
чертежи и видео — Обзоры оборудования для бизнеса
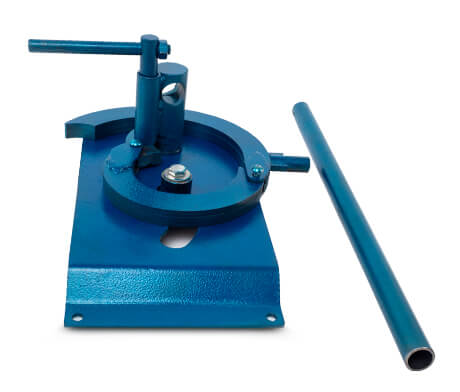
Самостоятельно изготовленные станки для холодной ковки окупятся довольно быстро, ведь при их изготовлении чрезмерных затрат не потребуется. Это поможет вам в короткие сроки организовать свой небольшой бизнес — мастерскую по производству изделий холодной ковки. Если возможности сделать оборудование для ковки своими руками у вас нет, тогда можно купить готовое:
Но? если вы все-таки решили самостоятельно своими руками сделать оборудование для холодной ковки, то какие же станки вам потребуются для работы:
- Улитка
- Гнутик
- Твистер
- Фонарик
- Волна
- Объемная
В этой статье мы более подробно остановимся на оснастке Гнутик — как самостоятельно изготовить данный станок.
Оснастка Гнутик для холодной ковки — важный элемент всей работы. С его помощью происходит сгибание металла, причем угол сгиба мастер может выбирать самостоятельно. Также Гнутик применяется для сгибания дуг с разными радиусами.
На фото, расположенном ниже, представлен чертеж нижней планки оснастки Гнутик.
Более «полный» чертеж оснастки Гнутик для холодной ковки представлен в видеоролике «Чертеж Гнутика своими руками». По словам мастера, в данный чертеж станка Гнутик внесены изменения по улучшению качества оснастки.
Следующее видео показывает работу станка Гнутик, сделанного своими руками. На станке изготавливают различные геометрические фигуры — змейку, ромб, квадрат, элемент сердечко, элемент кольцо, заготовку для элемента хомут и другие.
 youtube.com/embed/mNYw7z2Y744?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/mNYw7z2Y744?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
Оборудование для гибки различного проката представлено на следующем видеоролике. По словам автора, оборудование гнет квадрат до 14 мм, круг и арматуру до 16 мм, полосу до 30 мм.
Гнутик для холодной ковки своими руками: чертежи, схемы
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования.
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла.
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.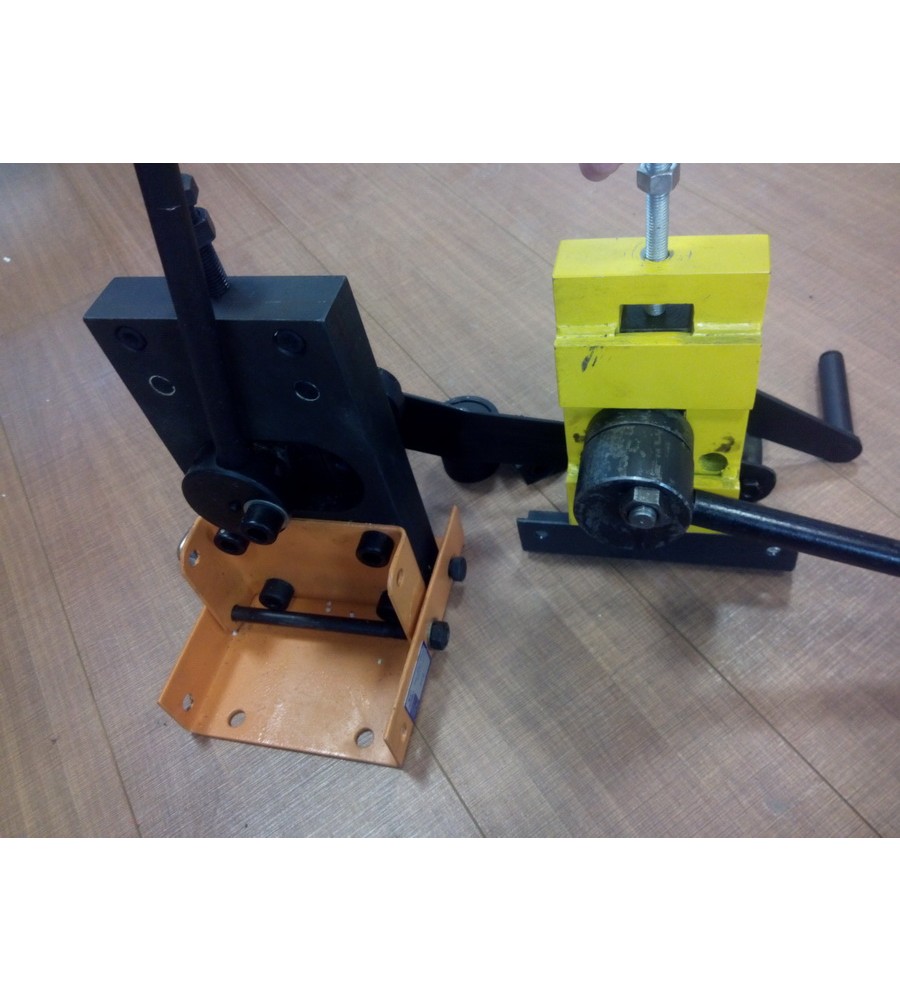
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Твистеры
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.
Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса.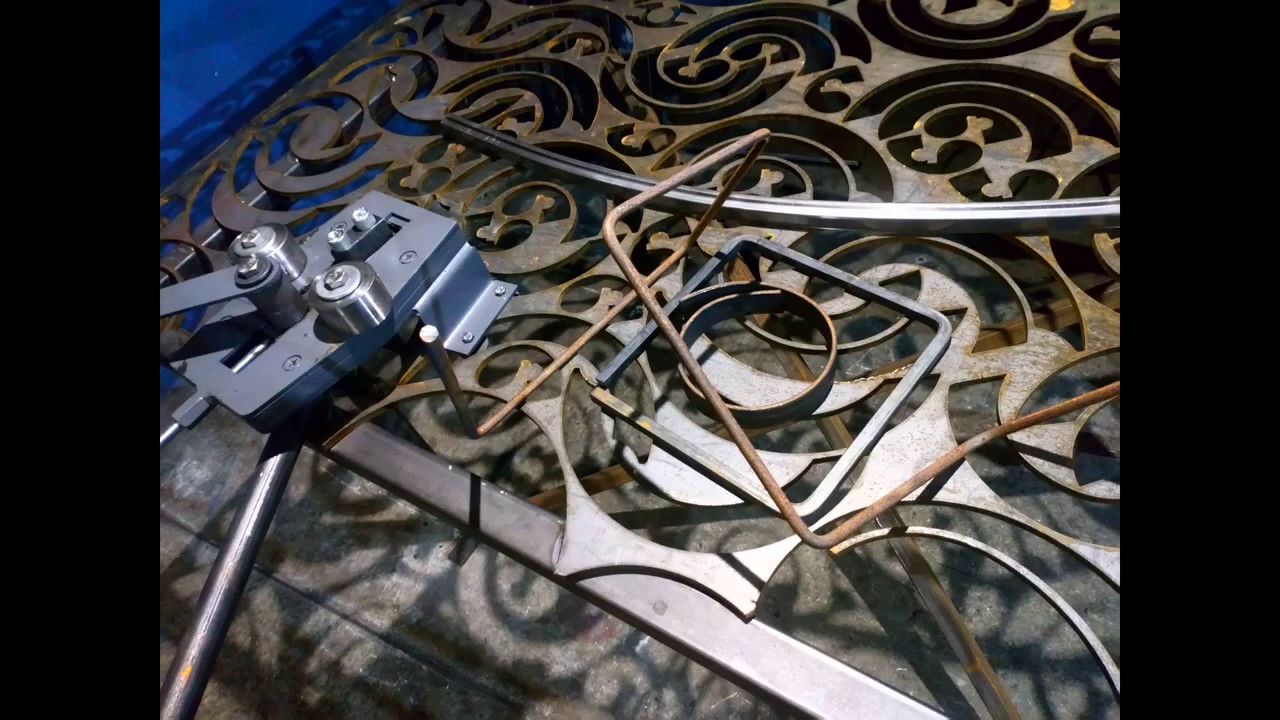 Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
Приемы холодной деформации
В этом виде ремесла используют несколько приемов изменения формы металлических изделий:
- Гибка. Это очень простой способ. Сначала конец заготовки надежно фиксируют, затем его сгибают вокруг оправки нужной формы, используя инструмент. В этом случае из-под рук мастера выходят завитки и вензеля разных форм и размеров.
- Кручение вдоль оси. Для выполнения операции достаточно самых простых тисков, но усилий она требует максимальных. В качестве заготовок используют прокат, имеющий ребра. На изделии круглого сечения результата не будет видно.
- Протяжка. Этот прием позволяет изменить сечение прута. Протяжку используют для оформления краев изделия. При навивке на оправку прут просто оттягивают. Для верхнего края заборов делают пики: изделие сначала сплющивают, потом заостряют.
- Чеканка.
 Ее производят по листовому металлу. Ударяя по нему с обратной стороны, создают объемный рисунок или отдельный элемент для большого изделия.
Ее производят по листовому металлу. Ударяя по нему с обратной стороны, создают объемный рисунок или отдельный элемент для большого изделия.
 Ее производят по листовому металлу. Ударяя по нему с обратной стороны, создают объемный рисунок или отдельный элемент для большого изделия.
Ее производят по листовому металлу. Ударяя по нему с обратной стороны, создают объемный рисунок или отдельный элемент для большого изделия.Кроме основных технологических приемов используют резку, сварку, шлифовку. В промышленности холодная ковка включает в себя большее количество операций — вырезку, гибку, калибровку, навивку, прошивку, и штамповку. Инструментами служат штампы, с помощью которых выпускают большие партии одинаковых изделий. В качестве главного оборудования используют мощные прессы.
Решетки, садовую мебель, ворота изготавливают из полос и прута, имеющего сечение от 8 до 14 мм. Изделия, сделанные по шаблону, собирают вручную. Кованые элементы заборов или балконных ограждений сваривают друг с другом, затем помещают в раму либо крепят к прочному основанию. Конструкции могут быть разными: как плоскими, так и объемными.
Своими руками
Для того, чтобы создать свой бизнес связанный с производством, необходимо вложить в него финансовые средства. Самая большая доля вложений приходится на приобретение оборудования.
Важно. Стандартный набор ручных станков (улитка, гнутик, волна, твистер, фонарик, глобус) не так сложно изготовить своими руками.. Поэтому начать свой бизнес, используя технологию холодной ковки, представляется с экономической точки зрения весьма целесообразным
Главное чтобы предприниматель владел навыками квалифицированного слесаря и мог выполнить качественный сварной шов
Поэтому начать свой бизнес, используя технологию холодной ковки, представляется с экономической точки зрения весьма целесообразным. Главное чтобы предприниматель владел навыками квалифицированного слесаря и мог выполнить качественный сварной шов.
В ролике ниже показана самоделка и ее создатель делится, с какими трудностями он с ней столкнулся.
Советы по изготовлению гнутика самостоятельно рассматриваются в отдельной статье. Другие виды приспособлений также имеют видео-инструкции с рекомендациями по изготовлению их своими руками.
Другие виды приспособлений также имеют видео-инструкции с рекомендациями по изготовлению их своими руками.
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие «холодная ковка» в привычном значении в корне неверное, читайте внимательно, разъясняем.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей – насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.
Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья.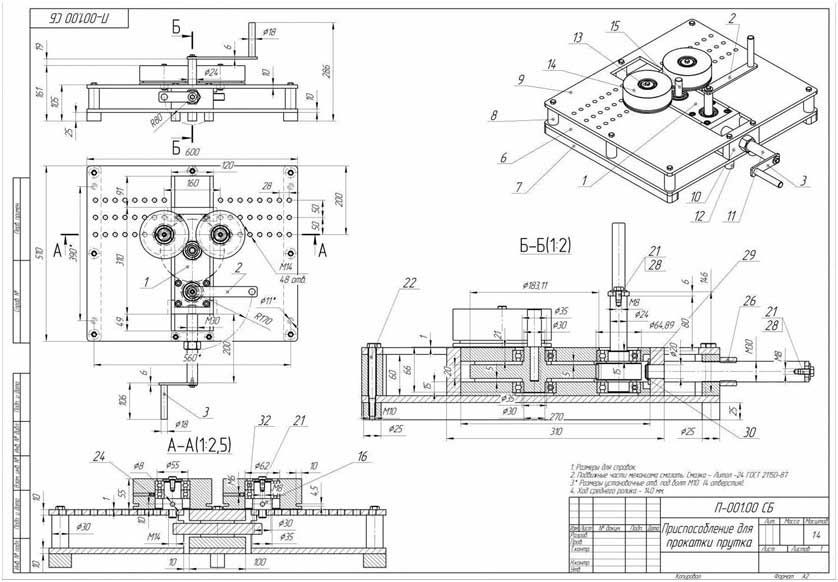 Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – художественные аспекты металлического гнутья, на которых мы тоже остановимся, но попозже.
Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – художественные аспекты металлического гнутья, на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки.
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия.
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски.![]() Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.. Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре
К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице
Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
Улитка простая статичная
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Гнутик для холодной ковки своими руками чертежи, схемы
Горячая ковка известна человеку с той поры, как он начал обрабатывать и применять в собственной жизни металлы. До изобретения штамповки и станков для резки металла горячая ковка и литье были единственными способами производства инструментов и оружия, предметов домашней посуды и украшений.
Чтобы постичь классическое кузнечное дело, необходимо было долго учиться и покупать навык. Изделия кузнеца получались очень трудоемкими и уникальными, это несомненный плюс для художественного искусства и так же неоспоримый минус там, где необходимо очень много похожих изделий.
Холодная ковка
Этих недостатков ковки горячего типа, как:
- большая сложность,
- большие требования к квалификации мастера,
- невысокая повторяемость изделий.
Минусов лишен метод холодной ковки. Он построен на свойстве металлов менять в конкретных пределах собственную форму под влиянием механического усилия. Технология применима к пруткам круглого и квадратного сечения, полосе из металла, трубам и прокату разного профиля. Несколько базовых операций, например, как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и комбинация получившихся деталей дает прекрасную возможность создавать кружевные ограды, альтанки, скамейки, декоративные элементы и домашней посуды в разумные сроки и по подходящей цене, в несколько раз, а то и намного меньше, чем во время использования ковки горячего типа.
Более того все детали будут совсем похожими по размеру и форме, что очень важно при формировании из них узоров и орнаментов.
Для получения важных элементов применяют специализированные станки.
- Гнутик — один из очень востребованных. Он дает возможность сгибать пруток под заданным углом и по заданному радиусу, в том числе и в виде волны.
- Улитка служит для завинчивания конца прутка или трубы в спираль
- Торсион предназначается для сворачивания прутка вдоль его продольной оси.
Если предполагается выпуск больших серий изделий — то понадобится станок товарного производства. Он обладает большой производительностью, достаточным ресурсом, снабжен электрическим приводом достаточной мощности, соединяя в себе гнутик, улитку и торсион. Передовые изготовители оборудуют собственные агрегаты полуавтоматическими приставками, и роль работника сводится к установке необходимой оправки, закреплению заготовки и запуску программы. Система сама изменяет скорость подачи, силу прижима формующего ролика, начало и завершение формовки.
Если же вы запланировали для начала просто ознакомиться с технологией холодной ковки, потрогать руками, то устройство начального уровня можно выполнить своими руками, сэкономив существенные суммы, потому как промышленные агрегаты приближаются по стоимости к автомобилю.
Станок гнутик
Одна из несложных конструкций самодельного гнутика состоит из таких частей:
- Массивное основание с пазом.
- Подвижный упор, перемещаемый по пазу зубчато-винтовым механизмом
- Два недвигающихся упора-прижима, закрепленные на основании.
Валики на недвигающихся упорах делаются сменными, чтобы иметь шанс выгибать прутья и трубы под различными углами и радиусами. На подвижном упоре также крепится сменный валик или клин, в зависимости от необходимой формы изгиба.
Пока еще прямую заготовку зажимают неподвижными упорами и, вращая привод зубчато-винтового механизма гнутика, подводят к ней подвижный упор — клин или ролик. Продолжая вращать привод, сгибают заготовку до необходимого угла.
Сделать гнутик для холодной ковки собственными руками вполне возможно, достаточно точно следовать чертежу, выполняя размеры и припуски.
Трудности в мастерской дома могут появиться с фрезерованием очень прочной стали и со сверлением в ней отверстий.
Если данного оборудования в мастерской пока нет, лучше расположить заказ на весомые части гнутика на производстве — дрелью и лобзиком подобную работу будет не выполнить.
Соединение и покраска деталей
Для сборки деталей в желаемую конструкцию нужно рассчитать ровное свободное место — на полу или на столе, в зависимости от размеров. Заготовки лучше подвергнуть пескоструйной отделке, чтобы снять потенциальную ржавчину и почистить поверхность перед сваркой и покраской. Пескоструйный аппарат можно еще сделать без посторонней помощи из отслужившего собственное баллона с газом, пары патрубков и кранов. Для распылительные устройства можно применять керамический корпус отработанной свечки зажигания. Для этого довольно обладать способностями сварочных и слесарных работ.
После пескоструйной обработки детали разлаживаются на сборочной площадке. Для облегчения работы можно применять бруски-подкладки. После того, как части расположены, необходимо проверить еще раз соответствие их расположения чертежу. Дальше, зафиксировав основные конструкционные элементы струбцинами, точечной сваркой нужно захватить их друг к другу. В последний раз проверив размеры, углы и обоюдное расположение, приступаем к проварке всех необходимых швов.
После сварки требуется почистить окалину проволочными щетками, закрепленными в дрели, а в местах куда сложно добраться и ручным способом. Конструкция готова к окрашиваемым работам. В зависимости от подобранных грунтов и завершальной краски, а еще от способа нанесения, сборку кладут на прокладочные бруски или прикрепляют вертикально временными упорами.
Конструкции с большой плотностью деталей комфортно покрывать краской из распылителя краски, для редкой решётки Для снижения потерь краски придется вооружиться кисточкой.
Изделия, изготовленные методом холодной ковки
Методом холодной ковки делают очень разные изделия. Это, в первую очередь детали решёток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в пару метров ее тяжело отличить от кованой решётки. Любую решётку оживят завитки и спирали, складные в необычные узоры и орнаменты. Обыкновенный забор, аналогичным образом, помимо утилитарного назначения приобретает еще и художественную ценность. Чтобы это сделать будут нужны гнутик, улитка и торсион.
Прекрасно выглядят на территории возле дома кованые стойки для фонарей, лестничные ограждения для мостиков через пруды, выступы крыши и крылечки, столики и скамейки. Да и саму альтанку хорошо сделать из кованого прутка. Неожиданную для сурового металла воздушность и легкость дадут ей завитки и спирали, а витые опоры выделят стремление ввысь.
Очень популярны сегодня и кованые мангалы, также восполняющие домашнее назначение эстетическим впечатлением. Собственно мангал теряется среди выступа крыши, узорчатых стенок и опор, украшенной завитками крыши.
Также очень востребованы детали балюстрад, лестничных ограждений и балконов. Тут также повсеместно используются завитки и спирали, причем не только как украшение, но и как конструкционный компонент. Очень уместно смотрится смотанная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутьев, смотанных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутьев, скреплённых концами методом сварки.
Следующая область использования холодной ковки – предметы декора помещений и мебели. Ручки для двери и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для штор и портьер-здесь повсеместно применяются малые завитки и закрученные прутья.
Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Лучшее оборудование для холодной ковки
Раньше кузнечное ремесло было доступно только настоящим мастерам, которые имели свое помещение для работы, оборудование и, конечно, навыки. Сейчас же заняться таким делом куда проще, потому что достаточно приобрести соответственный станок, и работа пойдет сама собой.
Сферы применения станков для холодной ковки
Холодная ковка была и будет востребована. Её используют в декорировании заборов частных владений, в решетках на окнах панельных домов, в облагораживании улиц городов, — и это только малая часть. Главными сферами применения станков можно считать следующие:
• производство строительного оборудования;
• машиностроительная отрасль;
• мебельная индустрия.
На любом из перечисленных производств (если они являются крупными) обязательно есть пара-тройка станков. Для домашнего же использования или открытия своего малого бизнес на первое время вполне достаточным будет приобрести один стандартный ручной станок.
Какими бывают станки для холодной ковки
Оборудование для ковки бывает разных видов, найти один универсальный агрегат на все случаи невозможно. Поэтому перед покупкой лучше максимально изучить все станки, их возможности, а после определяться, что именно вы хотите изготавливать.
• Станок гнутик
Гнутик – это начало начал художественной ковки. Именно с него большинство мастеров начинают осваивать данное ремесло. Этот прибор максимально прост в использовании, но есть в нем большой недостаток – скудная вариация ковки металла. Вы можете сделать на нем кольцо или дугу, согнуть деталь под нужным углом, но ничего более замысловатого он не потянет.
• Волна
Как можно догадаться по названию, такой прибор помогает придать куску металла волнообразную форму. Не самый замысловатый станок: он состоит из ряда роликов и валов, а прокручивание детали происходит вручную.
• Улитка
Улитка – прибор уже посложнее, однако именно он чаще всего используется в работе. Благодаря своей закрученной форме агрегат позволяет создавать из металлических прутьев завитки, спирали и подобные сложные элементы. В ручную делать это достаточно сложно, нужно приложить немало физических усилий. Однако такой станок можно найти и в электрической версии.
• Торсионный станок
Он же – «фонарик» и «твистер». Конструкция станка незамысловатая. Он состоит из двух зажимов, расположенных друг напротив друга. На одной из сторон есть поворотный механизм, который и делает главную работу. Металлический прут вставляется между зажимами, после чего мастер начинает крутить механизм. В результате прут закручивается.
• Глобус
В принципе станок очень схож с функциями «Улитки», только выполняет их совсем другим способом. Металлическая заготовка крепится с одной стороны изогнутого станка, после чего вручную прокручивается и оказывается уже с другой стороны. Так металл приобретает туже самую изогнутую форму.
При выборе станка для ковки обязательно учитываете его способности и размер металла, с которым агрегат сможет работать Некоторые станки могут попросту не потянуть слишком толстый или твердый прут.
Как правильно подобрать станок для холодной ковки
• Компания производителя
Первое, на что стоит обращать внимание – это на производителя станка. Можно попасть на дешевое оборудование, которое не выдержит и месяца работы с металлом. А станки сами по себе не дешевые. Лучше один раз потратиться, но после работать годами на одном и том же агрегате. От себя мы можем посоветовать ручные станки Eisenkraft. Это популярная и надежная компания, которая поставляет свое оборудование по всему миру, имеет более 70 лет опыта и специализируется именно на художественной ковке.
• Метод работы
Можно выбрать ручное оборудование или электрическое. Для домашнего производства, конечно, лучше выбрать ручное кузнечное оборудование. На нем удобнее изготавливать различные элементы, можно экспериментировать, работать не спеша. Электрический же метод подходит для опытных мастеров, которые работают на производстве. Он позволяет быстро изготавливать детали и работать с большими металлическими заготовками.
• Вид оборудования
Станки бывают простыми (то есть предназначенными для определенного узкого круга действий) и универсальными, которые могут выполнять самые разные задачи. Здесь уже каждый решает для себя, что ему выгоднее. В домашней мастерской вам может понадобиться в работе всего пара функций, поэтому нет смысла тратиться на многофункциональное дорогое оборудование. Если же планируется изготавливать различные вариации деталей, тогда лучше приобрести универсальный агрегат.
На этом критерии выбора заканчиваются. Подводя итоги можно сказать, что главное – определиться заранее с видом работ, которые вы планируете выполнять. Только от этого будет зависеть и вид станка, который лучше купить, и его параметры. Выбирайте с умом и будьте преданы своему любимому делу вместе с Немолотком.
Заготовки для холодной ковки. Гнутик для холодной ковки своими руками
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь изготовить что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким людям и просто для души.
Холодная ковка позволяет делать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, выполненных способом ковки, завораживает взоры и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитушки. Да и в наше время, когда разработано немалое количество разнообразных технологий и материалов, кованые изделия не утратили актуальности.
Изделия, полученные с использованием ковки, применяются в дизайне наряду с пластиковыми, стеклянными и другими элементами декора. Ковка металла производится горячим или холодным способом. Для выполнения работ горячим методом необходимо выполнить массу особенных условий, поэтому не так легко заниматься ей в условиях дома. Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Плюсы холодной ковки
При холодном способе ковки основные рабочие процессы — гнутье и пресс. Чтобы провести такие мероприятия, не понадобится сообщать металлу определенную температуру. Но некоторая термическая обработка все же должна проводиться между этапами выполнения операции.
Необязательно иметь в распоряжении полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. С использованием самодельных приспособлений можно придавать изделиям разные причудливые формы. Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Изделия, полученные при помощи оборудования для холодной ковки, оказываются крепче тех, что отливаются или выполняются путем штамповки. Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Используя оборудование для холодной ковки металла, можно создавать такие изделия:
- оконные решетки;
- элементы наподобие поручней для лестницы, балконных козырьков;
- домашнюю мебель — кровати, стулья, столы;
- заборы и ограды;
- элементы, использующиеся в дизайне квартир: треноги для цветов, обрешетки каминов.
При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия. При холодном методе работы не понадобится предварительно нагревать заготовку, а сам процесс получается экономичнее. При обработке целой партии однотипных элементов в домашних условиях можно делать все с помощью трафаретов. Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к оглавлению
Оборудование и инструменты для ковки
Ручная оснастка для выполнения операций холодной ковки включает в себя несколько элементов. Основные приспособления, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- фонарик;
- глобус.
Некоторые названия могут показаться забавными, но это вполне удобные для домашнего использования приспособления.
Основным инструментом для работы является гнутик, он предназначен для изменения формы металла. Его применяют для сгиба изделия под нужным углом или сгибания дуг с разным радиусом.
Улитка применяется чаще для свивания в спирали металлических прутов. Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Вилка — два кондуктора для сгибания валют, применяется для горячей и холодной ковки. Толщина сырья может быть при горячем способе максимум 16 мм, при холодном — 10 мм.
Инструмент под названием «фонарик» служит для сгибания металлических элементов. С его использованием обрабатывают металлические прутья, диаметр которых 30 мм или меньше, или квадратные профили с толщиной 16 мм и меньше.
С помощью такого приспособления, как волна, выполняют волнообразно изогнутые элементы. Используют его и для обработки трубок, имеющих круглое или шестигранное сечение, и для трубок из профилей.
Твистер несколько напоминает фонарик, с помощью и того, и другого инструмента можно закручивать прутья вокруг продольной оси.
Глобус помогает сделать большую дугу из квадратного профиля до 12 мм толщиной. При этом концы заготовки тоже плавно загибаются. Так создают различные выпуклые декорирующие элементы.
Такого рода инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельный. Покупному он практически ни в чем не уступает.
Вернуться к оглавлению
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом станке-улитке.
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Нелишним будет предусмотреть выполнение на станке основных типов работ — закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.
При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Создавая шаблон, сварочный шов проводить надо с наружной стороны, в противном случае он будет мешать при дальнейшем использовании изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
Вернуться к оглавлению
Станок для ковки «Улитка»
При помощи данного устройства домашние умельцы способны выполнять разнообразные спирали и кольца, волны, завитушки. Чтобы изготовить такого рода ручной станок для холодной ковки, надо действовать по определенной технологии, включающей в себя несколько этапов.
Перед тем как сооружать любые устройства, станки для художественной ковки или просто ручные инструменты, необходимо выполнение эскизов, шаблонов, графических изображений будущего изделия. Если не получится сделать полноценные чертежи, то создайте шаблон, он поможет вам при последующих действиях.
Чтобы точнее получилась разметка, удобнее использовать миллиметровую бумагу. Начертите на ней спираль, у которой должен постепенно увеличиваться радиус витков. Между ними должно соблюдаться одинаковое расстояние. Следует заметить, что такое условие надо выполнять лишь в случаях, когда требуется симметричность узоров, поскольку понятие художественной ценности для каждого человека индивидуально. Это касается и количества витков — их обычно не больше 4 шт.
Заранее учитывайте и то, каковы будут заготовки, с которым предстоит работать. Шаг между витками сделать надо так, чтобы он слегка превышал диаметр железных прутьев, в противном случае очень сложно будет вынимать из станка готовую деталь, не повредив ее форму.
Для рабочей поверхности понадобится листовое железо. Толщины в 4 мм будет достаточно. Определение линейных размеров осуществляется на основании габаритов будущих изделий. Чтобы изготовить форму, возьмите полосовой металл с толщиной 3 мм. С таким материалом работать можно с применением ручных инструментов. Его просто сгибают в спираль по шаблону, используя обычные плоскогубцы.
Чтобы обеспечить полноценный рабочий процесс, понадобится выполнить хорошую фиксацию для одного конца заготовки. Здесь пригодится кусок прута, равный ширине полос. Для укрепления рабочей площадки можно использовать верстак. Иногда в качестве стойки применяют отрезок толстостенной трубы, при этом надо следить, чтобы укрепленная так конструкция не помешала другому виду работ. Для этого можно выбрать вариант, при котором вся сборка закрепляется в тисках. Главное — обеспечить как можно большую надежность фиксации, поскольку при холодной ковке физические усилия будут прилагаться немалые.
Оснастка «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла. «Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
При помощи самодельных станков для холодной ковки можно изготовить множество ажурных изделий из металла. Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Изготовление оснастки «улитка» проходит в несколько этапов.
В следующем ролике можно посмотреть, как умелец своими руками сделал самодельную «улитку», а также, как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В данном видео представлен еще один интересный вид самодельной «улитки», на которой удобно сгибать поковки в завитки и волюты. По словам мастера, «на этом станке все делается удобнее и легче».
Следующий видеоролик содержит чертеж и описание устройства «улитка» и необходимые материалы для изготовления станины и лекала для производства кованых завитков.
Холодная ковка невозможна без специального кузнечного оборудования . Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- Глобус
- Волна
- Фонарик
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Изготовление улитки
Работа станка
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий. В процессе их производства необходим постоянный контроль за геометрическими параметрами;
- использование различных станков для формирования нужной конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
Улитка для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.
Для массового производства необходимо сделать станок для ковки с электроприводом. Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть. Для этого следует установить еще один вращающий вал;
- монтажный узел для крепления к столу.
Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Гнутик для холодной ковки своими руками
Горячая ковка используется людьми уже очень давно. Данный метод долго был единственным способом эффективно обрабатывать металл. До изобретения штамповки и металлорежущих станков горячая ковка и литье были основными методами производства инструментов и оружия, предметов домашней утвари и украшений.
Чтобы освоить традиционное кузнечное дело, нужно долго учиться и приобретать опыт. В древние времена изделия кузнеца получались весьма трудоемкими и уникальными, это несомненное достоинство для художественного творчества и явный недостаток там, где нужно большое количество одинаковых изделий.
Содержание статьи:
Холодная ковка
Горячая ковка имеет такие недостатки:
- большая трудоемкость;
- высокие требования к квалификации мастера;
- низкая повторяемость изделий.
Недостатков лишен метод холодной ковки. Он основан на свойстве металлов изменять в определенных пределах форму под воздействием механического усилия. Технология применима к пруткам круглого и квадратного сечения, металлической полосе, трубам и прокату различного профиля. Несколько базовых операций, таких, как:
- изгиб заготовки под заданным углом и по заранее установленному радиусу;
- формирование завитков и спиралей;
- скручивание одной или нескольких заготовок по продольной оси.
и комбинация таких деталей, позволяет создавать кружевные ограды, беседки, скамейки, элементы декора и домашней утвари в разумные сроки и по приемлемой цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки.
Все элементы будут совершенно одинаковыми по форме и размеру, что особенно важно при создании из них узоров и орнаментов.
Для получения основных элементов, используются специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать пруток под заданным углом и по заданному радиусу, и в виде волны.
- Улитка служит для закручивания конца прутка или трубы в спираль.
- Торсион предназначен для скручивания прутка вдоль продольной оси.
Гнутик для холодной ковки
Монолитная улитка для холодной ковки
Станок для скручивания (торсировки)
Если планируется выпуск больших серий изделий, тогда понадобится станок промышленного производства. Он обладает высокой производительностью, достаточным ресурсом, снабжен электроприводом достаточной мощности, совмещая гнутик, улитку и торсион. Передовые производители оснащают свои агрегаты полуавтоматическими приставками, и роль работника сводится к установке требуемой оправки, закреплению заготовки и запуску программы. Система самостоятельно регулирует скорость подачи, силу прижима формующего ролика, начало и окончание формовки.
Если же вы планируете сначала просто познакомиться с технологией холодной ковки, то устройство начального уровня можно сделать самостоятельно, сэкономив значительные суммы, поскольку промышленные агрегаты приближаются по цене к машине.
Станок гнутик
Одна из несложных конструкций самодельного гнутика состоит из таких частей:
- Массивное основание с пазом.
- Подвижный упор, перемещаемый по пазу червячным механизмом.
- Два неподвижных упора-прижима, закрепленные на основании.
Валики на неподвижных упорах выполняются сменными, чтобы иметь возможность гнуть прутки и трубы под разными углами и радиусами. На подвижном упоре также закрепляется сменный валик или клин, в зависимости от нужной формы изгиба.
Пока еще прямую заготовку зажимают неподвижными упорами и, вращая привод червячного механизма гнутика, подводят к подвижному упору — клин или ролик. Продолжая вращать привод, сгибают заготовку до нужного угла.
Сделать гнутик для холодной ковки собственноручно вполне реально, достаточно в точности следовать чертежу, соблюдая размеры и припуски.
Трудности в домашней мастерской могут появиться с фрезерованием высокопрочной стали и со сверлением в ней отверстий.
Если такого оборудования в мастерской нет, лучше разместить заказ на основные части гнутика на производстве — дрелью и лобзиком эту работу выполнить не получится.
Соединение и покраска деталей
Для сборки деталей в конечную конструкцию, необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от габаритов. Заготовки лучше обработать пескоструем, чтобы избавиться от возможной ржавчины и зачистить поверхность перед сваркой и покраской. Пескоструйный агрегат тоже можно сделать самостоятельно из отслужившего газового баллона, пары патрубков и кранов. Для форсунки можно воспользоваться керамическим корпусом отработанной свечи зажигания. Для этого достаточно владеть навыками сварочных и слесарных работ.
После пескоструйной обработки, заготовки раскладываются на сборочной площадке. Для удобства можно использовать бруски-подкладки. После размещения всех частей, стоит проверить соответствие их расположения чертежу. Далее, зафиксировав ключевые элементы конструкции струбцинами, точечной сваркой надо прихватить их между собой. В последний раз проверив размеры, углы и взаимное расположение, можно приступать к проварке всех нужных швов.
После сварки нужно зачистить окалину проволочными щетками, закрепленными в дрели, а в труднодоступных местах вручную. Теперь конструкцию можно красить. В зависимости от выбранных грунтов, финишной краски и способа нанесения, сборку укладывают на прокладочные бруски или крепят вертикально на временные упоры.
Конструкции с большой плотностью деталей удобно красить из краскопульта, для редкой решетки лучше использовать кисточку, чтобы уменьшить потери краски.
Изделия, произведенные методом холодной ковки
Методом холодной ковки производят самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку “оживят” завитки и спирали, складывающиеся в красивые узоры и орнаменты. Обычный забор, помимо своего прямого назначения, приобретает и художественную ценность. Для этого понадобится гнутик, улитка и торсион.
Очень красивая кованая роза подсвечник
Кованые изделия
На придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки, смотрятся просто замечательно. Да и саму беседку можно сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Кованые ножки скелеты для мангала
Кованые кочерга и совок для мангала неотъемлемая часть любого праздника с костром
Сегодня очень популярны и кованые мангалы, дополняющие хозяйственное назначение оригинальным внешним видом. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Очень популярны детали балюстрад, ограждений лестниц и балконов. Здесь широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно смотрятся скрученные вдоль продольной оси балясины, а угловые опоры часто выполняют из нескольких прутков, скрученных между собой. Также на торсионном станке делают «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Уникальные перила кованые из виноградной лозы
Балкон с большим кованым козырьком
Следующая область использования холодной ковки — детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер — здесь широко используются малые завитки и закрученные прутки.
Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
помощь ковка латунь — медные сплавы
Я бы посоветовал вам не использовать латунные свинцовые подшипники. Как я выяснил по своей стоимости, это создает еще одну проблему с правильным нагревом. Когда кусок в рассказе ниже сломался, вы могли увидеть крошечные шарики свинца на поверхности разлома.
Я очень рад, что меня поправил металлург, но мне сказали, что свинец используется для того, чтобы стружка ломалась при обработке металла. Это позволяет это сделать, потому что он не сплавляется с медью, а остается во взвешенном состоянии и образует серию слабых мест по всей латуни на микроскопическом уровне.Поскольку он имеет более низкую температуру плавления, чем медь, в нижнем диапазоне температурного диапазона, когда вы обычно можете работать с латунью без свинца, проблема усугубляется тем, что свинец почти расплавлен, но медь все еще относительно твердая и он режет по свинцу. Единственный способ ковки в горячем состоянии — это температура в верхней части диапазона температур латунной ковки, когда разница в пластичности между ними меньше.
Моя история …. Раньше, когда я был более авантюрным, чем сейчас, и никто не говорил мне, что я не могу, я спроектировал и изготовил латунные дверные петли для церковных дверей.
В моем счастливом состоянии невежества я закончил тем, что купил на 100 фунтов стандартную бесплатную обработку, латунь со свинцовым подшипником для работы, за которую получал 200 фунтов. Я купил достаточно 100 мм x 25 мм (4 «x 1»), чтобы сделать три из них на случай, если я облажусь, большую часть утра потратил на то, чтобы вытащить первый. Несмотря на то, что я был так осторожен, чтобы работать не слишком жарко или холодно, мне удалось получить трещину, и она развалилась, катастрофа. У моего друга и коллеги Майка Робертса по дороге был TIG, и он сварил его для меня, а я весь следующий день дразнил следующий, используя отремонтированную насадку в качестве ручки.Мои нервы не могли выдержать еще 8 часов этого, поэтому на третий день я бросил осторожность и выковал последний, заставив его тускло-красным и сильно ударив за 20 минут!
Совпадение в этом и причина сказки состоит в том, что я наткнулся на 27-летнюю сломанную коронку за день до начала этой резьбы, отрезал ее и начал обрабатывать несколько пробок, см. Фото.
Дверные ручки были в порядке, но вы можете увидеть разницу. Тот, на который ушли годы, имеет линию сгиба, идущую вверх, а тот, который прошел должным образом, сформирован намного лучше.
Ковка латуни Впоследствии я использовал металлы Delta DB4, когда я мог их получить, и совсем недавно Coldur A, кремниевую бронзу Columbia Metals … ковать почти так же легко, как сталь!
Ковка, литье и обработка с ЧПУ
Ковка, литье и обработка с ЧПУСообщения о закрытии этого веб-сайта сильно преувеличены! Мы в sheldonbrown.com благодарим Harris Cyclery за поддержку на протяжении многих лет. Harris Cyclery закрылся, но мы продолжаем работу.Продолжайте посещать сайт для получения новых и обновленных статей и новостей о возможных новых членах.
Ковка, литье и обработка с ЧПУ
Ковка
Чтобы что-то выковать, вы делаете форму из очень хорошей стали. Вы помещаете металлическую пластину, которую хотите выковать, между двумя половинками формы, и сжимаете форму. ЖЕСТКИЙ! Как и многие десятки (а для крупных вещей — сотни) тонн, из пресса, который может перевесить ваш дом. (Подвижная половина формы называется «инструментом»; неподвижная половина называется «матрицей».»)
Металл течет, как зубная паста, и когда вы открываете форму, вы получаете свою часть. Немного отделки, и все готово к использованию. Это дорогостоящий процесс установки (формы очень дороги в изготовлении, а пресс, хотя и довольно прост, но огромен и стоит соответственно), но если вы делаете много чего, это может быть довольно дешево. Кусок металла может быть холодным (по стандартам металла, 1/3 его точки плавления) или горячим (около точки плавления, это единственный вариант, если вы хотите ковать железо).
Другими распространенными процессами являются литье (заливка жидкого металла в форму) и обработка с ЧПУ (компьютерное числовое управление).
Самый сильный результат обычно дает ковка. По мере охлаждения металл образует «зерна». Зерна крепкие, но плохо «прилипают» друг к другу. Таким образом, отливки могут сломаться, и если вы посмотрите на трещину, она покажет неровную «матовую» поверхность, поскольку она будет разделяться между отдельными зернами. По словам металлургов, он показывает плохую пластичность.
Когда вы выковываете кусок металла, высокое давление «разрушает» отдельные зерна. В результате получается немного плотнее, и он скорее согнется, чем сломается.Он может быть намного прочнее отливки или такой же формы, вырезанной из плоского куска металла. Поверхность, поскольку она принимала самые высокие нагрузки, часто оказывается самой прочной, и чем меньше вы можете повредить эту поверхность, тем прочнее будет деталь. На самом деле излом может показать довольно блестящую поверхность, так как пространство между «зернами» исчезло. Направление потока при сжатии металла придает ему структуру зерна, которая немного напоминает структуру дерева, что делает его значительно более прочным в определенных направлениях. Хорошо спроектированные кузнечные инструменты и штампы контролируют этот поток, чтобы сделать деталь наиболее прочной в тех направлениях, в которых она, как ожидается, будет подвергаться нагрузке.
Обработка с ЧПУ
ЧПУ начинается с куска металла, который иногда называют «заготовкой». (Заготовка: претенциозное слово
, означающее «кусок металла», используемое машинами и торговцами, чтобы сбить с толку посторонних.)
Этот кусок металла мог быть отлитым, кованным или прокатанным (зажат между валками, своего рода ограниченная ковка, способная делать только плоские вещи с прямой текстурой, как доска).
Он помещается в довольно стандартный станок, в котором установлены датчики положения и двигатели на ручках управления.По сути, это просто робот-машинист. Вы используете вращающийся режущий инструмент, чтобы отрезать весь металл, который не является вашей рукояткой. Трехмерный металлический набросок, выполненный методом травления, с компьютерной интерполяцией, поэтому круги получаются довольно гладкими.
Обратная сторона обработки с ЧПУ
Есть пара проблем. Во-первых, расходуется много металла. Удаленный материал представляет собой всего лишь металлическую стружку и может быть продан только на металлолом. Для сравнения, в ковке используется почти весь металл, за исключением небольшой «вспышки», которая просачивается в трещину между инструментом и штампом.Этот процесс может занять много времени — вы можете удалить пару кубических дюймов металла в минуту. (ограничено в основном вашей способностью удерживать трение при резке от перегрева и, возможно, плавления. Это особенно важно для режущего инструмента, который может быть сильно ослаблен, если вы его слишком сильно нагреете, не говоря уже о близком к плавлению), Деталь «растягивающийся», как ваша правая рукоятка, может занять 10 минут или больше, по сравнению с небольшим количеством секунд, которое требуется прессу для цикла.(Большой пресс может изготавливать несколько деталей за одно сжатие, обеспечивая еще большую производительность.)
Это сложные машины, оснащенные сервомеханизмами и измерительной техникой, которые могут измерять до 0,005 мм (0,0001 дюйма), когда они покрыты маслом. Станок с ЧПУ имеет минимум 6 двигателей (в том числе некоторые для смены инструментов и один или несколько для перекачки масла. и охлаждающая жидкость в разных местах) .Это приводит к эксплуатационным расходам, которые могут превышать 1 доллар в минуту (компьютер больше не является значительной частью затрат.)
Ах да, сила. Что ж, если отрезать металл, у него не будет такой плотной поверхности, как у поковки. Хуже того, могут быть внутренние углы с острым стыком. Это «концентраторы напряжения», места, где могут начаться трещины (в любом металле, но алюминий особенно чувствителен к нему. Титан еще хуже).
Преимущества обработки с ЧПУ
Вы не можете использовать острый внутренний угол на поковке, вы никогда не сможете вытащить деталь из формы.Таким образом, все внутренние углы должны быть шире 90 градусов и иметь закругленные края (если у вас была матрица (форма), которая пыталась образовать острый угол, она бы резала, а не толкала металл на место.
ЧПУ не налагает таких ограничений, хотя, чтобы получить красиво закругленные углы, вам, возможно, придется сменить инструменты, чтобы сделать последний проход. (вы используете плоский инструмент, чтобы избавиться от большей части металла на плоских участках, и инструмент с круглым концом для формирования внутреннего радиуса там, где это необходимо.) Таким образом, устранение концентраторов напряжения означает более дорогое время обработки.
Почему ЧПУ?
Так зачем вообще ЧПУ? Что ж, он хорош для создания небольшого количества сложных форм. Фактически, они просто то, что нужно для изготовления пресс-форм (называемых инструментами и штампами) для вашей ковки. (В результате технология ЧПУ фактически снизила затраты на «инструменты», связанные с ковкой!) от ракетчиков. Если вы планируете построить всего 30 штук, ЧПУ — это то, что вам нужно для деталей сложной формы, таких как стойка шасси на этом истребителе.
Дивиденды мира оставили кучу магазинов с избыточными мощностями ЧПУ. Поскольку стоимость машины, «просто простаивающей», может легко превышать половину ее стоимости, когда она работает полностью на оплачиваемой работе, ей нужно было чем-то заняться, или банк мог вызвать аукциониста. Они рыщут в поисках вещей, на которые можно было бы получить немного денег для оплаты аренды. Магазины запчастей для велосипедов и другие вещи, где «ракетостроение» добавляет достаточной маркетинговой привлекательности, чтобы преодолеть неэффективность ЧПУ, эти магазины зацепились за это.(для других обратите внимание на клюшки для гольфа или запчасти для мотоциклов и автомобилей)
Пресс, несмотря на то, что он большой и тяжелый, представляет собой очень простую «низкотехнологичную» машину с очень низкими требованиями к техническому обслуживанию. По большей части они слишком глупы, чтобы сломаться. Самая сложная часть пресса — это датчики, которые следят за тем, чтобы тело оператора не мешало, прежде чем он начнет движение. Это либо одиночный двигатель, соединенный с насосом и большим гидравлическим поршнем, либо «кузница», большой кусок металла, с механизмом, который поднимает его и бросает.(БАГ !!!!!). Никаких причудливых измерительных приборов. Нет компьютера, если рядом с ним нет робота, который загружает и выгружает готовые детали.
Почему Forge?
ЧПУ — хорошее дополнение к ковке. Ковка не может создать множество форм. Например, внутренняя резьба. Таким образом, вы можете вынуть необработанную кованую заготовку кривошипа из пресса, а затем поместить ее в станок с ЧПУ, чтобы нарезать отверстия для педалей, съемника кривошипа и болтов звездочки. Конечно, если бы вы производили их миллионами, вы бы просто установили простой станок, который мог бы только сверлить и нарезать отверстия для кривошипа.
Если вы знаете, что будете делать 50000 в год, и это всегда будет 5 отверстий в круге 110 мм, вы программируете ЧПУ на изготовление приспособления, которое удерживает 5 сверл в этом круге и заставляет их вращаться в унисон. . Добавьте еще одну коронку посередине, чтобы обрезать резьбу съемника, и # 7, чтобы продеть отверстие для педали. Это быстрее, чем компьютер (который будет делать одно или максимум два отверстия за раз и будет тратить время на перемещение детали на место для следующего отверстия) и намного дешевле в эксплуатации.Также не требуется никаких навыков со стороны оператора, и действительно может быть машина для захвата и размещения, которая специализируется на штабелировании деталей. Он не идеален, он может выполнять только одну работу. Хотите изменить окружность болтов? Вам нужно сделать новую машину. Возможно, стоит сделать его сменным, чтобы он мог работать с 170 и 175, может быть лучше просто сделать две разные машины.
[На самом деле, я думаю, что они обычно используют одни и те же поковки / отливки для всех длин кривошипов, просто вырезают их в другом месте, за исключением, возможно, супер-топовых моделей.]
Статьи Шелдона Брауна и других
Сообщения о закрытии этого веб-сайта сильно преувеличены! Мы в sheldonbrown.com благодарим Harris Cyclery за поддержку на протяжении многих лет. Harris Cyclery закрылся, но мы продолжаем работу. Продолжайте посещать сайт для получения новых и обновленных статей и новостей о возможных новых членах.
Если вы хотите сделать ссылку или закладку на эту страницу, URL-адрес:https: // www.sheldonbrown.com/dp-forging.html
Последнее обновление: Харриет Фелл
Новая концепция: ковочные штампы из композитных материалов | 2016-10-04
Был предложен новый метод проектирования штампов для ковки, в котором мозаичное поле штабелирования или сцепления стальных профилей включает рабочие поверхности штампа для ковки. На эту конструкцию системы штампа была подана заявка на патент США, которая изложена здесь в концептуальной форме.
Эта идея нового метода ковки деталей превратилась из интуиции в патентную заявку.Мое участие в ковке, хотя и косвенное, было достаточно близким к реальному, потому что оно касалось процедур, используемых для утверждения процессов ковки таких сложных предметов, как диски турбин.
Одним из основных факторов времени и затрат в отрасли является чрезвычайно долгое время выполнения заказа от заказа до поставки блоков из инструментальной стали для штампов. Существенное сокращение этого потерянного времени сократит время производства и значительно снизит затраты.
Как инженер на пенсии, я обнаружил, что размышляю и играю с проблемой поиска способов сократить это потраченное впустую время.Подобное размышление привело к идее попробовать композитный штамп, собранный из стандартных повторяющихся элементов, чтобы он был заключен в приспособление, достаточно прочное, чтобы выдерживать высокие циклические нагрузки при ковке.
Тесселяционная плоскостьМатериалы штампа можно выбрать из большого диапазона подходящих типов инструментальной стали. Пни стержней, взятые как связка смежных блоков, выровненных по оси в вертикальном направлении, могут быть хорошим выбором элемента. Требование к выполнению — это тесселяция, определяемая Википедией как «мозаичное покрытие плоскости с использованием одной или нескольких геометрических фигур, называемых плитками, без перекрытий и промежутков.«Следовательно, круглые стержни исключаются, но могут рассматриваться квадратные, прямоугольные или шестиугольные формы. В данной матрице все стержни могут быть идентичными. В особых случаях некоторые могут быть другими (пример ниже).
Размер бара, который нужно выбрать в каждом конкретном случае, открыт. Эта функция дает дизайнерам замечательную свободу. Прутки, как правило, можно купить уже термически обработанными до оптимальной твердости. Чем меньше размер, тем выше четкость, доступная при предоставлении предшественников оттиска приблизительной формы для окончательной обработки (подробности ниже).
Потенциальные выгодыЦелью этой концепции составной матрицы является получение следующих выгодных результатов:
- Устранение сроков поставки блока сырья
- Исключить термическую обработку обработанного блока
- Сократите время обработки за счет сборки более коротких культей прутка в выбранных местах, чтобы создать отпечаток прекурсора (рис. 3). С этой целью можно описать по крайней мере две различные процедуры.
- Устранение или уменьшение потребности в электроэрозионной обработке (EDM)
- Используйте более простую и менее дорогую инструментальную сталь или поместите более износостойкую сталь в выбранные места в композитной матрице
- Собирайте штампы различных размеров со стандартными поставками сырья
- Значительно сократить время от выпуска чертежей до поставки штампа
- Комбинированная экономическая выгода по сравнению с затратами на моноблочные матрицы
Трудно дать абстрактную количественную оценку возможной экономии.Тем не менее, можно ожидать, что можно получить существенный выигрыш, по крайней мере, в специальных классах композитных штампов, которые будут определены в различных отраслях промышленности.
Анатомия композитного штампаБыла разработана простая конструкция рабочего приспособления. Центральный стержневой блок заключен в набор из четырех губок, ограниченных тремя концентрическими кольцами. Первые два имеют соответствующие конические поверхности, так что окружные ограничивающие напряжения создаются за счет осевого прижатия внешней цанги к внутренней.Третий цилиндрический элемент, добавленный для устойчивости, устанавливается в горячем состоянии для обеспечения посадки с натягом при охлаждении.
В особых или крайних случаях, когда сборка штампа может оказаться недостаточной для того, чтобы выдержать разрушающие силы, развивающиеся в штампе, можно изучить два различных решения. Первый относится к особым формам полос мозаики, обеспечивающим взаимосвязанное действие. Второй относится к внешним средствам, которые должны использоваться для сдерживания таких сил.
В примере композитного штампа слепок состоит из полусферы, прикрепленной к двум цилиндрическим осевым секциям (рис.1). На этом рисунке некоторые из крайних стержней были разрезаны, чтобы обеспечить непрерывную поверхность губок — либо между двумя противоположными краями, либо между серединами двух противоположных граней. На рис. 2 показано разнесенное изображение штампа в сборе.
Расчет и проверка напряженийДля любой конкретной конструкции штампа необходимо провести предварительные расчеты, чтобы гарантировать, что состояние материала (типы инструментальной стали и механические свойства) ограничивающих элементов выдержат экстремальные нагрузки во время ковки.Другими словами, важно убедиться, что наиболее напряженные части штампов способны выдерживать рабочее воздействие молотков или прессов.
Для целей этого упражнения дополнительное горячее ограничивающее кольцо, предназначенное для обеспечения избыточной безопасности и устойчивости, было полностью исключено из расчетов. Эти расчеты были выполнены инженером по стрессам д-ром Дэвидом Барламом, который применил анализ методом конечных элементов (FEA) с использованием программного обеспечения MSC.Nastran и MSC.Patran.
В качестве типичной иллюстрации был рассмотрен конкретный случай в серии схематических диаграмм (рис.4-8).
В случае типичной поковки необходимо определить напряжения, возникающие в ограничивающем внешнем кольце, чтобы правильно рассчитать его размеры и правильно выбрать требуемый тип стали. Эти расчеты напряжения были также выполнены доктором Барламом.
Отпечаток отковываемой детали, выбранный для упрощения расчетов, представлял собой концентрическое цилиндрическое отверстие диаметром 40 мм и глубиной 20 мм. Радиус у его основания должен был уменьшить локальную концентрацию напряжений.Требуемое давление ковки было принято равным 30 т / дюйм 2 площади ковки, что примерно эквивалентно 42 кг / мм 2 . (Из справочника по металлам ASM , Том 5 — Ковка и литье -1970, стр. 14, для такого металла, как 4340.)
Горизонтальная ось на рисунке 4 соответствует оси матрицы. Область, окрашенная в красный цвет, изображает центральную часть составного штампа. Для этого примера есть упрощающее предположение, что предлагаемая деталь является осесимметричной.Половина среза полости оттиска (отображается как белый фон в нижней правой части слайда) ограничена горизонтальной осью, границей красной области и виртуальной вертикальной линией, проведенной от красного края к низу.
Диаметры (показаны вертикальными стрелками на рис. 4) определяют допущения, выбранные для выполнения расчета: 40 мм — диаметр круглого оттиска; 90 мм — внутренний диаметр (ID) внутреннего кольца; 100 мм — наружный диаметр (OD) внутреннего кольца, совпадающий с ID внешнего кольца; и 120 мм — это наружный диаметр внешнего кольца.На рисунках 4 и 5 показаны конфигурация матрицы и границы соответственно.
На рисунках 6-8 показаны расчеты напряжений, относящиеся к этому конкретному примеру формы поковки.
Этот расчет показывает, что как внутренние, так и внешние кольца могут легко выдерживать максимальное напряжение в реальных условиях ковки в этом примере. Поэтому они могут быть изготовлены из любой подходящей конструкционной стали. Самое внешнее кольцо горячего монтажа, полностью исключенное из этого расчета, должно обеспечивать достаточный запас дополнительной устойчивости в течение длительного производственного цикла.
Подобные расчеты следует проводить для любой новой конструкции композитного штампа.
ЗаключениеВ феврале 2016 года в США была подана заявка на патент на эту систему композитных штампов. Такую систему штампа еще предстоит сконструировать и испытать физически. Концепция представлена здесь, чтобы побудить задуматься об альтернативных конструкциях штампов. Чтобы полностью оценить экономические преимущества этого метода изготовления штампов, необходимо разбить все операции и затраты и сравнить их с традиционной практикой изготовления.
Ручная поковка и приспособление. Как сделать улитку для холодной ковки своими руками
Кузнечное дело — это тяжелый физический труд, требующий специального оборудования в сочетании со специальными знаниями и опытом мастера. Однако для изготовления некоторых художественных элементов нужно просто согнуть заготовки под нужным углом. Деформацию металла можно производить механическим способом без нагрева, для этого используются станки для холодной ковки. Какие особенности есть у таких агрегатов — и пойдет речь в этой статье.
Подбор инструмента и материалов для ковки. Советы для начинающих художников-металлистов. Описание процесса ковки, особенности и предупреждения.
Основное рабочее усилие, необходимое для деформации материала, будет восприниматься опорой, поэтому фундамент будущей машины должен быть прочным. Для этого подойдет двутавр или пара сваренных между собой швеллеров. Устойчивости основанию добавят лапы из аналогичного профиля, приваренные к общей конструкции … Затем можно приступать к изготовлению других узлов — задней бабки и шпинделя.
В каждом из узлов самодельного станка ручной холодной ковки патроны, предназначенные для размещения в них заготовок, должны иметь прочные винтовые зажимы (для надежной фиксации). Из-за уменьшения длины заготовки при скручивании задняя бабка всегда скользит. Допускается соорудить бабки из тисков, закрепив их на основании болтами типоразмера не менее М16. На одной оси с зажимным узлом устанавливается втулка для подвижной части станка, в которой предварительно просверливаются отверстия под зажимные болты.
Подвижная часть шпинделя поворачивается рукояткой, состоящей из 4 рычагов, достаточной длины для поглощения усилия, прилагаемого для вращения. Можно добавить резиновые втулки для защиты рук от скольжения.
Основным отличием сборки универсального самодельного станка холодной ковки является конструкция подвижной части. Он должен обеспечивать винтовую подачу для изготовления фонарей и корзин и фиксироваться обычным скручиванием металла. Поэтому подвижная часть снабжена комплектом из двух шпинделей — гладкого и винтового.В этой конструкции для фиксации скользящей головки требуется стопорный винт.
Полезный совет! Если необходимо изготовить заготовку, которая не перекручивается по всей длине, а только на определенных участках, в конструкцию станка добавляют ограничители. Они изготавливаются по типу задней бабки — с винтовыми зажимами и возможностью выдвигания.
Работа на торсионном станке утомительна физически; получить качественную продукцию в больших количествах сложно.Поэтому разумным решением будет внедрение в конструкцию электропривода.
Как сделать на станке холодной ковки гнутик
Станок gnutik монументален, массивен, прост по конструкции и сборке, но сложен в поиске и установке деталей. Его цель — изгибать заготовку под разными углами, поэтому усилие на всех узлах будет одинаково большим, а значит, требования к сборке деталей высокие.
В качестве основы станка выбрана толстая стальная рама.Стоит учесть, что установка станка будет на столе. Обычно крепежные детали прикручиваются на болтах, например, как тиски. В центре рамы сделана направляющая, которая будет подвижной. Он приводится в движение эксцентриковым механизмом, который, в свою очередь, закреплен на опорной раме. Дополнительно устанавливаются три упора, создающие своеобразную «вилку» — это рабочие элементы конструкции. В зависимости от профиля фальца их меняют: круглые ролики — для создания волны, «молоток» — для формирования углов.
Рабочие элементы изготавливаются только из конструкционной стали. Их сила — надежность всего оборудования. Для обработки и подгонки таких изделий требуется исключительно профессиональное оборудование. Поэтому, если возникнут трудности с заказом, покупкой или изготовлением основных узлов, то станок для холодной ковки гнутиков целесообразно будет купить в магазине. Стоимость его невысока, но может дополнительно пригодиться при гибке труб.
Станок-улитка для холодной ковки своими руками: варианты конструкции
Алгоритм сборки самодельного станка для холодной ковки своими руками довольно прост и понятен.Только при создании улитки возможны три варианта дизайнерской задумки, да и то очень приблизительные. Выполнение завитка или спирали, а также последовательность изгиба заготовки каждый мастер видит по-своему.
Как и любой творческий процесс, изготовление улитки для холодной ковки своими руками начинается с азов — конструирования ключевых узлов станка. В данном случае это рама, столешница и главный вал с рычагом поворота.
Каркас или столик для улитки должны быть металлическими.Дерево совершенно не подходит для этой конструкции: длительные и сильные нагрузки разрушат его в нескольких применениях. В качестве используемого материала подойдут угловые, толстостенные трубы или швеллер. Для столешницы также понадобится металл — лист толщиной не менее 4 мм: чем толще, тем надежнее. Вал и рычаг — это основная сборка, которая заставляет металлическую заготовку изгибаться по заданному шаблону. Рычаг соединен с одной стороны с роликом, изгибающим заготовку, а с другой — с основным валом.
По типу исполнения машины-улитки бывают трех вариантов:
- монолитный с фиксированной диаграммой изгиба;
- со съемными конструкциями изгиба, позволяющими делать локоны разного вида;
- со складными конструкциями завитков и вращающейся столешницей для сложных высокоточных профилей завитков.
Чертежи улитки станка холодной ковки своими руками
Многие мастера, которые впервые берутся за изготовление станков, пренебрегают этапом проектирования, строят шаблоны «на глаз» и занимаются разработкой и модернизацией узлов непосредственно в процессе сборки.Рисунок улитки для холодной ковки своими руками следует сделать на этапе подготовки. Это поможет избежать некоторых тонких нюансов при сборке, а также значительно сократит процесс изготовления.
Нет необходимости следовать чертежам, сделанным другим мастером. Доступность материалов или условия сборки могут отличаться, и вполне вероятно, что готовая конструкция также может отличаться.
Один из вариантов конструкции : 1 — доля улитки; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — штифт для фиксации лемехов; 7 — проточка для прижимного ролика; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущая доля улитки; 12 — главная ось; 13 — рычаги
Схема улитки станка для обработки изделий методом холодной ковки
Рисунок особенно важен для построения выкройки завитков своими руками.Видео оборудования для холодной ковки поможет правильно рассчитать и построить пропорциональную спираль. Этот этап необходим для того, чтобы локон, сделанный на самодельном станке, имел эстетичный вид.
Полезный совет! Шаблоны для улитки строятся по правилам математических спиралей с учетом количества витков, их плотности, ширины проема для оборудования на станке и начального радиуса входа в завиток.
Делаем улитку: как сделать машинку своими руками
Монолитный станок — это самая простая конструкция улитки. Спиральный узор наносится прямо на столешницу. Затем по рисунку вырезают несколько кусков толстого металла. Их приваривают к столешнице, соблюдая нанесенную ранее разметку. Работа над улиткой этого типа идет медленно, но станок позволяет изгибать как заготовки симметричного диаметра, так и металлические полосы, уложенные плоско, без вертикальных деформаций.
Монолитная машина может иметь альтернативную конструкцию, когда основание не неподвижное, а поворотное. Для заданного вращения и облегчения физического труда используется червячная передача.
Как улучшить своими руками станок для холодной ковки улитки
Самодельная улитка не обязательно должна содержать простые элементы. Можно сразу собрать улучшенную модель. Например, что делать, если нужны локоны разной формы, и с разным рисунком спиралей? Было бы нецелесообразно собирать для каждого образца отдельную машину.Поэтому вместо плотно приваренного единого шаблона на столешнице создается ряд съемных вариантов с разным рисунком. В конструкцию вносятся корректировки, позволяющие менять шаблон, стабильно его фиксировать, сохраняя при этом общую надежность станка.
Самая профессиональная из моделей улиток — это станок, в котором столешница вращается, а узор завитка состоит из нескольких складных сегментов. Следует отметить, что все сечения выполнены с высокой точностью.В домашней мастерской это реализовать сложно, поэтому изготовление агрегата заказывают в мастерских или на фабрике. Кривизну шаблона изменяют с помощью регулировочных винтов, а на поверхности столешницы проделывают ряд отверстий, которые фиксируют сегменты шаблона в заданном положении. Подобным образом можно согнуть любой локон.
Сделать станок для холодной ковки своими руками довольно просто, чертеж которого поможет выполнить эту задачу, если понимать принцип его работы и особенности конструкции… При этом важно все тщательно просчитать и снять мерки. Не исключено, что кто-то сможет придумать свои новые варианты или улучшить существующие модели.
Самодельные станки для холодной ковки металла своими руками: видео инструкция
С помощью станка своими руками можно сделать красивые фигурные детали из металла.
Самодельную улитку собрать не так уж и сложно, поэтому сделать ее сможет даже человек с небольшим опытом в такой работе.
В статье мы разберем плюс холодной ковки, а также расскажем, как самому сделать инструмент для работы с ним — чертежи, шаблоны, видео и фото помогут вам в работе, а в результате вы получите получите полезный и простой в использовании инструмент для работы с металлом.
Плюсы и особенности процесса
Холодная ковка — популярный вид работы, в связи с тем, что с его помощью можно создавать необычные детали самых разных форм и размеров.
На станке для холодной ковки можно сделать забор для клумбы, декоративный фонарь, необычный забор, перила или ручки скамейки и другие элементы.Вы можете увидеть, как детали, созданные с помощью этого процесса, выглядят на фотографии.
Плюс холодной ковки в том, что на нем довольно легко сделать станок, на котором можно создавать такие детали своими руками. Это поможет сэкономить на покупке дорогостоящего оборудования.
Процесс холодной штамповки состоит из трех основных элементов: гибки, прессования и сварки деталей. Оборудование, необходимое для этого процесса, довольно простое и компактное, вы можете сделать это самостоятельно и не займет много места в вашей мастерской или гараже.
С холодной ковкой вы можете начать изучение металла, потому что этот процесс проще и безопаснее, поскольку в этом случае вам не придется иметь дело с высокими температурами, как при других видах сварки.
Для этого процесса обычно используется готовый шаблон — то есть заготовки деталей.
Конечно, у холодной ковки есть свои тонкости, они в основном заключаются в том, что деталь легко повреждается или деформируется в процессе: кованые элементы часто ломаются, и исправить недостаток уже невозможно, поэтому ковка должна делать очень осторожно.
Однако с помощью качественного станка и чертежа будущей детали можно легко научиться создавать изделия витой, волнистой и других необычных форм. Варианты вы можете увидеть на фото выше.
Процесс обработки заготовок методом холодной ковки проходит в несколько этапов. Первым делом нужно создать шаблон или рисунок будущей конструкции.
Различные станки предоставляют разные возможности для создания лекал — это зависит от сложности изготовления инструмента.
Например, на простейших станках ручной работы можно гнуть только изделия, а на более сложных моделях можно создавать выкройки и т. Д.
После того, как шаблон или чертеж готов, нужно закупить необходимое количество материала в соответствии с с вашим расчетом. Для холодной ковки вам потребуются железные прутья, которые можно приобрести в магазине.
Стержни для холодной ковки не должны быть слишком толстыми, иначе их будет сложно согнуть. Следующий этап — изготовление деталей своими руками.
Здесь самое главное — правильно выставить настройки, чтобы детали не повредились и не деформировались во время работы станка. устранить проблему будет невозможно.
И последнее, но не менее важное: изготовленные детали крепятся к раме. Это делается сваркой.
Особенно осторожно нужно быть при сварке своими руками тонкостенными трубками, потому что они легко прожигаются, и тогда конструкция выйдет из строя и придется делать все заново.
Вы можете проследить весь процесс ковки в видео, прежде чем приступить к работе над деталями.
Но прежде чем приступить к холодной ковке, конечно, нужно изготовить станок, который для этого нужен. Станок «Улитка» — наиболее распространенное устройство для обработки металлических изделий методом холодной ковки своими руками.
На видео вы можете увидеть все этапы создания машины — в этом нет ничего сложного, и практически каждый сможет справиться с этим делом самостоятельно.
Создание станка
Процесс изготовления станка состоит из нескольких этапов, выполнив которые один за другим, вы получаете готовый инструмент, с помощью которого можно создавать фигурные изделия для своего дачи или дома.
Перед тем, как приступить к холодной ковке, необходимо сделать шаблон и чертеж. Он выполнен на миллиметровой бумаге, что может точно отражать размеры будущего изделия. На нем нужно изобразить спираль с нарастающими витками.
Витки должны увеличиваться в соответствии с шагом, если нужно делать симметричные изделия, если это не важно, то витки спирали могут увеличиваться неравномерно.
Перед сборкой станка нужно определиться с диаметром заготовок, которые вы будете на нем обрабатывать. Шаг нужно выбирать исходя из этого значения: он должен быть больше диаметра стержня, который вы будете обрабатывать.
Если ступенька недостаточно велика, вы просто не сможете вытащить детали из машины, не повредив ее. Таким образом, вся работа будет сделана напрасно.
Самодельная рабочая поверхность улитки может быть изготовлена из листового металла толщиной 4 мм.Размер поверхности зависит от того, детали какого размера вы будете обрабатывать — предварительно необходимо составить чертеж, чтобы все размеры были четкими.
Для изготовления формы используйте полосу металла толщиной не менее 3 мм. Таким образом, с самодельной улиткой подойдет как нельзя лучше. Чтобы облегчить процесс, нужно закрепить один из краев заготовки, чтобы она не выскользнула.
Эскиз станка для улитки: Рисунок 1: 1 — ведущая лапа улитки, 2 — главная ось, 3 — рычаги приложения усилия, 4 — зажим для заготовки; рисунок 2: 1 — лемеха улитки, 2 — платформа станка, 3 — прижимной ролик, 4 — рычаг управления прижимным роликом, 5 — крепление платформы, 6 пальцев для фиксации ламелей улитки, 7 — паз, по которому прижимается роликовые дорожки, 8 — ось рычага управления прижимным роликом, 9 — пружина притяжения ролика; Рисунок 3 — принцип работы устройства: 1 — улитка крутится; На рисунке 4 — примеры изделий из улитки.
Для фиксатора можно использовать отрезанную часть стержня, по размерам не уступающую полосе. Во время холодной ковки также необходимо прикрепить деталь к верстаку.
Так как при холодной ковке удар по детали достаточно сильный, нужно подумать о креплении отдельно, ведь руками держать заготовку нельзя — она может соскользнуть и испортить всю работу.
Остальные части улитки собрать достаточно просто — главное воспользоваться чертежом и посмотреть видео перед тем, как самому приступить к процессу.
Изготовленный вами станок может быть как монолитным, так и разборным — заранее определитесь, какая конструкция будет вам удобнее, и сделайте чертеж, чтобы в соответствии с ним проводить все работы.
Если вы хотите, чтобы самодельная улитка была монолитной, то приварите станок к рабочей платформе так, чтобы элементы оставались неподвижными.
Самое главное при таком типе конструкции — правильно и надежно закрепить конец детали, которую вы будете обрабатывать.
Если станок для холодной ковки планируется разборным, то на рабочем месте необходимо сделать монтажные отверстия, с помощью которых можно будет соединить «корпус» станка с платформой.
Съемная конструкция хороша тем, что ее удобнее перемещать при необходимости или снимать машину для замены или ремонта поврежденных деталей — при монолитной конструкции это будет невозможно.
Однако на съемном станке качество крепления деталей будет хуже — придется постоянно исправлять резьбовые соединения, так как они неизбежно ослабнут в процессе эксплуатации.
Существуют и другие варианты станков для холодной ковки, но станок «Улитка» наиболее функциональный, к тому же его несложно сделать самому. О том, как его сделать, а также о других вариантах изделий смотрите в видео.
Если вы решили использовать улитку в качестве хобби-инструмента, то следует учесть, что, хотя само устройство не будет вам дорого стоить (не требует каких-либо конкретных деталей и инструментов), холодная ковка все же сопряжена с некоторыми расходами.
Во-первых, вам придется потратиться на сами материалы, которые вы будете обрабатывать.И чем крупнее планируется изделие, тем больше денег придется потратить.
Для оценки затрат всегда делайте предварительный чертеж продукта, который отражает его фактические размеры. Например, чтобы сделать небольшую подставку для цветов, вам понадобится потратить на веточки не менее 2000 рублей.
Сколько материала потребуется для более сложных изделий — вы можете рассчитать сами.
Стоимость также будет зависеть от сложности выкройки, которую вы создадите с помощью улитки — чем она сложнее, тем дороже вам обойдется изделие.
Вам не придется тратить много денег на инструменты для самого станка, однако, если вы ранее не занимались изготовлением такого инструмента, то лучше купить для него готовое оборудование — в этом случае машина прослужит дольше, и на ней будет легче работать.
Для окончательной обработки после ковки вам также могут потребоваться инструменты — как минимум, вам нужно будет купить грунтовку и краску, чтобы придать деталям полностью привлекательный вид.
Несмотря на эти затраты, ковка улиток по-прежнему остается доступным и популярным инструментом для металлообработки, вы можете делать это как для хобби, так и на профессиональной основе, но в этом случае со временем может потребоваться более мощный инструмент.
Любой мастер, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой — это и украшение дома, и дополнительный заработок. К сожалению, в продаже практически не встречается улитковидный станок для изготовления образцов спиральной формы. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками.Особенности самостоятельной конструкции и сборки улитки для холодной ковки — тема данной статьи.
Характеристики улитки
Автор сознательно решил обратить внимание читателя на ряд моментов. Это поможет избежать ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которого будут представлены ниже.
Такой прибор вполне себе (если говорить об оборудовании, сделанном вручную), он позволит изгибать образцы с поперечным сечением (стороной квадрата) не более 10 — 12 мм.Имеется в виду модель улитки с «ручным управлением». Практически никто не имеет дела с более крупными образцами в повседневной жизни. Машину также можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
- Холодная ковка осуществляется на малых скоростях. Резкое изменение геометрии металла приводит к появлению трещин (изломов).
- Вам нужно будет выбрать не только мощность электромотора / двигателя, но и передаточное число коробки передач.Плюс к этому — смонтировать схему автоматики с установкой соответствующих элементов (кнопки, стартер и так далее). Все это сильно усложняет изготовление станка.
Вывод — для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Любой, кто разбирается во всех нюансах его конструкции и разбирается в электротехнике хоть что-то, сможет самостоятельно установить на него электропривод.
Делаем улитку
На рисунке показано несколько устройств.Примерно так (в основе) должно работать.
Сборка улитки своими руками — один из вариантов самостоятельного проектирования, когда давать рекомендации с указанием точных параметров всех комплектующих не имеет смысла. Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Настольное устройство
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам потребуется его усилить. При изготовлении улитки с нуля каркас стола делается только из металла — швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. В процессе эксплуатации улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный железный лист не подходит.Только пластина, и не менее 4 мм.
Схема и установка «насадок»
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как, учитывая перспективы или ограничившись выпуском однотипных образцов?
Вариант 1. Самый простой. Суть операции в том, что на столешнице рисуется контур спирали.
По сути, это набросок будущих фигурных деталей, например, из бруса.После этого достаточно вырезать из толстой полосы железа, согнутой по радиусу, несколько отрезков. Их приваривают к столешнице, и механизм гибки в основном готов.
Кому-то такое исполнение покажется более привлекательным — с цельной полосой.
Но практика показывает, что с такой улиткой труднее работать. Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров.Вдоль каждого просверливаются отверстия, в которых нарезаются резьбы. Осталось только подготовить шаблоны для отрезков остановки. Их делают своими руками, как правило, из плотного картона или фанеры.
На них делаются накладки из металла, в которых после очередной разметки также просверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит организовать производство спиральных заготовок разного радиуса на одном столе. Необходимо только, в зависимости от формы изгиба, установить соответствующие сегменты в определенных местах.Их крепление к основанию — болтовое. Вы можете действовать по-другому. Вместо таких упоров ставьте цилиндрические.
Для фиксации они притягиваются болтами (снизу пластины) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее. А если есть, то вырезать своими руками — дело пары часов.
Вариант 3. Подготовьте несколько съемных модулей, которые можно менять по мере необходимости.
Сборка улитки
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
Будет использовано все, что есть в сарае (гараж, чердак) — обрезные трубы, брус, угол и т. Д. Если вы понимаете, как устроена улитка, то подсказки больше не нужны.
Функциональная проверка
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно.Более того, какого-то единого стандарта на такие устройства не существует. Кто-то скажет — не проще ли купить заводскую модель? Во-первых, как уже было сказано, придется долго искать. Во-вторых, не факт, что его возможности совпадут с фантазиями мастера. В-третьих, облегчить кошелек придется как минимум примерно на 19 000 (ручная) и 62 000 (электрическая модель) рублей.
Удачи в изготовлении улитки своими руками!
Ковочные станки— хороший инструмент для творческих и творческих людей, которые хотят создать в своем доме что-то красивое и индивидуальное, чтобы выделить интерьер, или могут стать хорошим подарком своими руками для важных людей.Ковать металл можно двумя способами. Чтобы выковать что-либо методом горячей ковки, нужно произвести множество приготовлений и действий, поэтому в домашних условиях проще всего ручная ковка выполняется методом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать машину своими руками.
Начало холодной ковки на самодельных станках.
Холодная ковка своими руками требует двух обязательных этапов — прессования и гибки.Для выполнения всех этих действий не нужно придавать металлу определенную температуру, но проводить термическую обработку все же необходимо.
Чтобы сконструировать что-то своими руками, больше не нужно иметь специальные станки для художественной ковки, теперь можно создавать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы все работы были успешными, нужно использовать металлы определенной толщины.
Самодельный станок для холодной ковки можно легко использовать для создания конструкций, которые будут значительно прочнее, чем те, что были сделаны штамповкой.Кованые изделия делают сами качественно, когда все сделано правильно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря накопленному опыту, вы можете приступить к созданию превосходных конструкций, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлоконструкций лучше всего использовать заранее подготовленные чертежи. Чертежи на станки для холодной ковки своими руками готовятся заранее. В некоторых случаях деталь будет лучше прогреть, чтобы в будущем избавиться от дефектов.Тем, кто недавно начал пользоваться самодельными станками для холодной ковки, для начала стоит продумать план работы, а также приобрести необходимые навыки. Здесь не будут лишними помощь различных видеоуроков в Интернете, а также спецкурсов.
Детали машин и необходимый инструмент.
Ковочный станок своими руками состоит из определенных приспособлений. Среди которых должно быть:
- гнутик;
- улитка;
- волна;
- земной шар;
- твистер; Факел
- ;
Эти устройства лучше всего использовать.Улитка для холодной ковки своими руками нужна для плетения стальных прутьев. Вы можете увидеть фото, чтобы лучше увидеть структуру и пример деталей. Немаловажную роль в работе играет кузнечно-прессовое оборудование для холодной ковки металла. Основным инструментом при работе будет гнут. Это очень простой элемент.
Для обработки труб с шестигранником и круглым сечением применяют «волну». Металлические стержни гнутся «фонариком», и твистер чем-то на него похож, очень удобное приспособление. Большая дуга из профильных прутков делается глобусом.
Станки для холодной ковки выгоднее делать самому, потому что не все поддается обработке ручным инструментом, а цена на станок для художественной ковки очень высока. Когда мастер, используя свои навыки с помощью своего оборудования, создает сооружение, оно будет уникальным и особенным, хотя в некоторых отношениях не будет таким качественным, как заводское. При изготовлении большого количества деталей правильным будет создание на электродвигателе индуктора. Это облегчает рабочий процесс.
Станок для холодной ковки своими руками следует приспособить для таких видов работ, как гибка, скрутка и волочение.
В процессе рисования конструкция приобретает определенную форму. Следовательно, он должен пройти через пресс, после чего сечение первичного материала станет меньше. Гибкость означает создание изгиба под нужным углом. Для этого вам понадобятся шаблоны. Заранее готовится фото чертежей кованых изделий своими руками, по которому будет изготовлен шаблон.Завиток прикреплен к стальной пластине, а сам лист закреплен в держателе станка. На конце заготовки делается прорезь, а другой конец фиксируется на месте. С помощью рычага воздействуют на торец конструкции, которое необходимо проводить по каждому изгибу плиты, которая используется как шаблон.
Видео самодельной фальцевальной машины балясин.
Многие опытные производители лично собирают простые механизмы, позволяющие создавать уникальные конструкции.На это влияет стаж работы. Чертежи на станки холодной ковки своими руками можно найти в достаточном количестве в Интернете, как и фотографии изделий холодной ковки, которые можно получить в результате. Фотография такого оборудования позволяет мастеру сделать рисунок с нуля, если у него есть опыт.
Можно рассматривать автомат «Улитка». С его помощью можно создавать различные спирали или волны. Для создания такого станка необходимо иметь чертежи на станок холодной ковки такого типа своими руками, а также делать все в соответствии с технологией.Рабочая поверхность должна быть из листового металла. Толщина 4 мм будет достаточно. Размеры устанавливаются исходя из размеров детали. Для профилирования требуется листовой металл толщиной 3 мм и в виде полос. Он загибается плоскогубцами по выкройке и получается спираль.
Чтобы создать нормальный рабочий процесс, необходимо хорошо закрепить один конец детали. В этом поможет стержень, равный ширине полосы. Вам понадобится верстак, чтобы закрепить платформу. Основная цель всего — придать детали максимальную неподвижность, ведь при холодной ковке нужно приложить большие усилия.
Перед тем, как приступить к изготовлению любого станка для холодной ковки, инструмента для ручной работы необходимы шаблоны, эскизы и различные чертежи, в том числе чертеж оборудования для холодной ковки своими руками.
Вы можете повысить точность разметки, используя миллиметровую бумагу. На нем нужно нарисовать спираль, где повороты по радиусу будут увеличиваться. Между ними необходимо правильно выдерживать равное расстояние. Это условие потребуется только для создания симметричных узоров.
Конструкция станка.
Для создания любой машины можно использовать несколько вариантов на выбор — разборная, монолитная или цельная. Небольшие стержни рекомендуется приваривать по всей длине станка. Для этого стоит на рабочем месте просверлить специальные отверстия. Требуется хорошо закрепить концы деталей, которые будут гнуться.
Этот способ ковки очень популярен у начинающих кузнецов.
На станке для холодной ковки металла, сделанном вручную, неопытный мастер сможет изготовить кованые балконные навесы, поручни для лестниц, различные решетки для окон, заборы, многочисленную домашнюю мебель, заборы, различные кованые аксессуары и предметы декора, дополняющие интерьер помещений, по подобию каминных решеток.Это хороший вариант для новичков.
Сборник чертежей на станки холодной ковки.
Рисунок улитки с лемехом.
На чертеже изображено устройство гибочной улитки с лемехом и правила работы с ним.
Детальный чертеж машины для улиток.
Устройство волочильное для гибки «Хомут».
Чертеж устройства Гнутик.
Видео оборудования холодной штамповки для малого бизнеса.
Один из способов украсить участки — использовать кованые изделия. Очень декоративно смотрятся заборы, скамейки, беседки, лестничные ограждения и другие подобные конструкции. Более того, в большинстве случаев эти изделия не являются ковкой в ее традиционном понимании. Чаще всего это делается не в кузнице и не молотком и наковальней, а с помощью каких-то приспособлений, позволяющих создавать самые разные узоры и изделия из металлических полос и брусков квадратного сечения. Для изготовления таких изделий потребуются станки для холодной ковки.Некоторые из них можно сделать своими руками, другие проще купить.
Заборы, перила для лестниц и балконов — тоже можно сделать своими руками. Перила для крыльца — это украшение, а не исключительно утилитарный прибор
Какие устройства вообще используются
Для холодной ковки характерны различные завитки, загибы, скрученные стержни и т. Д. Практически для каждого вида они изготавливаются на отдельном устройстве — определенном станке. Их привод может быть ручным или электрическим.При небольших объемах «для себя» используются ручные холодноковочные станки. Хотя они не очень производительны, их намного проще производить. Если необходимо поставить производство «на поток», сделайте аналогичные устройства, но с электродвигателями. При этом практически не нужно работать физически, но сложность изготовления устройства значительно возрастает. В нашей статье поговорим о ручных станках для холодной ковки.
Какие устройства используются:
- Торсионы.С их помощью в продольном направлении скручивают четырехгранные стержни или полосы из металла. Получаются витые колонны, которые еще называют торсионами.
- Факел. На этом устройстве планка также скручена в продольном направлении, только дополнительно загнута в поперечном направлении. Получается что-то вроде фонарика. Отсюда и название устройства.
Вот так делают «фонарик»
- Твистеры или улитки.Образует плоские локоны разного диаметра.
Приставка для холодной ковки Snail — для завивки
- Гибочные или гибочные станки. Позволяет в любом месте гнуть стержни или фитинги под нужным углом.
Для гибки в любом месте и под любым углом — скамьи (гибочные станки)
- Волна. По сути, это тоже связка, но более сложной конструкции — позволяет менять направление изгиба, получая волнистые детали.
Станок «Волна» — для формирования соответствующего рельефа
- Устройства для обработки торцов деталей — инерционные штамповочные станки или прочие самодельные устройства.
Станки для обработки концов прутков. В данном случае гусиная лапа
Для начинающего мастера самый актуальный станок для холодной ковки — улитка. Только с его помощью можно делать много интересного — от забора и калитки до скамейки и других подобных изделий. На втором месте по необходимости торсион. Это добавляет разнообразия деталям. Все остальное можно приобрести или сделать по мере улучшения и приобретения навыков.
Домашние «Улитки»
По сути, модернизированный), но эти доработки позволяют легко делать завитки из достаточно толстых прутьев (до 10-12 мм в сечении) и повторять их с высокой степенью точности.
Эти станки холодной ковки имеют несколько конструкций, но проще всего реализовать вариант с круглым столом с центральной ножкой. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола может быть изготовлена из стального листа толщиной 10 мм и более. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут приложены боковые силы, поэтому необходимы боковые стойки, распорки, а также устойчивое основание.
Волочильный станок для холодной ковки «Улитка»
Рычаг проще сделать из трубы квадратного сечения с толстой стенкой — не менее 2-3 мм. Сечение трубы 25 * 40 мм или около того. Крепление рычага к ножке можно произвести на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть на ножку и приварить снизу упорную планку, чтобы рычаг делал не упасть. Версия с подшипником дает более легкое движение, но при наличии смазки вторая версия тоже работает.
Форма рычага также важна. Рычаг двойной, верхняя часть рабочая, нижняя опорная. Везде, где есть связи, желательно прибавить усиление, так как усилия значительны.
На столе закрепляется оправка или проводник — форма, по которой загнуты завитки. Их делают разного диаметра — чтобы можно было делать локоны разного диаметра. Такие оправки могут быть сборными — для образования большего количества изгибов.На каждом таком образце должны быть стержни, которые входят в отверстия в столе. Вот как закрепляется этот паттерн. Также ее форма должна быть рассчитана таким образом, чтобы конец планки хорошо фиксировался в ней.
Часто оправки вытачивают из металлического круга подходящего диаметра с помощью болгарки, но есть варианты из металла с приваренными к нему стальными пластинами, соответствующим образом изогнутыми.
Как сделать аналогичный станок для холодной ковки — в следующем видео. Также есть хорошее описание того, как привести концы заготовки в приличное состояние — обычные необработанные края выглядят очень грубыми.Для их обработки есть специальное оборудование, но, как оказалось, и без него можно обойтись.
Торсионный станок
Как уже было сказано, эти станки для холодной ковки позволяют делать продольные изгибы на прутке. Это относительно несложная конструкция. Основная задача — зафиксировать один конец планки неподвижно, ко второму прикрепить рычаг, с помощью которого можно будет крутить заготовку.
В качестве основы подойдет срез профилированной трубы с толстой стенкой (не менее 3 мм).Фиксатор можно сварить из тех же стержней, оставив квадратный зазор необходимого диаметра. Можно использовать проволочную скобу подходящего размера (продается в такелажном магазине). Любой из этих упоров приваривается к основанию.
Держатель троса — большой фиксатор стержня
Далее нужно как-то обеспечить захват и скручивание второй части заготовки. Это можно сделать с помощью двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т».С другой стороны, в трубе делается фиксатор: просверливаются четыре отверстия, в них ввариваются гайки на 12 или 14 болтов. В результате получается хороший фиксатор — болты затягиваются после того, как стержень был вставлен.
Еще более простой станок для изготовления торсионов методом холодной штамповки — в следующем видео.
Видео о самодельной арматуре и станках холодной ковки
Casting VS Forging — диски и шины mag
В этой статье объясняются различия в технологиях изготовления колесных дисков.Пока есть два основных процесса, которые влияют на качество и цену колесных дисков на рынке.
Ковка
Ковка — это производственный процесс, при котором металл формуют пластической деформацией под большим давлением в высокопрочные детали.
Кастинг
Процесс литья состоит из заливки или впрыскивания расплавленного металла в форму, содержащую полость с желаемой формой отливки. Процессы литья металла можно классифицировать либо по типу формы, либо по давлению, используемому для заполнения формы жидким металлом.
Основы ковки
Ковка или холодная штамповка — это процессы обработки металлов давлением. При этом не происходит плавления и последующего затвердевания. Пластическая деформация приводит к увеличению количества дислокаций, что приводит к более высокому состоянию внутреннего напряжения. Действительно, деформационное упрочнение объясняется взаимодействием дислокаций с другими дислокациями и другими барьерами (такими как границы зерен). Одновременно после пластической обработки металла форма первичных кристаллов (дендритов) изменяется.Дендриты растягиваются в направлении потока металла и, таким образом, образуют волокна повышенной прочности в направлении потока.
Мы можем отличить горячую обработку от холодной обработки. Горячая обработка выполняется выше температуры рекристаллизации; Под ним выполняется холодная деформация. При горячей обработке деформационное упрочнение и искаженная структура зерен очень быстро устраняются за счет образования новых бездеформационных зерен в результате рекристаллизации. Быстрая диффузия при высоких рабочих температурах способствует гомогенизации преформы.Первоначальная пористость также может быть значительно уменьшена, в конечном итоге полностью залечена. Металлургические явления, такие как деформационное упрочнение и рекристаллизация, важны, потому что эти изменения в структуре приводят к увеличению пластичности и вязкости по сравнению с литым состоянием.
Прочность поковки:
- Хорошие механические свойства (предел текучести, пластичность, вязкость)
- Надежность (используется для ответственных деталей)
- Без обработки жидким металлом
Слабость поковки:
- Дефекты: перехлесты, незаполнение штампа, отказ штампа, трубопровод
- Форма ограничена, когда требуются поднутрения или профили с сердцевиной
- Общая стоимость обычно выше литья
- Часто требуется несколько шагов
Основы литья
Литье — это процесс затвердевания.Таким образом, можно точно настроить микроструктуру, например структуру зерен, фазовые превращения и осаждение. Однако такие дефекты, как усадочная пористость, трещины и сегрегация, также тесно связаны с затвердеванием. Эти дефекты могут привести к ухудшению механических свойств. Последующая термообработка часто требуется для снижения остаточных напряжений и оптимизации механических свойств.В процессе литья расплавленный алюминий либо выливают, либо вытягивают с помощью вакуума в форму, где ему формуют круг желаемой формы и дают ему остыть.После того, как колесо остынет, производятся незначительные модификации, такие как сверление и обрезка, что позволяет производить быстрое и недорогое производство. В то время как литые колеса могут быть проще и дешевле в производстве, процесс затвердевания расплавленного алюминия приводит к пористости, которая по существу представляет собой несоответствие в структуре материала, которое не учитывается, может привести к растрескиванию, окислению, точечной коррозии при отделке и снижение структурной целостности колеса. Чтобы устранить этот недостаток, производители вынуждены разрабатывать конструкции с большими допусками, что приводит к более тяжелым колесам для достижения желаемой структурной целостности.
Прочность отливки:
- Детали крупные и сложные
- Высокая производительность
- Гибкость дизайна
Слабость отливки:
- Дефекты
- Усадочная пористость
- выступы металлические
- Трещины, горячий разрыв, холодный затвор
- Круги оксиды
- Misruns, недостаточный объем
- Включения
- Требуется тщательный контроль процесса и проверки (может возникнуть пористость)
Подводя итог, кованые диски с более высоким отношением прочности к весу, но инструменты из-за многоступенчатого процесса и сплава на основе сравнительно дороже, чем в процессах литья.Кроме того, с более легкими колесами вы получите большую экономию топлива и лучшее ускорение за счет меньшего количества инерционного веса на оси вращения. По этим причинам обычно кованые колеса используются только для высокопроизводительных приложений.
Важно помнить, что в некоторых случаях качество материалов и термическая обработка могут быть более важными факторами, чем литье по сравнению с ковкой.
ЧИТАЙТЕ ТАКЖЕ: Обода: сплавы для внешнего вида, сталь для прочности
Твердосплавные пилы с ЧПУ: передовые технологии в Trenton Forging — Trenton Forging
Вернуться к новостям / блогу Для немедленного выпуска:
Твердосплавные пилы для холодной резки с ЧПУ: передовые технологии в Trenton Forging
На протяжении десятилетий стандартом для резки стальных прутков длиной 20 футов на заготовки, которые легко обрабатывать и подходящего размера для производимой детали, было механическое срезание их с использованием движения гидроразрыва и целой кучи лошадиных сил.Хотя этот процесс довольно быстрый, он, безусловно, имеет свои недостатки; Компания Trenton Forging предложила гораздо более эффективное и экономичное решение.
Более старый метод резки оставляет заусенец на конце заготовки, который, в зависимости от требований заказчика, может быть неприемлемым для критически важных с точки зрения безопасности деталей. Это также приводит к потерям, поскольку процесс резки по своей сути приводит к появлению «капель» отходов на конце 20-футовой штанги. Однако самым важным решающим фактором стала астрономическая экономия затрат как на внешнюю обработку, так и на техническое обслуживание.
Естественным решением было убить нескольких зайцев одним и тем же камнем. Высокоскоростные пилы устранят отходы, снизят затраты на внешнюю обработку и техническое обслуживание и будут соответствовать или превышать скорость, с которой обычно работают ножницы.
Компания «Трентон» приобрела пять идентичных пил в дополнение к нашим пяти идентичным отбойным молоткам. Это позволит нам создать что-то близкое к принципу бережливого однокомпонентного потока в нашем сырье для передачи линии ковки. Теоретически материал для конкретной работы может быть разрезан непосредственно перед процессом ковки или вовремя, поскольку это происходит, вместо того, чтобы разрезать материал и оставлять запасы в ящиках задолго до того, как произойдет ковка.
Загрузка пил осуществляется с помощью столов автоматической подачи. 20-футовая пачка материала загружается на стеллаж питателя, обрезается бандаж, и столы автоматически подают и разрезают прутки на заготовки, размер которых рассчитан на конкретную работу. Пилы запрограммированы с помощью алгоритма, который позволяет им «видеть» конец прутка глазом с лазерным зрением и рассчитывать наиболее эффективный способ сегментирования прутка на основе желаемой длины прутка и устранять отходы, обычно связанные с падениями сдвига. .
Специально спроектированная конструкция была спроектирована за пределами молоткового цеха, чтобы защитить систему и позволить загружать столы питателя вилочным погрузчиком, не мешая структурным колоннам. Столы подачи на открытом воздухе протягивают материал через небольшие отверстия в стене и пропускают прутки в пилы, расположенные в помещении, в соответствии с каждым молотком.
Как всегда, Trenton Forging стремится быть самой инновационной компанией с непревзойденной эффективностью, скоростью и качеством.Клиенты могут рассчитывать на то, что мы продолжим предоставлять этот стандарт работы, но с ощутимой экономией средств.
Компания Trenton Forging со штаб-квартирой в Мичигане является ведущим производителем штампованных штамповок на заказ для самых разных отраслей, включая автомобилестроение, горнодобывающую промышленность, военную промышленность и сельское хозяйство. Trenton Forging является одной из первых компаний в мире, получивших сертификат QS9000, и первой в мире компанией по штамповке с закрытым оттиском, получившей сертификат QS9000 / ISO9002.Посетите нас на http://www.trentonforging.com для получения дополнительной информации или запроса ценового предложения.
Чтобы узнать больше о технологии: http://www.patmooneysaws.com/nishijimax/index.html
Интервью: Автор Алекс Уайт о ALIEN: THE COLD FORGE
Titan Books, новый роман Alien: The Cold Forge находит группу ученых, проводящих эксперименты над титульными тварями на удаленной космической станции, и, как и следовало ожидать, дела идут не так жарко.Хотя базовая установка может показаться знакомой, автору Алексу Уайту удается искажать и ниспровергать ожидания почти на каждом шагу, создавая книгу с некоторыми замечательными персонажами, жуткими декорациями ужасов и интригующими настройками жизненного цикла Ксеноморфа.
Недавно мне удалось задать Алексу несколько вопросов о Alien: The Cold Forge , рассказывая о том, как он получил работу, об альтернативных концепциях сюжета и о том, было ли что-нибудь из фильмов, что было запрещено, пока он писал книгу.
Dread Central: Привет, Алекс. Во-первых, не могли бы вы вкратце рассказать о своей писательской карьере до Alien: The Cold Forge ?
Алекс Уайт: Я начал писать сценарии, что было важной частью моей самостоятельной учебы в колледже. Примерно в 2005 году я начал серьезно писать романы и в 2015 году продал свою пятую книгу, Every Mountain Made Low . Мой агент Коннор Голдсмит заключил для меня сделку с Alien , а также мои ближайшие три — Книга космической оперы, Спасатели .Первая книга, Большой корабль на краю Вселенной , появится 26 июня этого года.
DC: Как к вам пришла концепция The Cold Forge ?
AW: Мой агент позвонил мне, чтобы сообщить, что я провел презентацию с редактором Titan Стивом Саффелем, и мне пришлось быстро придумать пару идей. Я был на неделе UX от Adaptive Path, когда компания Double Robotics провела презентацию, используя своего робота телеприсутствия, и я был очарован этой идеей.Что, если бы у вас был один выживший во время вспышки инопланетян, который был отрезан и мог повлиять на результат только через телеприсутствие? Как отреагируют другие выжившие? Будут ли они благодарны или расстроены?
В то время я также имел дело со многими техническими братьями из Кремниевой долины, и Дориан естественным образом вырос из аморальных людей, которые работают во многих из этих компаний. Когда мы гонимся за прибылью, важно спросить: кто пострадает? У Дориана нет такого рефлекса.
ДК: Вы предлагали Титану какие-нибудь другие идеи для историй об инопланетянах, ?
AW: Я разбил три, но помню только два из них.Одна из них в конечном итоге превратилась в The Cold Forge , а была еще одна, которая проходила в военной академии на планете, захваченной инопланетянами. Идея состоит в том, что у вас есть группа проблемных подростков-изгоев, которых отправили из дома, чтобы добиться дисциплины, а затем вспышка болезни убивает большинство взрослых. Звучит YA, но я хотел превратить его в полноценный Lord of the Flies .
DC: Практически каждый персонаж в The Cold Forge в той или иной степени испорчен или поврежден.Было ли интересно писать рассказ без традиционных героев?
AW: Совершенно верно, потому что, честно говоря, я думаю, что это представляет реальность сценария выживания. Кроме того, можете ли вы представить себе, что вы живете со своими коллегами годами? Сомневаюсь, что смогу пережить это с чистой совестью.
DC: Дориан Садлер — один из величайших засранцев во франшизе на сегодняшний день. Как вы придумали такого одиозного персонажа?
AW: В то время я имел дело со многими техническими братьями из Кремниевой долины, и Дориан, естественно, вырос из этого крайнего придурка венчурного капиталиста, который однажды вечером сел со мной в такси.Когда вы имеете дело, в частности, с большими данными, легко нарушить конфиденциальность, манипулировать людьми и полностью лишить их гражданских прав (см. Weapons of Math Destruction Кэти О’Нил). В моих отделах разработки есть строгое правило: «Не предлагайте мне то, что вы не хотите использовать на вас». С любым продвижением вы можете получить хорошую прибыль, но также можете в конечном итоге испортить чью-то жизнь. Вот почему так важно спросить: кто пострадает? У Дориана, как и у этого венчурного капиталиста, нет такого рефлекса.
DC: Отношения между Синим Марсалисом и ее андроидом / медсестрой Маркусом также довольно интригуют, где она использует его тело в качестве аватара, чтобы избежать собственного прикованного к постели состояния. Откуда взялась эта идея?
AW: Хотя я уже говорил о Double Robotics, было бы упущением, если бы я не упомянул, что отец моего друга умер от осложнений БАС примерно в то время. У другого моего друга неизлечимо больная дочь, и смотреть на испытания, которые приходится вынести бедному ребенку, душераздирающе.Я хотел, чтобы читатели почувствовали трудности, связанные с терминальным состоянием, а также дискриминацию. С неизлечимо больными людьми часто обращаются так, как будто они уже умерли. Друзья уходят, не в силах увидеть разворачивающуюся перед ними боль.
Блю занимается всем этим, особенно тем фактом, что другие считают ее жизнь бесполезной. Если бы им удалось добраться до спасательной капсулы, как вы думаете, товарищи по команде Блю спасли бы ее? Если бы она умерла там, кто бы сказал доброе слово?
DC: The Cold Forge показывает, что Facehuggers на самом деле не имплантируют эмбрион, а вместо этого вводят вещество, похожее на черную слизь, которое переписывает ДНК.Получили ли вы какие-либо возражения по поводу внесения этого изменения в их жизненный цикл?
AW: Нет! Это на 100% соответствует Alien: Covenant , и вы никогда не увидите инъекции личинок на экране. Фактически, 20th Century Fox запросила НУЛЕВЫЕ изменения в рукописи и прислала страницу, полную комплиментов, что, вероятно, является первым!
DC: Книга в некоторой степени вдохновлена видеоигрой Alien: Isolation , включая то, как изображены ксеносы, и некоторые отрывки, такие как Судлер, прячущийся в шкафчике с оружием.Вы играли в игру?
AW: Да, конечно. Боже мой, эта игра была шедевром. Что меня действительно запомнило, так это слышимый вес существ. Я никогда не чувствовал их так сильно в фильмах.
DC: Вы поклонник каких-либо других историй из расширенной вселенной Alien , будь то игры, комиксы или романы?
AW: О да. В 90-х у меня были все книги и комиксы Dark Horse. Я играл во все игры, особенно в AvP и AvP 2 (и в эту задиру Capcom beat-em-up, которая занимала все мое время).Как ни странно, создателем игр AvP была Rebellion, а их издательское подразделение — компания, купившая мой дебют!
DC: Были ли какие-либо сюжетные идеи, которые были запрещены во время написания книги, например упоминание определенных персонажей или событий из прошлых фильмов?
AW: Когда я начал писать, Covenant еще не вышел, а Prometheus считался отдельной лицензией, поэтому я не мог использовать черную слизь.Примерно через месяц после моего контракта вышел Covenant и бум! Я могу использовать все, что хочу.
ДК: Как вы уже оценили реакцию фанатов на книгу?
AW: Невероятно! Им это нравится, и они так счастливы сказать мне об этом. Я действительно потрясен добротой и волнением этого фандома.