Станок для холодной ковки своими руками: видео, фото, чертежи
Сделать станки для холодной ковки можно из подручных материалов.
Так как универсальные приспособления от производителей имеют достаточно высокую стоимость, собственноручно выполненный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции с уникальным дизайном и смелыми архитектурными формами применяют для обустройства домов в коттеджных поселках.
Фигурно изогнутые кованые элементы ворот, заборов и калиток вносят непривычный образ в ландшафтный дизайн усадьбы.
На предложенных фото можно увидеть, какой необычный художественный вид создают металлоконструкции.
Какие детали можно выполнить на станке для холодной ковки
Содержание:
- Какие детали можно выполнить на станке для холодной ковки
- Виды оборудования для холодной ковки
- Изготовление станка «Улитка»
- Трубогибочный станок
- Как изготовить станок торсион
Холодная ковка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует применения раскаленного металла и точного соблюдения рабочей температуры.
Этот процесс не требует применения раскаленного металла и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного типа деталей.
Фото:
Также самодельный станок позволит решать самые разнообразные задачи, поэтому он будет просто универсальный.
С помощью самодельного станка удастся добиться идеальной геометрии элементов металла для индивидуальной дизайнерской идеи и сделать самому оригинальные детали с узором.
В процессе холодной декоративной ковки, как правило, применяют мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В остальном ассортимент производимых изделий на станке будет ограничиваться только фантазией и возможностью мастера.
По желанию, своими руками можно сделать ажурные элементы для лестниц, ворот и ограждений.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить наружные стены дома и беседку, сделать оригинальные треноги для цветов, как на фото.
Фото:
Виды оборудования для холодной ковки
Существующие виды станков могут эксплуатироваться с участием электрического двигателя или ручной силы.
Первый вариант приспособления дает возможность выполнять работу быстрее, чем ручные станки, но при этом требует от мастера определенных навыков.
Кузнечные станки для ковки разделяют на типы:
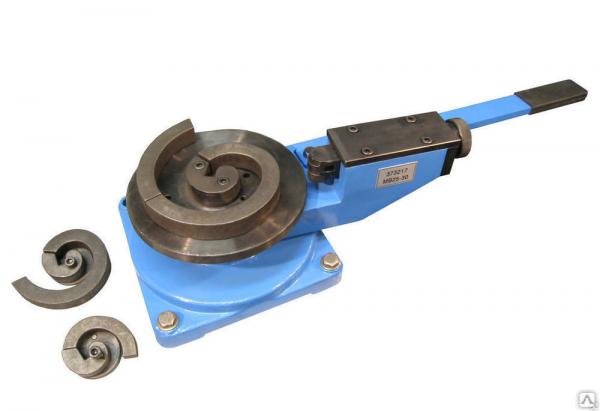
- улитка – станок с отдельными снимающимися деталями или цельнолитой — он используется при выполнении спиралевидных отдельных частей;
- универсальное приспособление – применяют для резки, клепки и приданий объема изделию;
- гнутик – с его помощью можно сделать дуговую гибку металла или изгибание деталей под определенным углом;
- приспособление для формирования колец;
- твистер – позволяет выполнить загиб изделия вдоль оси;
- пресс – для образования матричного отпечатка на изделии;
- волна – для получения из металлических прутьев волнообразных элементов.
Изготовление станка «Улитка»
Далее в статье рассмотрим чертежи, фото и видео материалы, с помощью которых станет намного проще сделать в домашних условиях станок для холодной ковки.
Используя нижеприведенный список инструментов и металлических деталей, можно собрать станок цельной улитки.
Видео:
Для работы понадобятся:
- металлические прутья;
- листы и полосы из стали;
- профильная стальная труба;
- сварка, плоскогубцы, болгарка.
Чертежи и пошаговая схема, а также просмотр тематического видео, позволит получить качественное приспособление с нужными параметрами:
- Используя лист бумаги, нанесите на него изображение спирали с тремя витками. Далее сверьте размеры так, чтобы в результате армированный прут с диаметром 10 мм помещался в резьбу;
- С помощью болгарки вырежьте из стального листа две пластины. Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;
- Возьмите 3-х см прут и три стальные полосы. Края срезов всех используемых деталей нужно зачистить наждаком, чтобы избавиться от заусениц;
- Плоскогубцами выполните изгиб стальных полос по шаблону, в результате у вас появятся три спиральных детали с разной длиной;
- С помощью сварки все элементы станка приваривают по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок эксплуатации инструмента;
- Стальная труба приваривается в последнюю очередь снизу в центре станка.


В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Трубогибочный станок
Если при оформлении каких-либо элементов интерьера с нарезанием профильных труб трудностей никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Качественно и быстро провести такую работу позволят специальный гибочные станки для труб, которые заранее можно сделать своими руками.
Чертежи для изготовления данного вида оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в работе.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работая с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное подобрать прочную устойчивую основу под будущую конструкцию.
Например, это может быть массивный металлический стол, выполненный на основе труб или профиля.
Так как сгибание металла будет происходить за счет присутствующих в конструкции валов, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра фиксируются немного выше стола, а третий – центральный, помещается над ними.
От расстояния двух крайних цилиндров зависит, под каким углом будет осуществляться изгиб трубы.
Чтобы иметь возможность изменять при необходимости положение цилиндров, нужно в чертежи конструкции внести дополнения в виде стопперов и роликов, которые позволят сделать эту часть регулируемой.
После того как цилиндры зафиксированы, необходимо организовать для них систему передачи вращения.
С этой целью используют цепной механизм от старого автомобиля, который можно отыскать на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, тогда их придется покупать отдельно.
Шестерни монтируют на два крайних цилиндра и натяжитель, помещенный ниже валов, в центре. Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Станок для холодной ковки металлических изделий готов. Дополнить вышеизложенный материал подробностями поможет следующее видео.
Видео:
Как изготовить станок торсион
Станок для холодной ковки изделий типа торсион используют для закручивания металлических спиралей в виде змейки.
Вручную работать таким приспособлением тяжело, поэтому, чаще всего для изготовления торсиона применяют чертежи с электрическими вариантами станков.
Для того чтобы правильно собрать торсион, предлагаем просмотреть видео и ознакомиться с нижеизложенным руководством.
Видео:
Инструменты и материалы для сборки станка:
- стальной лист;
- двутавровая балка;
- тиски и крепежные элементы;
- редуктор, электромотор, цепь;
- болгарка;
- сварка.
Схема последовательности действий:
- За основу будет служить двутавровая балка, к одной стороне которой необходимо приварить стальной лист;
- Затем к стали крепят тиски, приваривают и фиксируют болтами с гайками;
- Чтобы при натяжении металлическое изделие не выскакивало из станка, к тискам снизу и сверху крепят пластины;
- Другую сторону двутавровой балки оснащают роликами, на которые, впоследствии, монтируется платформа;
- На поверхность полученной конструкции крепятся другие тиски с подвижными основными элементами. При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
- Далее конструкция оснащается стальной ручкой, выполненной из прута, за счет ее вращения будет загибаться изделие;
- Используя болты, соединяют понижающий редуктор и двигатель. Обод штурвала оснащается цепью;
- Конструкция закрывается стальным кожухом.
 При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;В результате проведенных действий получается станок с двумя блоками — подвижным и неподвижным.
Станок Кузнечная Улитка для холодной ковки
Кузнечная Улитка — Отзывы покупателей
Отзыв ТВ-2Н мощная вещь должна быть тяжелой 23кг
Смотреть видео
Давно хотел приобрести ТВ-2Н, да наконец-то пришла весна, она-то меня и подтолкнула. В том смысле, что надо немножко подшаманить теплицу,подробнее…
Защищено: Трубогиб профилегиб тв-2у компании интех г. Тверь
Смотреть видео
Отрывка нет, потому что запись защищена.
Отзыв на ТВ-2Н – Профиль легко гнется.
Смотреть видео
Хочу для себя сделать небольшую теплицу и несколько декоративных арок и стоек для плетущихся растений. Профиль легко гнется, хорошо. Дажеподробнее…
Профиль легко гнется, хорошо. Дажеподробнее…
Обзор Трубогиба Профилегиба ИНТЕХ ТВ 1/250
Смотреть видео
Подробный обзор профилегиба ТВ 1/250. Размеры и характеристики.
Распаковка профилегиба ТВ2У
Смотреть видео
Выписал себе трубогиб компании Интех. Шел 5 рабочих дней. Краткий обзор Профилегиба ТВ2У Прододжение: Согнул трубу 20×30 на ребро
Отзыв Трубогиб ИНТех Умелец
Смотреть видео
Пробуем сделать дугу с помощью этого станочка
Трубогиб профильной трубы ТВ-2H + эл.двигатель!
Смотреть видео
Трубогиб ручной апгрейд! Установлен на мощный железный стол. Установлен эл.двигатель на 380в к профилегибу ТВ-2Н. А так-же есть кнопки реверса.подробнее…
Профилегиб ТВ-2Н обзор и работа
Смотреть видео
Хочу для себя сделать небольшую теплицу и несколько декоративных арок и стоек для плетущихся растений. Профиль легко гнется, хорошо. Дажеподробнее…
Профилегиб Умелец обзор и распаковка
Смотреть видео
Решил тоже приобрести профилегиб умелец. Для дачи он необходим. Съездил в фирму интех, решил заказть. Привез домойНа первый взгляд станокподробнее…
Для дачи он необходим. Съездил в фирму интех, решил заказть. Привез домойНа первый взгляд станокподробнее…
Отзыв на станок Интех
Отличный интернет-магазин, все объяснили,рассказали, оплатил Халвой. доставили через СДЭК за 3 дня. Станок качественный, без брака и потёртостей. Рекомендую
Кузнечная Улитка — Работы покупателей
Честный отзыв о трубогибе тв-2у, окупается после первого изделия.
Смотреть видео
Данный ролик создан не в рекламных целях, в нем я выражаю свое собственное мнение, но как не крути хороший отзывподробнее…
Как можно реально сэкономить на покупке металлических труб для навесов
Смотреть видео
Как можно реально сэкономить на покупке металлических труб для навесов, теплиц, на всех работах где применяются дуги из профильных трубподробнее…
Трубогиб профильной трубы ТВ-2H + эл.двигатель!
Смотреть видео
Трубогиб ручной апгрейд! Установлен на мощный железный стол. Установлен эл.двигатель на 380в к профилегибу ТВ-2Н. А так-же есть кнопки реверса.подробнее…
Установлен эл.двигатель на 380в к профилегибу ТВ-2Н. А так-же есть кнопки реверса.подробнее…
Отзыв о профилегибе ТВ-2. Что стало после 5 лет работы.
Смотреть видео
Видео посвящается профилегибу тв-2. Некоторое время назад, лет пять-шесть назад задумал сделать козырек для двери. Дуги заказывал, стоили в районеподробнее…
Отзыв на ТВ-2У – Хочу показать что я сделал профилегибами ИНТех…
Смотреть видео
Показываю что делает профилегиб тв-2н и улитка от компании Интех. Как были сделаны теплицы, навес и крытая беседка
Летний домик при помощи трубогиба ТВ-2У
Смотреть видео
Небольшое видео о том как я построил несколько домиков на берегу Бухтарминского водохранилища (Самарка, Песчанка) на основе арочных ферм которыеподробнее…
Теплица своими руками из поликорбаната 4 на 7 метров
Смотреть видео
Теплица из профиля 25 на 25 поликарбонат 6 мм с нестандартным размером 4 на 7 метра своими руками.
ТВ-2У и УПТ-4 подключение двигателя.
Смотреть видео
Переделка своими руками трубогиба тв 2у и усилителя профильной трубы четыре ручья под электропривод. Заказать комлект звезды+цепь
Сделал своими руками, качель из дуг по типу «парадиз». Затраты и размеры.
Смотреть видео
Обзор на качель. Делал её после работы. Дней 8.
Оригинальная, но простая ковка на дверь, своими руками
Смотреть видео
В серии роликов показано как творить красоту с ковкой, с помощью станков для холодной ковки интех
Холодная ковка стали — Knife Steel Nerds
Спасибо Марко Гульдиманну, Даррину Томасу, Джейсону Тиллоссону, Доминику Паолантонио, Кену, Бенедикту Питерсу и Стиву Грейнеру за то, что они стали сторонниками Knife Steel Nerds на Patreon!
Холодная ковка
Холодная ковка очень похожа на горячую ковку, за исключением того, что она производится при комнатной температуре или близкой к ней. Более низкая температура означает, что сталь намного прочнее и ее гораздо труднее подделать. Это также означает, что сталь более хрупкая и, следовательно, более склонна к растрескиванию во время ковки или прокатки. Форма зерен в стали изменяется путем ковки. О том, что такое крупы, вы можете прочитать в этой статье. Сталь состоит из плоскостей атомов железа, и если бы сталь состояла только из одного зерна, все эти плоскости атомов были бы параллельны друг другу:
Более низкая температура означает, что сталь намного прочнее и ее гораздо труднее подделать. Это также означает, что сталь более хрупкая и, следовательно, более склонна к растрескиванию во время ковки или прокатки. Форма зерен в стали изменяется путем ковки. О том, что такое крупы, вы можете прочитать в этой статье. Сталь состоит из плоскостей атомов железа, и если бы сталь состояла только из одного зерна, все эти плоскости атомов были бы параллельны друг другу:
Однако внутри стали много зерен, и границы между этими зернами проходят там, где встречаются плоскости атомов. Каждое зерно имеет различную «ориентацию» относительно других, что представлено линиями сетки в зернах на схеме ниже:
Во время холодной прокатки мы спекаем эти зерна и удлиняем их. При ковке куска стали деформация, конечно, не такая равномерная, но принципы в основном те же.
Одновременно происходит упрочнение стали в процессе холодной обработки давлением. По мере обработки стали образуются «дислокации». Дислокации — это дефекты атомарного уровня, которые контролируют механические свойства стали. О них вы можете прочитать в этой статье. Это та же самая статья об очистке зерна, на которую я ссылался ранее, но теперь я удвоил шансы, что вы будете обмануты, нажав на нее. В стали всегда есть дислокации, а разные микроструктуры имеют разную плотность дислокаций. Вот короткое видео микроскопии высокого разрешения, показывающее движение дислокаций:
Дислокации — это дефекты атомарного уровня, которые контролируют механические свойства стали. О них вы можете прочитать в этой статье. Это та же самая статья об очистке зерна, на которую я ссылался ранее, но теперь я удвоил шансы, что вы будете обмануты, нажав на нее. В стали всегда есть дислокации, а разные микроструктуры имеют разную плотность дислокаций. Вот короткое видео микроскопии высокого разрешения, показывающее движение дислокаций:
Прочность металлов зависит от того, насколько легко могут двигаться дислокации. Различные функции могут предотвратить движение дислокаций, таких как границы зерен. Таким образом, мелкое зерно с большим количеством границ зерен приводит к более высокой прочности, поскольку дислокации блокируются этими границами. Дислокации также не могут легко перемещаться через другие дислокации, поэтому более высокая плотность дислокаций означает более высокую прочность, потому что их больше, что блокирует движение других. Мартенсит получает свою прочность отчасти из-за очень высокой плотности дислокаций. О том, что делает мартенсит прочным, вы можете прочитать в этой статье. По мере холодной обработки стали образуется все больше и больше крошечных атомных дефектов, называемых дислокациями, и чем выше плотность этих дислокаций, тем прочнее сталь. Эти дислокации не следует рассматривать как макроскопические дефекты или крошечные трещины; дислокации не плохи, они присущи металлам, так как атомная структура никогда не будет идеальной. Возможно, лучше рассматривать это как увеличение степени несовершенства кристаллической структуры за счет холодной обработки. Холодная обработка обычно указывается в процентах, т. е. 10 % холодного обжатия означает, что толщина была уменьшена на 10 %, а 50 % означает, что толщина уменьшилась вдвое, с соответствующим увеличением длины, конечно.
Дислокации также не могут легко перемещаться через другие дислокации, поэтому более высокая плотность дислокаций означает более высокую прочность, потому что их больше, что блокирует движение других. Мартенсит получает свою прочность отчасти из-за очень высокой плотности дислокаций. О том, что делает мартенсит прочным, вы можете прочитать в этой статье. По мере холодной обработки стали образуется все больше и больше крошечных атомных дефектов, называемых дислокациями, и чем выше плотность этих дислокаций, тем прочнее сталь. Эти дислокации не следует рассматривать как макроскопические дефекты или крошечные трещины; дислокации не плохи, они присущи металлам, так как атомная структура никогда не будет идеальной. Возможно, лучше рассматривать это как увеличение степени несовершенства кристаллической структуры за счет холодной обработки. Холодная обработка обычно указывается в процентах, т. е. 10 % холодного обжатия означает, что толщина была уменьшена на 10 %, а 50 % означает, что толщина уменьшилась вдвое, с соответствующим увеличением длины, конечно. Вот увеличение твердости отожженной модстали А8 после холодной обработки деформацией до 50 % [1]:
Вот увеличение твердости отожженной модстали А8 после холодной обработки деформацией до 50 % [1]:
Когда мы начинаем с отожженной стали с мягким ферритом и карбидами, структура выглядит примерно так, как показано ниже, с относительно круглыми ферритными зернами вместе с более мелкими карбидами (карбиды разных цветов, чтобы различать):
Отожженная нержавеющая сталь 13C26 [2], черная полоса 5 микрон
Приведенное выше изображение было получено с помощью «дифракции обратно рассеянных электронов» (EBSD), которая способна различать различные фазы (аустенит, феррит, карбиды) и ориентацию зерен. Также видна относительная плотность дислокаций, поскольку зерна с низкой плотностью являются «чистыми», а зерна с высокой плотностью дислокаций более грубые и темные.
При холодной прокатке стали карбиды более или менее не изменяются, но зерна удлиняются и плотность дислокаций увеличивается, что видно на изображении ниже, поскольку «качество изображения» зерен хуже:
13C26 после небольшого холодного обжатия [2], на этом изображении карбиды не окрашены, черная полоса 2 микрона
13C26 после большого холодного обжатия [2], черная полоса 5 микрон
При нагревании до достаточно высокой температуры сталь «перекристаллизуется», то есть образует новые зерна.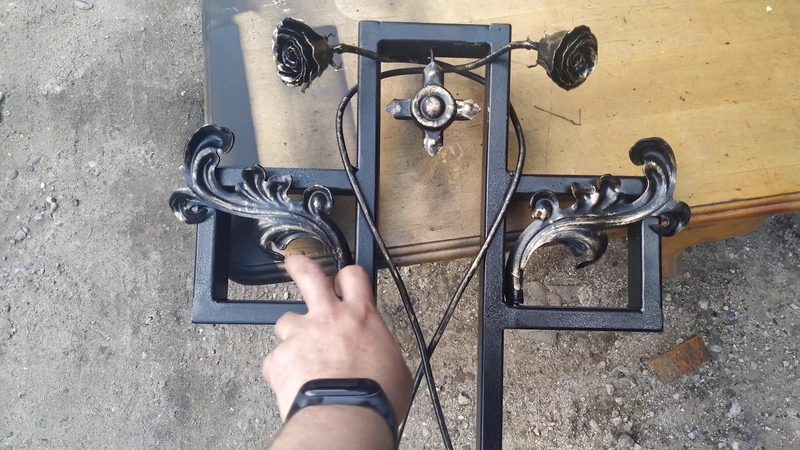 Чем больше энергии вкладывается в сталь (большее холодное обжатие), тем выше движущая сила рекристаллизации. Эта энергия накапливается в стали в основном за счет образования дислокаций. Таким образом, энергия высвобождается из стали за счет образования новых зерен с низкой плотностью дислокаций. Процесс перекристаллизации вы можете увидеть на видео ниже:
Чем больше энергии вкладывается в сталь (большее холодное обжатие), тем выше движущая сила рекристаллизации. Эта энергия накапливается в стали в основном за счет образования дислокаций. Таким образом, энергия высвобождается из стали за счет образования новых зерен с низкой плотностью дислокаций. Процесс перекристаллизации вы можете увидеть на видео ниже:
Вы можете видеть, что металл в начале видео имеет большую структуру, затем начинают формироваться новые «чистые» зерна. Если вы внимательно посмотрите, то увидите, что на белых частицах образуются новые зерна, которые ведут себя подобно карбидам в стали. Карбиды способствуют зарождению рекристаллизованных зерен, но они также могут закреплять рекристаллизующиеся зерна, поэтому взаимодействие карбидов и рекристаллизации является относительно сложным.
Рекристаллизация происходит за счет диффузии атомов железа, поэтому для достаточной диффузии требуется определенная температура. Вот почему холодная обработка имеет такой эффект, потому что температура настолько низка, что сталь не может «зафиксироваться» диффузией. Однако температура, при которой начинается рекристаллизация, также определяется степенью наклепа. Чем выше степень наклепа, тем ниже температура начала рекристаллизации [3]:
При холодной обработке в несколько процентов стали, показанной выше, для начала рекристаллизации требуется полные 700°C (1300°F), в то время как при 50-70% холодном обжатии требуется только 500°C (930°F). необходимые для рекристаллизации. Чем больше холодная обработка, тем больше энергии вложено в сталь в виде дислокаций, и эта энергия увеличивает «движущую силу» рекристаллизации. На скорость рекристаллизации также влияет температура: при более высоких температурах диффузия ускоряется, поэтому скорость рекристаллизации также увеличивается [4]:
Вы можете видеть, что для указанной выше стали рекристаллизация завершается в течение 20 секунд при 760°C, а при 650°C она занимает более 500 секунд. Опять же, эта скорость при разных температурах зависит от состава, карбидов и степени холодной обработки, но приведенный выше пример дает некоторое визуальное представление о разнице в зависимости от температуры.
Опять же, эта скорость при разных температурах зависит от состава, карбидов и степени холодной обработки, но приведенный выше пример дает некоторое визуальное представление о разнице в зависимости от температуры.
Холоднокатаная сталь
Вся эта информация актуальна, поскольку некоторые ножевые стали доступны в холоднокатаной форме, что может привести к некоторым отличиям от горячекатаной стали. Существует множество причин, по которым может быть желательна холоднокатаная сталь, например, улучшение состояния поверхности. Как правило, холоднокатаная сталь имеет яркую блестящую поверхность без окалины. Сталь сначала «протравливается», проходит через ванну с кислотой для удаления окалины перед холодной прокаткой, и сочетание этих двух процессов придает стали очень гладкую поверхность. Толщина стали обычно также более постоянна, и холоднокатаная сталь часто доступна в более тонких размерах. AEB-L обычно доступен в холоднокатаной форме, а некоторые 1095 стали, среди прочего.
Приводит ли холодная ковка к превосходным конечным свойствам?
После всех этих воздействий на сталь во время холодной обработки давлением и рекристаллизации, как это влияет на окончательную термообработку аустенитизации и закалки, а затем на результирующие твердость и ударную вязкость? Процесс холодной ковки и рекристаллизации может привести к уменьшению размера зерна, что может улучшить баланс твердости и ударной вязкости. Вы можете прочитать о том, почему в этой статье о переработке зерна. Это уже третий раз, когда я ссылаюсь на эту статью, и я очень надеюсь, что вы ее прочитали. Уменьшение размера ферритного зерна увеличивает количество центров зародышеобразования для образования аустенита, так что окончательный исходный размер аустенитного зерна также становится меньше.
Меньший размер зерна феррита приводит к большему количеству зародышей аустенита (синие кружки), поэтому, когда аустенит растет и замещает феррит, размер зерна меньше
В одном исследовании стали 52100 [5] они обнаружили, что 50%
В другом исследовании 52100 [6] было обнаружено, что холодная прокатка уменьшила конечный размер зерна, а также что энергия наклепа ускорила растворение карбидов:
Увеличение растворения карбида при высокой температуре означает, что в растворе больше углерода. Большее количество углерода в растворе перед закалкой приводит к более высокой твердости и меньшей ударной вязкости (подробнее см. Аустенитизация, часть 1 и часть 2). Однако, поскольку размер зерна также был уменьшен, произошло улучшение как твердости, так и ударной вязкости за счет холодного обжатия стали 52100 перед термической обработкой:
Большее количество углерода в растворе перед закалкой приводит к более высокой твердости и меньшей ударной вязкости (подробнее см. Аустенитизация, часть 1 и часть 2). Однако, поскольку размер зерна также был уменьшен, произошло улучшение как твердости, так и ударной вязкости за счет холодного обжатия стали 52100 перед термической обработкой:
обработки, вот изображения границ зерен из вышеприведенных экспериментов:
Другое исследование аустенитного отпуска стали 52100 [7] для бейнитной микроструктуры показало, что холодное обжатие перед термической обработкой привело к улучшению ударной вязкости:
стали, а также 10% и 20% холодного обжатия перед термической обработкой. Они подвергались аустенизации при 1030°C (1885°F) в течение 20 минут перед закалкой, а затем измеряли твердость и наблюдали за микроструктурой. Они обнаружили, что холодная обработка ускоряет растворение карбида и уменьшает размер зерна, как в исследовании 52100. Однако твердость снизилась, поскольку образовалось больше остаточного аустенита. Больше углерода и сплава в растворе от растворения карбида может увеличить остаточный аустенит, вы можете узнать, почему в этой статье. Уменьшение размера зерна также снижает начальную температуру мартенсита и, следовательно, увеличивает конечный остаточный аустенит [9].]. Следовательно, использование холодной прокатки может потребовать снижения выбранной температуры аустенизации, чтобы гарантировать отсутствие избыточного остаточного аустенита после термической обработки.
Больше углерода и сплава в растворе от растворения карбида может увеличить остаточный аустенит, вы можете узнать, почему в этой статье. Уменьшение размера зерна также снижает начальную температуру мартенсита и, следовательно, увеличивает конечный остаточный аустенит [9].]. Следовательно, использование холодной прокатки может потребовать снижения выбранной температуры аустенизации, чтобы гарантировать отсутствие избыточного остаточного аустенита после термической обработки.
Испытания на ударную вязкость не проводились, но вы можете видеть уменьшение размера зерна на этих микрофотографиях:
Опасность холодной прокатки вероятность растрескивания при холодной прокатке. Это часто происходит из-за растрескивания краев и, в некоторых случаях, «аллигаторизации», когда сталь откалывается от центра:
Это изображение из [9]
Аллигаторная обработка начинается с образования пустот вблизи центра стали, которые в конечном итоге соединяются, пока сталь не расколется:
Эти изображения из [9]
Инструментальные стали с их высокой долей карбидов может привести к продвижению этих пустот, так что с большей вероятностью произойдет аллигаторное образование. Высокая доля карбидов также означает, что пластичность отожженной стали в целом низкая. Поэтому степень холодного обжатия, которую может выдержать инструментальная сталь, относительно низка. В случае A8 мод наблюдалось образование трещин по центральной линии с уменьшением до 20% [9].]. Следовательно, стали с небольшим содержанием мелких карбидов, такие как AEB-L, 1095 или 52100, будут демонстрировать лучшую пластичность при холодной прокатке, чем стали с большим содержанием карбидов, такие как стали D2 или 10V.
Высокая доля карбидов также означает, что пластичность отожженной стали в целом низкая. Поэтому степень холодного обжатия, которую может выдержать инструментальная сталь, относительно низка. В случае A8 мод наблюдалось образование трещин по центральной линии с уменьшением до 20% [9].]. Следовательно, стали с небольшим содержанием мелких карбидов, такие как AEB-L, 1095 или 52100, будут демонстрировать лучшую пластичность при холодной прокатке, чем стали с большим содержанием карбидов, такие как стали D2 или 10V.
Другим частым дефектом холодной прокатки стали является растрескивание кромок [10]:0006
Я не знаю многих производителей ножей, которые намеренно ковали сталь холодным способом. Мюррей Картер, вероятно, самый известный пример того, кто это делает. Холодная ковка — традиционный процесс для японских кузнецов, где он и изучил эту технику. Картер утверждает [11], что он использует холодную ковку для улучшения чистоты поверхности и уточнения окончательной формы и плоскостности в большей степени, чем это возможно при высокотемпературной ковке. Он также утверждает, что холодная ковка приводит к «лучшему балансу между остротой кромки, сохранением кромки и простотой заточки». В видеодемонстрации он сказал, что холодная ковка улучшила окончательную структуру зерна. Поскольку это традиционная техника, может быть трудно понять, каковы были первоначальные причины холодной ковки, я думаю, что улучшение плоскостности и формы более вероятно, чем преднамеренное улучшение размера зерна или конечных свойств. Следует признать, что большинство ножей Carter ламинированы более мягкой сталью или железом (сан-май), что может сделать сталь менее восприимчивой к растрескиванию. Чтобы попрактиковаться в холодной ковке перед изготовлением готовых ножей, он рекомендует намеренно холодную ковку стали до тех пор, пока она не треснет, чтобы лучше понять, сколько сталь может выдержать.
Он также утверждает, что холодная ковка приводит к «лучшему балансу между остротой кромки, сохранением кромки и простотой заточки». В видеодемонстрации он сказал, что холодная ковка улучшила окончательную структуру зерна. Поскольку это традиционная техника, может быть трудно понять, каковы были первоначальные причины холодной ковки, я думаю, что улучшение плоскостности и формы более вероятно, чем преднамеренное улучшение размера зерна или конечных свойств. Следует признать, что большинство ножей Carter ламинированы более мягкой сталью или железом (сан-май), что может сделать сталь менее восприимчивой к растрескиванию. Чтобы попрактиковаться в холодной ковке перед изготовлением готовых ножей, он рекомендует намеренно холодную ковку стали до тех пор, пока она не треснет, чтобы лучше понять, сколько сталь может выдержать.
Резюме и выводы
Холодное обжатие приводит к увеличению твердости стали за счет увеличения плотности дислокаций. При нагревании сталь рекристаллизуется, образуя новые зерна, и эти зерна часто меньше, чем первоначальный размер зерна. Измельчение размера зерна сохраняется за счет окончательной термообработки до мартенсита. Уточнение размера зерна может привести к улучшению ударной вязкости. Холодное обжатие также приводит к ускорению растворения карбида, а это означает, что может потребоваться снижение температуры аустенитизации для сохранения той же твердости. Инструментальные стали имеют относительно низкую пластичность при комнатной температуре, поэтому холодное обжатие должно быть ограничено до 15% или менее, если оно выполняется, и только на отожженной стали.
Измельчение размера зерна сохраняется за счет окончательной термообработки до мартенсита. Уточнение размера зерна может привести к улучшению ударной вязкости. Холодное обжатие также приводит к ускорению растворения карбида, а это означает, что может потребоваться снижение температуры аустенитизации для сохранения той же твердости. Инструментальные стали имеют относительно низкую пластичность при комнатной температуре, поэтому холодное обжатие должно быть ограничено до 15% или менее, если оно выполняется, и только на отожженной стали.
[1] Гасеми-Нанеса, Хади, Мохаммад Джахази, Маджид Хейдари и Том Левассер. «Влияние вызванных деформацией микропустот на механическое разрушение мартенситной инструментальной стали AISI A8-Mod». В материалах конференции AIP , vol. 1896, нет. 1, с. 020021. Издательство AIP, 2017.
[2] Ионеску-Габор, Сорин. «Исследование и эмпирическое моделирование рекристаллизационного отжига полосы мартенситной хромистой стали с помощью EBSD». Докторская диссертация, KTH, 2009.
Докторская диссертация, KTH, 2009.
[3] Х. Ф. Кайзер и Х. Ф. Тейлор, Транзакции Американского общества металлов, том. 27, с. 256 (1939).
[4] Ян, Дза, Э. Л. Браун, Д. К. Мэтлок и Г. Б. Краусс. «Рекристаллизация феррита и образование аустенита в холоднокатаной стали с межкритическим отжигом». Металлургические операции А 16, вып. 8 (1985): 1385-1392.
[5] Бесвик, Дж. М. «Свойства разрушения и распространения усталостных трещин в закаленной стали 52100». Металлургические операции А 20, вып. 10 (1989): 1961-1973.
[6] Ли, Чжэнь-син, Чан-шэн Ли, Цзинь-и Жэнь, Бин-чжоу Ли, Цзянь Чжан и Юн-цян Ма. «Влияние холодной деформации на микроструктуру и ударную вязкость в процессе аустенизации подшипниковой стали 1,0 C–1,5 Cr». Материаловедение и инженерия: A 674 (2016): 262–269.
[7] Чакраборти, Дж., П. П. Чаттопадхьяй, Д. Бхаттачарджи и И. Манна. «Микроструктурное усовершенствование бейнита и мартенсита для повышения прочности и ударной вязкости высокоуглеродистой низколегированной стали». Металлургические и материальные сделки A 41, no. 11 (2010): 2871-2879.
Металлургические и материальные сделки A 41, no. 11 (2010): 2871-2879.
[8] Нанеса, Хади Гасеми, Жюльен Булгаков и Мохаммад Джахази. «Влияние предшествующей холодной деформации на эволюцию микроструктуры инструментальной стали AISI D2 после упрочняющей термической обработки». Журнал производственных процессов 22 (2016): 115–119.
[9] Бесвик, Дж. «Влияние предварительной холодной обработки на мартенситное превращение в SAE 52100». Metallurgical Transactions A 15, no. 2 (1984): 299-306.
[10] Се, Хайбо. «Исследование краевой трещины тонкой холоднокатаной полосы». (2011).
[11] https://www.yumpu.com/en/document/read/59578865/australian-blade-ed-3-dec-2017
Вот так:
Нравится Загрузка…
Что такое Гидравлический пресс холодной штамповки?
Гидравлический пресс для холодной ковки представляет собой пресс с гидравлическим приводом, который выполняет операции холодной ковки (часто холодной штамповки или холодной обработки давлением). Процесс холодной ковки относится к процессу, при котором заготовке придают форму с помощью усилия прессования при комнатной температуре. Напротив, горячая ковка использует сжатие и тепло для формирования материалов. В промышленных производственных условиях часто используются гидравлические прессы. Помимо гидравлических прессов, также широко используются механические прессы.
Процесс холодной ковки относится к процессу, при котором заготовке придают форму с помощью усилия прессования при комнатной температуре. Напротив, горячая ковка использует сжатие и тепло для формирования материалов. В промышленных производственных условиях часто используются гидравлические прессы. Помимо гидравлических прессов, также широко используются механические прессы.
Пресс необходим как для холодной, так и для горячей штамповки. Его конструкция проста. В основании станка находится станина (или валик). Кровать обычно представляет собой неподвижный элемент. В верхней части пресса находится подвижный плунжер. Баран движется вертикально сверху вниз.
Матрицы состоят из двух частей: одна на поршне, другая на станине. Заготовка будет помещена в нижнюю матрицу. Когда ползун опускается, заготовка формуется матрицей. Нижняя матрица служит контейнером для заготовки. В современном автоматизированном контексте валик можно перемещать, чтобы улучшить процесс подачи, регулировки или замены.
В обычном процессе прессования усилие создается оператором вручную. Есть кривошип или винтовой вал для вращения. Ползунок движется, когда оператор вращает рукоятку. Поршень возвращается назад, когда кривошип вращается в обратном направлении. В автоматизированной настройке поршень вместо этого управляется гидравлической системой. Система способна придать большую силу и лучший контроль для завершения операции.
Гидравлический пресс для холодной штамповки использует гидравлический цилиндр для создания усилия. В гидравлическом прессе есть два цилиндра, соединенных друг с другом. Эти два цилиндра содержат достаточное количество гидравлической жидкости. Один цилиндр больше другого. Поршень в большом цилиндре приводит в движение поршень гидравлического пресса для холодной штамповки.
Сила, приложенная к плунжеру, может быть небольшой, но давление, действующее на плунжер и плунжер, одинаково. В результате меньший цилиндр может перемещать поршень большего размера и большего веса. К недостаткам гидравлического пресса для холодной ковки можно отнести риск утечки жидкости при плохом обслуживании или неправильной эксплуатации станка. Кроме того, есть опасения по поводу жары. Температура машины становится выше по мере того, как она используется дольше.
:: Подробнее: Гидравлические прессы опережают эпоху
Процесс ковки на прессе включает постепенное давление на заготовку. Поскольку металлические материалы обладают пластичностью, при сжатии куска металла он деформируется и меняет форму в ответ на усилие прессования. Процесс холодной ковки использует это физическое свойство для изменения формы заготовки. Чтобы придать металлическим заготовкам желаемую форму, необходимо точно контролировать усилие прессования, время и инструменты, участвующие в этом процессе.
Пресс-инструменты, используемые при штамповке, представляют собой штампы или пресс-формы. Заготовка помещается между матрицей/формой перед операцией. После приложения давления металлическая заготовка изменит форму в соответствии с фигурой штампа. Обычно набор штампов состоит из двух половинок. В процессе ковки в открытых штампах используется только половина штампов. В процессе штамповки в закрытых штампах участвуют обе половины.
Независимо от того, открытая или закрытая матрица, тепло не учитывается. Холодная ковка относится конкретно к процессу металлообработки, при котором заготовке придают форму при температуре окружающей среды. Металлические детали формируются посредством гибки, сжатия, волочения или резки в холодной штамповке. Основными факторами в этом процессе являются время и давление.