источников питания, в каждом из которых используются различные методы питания.Наиболее распространенные типы источников питания включают трансформаторы, генераторы и инверторы. Есть несколько других источников питания, но сейчас мы побеспокоимся об этих более распространенных.
Блоки питанияс трансформатором обычно более доступны по цене, но более громоздки, чем другие блоки. Источники питания с генераторами используют двигатель внутреннего сгорания для подпитки электрической дуги. Инверторы, с другой стороны, создают ток, используя импульсный источник питания. Инверторы также имеют тенденцию быть более легкими и эффективными силовыми агрегатами.У каждого блока питания есть свой набор полезных атрибутов, поэтому обязательно тщательно изучите блок, который вы рассматриваете, чтобы знать, что он вам подходит.
Заземляющий провод
Заземляющий провод — одна из важнейших частей электросварочного аппарата. Заземляющий провод подключается к источнику питания, а его зажим служит источником питания для сварочного материала. Используя зажим на заземляющем проводе, вам нужно будет прикрепить его к заготовке. Если вы этого не сделаете, у вас не будет дуги для сварки.
Электрическая дуга
Какой бы источник сварочного тока вы ни выбрали, он предназначен для подачи электрической дуги. Эта электрическая дуга обеспечивает тепло, необходимое для связывания основного металла и присадочного металла. Как уже упоминалось, присадочный металл при дуговой сварке обычно представляет собой электрод с флюсовым покрытием. Важной частью создания стабильной сварочной среды является использование защитного газа, выходящего из электрода. Как видите, независимо от процесса сварки или источника питания, который вы используете, вам всегда потребуется помощь защитного газа для создания и поддержания стабильной электрической дуги.
Защитный газ
Метод использования защитного газа для сварки известен как дуговая сварка защищенного металла или сокращенно SMAW. Когда необходим защитный газ, вы можете подавать его через электрод. При нанесении на электрод очищающего агента, известного как флюс, он будет выделять защитный газ при нагревании электрической дугой, создаваемой вашим электросварочным аппаратом. Этот защитный газ защищает сварочный процесс от загрязнения такими материалами, как кислород и водяной пар.
Учитывая разные типы электросварки, вы можете использовать защитный газ несколькими способами. Например, при использовании метода подачи проволоки или сварки MIG вам потребуется подавать газы извне.
Присадочный металл
Металлический наполнитель — это то, что вы довольно часто видели в этом списке. Этот металл, часто электрод, связывается с основным металлом, чтобы соединиться и получить искомый сварочный продукт. Важно помнить, что во время этого процесса присадочный металл плавится благодаря электросварочному аппарату, а это означает, что вам нужно осторожно маневрировать, когда вы свариваете две детали вместе.
Основной металл
В процессе сварки основным металлом является металл, на который вы выполняете сварку. После использования электрической дуги для нагрева основного и присадочного металлов материалы соединяются, образуя конечный продукт.
Теперь, когда вы больше понимаете, как работает электросварочный аппарат, вы можете определить, подходит ли вам выбранный метод сварки. Как видите, дуговая сварка имеет множество аспектов, которые могут показаться сложной, но она также может быть чрезвычайно полезной, если вы решите попробовать ее.Электросварочный аппарат предоставляет вам множество методов нагрева, которые вы можете использовать в своем следующем проекте. Если вы все же решите попробовать электросварочные аппараты, вам понадобится подходящее оборудование для вашего проекта. В Welding for Less мы предлагаем широкий ассортимент электросварочных аппаратов по самым доступным ценам.
.